 网站地图
网站地图










-
奥氏体不锈钢2Cr25Ni20是一种高镍铬合金的耐热钢,一般经冶炼后在铸态下直接进行使用,在高温工作环境下,该耐热钢抗高温氧化性和热腐蚀性能优良,可以在高温下反复加热使用,而不发生失效,该种耐热钢主要用于制作炉用部件、喷嘴、燃烧室等[1-3]。
激光熔覆[4-8]是一种先进制造技术,激光转化为热量熔化粉末颗粒,形成涂层,然后将涂层沉积到工件表面上,使工件表面耐磨性、耐腐蚀性等性能得到明显提升,并能对废旧零件进行修复。由于在成形熔覆层过程中,能量输入在空间上是局部的、热量输入是精确控制,工件内部只形成有限的热影响区(heat affected zone, HAZ)。同时也减小了基材与熔覆层的稀释率,稀释率随激光能量的增加而增加,低稀释率熔覆层具有良好的微观结构和力学性能。激光熔覆工艺参量[9-12]合理设置能提升熔覆成形能力,产生更少缺陷。温度梯度[13]对于熔覆层的成形过程也有重要影响。
本文中所用粉末与Inconel625粉末元素种类相同,Mo, Nb元素含量不同,其它元素含量范围相同,故类比Inconel625相关性质来研究该高温合金涂层。Inconel625[14-18]是一种镍基高温合金,其主要借助镍铬基体中Mo, Nb等元素的固溶强化来获得高温强度、抗蠕变性能,并且还一种激光吸收率较大的沉积材料, 同时也是一种NiCrFe多元合金。WNAG等人[19]利用激光熔覆技术在316L不锈钢表面制备了单层和多层Inconel625高温合金涂层,比较了样品中不同区域的宏观形态,微观结构。讨论了界面的晶粒形态转变和显微组织形成机理并对机械性能和腐蚀性能也进行了详细研究。DINDA等人[20]利用激光沉积技术制造出Inconel625镍基高温合金成形件,使用高功率CO2激光器在Inconel625基板上形成熔池,将Inconel625粉末流输送到熔池中形成3维物体, 微观结构为柱状枝晶,由基底向上生长。ROMBOUTS等人[21]研究了利用激光金属沉积技术(laser metal deposition,LMD)制备3维镍铬铁合金Inconel625块状成形件, 通过X射线衍射检测到含有MC, M23C6和M6C型碳化物的致密胞状树枝状结构。拉伸屈服强度为480MPa~656MPa,极限强度为882MPa~1000MPa,断后延伸率为24%~36%, 与常规生产的Inconel625合金相比,其强度和塑性都有了很大的提升。
本文中在2Cr25Ni20耐热奥氏体不锈钢基体上进行最佳激光熔覆工艺参量的多层多道熔覆NiCrFeMo高温合金粉末试验,分析了2Cr25Ni20钢基体和熔覆层材料的显微组织,显微硬度及常温力学性能,为实现钢炉转动轴表面修复奠定了一定的应用基础。
-
试验中所用基材为300mm×150mm×12mm 2Cr25Ni20钢板,基体常温平衡组织为奥氏体,而所用的激光熔覆合金粉末为NiCrFeMo高温合金粉末,其粒度为:100目~300目, 粉末流动性:10g/s~100g/s,硬度: 25HRC~30HRC, 使用温度:1000℃。试验前,粉末在烘干机内静置烘干,烘干时间为2h,温度为150℃。基材与高温合金粉末成分如表 1所示。
Table 1. Compositions of substrate and Ni-based superalloy alloy powder(mass fraction)
element C Si Cr Nb+Ta Mn S P Mo Fe Ni 2Cr25Ni20 ≤0.0025 ≤0.0150 ≤0.2400 — ≤0.0200 ≤0.00030 ≤0.00035 — balance ≤0.1900~0.2200 powder 0.0003~0.0005 0.006~0.015 0.20~0.23 0.04~0.06 — — — 0.08~0.1 0~0.05 balance -
试验在激光快速成型系统上进行,该试验系统由德国IPG公司YLS-4000-S2光纤激光器,中国KUKA公司KR30HA机器人,中国新松公司1000mm伺服旋转工作台,中国新松公司XSL-PF-01A-2负压式气载送粉器及中国东露阳实业有限公司PH-LW296-TH2P冷却系统组成, 如图 1所示。激光波长:1070nm ~1080nm;激光聚焦头(PLFDH0125)使用抛物聚焦镜,焦距f=600mm, 焦点光斑直径3mm。配置侧向送粉喷嘴及调整机构, 载气与保护气为氩气。在熔覆过程中,氩气不仅被用作保护熔覆层被空气氧化,还被用作保护激光加工头内的光学元件免受烟尘氧化。

Figure 1. Laser cladding experiment equipments(1—fiber laser YLS-4000-S2;2—KR30HA robot; 3—servo rotating worktable; 4—XSL-PF-01A-2 negative pressure type powder feeding system; 5—PLFDH0125 laser head; 6—lateral powder-feed nozzle; 7—cooling system)
该系统送粉方式为气压驱动侧向同步送粉,为了提高基材对激光的吸收率,成形性能优良的熔覆层,前期通过正交试验选出最佳工艺参量,具体试验工艺参量设定为:激光功率1.6kW,扫描速率8mm/s,送粉量15g/min,光斑直径3mm,送粉载气流量150L/h。
为了评估NiCrFeMo高温合金涂层与基材2Cr25Ni20钢板间的结合强度与常温力学性能,设计常温拉伸试验,将板件垂直于长边开V型坡口,坡口尺寸如图 2所示。
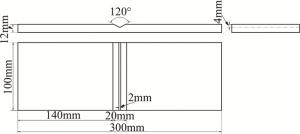
Figure 2. 2Cr25Ni20 plate groove diagram
采用上述激光试验系统在2Cr25Ni20钢板上进行Ni基高温合金粉末激光熔覆成形试验,研究在上述工艺参量下,粉末在激光作用下熔化,形成致密Ni基高温熔覆层,冷却至室温,经过多层堆积,将上述钢板上的通槽填充完整,并使用磨光机磨削熔覆层多余部分,用不同目数的砂纸先后打磨该部分,然后使用酒精擦拭熔覆层及其周围表面,静置晾干。
处理完成后,利用电火花线切割机沿熔覆板件对处理后板件熔覆区域中心横截面方向进行线切割,并对切割后样品进行标准金相制样。清理表面铁屑,用砂纸将试样棱角打磨平滑。然后进行抛光、腐蚀,采用Kalling试剂(C2H5OH 100mL, HCl 100mL, CuCl2 5g)腐蚀熔覆层与基材,使用Zeiss Sgma 500扫描电子显微镜(scanning electron microscope, SEM)对基材区、热影响区、基材区与熔覆层结合处以及熔覆层截面显微组织晶粒形态进行观察。
利用理学D/max2500 X射线衍射仪(X-ray diffraction, XRD)分别测试熔覆层、基材与熔覆层结合处中的物相,然后利用牛津200 X射线能量色散光谱仪(energy dispersive spectrometer, EDS)测试熔覆层和垂直界面方向各层各元素的分布。
采用HVS-1000Z型维氏显微硬度计沿基材区-热影响区-熔覆层直线方向测量各层区显微硬度值,测量距离为相邻两点间距200μm,载荷为300g(2.942N),加载时间为15s。
将熔覆完成的试样依据GB/T 228.1-2010金属材料拉伸试验第一部分:室温试验方法标准进行试验,先用线切割在处理好的板件上切制出标准力学拉伸试样,然后使用不同目数的砂纸对力学试样进行打磨抛光,最终通过CMT 5205常温力学试验机测试修复试样力学性能。
-
图 3a所示为沉积层区域、两异种金属结合位置、基材区域SEM形貌, 图 3b为熔覆层上半部分,图 3c为熔覆层下半部分。在高温合金沉积的过程中,熔覆层是由粉末熔化、凝固堆积而成,该过程相当于激光重熔与合金化的综合应用,成形质量主要取决于首层熔覆层,基材处于室温,熔融液体在基材上快速凝固形成熔覆层。在该层成形过程中,一部分热量用于熔化基材与粉末,多余热量通过基材传入垫板和空气中,故在首层熔覆层成形过程中工艺参量的选取显得尤为重要。因此,基材下的垫块应采用导热系数小的材料,保证一部分热量存在于试样内,保证较小温度梯度,产生较小的残余应力,产生更少的缺陷。
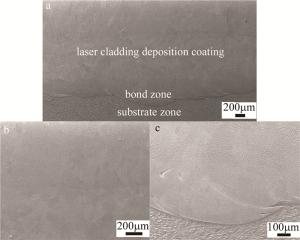
Figure 3. a—SEM images of cladding layer, joint and substrate b—the upper part of the cladding layer c— lower part of the cladding layer
新成形熔覆层在激光的辐照下,由于高温作用,熔覆层表面熔化形成熔池,随着粉末熔化后形成的液体不断注入层中,已完成凝固成形区域重新熔化与连续粉末熔化的熔融液体混合并形成新的熔覆层凝固成形。在连续激光的作用下,先成形熔覆层对后续熔覆层存在循环退火、回火热处理,让成形件表面平整光滑,内部呈现出交错热处理组织特征。
新成形的熔覆层容易受到热循环二次加热影响。但是,在图中沉积层分层现象不明显,说明各熔覆层之间基本无缺陷产生,热循环作用影响不明显,沉积层中各单层紧密结合,成形质量良好。已经完成凝固成形的高温合金熔覆层相当于基板,先成形的熔覆层表面温度高,内部存在大量热量,对于后续产生的熔覆层相当于退火与回火热处理作用,产生的组织均匀,缺陷少。
最后成形的熔覆层主要与空气介质进行热交换,组织凝固速率较先成形熔覆层相比较大,温度梯度较小。图中熔覆层之间结合处有波浪纹产生,由于在形成熔池过程中,粉末熔融液体表面张力与基材表面弹力相互作用。
-
图 4a所示为熔覆层SEM显微组织形貌,其表面无裂纹、光顺平滑。通过不同放大倍数的扫描电子显微镜图像显示镍基高温合金熔覆层微结构区域。如图 4b~图 4f所示,在结合处上方,柱状晶按一定角度贯穿过整个熔覆层,柱状晶周围分布着网状二次枝晶。通过SEM对网状二次枝晶区域进行放大处理,在晶间位置有存在少量白色颗粒。
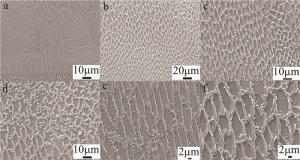
Figure 4. a—overall microstructure morphology of cladding layer b—the distribution of network structure on the surface of cladding layer c—enlarged local view of reticular distribution d— equiaxed crystal distribution on the upper layer of the cladding layer e—columnar crystal distribution in cladding layer f—the cellular crystal distribution at the lower end of the cladding layer
该激光熔覆沉积层由4层组成,经过连续激光的辐照,基材表面熔化,熔融粉末液体与熔池接触混合开始凝固,柱状晶从临近结合位置开始生长,其生长方向与激光扫描方向有关,随着激光头的移动,材料表面熔化形成熔池,在熔池中,晶粒在过冷度较大处开始形核长大,随着热量变化的方向逐渐生长,其生长方与水平呈一定角度,晶粒生长方向与熔覆层内部热量传输方向相反。多道熔覆层堆积,成形沉积层,先成形熔覆层在激光的热作用下,该层经历激光重熔处理,重新熔化再凝固,熔覆层中本身就存有大量热量,再经过新热量的连续输入,使晶粒发生再结晶,生成如图中网状树枝晶。且热量变化不仅存在于垂直方向,也存在于水平方向。在水平方向,柱状晶与二次网状枝晶交错分布,且柱状晶在垂直方向,根据温度梯度与凝固速率的分布的情况,二次网状枝晶、柱状晶、树枝晶和等轴晶交错分布,因为在制备熔覆层时,激光头往复运动,同一区域热量分布不均匀,温度梯度也是不断变化,先成形熔覆层经过与空气热对流,温度梯度降低,凝固速率升高,有利于等轴晶的形成。故柱状晶与二次网状枝晶在温度的变化下,转化为等轴晶。在经过激光的热效应,该层重新熔化,晶粒重新经历形核、长大的过程。后成形的熔覆层重复经过该过程,直到最后一层熔覆层的成形,试样最上层位置与空气充分接触,与空气进行热交换,形成较宽的等轴晶区域,在试样下端与中间部分几乎观察不到该区域。
不同放大倍数SEM下熔覆层波浪纹微观形貌如图 5a~图 5d所示。先成形部分在激光的辐照下,表面熔化,离表面距离越近,温度就越高。温度的变化会直接导致熔融液体表面张力的大小。连续粉末熔化后不断注入熔池中,在此过程中,粉末熔融液体表面张力不断增大,先成形层熔化部分与未完全熔化粉末间有弹力产生,两种力相互叠加作用,最终形成波浪纹。
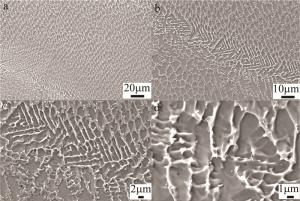
Figure 5. a—micro morphology of the upper end of the wave pattern of the cladding layer b—dendrite distribution around wave pattern c—micro morphology of wave pattern d—wavy interior structure
波纹两侧组织形貌也不尽相同,以波纹为中界限,波纹以上主要分布着柱状晶组织,其生长方向与水平位置呈一定角度。波纹以下主要分布着柱状晶和二次网状枝晶,两种晶粒在形核长大的过程中,由于热对流与热传导的作用,柱状晶区域与二次网状枝晶区域间界线明显,两种晶粒形貌相差较大。熔覆层中存在波纹形貌,柱状晶镜面生长,晶粒在生长过程中,同一侧按相同方向外延生长,与另外一侧生长方向相反,其生长过程类似于镜中成像原理。
图 6所示为不同放大倍数SEM下高温合金熔覆层与基材2Cr25Ni20结合位置。如图 6a~图 6d所示,在结合位置观察到层状微观组织结构和不同尺寸晶粒的存在。基材和粉末被熔化之后,粉末与熔化的基材形成液相,组织间的元素相互扩散,随着凝固速率增大,温度梯度降低,形成成分过冷区,故在结合位置临近熔覆层处,该处产生胞状晶,晶粒较小,分布均匀,临近基材位置处,其大小不一,分布不均匀,因为热量在该位置反复输入、输出,组织经过回火热处理导致较大尺寸的枝晶生成。故在该位置易产生缺陷,在后续研究中应该控制热量的输入。
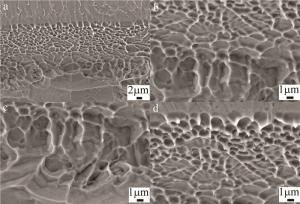
Figure 6. a—bonding position of cladding layer and substrate b—middle position of joint c—reticulated dendrite morphology d—dendrite growth morphology at the upper end of the junction
在首层熔覆层成形过程中,基材处于室温状态下,激光提供大量热量将基材加热,甚至将其表面熔化,熔深主要与功率、扫描速度有关,由于激光作用下所形成的熔池与冷基体之间的温度梯度较大,熔池的冷却速率相对较大,大量热量通过基材传入空气中,基材为金属件,易导热,传热速度快,因此在基体附近一定不会产生二次枝晶。但是,随着结合区上端位置温度梯度降低,凝固速率升高,上端位置晶粒在该动态变化的情况下,生长为典型的胞状枝晶结构和次生枝晶。
-
通过D/max2500 XRD分析了熔覆层、熔覆层与基材结合处之间物相的种类,牛津200 EDS主要分析关键元素通过渡区向首层熔覆层向上层扩散效应和分布规律。如图 7所示,熔覆层与结合处所含物相种类不同。熔覆层所含物相包含:γ-Ni(面心立方结构)、Cr2Fe14C(金属间化合物), 在熔覆层结合位置包含物相:Fe2Ni3, γ-(Fe, Ni), Ni0.9Nb0.1。熔覆层主要耐热强化相主要是γ-Ni相,熔覆层中大量的Cr元素均匀分布于γ-Ni固溶体中,对γ-Ni相固溶强化起促进作用,并且让熔覆层在高温下获得较高强度。由于熔覆层内Nb元素含量较少,并且该沉淀固溶相非常细小,由于熔覆层温度变化快速,该沉淀物并没有经过粗化过程,故XRD扫描检测时没有观察Ni3Nb强化相。Ni基合金凝固过程中,在熔覆层与基材结合位置处,各晶界处容易形成laves相,该相为一种脆硬相,该相存在位置容易形成裂纹,在SEM图片中观察到在熔覆层表面有白色细小颗粒存在,并在该位置处该相出现。
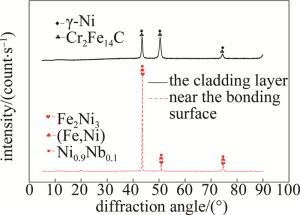
Figure 7. XRD phase diagram of the junction between the cladding layer and the substrate and the cladding layer
通过对熔覆层横截面进行EDS线扫描,得到熔覆层中含有元素Ni, Cr, Fe, Mo, C, Nb。在图 8a中600μm处熔覆层与基材结合位置,Ni元素相对强度瞬时性升高,Fe元素相对强度明显减弱,在图中上述位置处,Nb与Mo元素相对强度也突然升高,基材中Nb元素相对强度不为零,从表 1中可知, 基材中并不含有Nb与Mo元素, 说明元素在熔池金属液体对流作用下发生相对扩散,由熔覆层扩散至基材中,由高浓度扩散至低浓度,说明在该工艺参量下稀释作用明显。在图 8b中各元素相对强度基本平稳,但是在某些位置相对强度会瞬时性升高或降低,说明在熔覆层中,熔融液体表面张力、保护气与熔池作用以及金属液体发生对流作用下,元素分布会发生些许扰动,但总体上元素分布还是较为均匀。其它元素相对强度可能不相同,但是从基材至熔覆层相对强度几乎无较大变化,说明位置的变化的过程中,熔覆层浓度大体相同,无扩散过程。

Figure 8. a—EDS line scan of cross section from subtrate to cladding layer b—EDS line scan of cross section of cladding layer
-
熔覆层显微硬度与试样横截面显微硬度如图 9所示。熔覆层显微硬度范围为267HV0.3~303HV0.3, 熔覆层显微硬度在同一水平位置变化较大,基材显微硬度范围为248HV0.3~284HV0.3,熔覆层至基材方向显微硬度先增大后减小,在基材与熔覆层结合位置显微硬度变化最快,在该位置晶界外大量共晶组织阻碍树枝晶生长,使晶粒细化。在连续激光辐照在基材表面,基材受到激光重熔的作用,使组织分布均匀,故显微硬度又升高,再降低,由于突然在基材表面输入大量能量,故在基材内部会形成热影响区。随着激光离该区域距离增加,温度逐渐降低,热影响明显减弱,硬度又回到较低硬度。

Figure 9. a—cladding layer cross-sectional hardness b—cladding layer-base material cross-sectional hardness
-
图 10所示为修复试样室温拉伸曲线。2Cr25Ni20钢NiCrFeMo高温合金修复试样室温抗拉强度为700MPa, 图中屈服点不明显,断后延伸率为16.5%,规定塑性延伸强度Rp=553MPa,根据国家标准GB-T1221-2007,2Cr25Ni20钢抗拉强度为不小于590MPa,断后延伸率为40%, 规定塑性延伸强度Rp=205MPa, 经过比较,修复件抗拉强度升高,强度增大。断后伸长率明显下降,塑性降低。
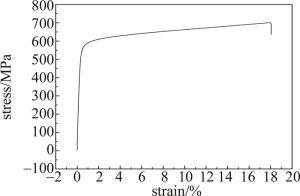
Figure 10. Repair sample tensile curve at room temperature
-
综上所述,利用激光熔覆技术制备NiCrFeMo高温合金涂层,采用多种测试手段对试样的显微组织微观结构和常温力学性能进行了研究。
(1) 激光熔覆成形熔覆层试样表面平整光滑,无缺陷产生。
(2) 熔覆层中含有元素Ni, Cr, Fe, Mo, C, Nb和Nb与Mo元素在熔池金属液体对流作用下向基材发生相对扩散,熔覆层存在物相有:γ-Ni, Cr2Fe14C,在熔覆层结合位置包含物相:Fe2Ni3, γ-(Fe, Ni), Ni0.9Nb0.1,在结合位置处有少许laves相产生。Cr元素均匀分布于γ-Ni固溶体中,对γ-Ni相固溶强化起促进作用,且熔覆层与基材结合处生成其它固溶体,提升修复试样耐高温性能。
(3) 熔覆层容易受到热循环二次加热影响,熔覆层的硬度分布呈波动状,其硬度值范围为267HV0.3~303HV0.3,基材显微硬度范围为248HV0.3~284HV0.3,两者差值不大于30HV0.3。熔覆层至基材方向显微硬度先增大后减小,在基材与熔覆层结合位置显微硬度变化最快。在热影响区内发生马氏体相变,显微硬度先升高,再降低。
(4) 2Cr25Ni20钢NiCrFeMo高温合金修复试样与2Cr25Ni20钢力学性能参量比较,修复件抗拉强度升高,强度增大,断后伸长率下降,塑性降低。
(5) 利用激光熔覆技术对该零件进行修复,获得更优耐高温、力学性能,故可使用该种方法对钢炉转动轴旋转轴进行修复。
镍基高温合金激光熔覆涂层组织及性能研究
Study on microstructure and properties of laser cladding coating for base superalloy
-
摘要: 为了研究高温合金激光熔覆涂层组织演变及力学性能,采用激光熔覆技术在2Cr25Ni20耐热奥氏体不锈钢表面制备镍基NiCrFeMo高温合金涂层。使用扫描电子显微镜、X射线衍射仪、能量色散光谱仪、显微硬度计等微观分析测试手段对该镍基高温合金涂层的微观组织形貌、物相种类、界面元素分布与偏析、各区域的硬度进行分析。结果表明, 基材与熔覆层结合位置至熔覆层顶部,依次由多种晶粒形态生成;Nb与Mo元素在熔池金属液体对流作用下向基材发生扩散,其它元素基本无扩散;熔覆层存在物相有γ-Ni和Cr2Fe14C,熔覆层结合位置包含物相Fe2Ni3, γ-(Fe, Ni)和Ni0.9Nb0.1;基材显微硬度平均值为252HV0.3左右,熔覆层显微硬度平均值为285HV0.3左右;经常温拉伸试验,与2Cr25Ni20钢力学性能比较,2Cr25Ni20钢修复件抗拉强度升高,强度增大,断后伸长率明显下降,塑性降低。此研究为后续钢炉转轴修复提供了可行性方案。Abstract: In order to study the microstructure evolution and mechanical properties of laser cladding coatings of high temperature alloy, a nickel-based NiCrFeMo high temperature alloy coating was prepared on the surface of 2Cr25Ni20 heat-resistant austenitic stainless steel using laser cladding technology. The cladding technology prepares a nickel-based NiCrFeMo high-temperature alloy coating on the surface of 2Cr25Ni20 heat-resistant austenitic stainless steel. Scanming electron microscope, X-ray diffraction, energy dispersive spectrometer, micro-hardness tester and other micro-analysis test methods were used to analyze the microstructure morphology, phase types, interface element distribution and segregation, and hardness of each area of the nickel-based superalloy coating. The results show that the bonding position of the base material and the cladding layer to the top of the cladding layer is sequentially generated from a variety of crystal grain morphologies. The Nb and Mo elements diffuse to the substrate under the action of the molten metal liquid convection, and the other elements basically have no diffusion. The cladding layer has phases: γ-Ni and Cr2Fe14C, while the bonding position of the cladding layer contains phases: Fe2Ni3, γ-(Fe, Ni), and Ni0.9Nb0.1. The average microhardness of the substrate is about 252HV0.3, and the average microhardness of the cladding layer is about 285HV0.3. In normal temperature tensile test, compared with the mechanical properties of 2Cr25Ni20 steel, the tensile strength of 2Cr25Ni20 steel repaired parts increases, the strength increases, the elongation after fracture decreases significantly, and the plasticity decreases. Therefore, this study provides a feasible plan for the subsequent repair of the steel furnace shaft.
-
Figure 1. Laser cladding experiment equipments(1—fiber laser YLS-4000-S2;2—KR30HA robot; 3—servo rotating worktable; 4—XSL-PF-01A-2 negative pressure type powder feeding system; 5—PLFDH0125 laser head; 6—lateral powder-feed nozzle; 7—cooling system)
Figure 3. a—SEM images of cladding layer, joint and substrate b—the upper part of the cladding layer c— lower part of the cladding layer
Figure 4. a—overall microstructure morphology of cladding layer b—the distribution of network structure on the surface of cladding layer c—enlarged local view of reticular distribution d— equiaxed crystal distribution on the upper layer of the cladding layer e—columnar crystal distribution in cladding layer f—the cellular crystal distribution at the lower end of the cladding layer
Figure 5. a—micro morphology of the upper end of the wave pattern of the cladding layer b—dendrite distribution around wave pattern c—micro morphology of wave pattern d—wavy interior structure
Figure 6. a—bonding position of cladding layer and substrate b—middle position of joint c—reticulated dendrite morphology d—dendrite growth morphology at the upper end of the junction
Figure 7. XRD phase diagram of the junction between the cladding layer and the substrate and the cladding layer
Figure 8. a—EDS line scan of cross section from subtrate to cladding layer b—EDS line scan of cross section of cladding layer
Figure 9. a—cladding layer cross-sectional hardness b—cladding layer-base material cross-sectional hardness
Table 1. Compositions of substrate and Ni-based superalloy alloy powder(mass fraction)
element C Si Cr Nb+Ta Mn S P Mo Fe Ni 2Cr25Ni20 ≤0.0025 ≤0.0150 ≤0.2400 — ≤0.0200 ≤0.00030 ≤0.00035 — balance ≤0.1900~0.2200 powder 0.0003~0.0005 0.006~0.015 0.20~0.23 0.04~0.06 — — — 0.08~0.1 0~0.05 balance  下载: 导出CSV
下载: 导出CSV
-
[1] LIU B Ch, HUANG T Y. China materials engineering [M]. Beijing: Chemical Industry Press, 2005: 204(in Chinese). [2] CHEN Sh M. Research on high temperature properties of Al2O3/20Cr25Ni20 composite material or roll [D]. Kunming: Kunming University of Science and Technology, 2013: 5-10(in Chinese). [3] WANG E Z, XU Y P, BAO Ch G, et al. Preparation of Al2O3 particles/heat-resistant steel composite material and high-temperature abrasive wear properties[J]. Journal of Composite Materials, 2004, 21(1): 56-60(in Chinese). [4] HAO Y B, WANG J, YANG P, et al. Research on microstructure and properties of laser cladding tin-based babbitt alloy [J]. Chinese Journal of Lasers, 2020, 47(8): 0802009 (in Chinese). doi: 10.3788/CJL202047.0802009 [5] CHEN Zh J, DING Y M, DONG G, et al. Analysis of microstructure and Cr content of low Cr alloy modified layer prepared by laser cladding on 9%Cr steel [J]. Surface Technology, 2020, 49(2): 281-287(in Chinese). [6] DONG Sh Y, MA Y Zh, XU B Sh, et al. Research status of laser cladding materials [J]. Material Guide, 2006, 20(6): 10-14(in Chin-ese). [7] SONG X H, ZOU Y F, XING J K, et al. Performance comparison of 35CrMo laser cladding iron-based alloy and nickel-based alloy coating [J]. Laser Technology, 2015, 39(1): 39-45(in Chinese). [8] LU H F, PAN Ch Y, QIN E W, et al. Microstructure and properties of laser cladding WC/Ni-based alloy composite coating on 45 steel [J]. Metal Heat Treatment, 2019, 44(12): 19-25(in Chinese). [9] LIU P L, SUN W L, WANG G D, et al. The effect of scanning rate on the performance of laser cladding nickel-based alloy coating [J]. Laser Technology, 2018, 42(6): 845-848(in Chinese). [10] DENG D W, SUN J H, WANG X L, et al. Effect of laser power on the structure and properties of laser cladding nickel-based alloy coating [J]. Rare Metals, 2016, 40(1): 20-25(in Chinese). [11] GONG Ch, WANG L F, ZHU G X, et al. Influence of laser additive manufacturing process parameters on residual stress of cladding layer [J]. Laser Technology, 2019, 43(2): 263-268(in Chinese). [12] ZHANG D Q, ZHANG J Q, LI J H, et al. Effect of defocusing amount on laser cladding of self-fluxing Ni-based WC on 45# steel surface[J]. Surface Technology, 2015, 44(12): 92-97(in Chinese). [13] LIU P L, SUN W L, HUANG Y. The effect of temperature gradient on cracks in laser cladding layer [J]. Laser Technology, 2019, 43(3): 392-396(in Chinese). [14] LI C, WHITE R, FANG X Y, et al. Microstructure evolution characteristics of Inconel625 alloy from selective laser melting to heat treatment[J]. Materials Science & Engineering, 2017, A58(8): 20-31. [15] PAVITHRA E, SENTHILKUMAR V S. Microstructural evolution of hydroformed Inconel625 bellows[J]. Journal of Alloys and Compounds: An Interdisciplinary Journal of Materials Science and Solid-state Chemistry and Physics, 2016, 669(5): 199-204. [16] CHUNG K H, RODRIGUEZ R, LAVERNIA E J, et al. Grain growth behavior of cryomilled Inconel625 powder during isothermal heat treatment[J]. Metallurgical & Materials Transactions, 2002, A33(1): 125-134. doi: 10.1007/s11661-002-0011-y [17] JEYAPRAKASH N, YANG C H, RAMKUMAR K R. Microstructure and wear resistance of laser cladded Inconel625 and Colmonoy 6 depositions on Inconel625 substrate[J]. Applied Physics, 2020, A126(6): 1-11. doi: 10.1007/s00339-020-03637-9 [18] XU F J, LV Y H, Y, LIU Y X, et al. Microstructural evolution and mechanical properties of Inconel625 alloy during pulsed plasma arc deposition process[J]. Journal of Materials Science & Technology, 2013, 29(5): 480-488. [19] WANG X, XU X, GAO Y, et al. Research on microstructures and properties of Inconel625 coatings obtained by laser cladding with wire[J]. Journal of Alloys & Compounds, 2017, 715(8): 362-373. [20] DINDA G P, DASGUPTA A K, MAZUMDER J. Laser aided direct metal deposition of Inconel625 superalloy: Microstructural evolution and thermal stability[J]. Materials Ence and Engineering, 2009, 509(1/2): 98-104. [21] ROMBOUTS M, MAES G, MERTENS M, et al. Laser metal de-position of Inconel625: Microstructure and mechanical properties[J]. Journal of Laser Applications, 2012, 24(5): 2575-2581. -

 点击查看大图
点击查看大图

计量
- 文章访问数: 7267
- HTML全文浏览量: 5433
- PDF下载量: 33
- 被引次数: 0
