 网站地图
网站地图

-
钛合金密度较低、比强度高、耐蚀性较好,是航空、海洋及石油化工等领域的重要材料之一[1], 其主要应用场合有飞机起落架部件、船舶泵体以及石油化工领域的热交换器、蒸馏器等。一方面,钛合金在各应用领域需求量较大,具有“量大面宽”的显著特点;另一方面,该类部件表面耐磨性相对较差,容易出现不同成因下不同尺度的体积损伤,且材料自身价值、制造成本均较高,生产周期长,因而具有较高的再制造价值[3]。
激光再制造以其热输入小、覆层稀释率低、结合强度高以及成形形变小等优势,广泛应用于钛合金部件的表面缺陷修复[4]。钛合金部件激光再制造过程中,材料种类的选择、激光工艺的优化、辅助及复合工艺的引入均会对该类合金部件激光再制造的组织和性能产生重要影响。本文中将从上述方面论述钛合金激光再制造的研究进展。
-
钛合金部件激光再制造的常用合金粉末主要有金属基粉末、陶瓷材料和稀土及其氧化物粉末。其中金属基粉末包括自熔性合金粉末和钛基粉末,陶瓷材料和稀土及其氧化物通常不作为单独的覆层材料,只作为强化相添加进金属基粉末中。种类、特点与应用如表 1所示。
表 1 激光再制造材料种类、特点与应用
Table 1. Types, characteristics and applications of laser remanufacturing materials
粉末种类 常用材料 特点 应用 自熔性合金粉末 铁基自熔性合金Fe30、Fe55等 耐磨性良好、成本低、较差的自熔性、抗氧化性 钢轨、工程机械、农机具等的修复 镍基自熔性合金Ni45、Ni60等 润湿性、抗氧化性、耐磨耐蚀性良好 模具、齿轮、凸轮、叶片等易磨损腐蚀零件的修复 钴基自熔性合金Co42、Co50等 耐高温性、耐磨耐蚀性良好、成本高 高温排气阀、高温磨具、汽轮机叶片等零件的修复 钛基粉末 纯钛、Ti-6Al-4V等 结合强度高、成形性能好 钛合金零件修复和表面改性 陶瓷材料 TiC、WC、TiB2、Al2O3等 抗氧化性、耐高温性、耐磨耐蚀性良好、硬度高 常与金属基粉末混合使用 稀土及其氧化物 Ce、La、Y等元素及其氧化物 细化晶粒、提高组织分布均匀性、降低裂纹敏感性 覆层中的增强相 -
自熔性合金粉末含硼、硅等元素,可在覆层表面生成含B2O2、SiO2的氧化膜,保护合金中的元素不被氧化,同时合金元素的氧化物会与硼和硅合成硼硅酸盐熔渣排出覆层。此外,硼和硅的存在使粉末的熔点较低,粉末的润湿性及流动性得以增强。以上特点使自熔性合金成为激光再制造中常用材料。按成分的不同,自熔性合金分为铁基、镍基、钴基自熔性合金3类。实际工艺过程中,为提升覆层硬度和耐磨性,可在合金粉末中加入WC、TiC、TiB2等增强相。
-
硬度高、耐磨性优异为铁基自熔性合金具备的特点,其一般用于低转速运动钛合金部件的表层裂纹修复。CHEN等人[5]在纯钛表面熔覆了Fe62Ni3Cr4Mo2W3Si6B17C3粉末,覆层中无裂纹,且覆层冶金性能良好、结合强度高;同时,覆层中有Fe2B、Fe3Si、Ti2Ni等硬质相生成,显著地提升了覆层显微硬度及耐磨性。SHEN等人[6]在Ti-6Al-4V合金表面熔覆了FeCrNiB合金粉末,以修复该合金叶片浅表层裂纹;研究发现覆层与基冶金结合性能良好,覆层中存在等轴晶、树枝晶和胞状晶结构,晶粒细小致密,分布均匀。
-
优异的润湿性和耐磨耐蚀性,与钛合金较高的结合强度,使镍基自熔性合金在钛合金激光再制造中应用较多。JEYAPRAKASH等人[7]在钛合金表面熔覆了NiCrMoNb和NiCrBSiC粉末,通过优化激光工艺参数,覆层中无气孔裂纹等缺陷产生,覆层中γ-Ni固溶体、Cr、Mo、Si等元素和硼化物混合形成的枝状共晶组织利于覆层耐磨性的提升。QIN等人[8]在Ti-6Al-4V表面熔覆了NiCrCoAlY与Cr3C2复合粉末,获得了均匀致密,结合强度高的覆层;进一步,覆层中的TiC,Cr7C3等强化相提升了其抗氧化性,经高温氧化后,覆层增重仅为同条件下基体增重的24%。
-
优异的耐高温性和耐磨耐蚀性为钴基自熔性合金的优势,同时其热膨胀系数与钛合金接近,可有效防止因热胀冷缩而使覆层与基体之间出现开裂,具有优良的工艺性能,但其较高的价格一定程度上限制了其广泛应用。LIU等人[9]在钛合金表面制备Ti与KF-Co50混合的复合涂层,结果表明,涂层结合性能良好,涂层中弥散分布的TiB2、Cr5Si3、WB和TiC硬质相作为异质形核的核心,利于晶粒的细化和覆层硬度以及耐磨性的提升。WENG等人[10]在Ti-6Al-4V基体上制备了Co42、B4C、SiC和Y2O3混合的钴基复合涂层;测试发现,涂层中含TiC、Ti5Si3、TiB、TiB2和Cr7C3等强化相,覆层显微硬度提升至基体的3~4倍,耐磨性能也有显著提升。
-
钛基合金粉末激光再制造覆层与基体结合强度高,且与钛合金部件基材的热物性相近,成形性优异。DIAO等人[11]在Ti-4Al-1.5Mn表面制备Ti、TiC、TiB2复合涂层,研究表明,界面区域的微观结构良好结合强度较高,由于晶粒细化和增强相TiC和TiB2的存在,覆层硬度显著提升,同时电化学腐蚀实验表明,激光熔覆试样的耐蚀性相较于基体明显提升。WANG等人[12]在钛合金基体表面熔覆了钛合金和B4C复合粉末,覆层无裂纹,硼化物增强相颗粒分布均匀,未出现聚集,覆层中原位合成了长细比较大的TiB晶须,有效地提升了覆层的性能,使覆层硬度比基体高出约150 HV。REN等人[13]在Ti-6Al-4V合金表面熔覆了Ti-6Al-4V同质覆层,结果表明,覆层中各元素的含量与基体高度匹配,覆层中生成了利于断裂韧性、塑性提升的网篮组织,覆层硬度为基体的93%~104%,匹配度较高。
-
陶瓷是覆层材料中常用的强化相,具有高硬度、高耐磨、抗氧化和耐高温性优异的特点,常用的有TiC、WC、TiB2和Al2O3等材料。但其熔点高、脆性大,较少单独用作钛合金再制造材料,一般与金属材料混合使用,形成金属陶瓷复合粉末,可有效提高覆层韧性,降低覆层残余应力,抑制覆层开裂[14]。
SAMAR等人[15]在Ti-6Al-4V表面制备了0.60 WC+ 0.40 NiCrBSi复合涂层,涂层中WC颗粒分布均匀,界面区主要由外延枝晶结构和少量沉积的WC颗粒组成。WC的均匀分布使涂层硬度提升至基体的3倍,耐磨性能也显著提升。LIU等人[16]研究了TiB2对钴基覆层组织性能的影响,研究表明,当TiB2含量为0.04时,覆层晶粒细小致密,覆层中生成的CrB、TiB2、TiC、Cr23C6等增强相使涂层硬度提高。磨损过程中生成的TiO2有自润滑的作用,降低了覆层磨损量,同时加入TiB2减少了点蚀和脆性剥落。LIU等人[17]在Ti811合金表面制备了TiC/Ti2Ni复合涂层,涂层中生成了花瓣状增强相TiC、棒状增强相TiB2、条状金属间化合物Ti2Ni及固溶体α-Ti,其中TiC、TiB2和Ti2Ni的弥散强化效应和α-Ti的固溶强化效应有效提升了覆层的硬度,覆层的耐磨性能也有显著提升。
-
稀土元素及其氧化物粉末一般与金属基粉末搭配使用,它们的加入可细化组织,抑制裂纹、气孔生成,从而提升覆层的综合力学性能[18]。其中研究较多的有Ce、La、Y等元素及其氧化物CeO2、La2O3、Y2O3。
DAS等人[19]在Ti-6Al-4V合金表面熔覆Ti+SiC+h-BN+Y2O3材料,观察到覆层组织细小且分布均匀,研究表明,Y2O3对晶界的拖拽作用是覆层组织细化的主要原因。GONG等人[20]在Ti-6Al-4V合金表面熔覆Ni60-CeO2复合涂层,CeO2降低了Ni60A覆层的裂纹敏感性,提升了粉末对激光的吸收率,提高了熔池的流动性,改善了涂层的微观结构,实现了涂层的细晶强化。HE等人[21]在Ti-6Al-4V表面制备了F101+La2O3复合涂层,研究表明,La2O3改善了组织的均匀性,提高了粉末对激光的吸收率,利于覆层与基体结合强度的提高,覆层的摩擦系数减小,耐磨性显著提升。
综上所述,钛合金部件激光再制造覆层性能主要取决于熔覆材料的选择,在成形性和润湿性满足的条件下,材料的选择应考虑不同工作环境对部件表面性能的要求。同时,随着钛合金应用领域的拓展,对钛合金部件表面性能要求不断提升,单一材料涂层的性能已愈发难以满足苛刻的工况需要。因此,金属陶瓷以及金属与稀土及其氧化物复合粉末正逐步成为当下研究的热点。此外,钛合金部件激光再制造材料体系的研究热点,也逐渐向功能梯度材料覆层制备、非晶及高熵合金熔覆材料研制、形状与性能闭环控制以及覆层制备过程智能化方向聚焦。上述热点研究方向中部分难点还有待解决,例如:钛合金叶片的非规则曲面再制造形状控制智能化规划、钛合金表面非晶耐磨覆层制备以及钛合金覆层内双相与4类基本组织的量化调控问题等。
-
激光再制造包含激光功率、扫描速率、送粉速率、搭接率等多个参数,参数之间交互耦合,影响着覆层的形貌、组织与性能。
-
研究工艺参数对覆层形貌影响,旨在获得特定材料体系下,优良宏观形貌所对应的优化工艺参数。MOHAMMAD等人[22]在Ti-6Al-4V表面制备同质覆层,通过线性回归分析建立激光功率P、扫描速率v和送粉速率F与熔宽的统计关系,结果表明,熔宽与Pv-1/3呈线性关系,与送粉速率无关。ZHAO等人[23]在Ti-6Al-4V表面熔覆了Ti-Al覆层,验证了该材料体系下,激光功率在2.1 kW~2.5 kW之间、扫描速率在2.5 mm/s~4 mm/s之间时,覆层表面质量较高,且内部不存在裂纹等缺陷。GAO等人[24]在TC11合金表面熔覆了立方氮化硼(cubic boron nitride,CBN)涂层,通过正交试验法验证了各工艺参数对覆层形貌影响由大到小依次为:扫描速率、激光功率和离焦量。
-
工艺参数影响着成形热输入,从而一定程度上决定了覆层的组织与性能。ZHANG等人[25]在Ti-6Al-4V表面熔覆Al和TiO2复合粉末,结果表明,覆层中存在Al2O3增强相,提高扫描速率,Al2O3从枝晶状变为纤维状,同时基体至涂层的显微硬度过渡也趋于平滑。WENG等人[26]在Ti-6Al-4V表面制备了Co42+B4C复合覆层,结果表明,覆层中存在TiC、TiB2、TiB等增强相,降低激光比能,覆层中TiC和TiB含量降低,且得到细化,而TiB2含量提升,上述变化提升了覆层硬度和耐磨性。TAN等人[27]调整了Ti-6Al-4V表面熔覆钛基复合涂层时的扫描速率,结果表明,扫描速率的提高使增强相从网状分布转变为块状分布,覆层的硬度和耐磨性也得到提升。QIU等人[28]在Ti-6Al-4V合金表面熔覆Ti40阻燃钛合金,结果表明,不同激光功率下硬度分布规律一致,基体与覆层间存在成分和显微硬度过渡区,功率越低,过渡区越小。
激光加工工艺参数的调控实质上是优化了激光热输入对基体和合金粉末的能量分配。宏观上工艺参数调控了覆层的熔宽、熔高、熔深等几何形貌,控制了成形形变,增强了表面力学性能;微观上工艺参数调整了覆层中组织及强化相的生成与生长。其中,激光功率和扫描速率对覆层形貌、组织与性能影响较大,因而对于它们的研究较多,同时有学者引入激光比能,综合考虑了激光功率和扫描速率对覆层的影响。同时还发现,覆层中的增强相形态、分布乃至含量均会随工艺参数的调节产生巨大变化,因而相比于无增强相的覆层,调节工艺参数对有增强相的覆层的性能影响更大。
-
单因素和正交试验是确定工艺参数的常用方法,但熔覆过程中温度场、残余应力、组织生长等实验难以获得,而数值模拟可一定程度地弥补上述不足。
-
再制造过程温度场以有限元分析为主,通过生死单元法动态模拟激光再制造成形过程。ZHAO等人[29]基于SYSWELD和JmatPro软件模拟的材料参数,对Ti-6Al-4V激光熔覆过程温度场进行模拟,证明了温度与激光功率呈正比,与扫描速率呈反比,以此获得了最优模拟参数,具体实验证明了模拟结果的正确性。MA等人[30]对不同激光功率下Ti-6Al-4V合金表面熔覆钴基陶瓷复合涂层的温度场进行了动态模拟,研究表明,功率的提升会使热影响区增大,熔池深度增加,但熔池宽度基本不变,工艺实验论证了模拟结果的准确性。GUO等人[31]采用移动高斯热源,对304合金激光熔覆温度场进行模拟,通过材料熔点计算模拟覆层的稀释率,证明了稀释率与扫描速率呈反比。WANG等人[32]采用流体体积法(volume of fluid,VOF)结合送粉方程,实现了对激光沉积成形IN718合金温度场、沉积层形状和熔池形貌的模拟计算与分析。
-
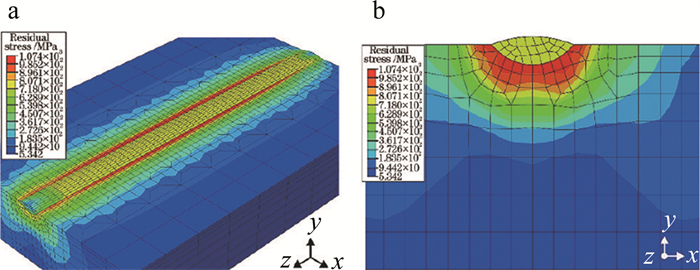
熔覆层中残余应力的存在可能诱发应力腐蚀,增加覆层裂纹形成的敏感性,而残余应力的实验测量方法存在操作难度大、实验成本高等问题。ZHANG等人[33]基于生死单元法,对Ti-6Al-4V合金表面熔覆镍基覆层的残余应力场进行了模拟分析,结果如图 1所示,覆层两侧边缘以及结合区易出现了应力集中现象。LIANG等人[34]发现, 以对称往复的扫描方式进行激光熔覆时,覆层中的残余应力较小,分布更为均匀,工艺性能改善明显。HE等人[35]模拟了不同基材厚度下的激光熔覆应力场分布,结果表明,当板厚达到8 mm时,板厚对覆层的裂纹敏感性影响较小。
-
组织的生成与衍化以及形变衍生是多因素耦合的动态过程,难以通过实验方法进行全过程的量化评价和分析,而数值模拟可较好地解决该问题。LEI等人[36]采用ANSYS软件建立了Ti-6Al-4V合金激光熔覆TiC/NiCrBSiC覆层的3维模型,模拟结果得到了基体的温度分布以及熔池、TiC熔化区和热影响区的形状和尺寸,并通过实验证明了理论结果的可靠性。LI等人[37]基于相场法模拟增强相颗粒对晶粒生长的影响,证明了颗粒对晶界有钉扎作用,含量越多效果越强,并实验证明了模拟的可靠性。QI等人[38]基于元胞自动机与有限元法,模拟了IN718合金激光熔覆的组织演变,研究了不同工艺路径下的组织相变,并通过实验验证了模型的准确性。
现有的数值模拟仍存在一些不足,如:模型正确性的实验验证问题、覆层间传质计算的准确度、对边界条件进行取舍的正确性和边界条件计算时的精确度问题等,这些问题的解决需对数值模拟方法和理论进一步发掘,并与实验进一步融合。
-
研究表明,激光熔覆过程中引入电磁场、超声振动等辅助工艺可有效提升熔池流动性,促进覆层元素分布的均匀化,同时电磁场的搅拌作用和超声振动的空化效应会抑制晶体生长,迫使晶粒提前破碎,形成分布均匀的小晶核,以此实现覆层晶粒细化[39]。
YANG等人[40]通过有限元法对电磁场辅助TA15钛合金激光熔覆温度场进行模拟,可知电磁场促进了热交换,熔池内温度梯度减小,同时实验结果表明,旋转磁场可有效减小熔池的熔宽和熔深。LI等人[41]在激光熔覆过程中引入超声振动,证明了超声波的声流和空化效应可细化覆层组织,同时超声波促进了熔池的流动,均匀化了覆层的元素分布。上述辅助工艺及方法都有利于熔覆层力学性能的提高。
-
单一工艺的激光再制造存在难以满足特殊钛合金部件极端工况条件服役需求的情况,因此,综合激光冲击、脉冲电子束辐照、等离子喷涂等再制造工艺优势,可显著提升钛合金部件再制造性能。
-
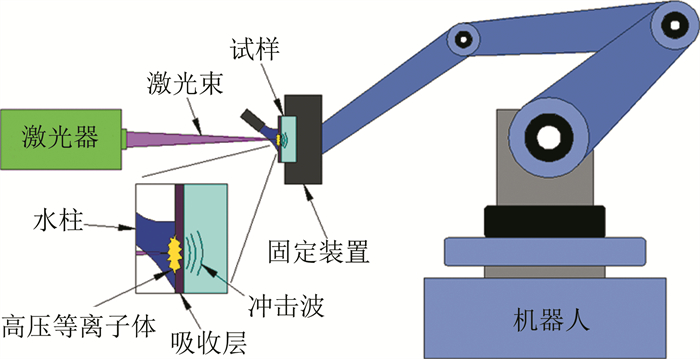
激光冲击是一种利用高能量密度脉冲激光在短时间内诱导等离子体冲击波轰击靶材,使表层材料发生塑性变形的表面强化技术,具有可控性强、无热影响区和强化效果显著等优势,图 2为工作示意图。激光冲击与激光熔覆技术融合,可达到细化覆层组织,实现覆层残余拉应力向压应力转化等作用。REN等人[42]对Ti-6Al-4V熔覆层进行激光冲击,冲击后覆层中α相和β相的体积减小,晶粒细化且更加均匀,显微硬度提升了约7%~12%,同时覆层中的残余拉应力转化为压应力,综合力学性能显著提升。
图 2 激光冲击示意图
Figure 2. Schematic diagram of laser shocking
-
脉冲电子束辐照是一种利用脉冲电子束辐照激光熔覆层表面,以消除表面孔隙等缺陷,同时细化覆层晶粒,提升覆层表面性能的强化技术。FARAYIBI等人[43]对Ti-6Al-4V激光熔覆表面进行脉冲电子束辐照,使熔覆层表面发生重熔,表面的深空洞、阶梯状断裂表面、裂纹等缺陷得以消除,表面粗糙度Ra从12.6 μm降至6.2 μm,形成了相对光滑的表面,极大地改善了覆层的表面质量。
-
等离子喷涂常用于热障和耐磨涂层的制备,但其制备的涂层结合性能差,缺陷较多。因此有学者提出了利用等离子喷涂预置涂层,再通过激光熔覆进行强化的复合工艺,如LI等人[44]在Ti-6Al-4V合金上通过等离子喷涂和激光熔覆复合制备了Al2O3-TiO2涂层,孔隙和裂纹等缺陷得以消除,覆层组织致密均匀,硬度提升了约50%。
目前,对辅助工艺和复合工艺的研究处于起步阶段,且研究多集中于覆层性能强化机理研究和强化前后覆层组织和性能的表征与对比,对工艺过程的优化研究较少,尤其是不同工艺复合在实际应用中的适应性还有待进一步提升。
-
(1) 钛合金部件激光再制造材料的未来研究热点将主要向功能梯度材料覆层制备、非晶以及高熵合金熔覆材料研制方向聚焦,上述热点中研究的突破,将进一步提升该类合金部件激光再制造覆层的表面性能,极大地增强该类合金部件的服役能力。
(2) 数值模拟与工艺实验相结合成为工艺优化的主要方式,对于数值模拟过程中的模型正确性验证、边界条件的取舍正确性、覆层间传质计算准确度等问题仍将是关注的重点。此外,激光再制造过程中材料热物性参数的变化对数值模拟的影响是该研究领域的难点,相关规律或机制仍需进一步阐明或建立。
(3) 钛合金部件的激光复合再制造工艺虽然在原理验证方面获得了突破,但实际的工程实践问题仍然存在很多难点,例如设备的整体小型化以及在线原位再制造等需求尚难以实现,相关难点仍需进一步提升和突破。
钛合金部件激光再制造材料与工艺研究进展
Research progress of laser remanufacturing materials and processes for titanium alloy parts
-
摘要: 为了深入了解钛合金激光再制造的发展现状, 从再制造材料以及工艺方法两方面综述了钛合金激光再制造的研究进展。阐述了金属基粉末、陶瓷材料、稀土及其氧化物粉末的再制造特点与应用, 论述了主要激光工艺参数对覆层形貌及性能的影响规律, 讨论了数值模拟、辅助工艺以及复合工艺在该类合金部件激光再制造中的应用, 最后对钛合金部件激光再制造的发展趋势进行了展望。Abstract: In order to deeply understand the development status of laser remanufacture of titanium alloys, the research progress of laser remanufacturing of titanium alloy was reviewed from the aspects of remanufacturing materials, processes, and methods. The remanufacturing characteristics and applications of metal alloy powder, ceramic powder, rare earth and its oxide powder coatings were described. The effects of main process parameters on the morphology and properties of coatings were discussed. The applications of numerical simulation, auxiliary process and composite process in laser remanufacturing of titanium alloy parts were discussed. Finally, the development trend of laser remanufacturing of titanium alloy parts was prospected.
-
Key words:
- laser technique /
- laser remanufacturing /
- titanium alloy /
- cladding material /
- cladding process
-

表 1 激光再制造材料种类、特点与应用
Table 1. Types, characteristics and applications of laser remanufacturing materials
粉末种类 常用材料 特点 应用 自熔性合金粉末 铁基自熔性合金Fe30、Fe55等 耐磨性良好、成本低、较差的自熔性、抗氧化性 钢轨、工程机械、农机具等的修复 镍基自熔性合金Ni45、Ni60等 润湿性、抗氧化性、耐磨耐蚀性良好 模具、齿轮、凸轮、叶片等易磨损腐蚀零件的修复 钴基自熔性合金Co42、Co50等 耐高温性、耐磨耐蚀性良好、成本高 高温排气阀、高温磨具、汽轮机叶片等零件的修复 钛基粉末 纯钛、Ti-6Al-4V等 结合强度高、成形性能好 钛合金零件修复和表面改性 陶瓷材料 TiC、WC、TiB2、Al2O3等 抗氧化性、耐高温性、耐磨耐蚀性良好、硬度高 常与金属基粉末混合使用 稀土及其氧化物 Ce、La、Y等元素及其氧化物 细化晶粒、提高组织分布均匀性、降低裂纹敏感性 覆层中的增强相  下载: 导出CSV
下载: 导出CSV
-
[1] 霍东兴, 梁精龙, 李慧, 等. 钛合金研究及应用进展[J]. 铸造技术, 2016, 37(10): 2065-2066. HUO D X, LIANG J L, LI H, et al. Progress of research and application of titanium alloy[J]. Foundry Technology, 2016, 37(10): 2065-2066(in Chinese). [2] 李毅, 赵永庆, 曾卫东. 航空钛合金的应用及发展趋势[J]. 材料导报, 2020, 34(Z1): 280-282. LI Y, ZHAO Y Q, ZENG W D. Application and development of aerial titanium alloys[J]. Materials Reports, 2020, 34(Z1): 280-282(in Chinese). [3] WENG F, CHEN Ch Zh, YU H J. Research status of laser cladding on titanium and its alloys: A review[J]. Materials & Design, 2014, 58: 412-425. [4] 关振中. 激光加工工艺手册[M]. 2版. 北京: 中国计量出版社, 2007: 288-293. GUAN Zh Zh. Laser processing technology manual[M]. 2nd ed. Beijing: China Metrology Publishing House, 2007: 288-293(in Chin-ese). [5] CHEN J M, GUO Ch, ZHOU J S. Microstructure and tribological properties of laser cladding Fe-based coating on pure Ti substrate[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(9): 2171-2178. doi: 10.1016/S1003-6326(11)61445-3 [6] 沈婧怡, 任维彬, 薛亚平, 等. TC4叶片裂纹及体积损伤激光修复工艺方法[J]. 红外与激光工程, 2019, 48(6): 0606008. SHEN J Y, REN W B, XUE Y P, et al. Laser repairing process of TC4 blades with crack and volume damage[J]. Infrared and Laser Engineering, 2019, 48(6): 0606008(in Chinese). [7] JEYAPRAKASH N, YANG Ch H, TSENG S P. Characterization and tribological evaluation of NiCrMoNb and NiCrBSiC laser cladding on near-α titanium alloy[J]. The International Journal of Advanced Manufacturing Technology, 2020, 106(5): 2347-2361. [8] 覃鑫, 祁文军, 左小刚. TC4钛合金表面激光熔覆NiCrCoAlY-Cr3C2复合涂层的摩擦和高温抗氧化性能[J]. 材料工程, 2021, 49(12): 107-114. QIN X, QI W J, ZUO X G. Friction and high temperature oxidation resistance of laser cladding NiCrCoAlY-Cr3C2 composite coating on TC4 titanium alloy[J]. Journal of Materials Engineering, 2021, 49(12): 107-114(in Chinese). [9] LIU S S, WANG Y H, ZHANG W P. Microstructure and wear resistance of laser clad cobalt-based composite coating on TA15 surface[J]. Rare Metal Materials and Engineering, 2014, 43(5): 1041-1046. doi: 10.1016/S1875-5372(14)60097-7 [10] WENG F, YU H J, CHEN Ch Zh, et al. Microstructures and wear properties of laser cladding Co-based composite coatings on Ti-6Al-4V[J]. Materials & Design, 2015, 80: 174-181. [11] DIAO Y H, ZHANG K M. Microstructure and corrosion resistance of TC2 Ti alloy by laser cladding with Ti/TiC/TiB2 powders[J]. A-pplied Surface Science, 2015, 352: 163-168. doi: 10.1016/j.apsusc.2015.04.030 [12] WANG W F, JIN L Sh, YANG J G, et al. Directional growth whisker reinforced Ti-base composites fabricated by laser cladding[J]. Surface and Coatings Technology, 2013, 236: 45-51. doi: 10.1016/j.surfcoat.2013.05.052 [13] 任维彬, 薛亚平, 周金宇, 等. 激光再制造边部减薄Ti-6Al-4V叶片覆层与界面性能控制[J]. 稀有金属材料与工程, 2020, 49(7): 2400-2406. REN W B, XUE Y P, ZHOU J Y, et al. Coating and interface performance control of Ti-6Al-4V blade with thinned edge for laser remanufacture[J]. Rare Metal Materials and Engineering, 2020, 49(7): 2400-2406(in Chinese). [14] 谭金花, 孙荣禄, 牛伟, 等. TC4合金激光熔覆材料的研究现状[J]. 材料导报, 2020, 34(8): 15132-15137. TAN J H, SUN R L, NIU W, et al. Research status of TC4 alloy laser cladding materials[J]. Materials Reports, 2020, 34(8): 15132-15137(in Chinese). [15] SAMAR A S A, ABDEL H, ADEL N, et al. Laser powder cladding of Ti-6Al-4V α/β alloy[J]. Materials, 2017, 10(10): 1178-1193. doi: 10.3390/ma10101178 [16] 刘新乾, 周后明, 赵振宇, 等. TiB2含量对激光熔覆钴基涂层组织和性能的影响[J]. 金属热处理, 2018, 43(10): 168-172. LIU X Q, ZHOU H M, ZHAO Zh Y, et al. Effect of TiB2 content on microstructure and properties of laser clad Co-based coating[J]. Heat Treatment of Metals, 2018, 43(10): 168-172(in Chinese). [17] 刘亚楠, 谷米, 孙荣禄, 等. 钛合金表面激光熔覆原位制备TiC/Ti2Ni复合涂层微观组织及性能研究[J]. 中国激光, 2021, 48(14): 1402011. LIU Y N, GU M, SUN R L, et al. Microstructure and properties of in-situ TiC/Ti2Ni composite coating prepared via laser cladding on titanium alloy[J]. Chinese Journal of Lasers, 2021, 48(14): 1402011(in Chinese). [18] ZHANG H X, DAI J J, MA Z W, et al. Effect of Y2O3 on microstructures and wear resistance of TiC reinforced Ti-Al-Si coating by laser cladding on TC4 alloy[J]. Surface Review and Letters, 2019, 26(10): 1950077. doi: 10.1142/S0218625X1950077X [19] DAS A K, SHARIFF S M, CHOUDHURY A R. Effect of rare earth oxide (Y2O3) addition on alloyed layer synthesized on Ti-6Al-4V substrate with Ti+SiC+h-BN mixed precursor by laser surface engineering[J]. Tribology International, 2016, 95: 35-43. doi: 10.1016/j.triboint.2015.10.035 [20] GONG Y L, WU M P, MIAO X J, et al. Effect of CeO2 on crack sensitivity and tribological properties of Ni60A coatings prepared by laser cladding[J/OL]. (2021-04-28)[2022-04-07]. https://journals.sagepub.com/doi/10.1177/16878140211013125 .[21] 何星华, 许晓静, 戈晓岚, 等. TC4钛合金表面激光熔覆含La2O3的F101镍基涂层[J]. 稀有金属材料与工程, 2017, 46(4): 1074-1079. HE X H, XU X J, GE X L, et al. F101 Ni-based coating containing La2O3 by laser cladding on TC4 titanium alloy[J]. Rare Metal Materials and Engineering, 2017, 46(4): 1074-1079(in Chinese). [22] MOHAMMAD N, REZA S R, MASOUD B. An empirical-statistical model for laser cladding of Ti-6Al-4V powder on Ti-6Al-4V substrate[J]. Optics and Laser Technology, 2018, 100: 265-271. doi: 10.1016/j.optlastec.2017.10.015 [23] 赵欣鑫, 肖华强, 游川川, 等. TC4表面激光熔覆TiAl合金涂层的工艺和组织性能[J]. 激光技术, 2021, 45(6): 697-702. ZHAO X X, XIAO H Q, YOU Ch Ch, et al. Process and microstructure properties of laser cladding TiAl alloy coating on TC4 surface[J]. Laser Technology, 2021, 45(6): 697-702(in Chinese). [24] 高霁, 宋德阳, 冯俊文. 工艺参数对钛合金激光熔覆CBN涂层几何形貌的影响[J]. 表面技术, 2015, 44(1): 77-87. GAO J, SONG D Y, FENG J W. Influence of processing parameters on geometrical features of CBN coatings by laser cladding on titanium alloy surface[J]. Surface Technology, 2015, 44(1): 77-87(in Chinese). [25] 张晓伟, 刘洪喜, 蒋业华, 等. 激光铝热还原法制备Al2O3/Ti-Al基复合涂层[J]. 无机材料学报, 2013, 28(9): 1033-1039. ZHANG X W, LIU H X, JIANG Y H, et al. Microstructure of Al2O3/Ti-Al composite coatings prepared by laser aluminum thermal reduction processing[J]. Journal of Inorganic Materials, 2013, 28(9): 1033-1039(in Chinese). [26] WENG F, YU H J, CHEN Ch Zh, et al. Effect of process parameters on the microstructure evolution and wear property of the laser cladding coatings on Ti-6Al-4V alloy[J]. Journal of Alloys and Compounds, 2017, 692: 989-996. doi: 10.1016/j.jallcom.2016.09.071 [27] 谭金花, 孙荣禄, 牛伟, 等. 激光扫描速度对TC4合金表面激光熔覆复合涂层组织及性能的影响[J]. 材料导报, 2020, 34(6): 12094-12100. TAN J H, SUN R L, NIU W, et al. Effect of laser scanning speed on microstructure and properties of TC4 alloy surface laser cladding composite coating[J]. Materials Reports, 2020, 34(6): 12094-12100(in Chinese). [28] 邱莹, 张凤英, 胡腾腾, 等. 激光功率对TC4表面熔覆Ti40阻燃钛合金组织及硬度的影响[J]. 中国激光, 2019, 46(11): 1102011. QIU Y, ZHANG F Y, HU T T, et al. Effect of laser power on microstructure and hardness of Ti40 flame-retardant titanium alloy deposited by laser cladding on TC4 surface[J]. Chinese Journal of Lasers, 2019, 46(11): 1102011(in Chinese). [29] 赵盛举, 祁文军, 黄艳华, 等. TC4表面激光熔覆Ni60基涂层温度场热循环特性数值模拟研究[J]. 表面技术, 2020, 49(2): 301-308. ZHAO Sh J, QI W J, HUANG Y H, et al. Numerical simulation study on thermal cycle characteristics of temperature field of TC4 surface laser cladding Ni60 based coating[J]. Surface Technology, 2020, 49(2): 301-308(in Chinese). [30] 马俊峰, 王骏, 唐立平, 等. 钛合金表面激光熔覆碳化硼/钴基复合涂层的温度场模拟及试验研究[J]. 应用激光, 2021, 41(4): 732-737. MA J F, WANG J, TANG L P, et al. Temperature field simulation and experimental research of boron carbide/cobalt-based composite coating fabricated by laser cladding on titanium Alloy[J]. Applied Laser, 2021, 41(4): 732-737(in Chinese). [31] 郭卫, 李凯凯, 柴蓉霞, 等. 激光熔覆304不锈钢稀释效应的数值模拟与实验[J]. 激光与光电子学进展, 2019, 56(5): 051402. GUO W, LI K K, CHAI R X, et al. Numerical simulation and experiment of dilution effect of laser cladding 304 stainless steel[J]. Laser & Optoelectronics Progress, 2019, 56(5): 051402(in Chin-ese). [32] 王予, 黄延禄, 杨永强. 同轴送粉激光定向能量沉积IN718的数值模拟[J]. 中国激光, 2021, 48(6): 0602115. WANG Y, HUANG Y L, YANG Y Q. Numerical simulation on coaxial powder feeding laser directional energy deposition of IN718[J]. Chinese Journal of Lasers, 2021, 48(6): 0602115(in Chin-ese). [33] 张天刚, 张倩, 姚波, 等. TC4表面Ni基激光熔覆层温度场和应力场的数值模拟[J]. 激光与光电子学进展, 2021, 58(3): 0314003. ZHANG T G, ZHANG Q, YAO B, et al. Numerical simulation of temperature field and stress field of Ni-based laser cladding layer on TC4 surface[J]. Laser & Optoelectronics Progress, 2021, 58(3): 0314003(in Chinese). [34] 梁广冰, 朱锦洪, 尹丹青, 等. TC4钛合金激光熔覆路径选择数值模拟研究[J]. 河南科技大学学报(自然科学版), 2021, 42(6): 12-18. LIANG G B, ZHU J H, YI D Q, et al. Numerical simulation of laser cladding path selection for TC4 titanium alloy[J]. Journal of Henan University of Science and Technology (Natural Science Edition), 2021, 42(6): 12-18(in Chinese). [35] 赫庆坤, 宋立新. 不同厚度基体激光熔覆应力分析[J]. 激光杂志, 2018, 39(1): 60-63. HE Q K, SONG L X. Stress analysis of laser cladding on different thickness substrates[J]. Journal of Laser, 2018, 39(1): 60-63(in Chinese). [36] LEI Y W, SUN R L, TANG Y, et al. Numerical simulation of temperature distribution and TiC growth kinetics for high power laser clad TiC/NiCrBSiC composite coatings[J]. Optics and Laser Technology, 2011, 44(4): 1141-1147. [37] 李德英, 张坚, 邓志成. 增强相颗粒对激光熔注凝固组织影响的相场法研究[J]. 热加工工艺, 2018, 47(10): 179-182. LI D Y, ZHANG J, DENG Zh Ch. Phase field study on the effect of reinforced phase particles on the solidification structure of laser melt injection[J]. Hot Working Technology, 2018, 47(10): 179-182(in Chinese). [38] 齐海波, 张云浩, 冯校飞, 等. 多元合金激光增材制造凝固组织演变模拟[J]. 焊接学报, 2020, 41(5): 71-77. QI H B, ZHANG Y H, FENG X F, et al. Simulation of solidification microstructure evolution in laser additive manufacturing of multicomponent alloy[J]. Transactions of the China Welding Institution, 2020, 41(5): 71-77(in Chinese). [39] MA G Y, YAN S, WU D J, et al. Microstructure evolution and mechanical properties of ultrasonic assisted laser clad yttria stabilized zirconia coating[J]. Ceramics International, 2017, 43(13): 9622-9629. [40] 杨光, 薛雄, 钦兰云, 等. 旋转磁场对激光熔凝钛合金熔池的影响[J]. 稀有金属材料与工程, 2016, 45(7): 1804-1810. YANG G, XUE X, QIN L Y, et al. Influence of a rotating magnetic field on laser melting titanium alloy melt pool[J]. Rare Metal Materials and Engineering, 2016, 45(7): 1804-1810(in Chinese). [41] 李成, 王玉玲, 姜芙林, 等. 超声辅助对激光熔覆Al2O3-ZrO2陶瓷涂层力学性能的影响[J]. 表面技术, 2020, 49(11): 309-319. LI Ch, WANG Y L, JIANG F L, et al. Effect of ultrasonic assistance on mechanical properties of laser cladding Al2O3-ZrO2 ceramic coating[J]. Surface Technology, 2020, 49(11): 309-319(in Ch-inese). [42] REN W B, ZHUANG B L, LEI W N, et al. Microstructure and performance evolution of Ti-6Al-4V alloy coating by laser cladding and laser shocking composite remanufacture[J]. Optics and Laser Technology, 2021, 143: 107342. [43] FARAYIBI P K, ABIOYE T E, MURRAY J W, et al. Surface improvement of laser clad Ti-6Al-4V using plain water jet and pulsed electron beam irradiation[J]. Journal of Materials Processing Technology, 2015, 218: 1-11. [44] 李崇桂, 封小松, 卢庆华, 等. 激光重熔Al2O3-TiO2涂层的强韧性能[J]. 焊接学报, 2013, 34(9): 63-66. LI Ch G, FENG X S, LU Q H, et al. Strength and toughness of laser-remelted Al2O3-TiO2 coatings[J]. Transactions of the China Welding Institution, 2013, 34(9): 63-66(in Chinese). -

 点击查看大图
点击查看大图
图(2) / 表(1)
计量
- 文章访问数: 2821
- HTML全文浏览量: 1767
- PDF下载量: 27
- 被引次数: 0
