 网站地图
网站地图

-
激光驱动惯性约束聚变(inertial confinement fusion, ICF)是利用惯性效应约束粒子最重要的可控核聚变过程之一,已经成为世界学术研究的重要领域。ICF的驱动源为高能量激光束,会在极短持续时间内注入靶丸极高的能量,使聚变材料快速达到高温高密度的状态,从而使得靶球中心热斑的形成并达到引燃整个燃料层的目的,最终实现可控核聚变[1-2]。聚合物靶球具有密度和原子序数相对较低以及良好的加工性能等优势,成为核聚变微孔靶材的较优选择。与其它方法相比,激光加工聚合物具有可控、简单、稳定等优点。国内外学者对不同波长激光加工聚合物的工艺和机理进行了大量的研究。
YALUKOVA等人利用红外、可见以及紫外3种波段的激光分别对热塑性和热固性聚合物进行了微孔加工的机理研究,发现波长为266 nm紫外激光由于具有较高的单光子能量,发生光化学作用的几率更高,使得微孔的加工质量明显提高,同时大大降低了微孔周围表面的热损伤[3]。TOKAREV等人对准分子紫外激光在聚合物材料加工高深径比微孔的机制进行了研究,在考虑激光聚焦发散角的前提下得出了激光在深孔加工中的传播与吸收机制[4]。HOU等人采用波长为355 nm纳秒激光实验和模拟仿真相结合的方法分析了紫外激光烧蚀聚苯乙烯材料的机理及与材料之间的传热,结果表明, 熔融碎屑通过热烧蚀气化能够在一定程度上降低熔融碎屑的影响,并得到了加工出高质量微孔的优化参数[5]。YAN等人研究了准分子紫外激光对聚合物聚甲基丙烯酸甲酯(polymethyl methacrylate,PMMA) 材料的刻蚀特性,结果表明, 193 nm波长激光刻蚀PMMA的效果明显优于248 nm,紫外单光子能量越高,对PMMA的加工效果越好[6]。WANG等人对聚苯乙烯材料采用波长为355 nm纳秒紫外激光进行了打孔实验,分析不同激光工艺参数对孔深、孔径及打孔质量效率的影响规律,通过调节单脉冲能量和重复频率可以在聚苯乙烯材料上加工出高质量的孔[7]。通过上述分析可以看出,国内外研究人员使用不同波长激光进行聚合物加工,波长与加工质量存在密切的关系,短波长紫外激光加工聚苯乙烯聚合物的机理还需进一步完善。利用短波长紫外激光单光子能量高的特点直接打断部分化学键发生光化学作用,加工出质量较高的微孔。在聚合物加工上,短波长紫外激光有着较大的优势。
纳秒激光加工聚合物具有极快的加工速度和很高的生产效率等优点,与皮秒和飞秒激光器相比,纳秒激光器由于其低技术复杂性、低成本和高稳定性等特点,目前已广泛应用于工业领域[8]。短波长纳秒激光具有单光子能量更高等优势[9-11],是实现聚苯乙烯靶球的低成本工业生产的一个较优选择。为此,采用波长为266 nm紫外纳秒激光实现聚苯乙烯表面微孔加工,分析266 nm紫外纳秒激光加工工艺参数对微孔尺寸的影响规律,并且分析材料的去除机理,得出同时满足评价指标的优化后的工艺参数,可为聚苯乙烯靶球的紫外纳秒激光加工应用提供参考依据。
-
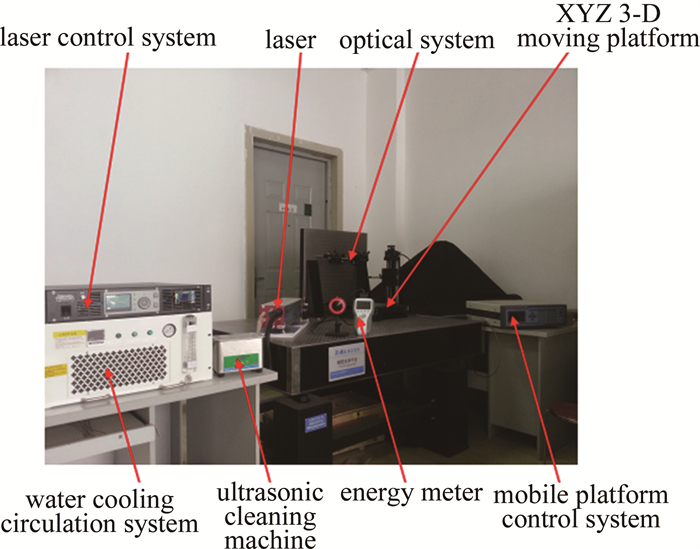
本实验中采用激光器设备为北京中科紫玉光电技术有限公司生产的紫外Nd ∶YAG纳秒固态激光器,波长为266 nm,其中激光器的主要技术参数指标如表 1所示。
表 1 紫外纳秒激光器的主要参数指标
Table 1. Main parameters of Nd ∶YAG laser
parameter laser pulse energy/mJ spot diameter/mm pulse width/ns repetition frequency/Hz beam divergence angle/mrad 1 approxi-mately 2 7 50 less than 1.5 激光光束为高斯能量分布,光束经棱镜从混合多波长激光中分离出266 nm紫外激光,反射镜对紫外激光束进行反射,反射后的光束经过孔径为1 mm的光阑后使得光束的直径变小从而达到光束整形目的,最后整形后的光束通过焦距为100 mm的平凸透镜聚焦到聚苯乙烯表面,聚焦后的激光焦点直径约为34 μm, 紫外纳秒激光打孔实验系统如图 1所示。将实验样品放置于平面工作台上,调节控制系统装置的x,y,z 3个坐标轴达到调节样品微孔加工位置的目的。激光脉冲能量的变化通过调整激光器电流实现,其脉冲能量大小由能量计测得。实验在常温和空气下进行, 采用NTEGRA Prima原子力显微镜观察聚苯乙烯表面的3维形貌以及Olympus DSX1000数字显微镜观察聚苯乙烯表面的2维形貌,并测量聚苯乙烯表面微孔的直径和深度。
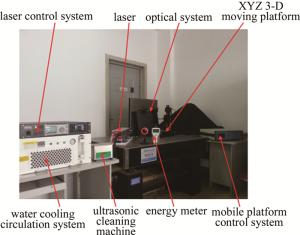
图 1 紫外纳秒激光打孔实验系统
Figure 1. UV nanosecond laser hole machining system
聚苯乙烯(polystyrene, PS)是一种由苯乙烯通过缩聚反应制成的聚合物材料。表 2为PS部分材料参数。实验样品为PS薄片,是一种无色透明且坚硬的热塑性聚合物材料[12],其透光率仅次于有机玻璃,具有较好的绝热性、绝缘性和一定的耐腐蚀性[13],被广泛用于光学仪器、化工和医用器材等各个领域。
表 2 聚苯乙烯的主要参数
Table 2. Main parameters of PS
material parameters value density/(kg·m-3) 1050 melting point/℃ 240 boiling point/℃ 293.4 specific heat capacity/(J·kg-1·K-1) 1300 thermal conductivity/(W·m-1·K-1) 0.08 coefficient of thermal expansion/℃-1 8×10-5 -
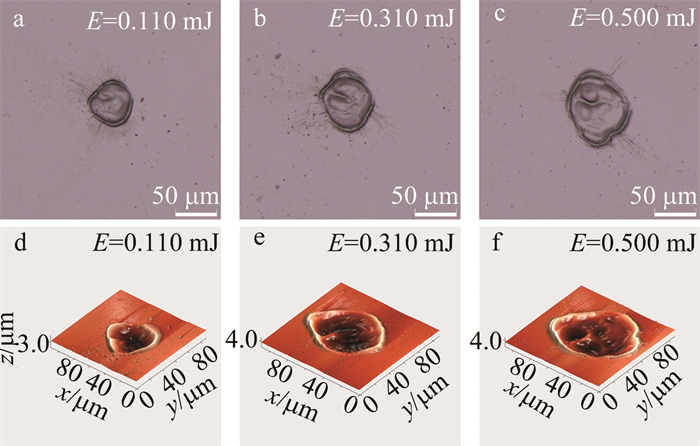
对PS材料进行单脉冲打孔时,激光产生的热作用较为明显。单脉冲作用下,在脉冲能量分别为0.110 mJ、0.310 mJ和0.500 mJ时,PS表面微孔形貌如图 2所示。图 2a~图 2c为2维形貌图,图 2d~图 2f为3维形貌图。

图 2 不同单脉冲能量时,聚苯乙烯表面形貌图
Figure 2. Surface morphologies of PS with different single pulse energy
由图 2可见,当脉冲能量较低时,微孔形状更为规则,圆度较好,孔周围熔融物形成的重铸层宽度较小;随着脉冲能量增高,微孔形状规则性变差,圆度逐渐降低,且微孔表面边缘熔融物增多。根据已有研究,紫外纳秒激光蚀除聚苯乙烯材料的过程中,存在一部分光化学蚀除[3, 7]。单脉冲条件下,较低的脉冲能量下,266 nm波长纳秒激光的单光子能量约为4.661 eV,与单光子能量约为3.499 eV的355 nm波长纳秒激光相比,更容易打断聚苯乙烯的主链C—C化学键(C—C键能约为3.601 eV)以及侧链C—H键(C—H键能约为4.286 eV)。光化学过程产生爆炸性的喷射,孔的周围产生分子或原子碎片,带走了加工结构内大量的热能,减少了材料对转化成热量的脉冲能量的吸收,导致熔融物以及重铸层宽度较小。而较高的脉冲能量与较低的脉冲能量相比,光化学蚀除比例下降,材料的气化程度降低,而光热蚀除比例随之升高,导致孔周围熔融物增加。当脉冲能量增加到一定值时,孔的形状变得不规则,圆度降低,重铸层的宽度升高。
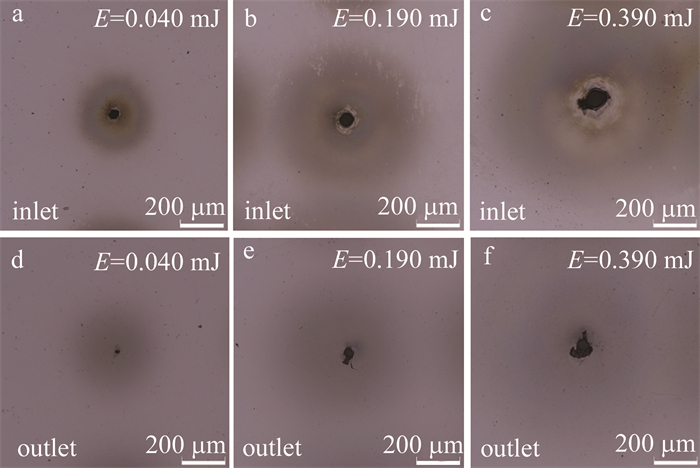
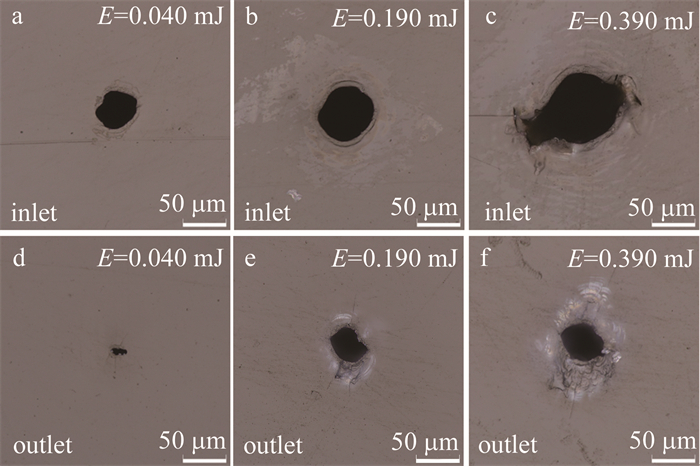
对PS材料打通孔时,孔周围会产生一定量的喷溅物,图 3展示了超声波清洗前脉冲能量分别在0.040 mJ、0.190 mJ、0.390 mJ时PS表面形貌。图 4展示了清洗后的表面形貌,大部分喷溅物可以使用超声波清洗去除。图 3a~图 3c和图 4a~图 4c为孔入口2维形貌图; 图 3d~图 3f和图 4d~图 4f为孔出口2维形貌图。
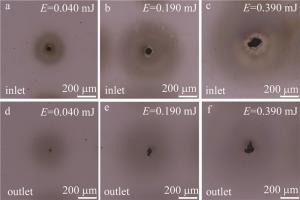
图 3 超声波清洗前的聚苯乙烯表面形貌图
Figure 3. Surface morphologies of PS before ultrasonic cleaning
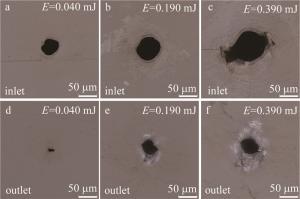
图 4 超声波清洗后的聚苯乙烯表面形貌图
Figure 4. Surface morphologies of PS after ultrasonic cleaning
由图 3和图 4可见,当脉冲能量较小时,光化学蚀除所占的比例相对较高,因此加工出微孔的重铸层宽度较小,孔上入口轮廓形状较为规则;当脉冲能量逐渐增大时,激光所产生的热效应逐渐增强,光热蚀除所占的比例逐渐增大,材料在热作用下被直接熔化或气化的同时,喷溅物的范围和重铸层宽度也逐渐增大,在脉冲能量为0.390 mJ时,由于光热作用强烈,温度超过材料的熔点,导致材料熔化和气化,孔的边缘出现烧伤现象。对比孔入口和出口直径,可以看出孔出口直径远小于入口直径,原因是出口处较大的离焦量和等离子体堆积,使得到达出口处的脉冲能量较少,导致蚀除率大大降低。使用激光加工出的孔为锥形孔,满足微孔的堵胶性,符合靶球上方的微孔形状要求[5]。
由图 4还可以看出, 清洗后的表面喷溅物消失, 表面比较光洁。当较大的脉冲能量打通孔后, 清洗后的孔下出口周围在超景深数字显微镜下有明显的异常反射光,并且反射光区域面积有随着脉冲能量增加而增大的趋势。反射光区域是发生热扩散而导致的热损伤区域。热损伤形成的多数崩边以及微裂纹区域对显微镜照明光反射增强,并且随着脉冲能量的增加,缺陷范围有扩大趋势,显微镜下这些缺陷在PS材料表面上呈现出高亮区域。微孔边缘缺陷会使PS材料的均匀性和力学性能产生一定范围的影响。崩边产生的原因是脉冲能量过大导致微孔边缘出现过烧蚀形成的缺陷,而造成微裂纹产生的原因是因为在激光辐射PS时,材料表面温度升高以及温度扩散较快造成的热影响和机械应力在材料表面产生而形成的缺陷[14]。
-
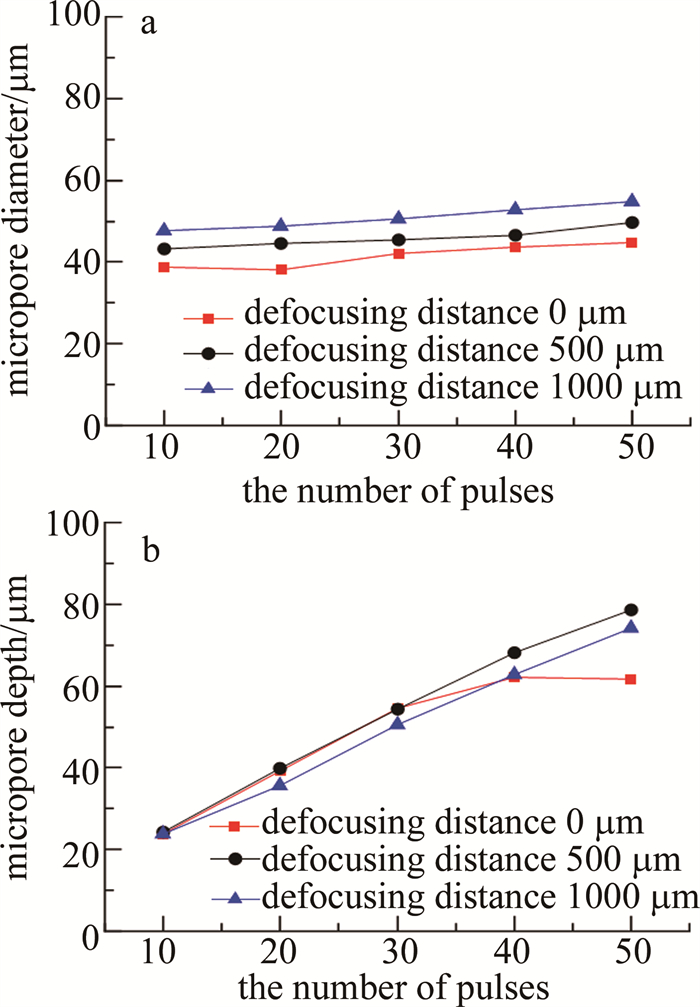
微孔直径值和深度值取3次实验的平均值。在脉冲能量为0.120 mJ,离焦量分别为0 μm、500 μm、1000 μm时, 得到微孔孔径与脉冲数量的关系图,如图 5a所示;得到微孔孔深与脉冲数量的关系图,如图 5b所示。
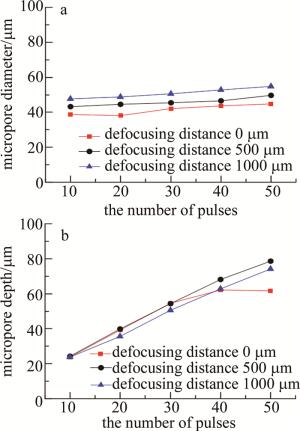
图 5 脉冲数量对微孔尺寸影响
Figure 5. Effect of the number of laser pulses on micropore size
由图 5a可见,当脉冲数量从10增加到50时,微孔直径大小随着脉冲数量线性增大,且离焦量大于0 μm时,随着离焦量数值增加,此时超过烧蚀阈值的光斑直径随之变大,烧蚀的表面积增加,导致微孔直径也越大。由图 5b可见,离焦量分别为500 μm和1000 μm时,微孔深度大小随着脉冲数量线性增大,可当离焦量为0 μm时,脉冲数量大于30后,深度值增加缓慢,当脉冲数量大于40后,深度值趋于平缓不再增加,原因是当孔深增加到55 μm左右,脉冲继续向孔内冲击时,此时孔底部离焦量达到55 μm左右,等离子体屏蔽、逆韧致吸收过程与正离焦量相比更为强烈,使孔底部吸收的激光能量大小远小于激光焦点处能量值,材料达不到熔点或气化点,导致孔深不再增加。当脉冲数量高于一定值后,选择合适离焦量在激光加工孔时对深度也有着重要的影响。
-
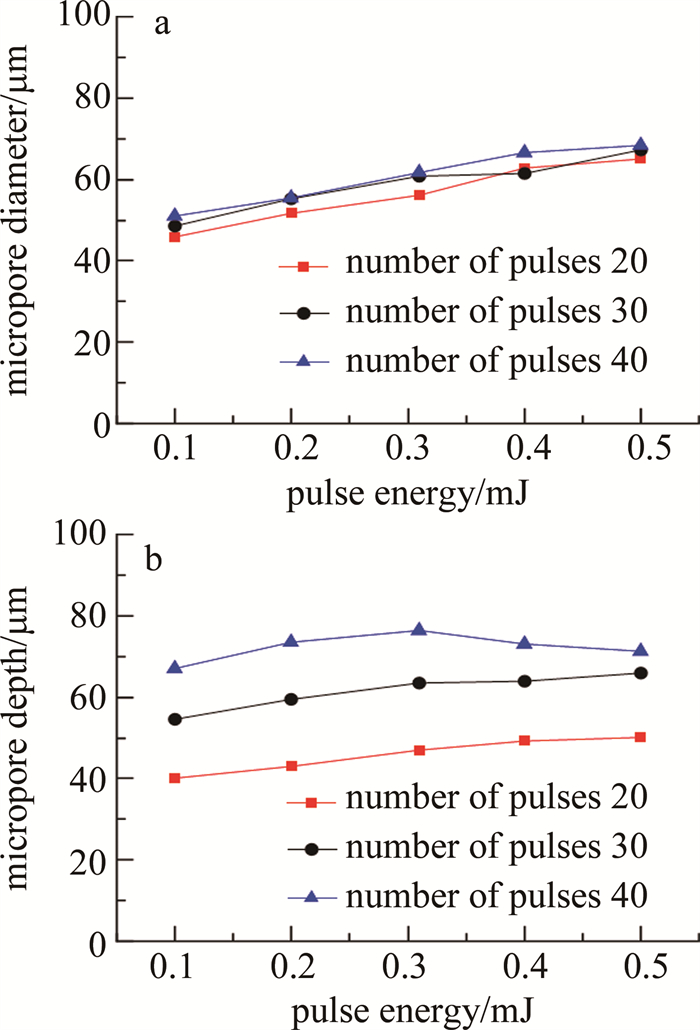
在离焦量为500 μm,脉冲数量分别为20、30、40时得到微孔孔径与脉冲能量的关系图,如图 6a所示;得到微孔孔深与脉冲能量的关系图,如图 6b所示。
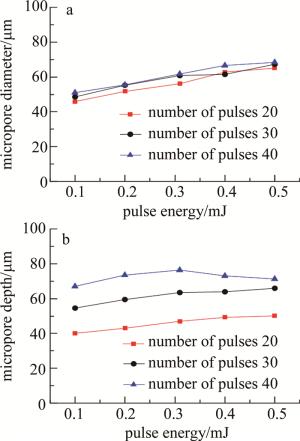
图 6 脉冲能量对微孔尺寸影响
Figure 6. Effect of laser pulse energy on micropore size
由图 6a可见,当脉冲能量范围在0.1 mJ~0.5 mJ时,直径值的大小与脉冲能量的大小基本成正比。由图 6b可见,当脉冲能量范围在0.10 mJ~0.31 mJ时,深度值的大小随着脉冲能量值的增加而增大。然而当脉冲能量大于0.310 mJ后,脉冲数量为20、30时,深度值增加开始缓慢,趋于平缓;脉冲数量为40时,深度值反而开始出现缓慢下降的趋势。随着脉冲能量的增加到0.310 mJ之后,微孔底部材料达到烧蚀阈值时,部分脉冲能量发生多光子和雪崩电离等非线性效应被电子吸收,同时电子将一些能量转移到晶格中,电子和离子达到热平衡,在激光与绝缘体作用的表面上产生等离子体,脉冲能量继续增加时,大量等离子体会对脉冲能量产生吸收、折射、反射以及负透镜效应,使得到达材料表面的能量减少,微孔内发生了较强的等离子体屏蔽效应[15-18]。脉冲能量从0.310 mJ开始增加后,脉冲数量为20、30时,等离子体屏蔽作用较弱,微孔深度增加缓慢;当脉冲数量增加到40后,等离子体屏蔽作用强烈,导致微孔深度不增加反而出现降低的趋势。
-
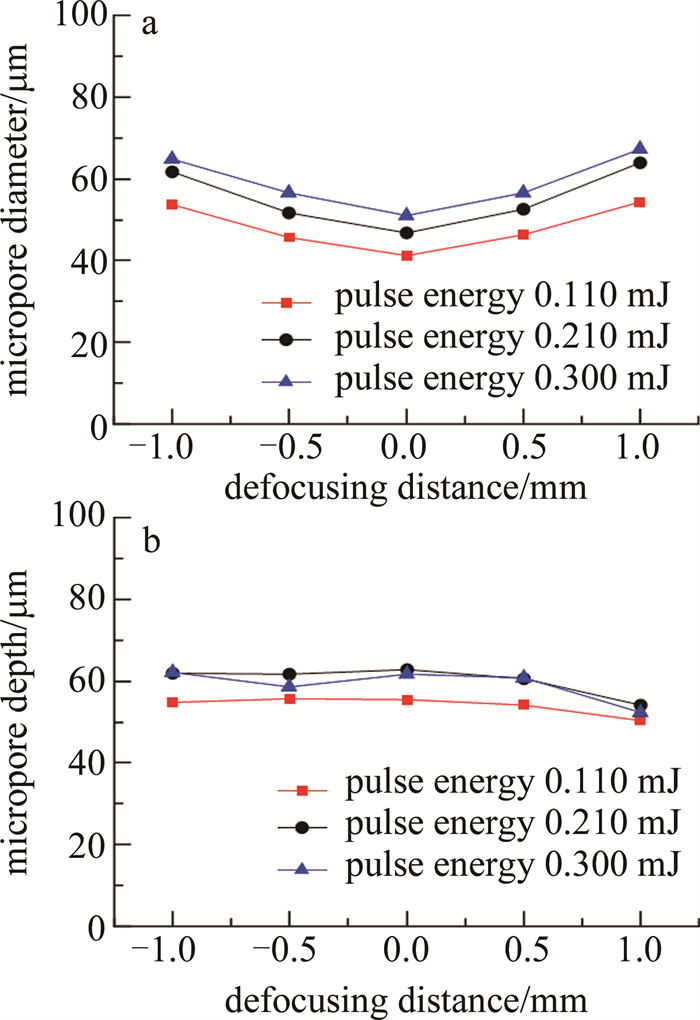
在脉冲个数为30,脉冲能量分别为0.110 mJ、0.210 mJ、0.300 mJ时得到微孔孔径与离焦量的关系图,如图 7a所示;得到微孔孔深与离焦量的关系图,如图 7b所示。
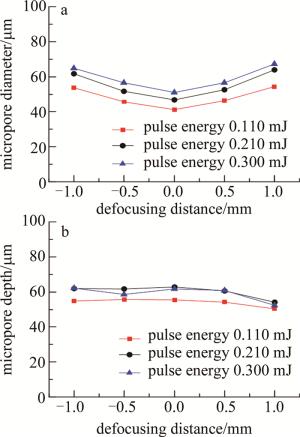
图 7 离焦量对微孔尺寸影响
Figure 7. Effect of defocusing distance on micropore size
由图 7a可见,离焦量从-1000 μm增加到0 μm时,微孔直径逐渐降低,离焦量从0 μm增加到1000 μm时,微孔直径又逐渐增加,且直径大小关于离焦量等于0 μm基本成轴对称的关系。离焦量不等于0 μm的情况下,作用在材料表面的烧蚀面积大于脉冲焦点面积,而此情况下作用在材料表面的光斑能量超过材料的烧蚀阈值,导致表面微孔直径大于离焦量为0 μm时的直径。由图 7b可见,离焦量从-1000 μm增加到0 μm,深度值变化较小,离焦量从0 μm增加到1000 μm时,孔底维持材料蚀除吸收的能量逐渐降低直至只能对材料起到预热的作用,导致深度值降低。由此可见,在加工孔时,离焦量设置在0 μm附近的范围内时,可以保证加工出较大的孔深和较小的孔径。
-
根据以上单因素实验分析,实验打孔参数脉冲数量、脉冲能量、离焦量对所加工出微孔质量的影响较大,并为正交实验提供合适的参数范围区间。实验设置脉冲数量、脉冲能量、离焦量为影响因素,微孔直径、深度、重铸层宽度为优化指标,设计一个三因素三水平的正交实验,目的是获得较大的孔深以及较小的重铸层宽度。激光微打孔的实验参数和水平如表 3所示,正交实验表如表 4所示。
表 3 激光打孔参数和水平
Table 3. Parameters and levels of laser drilling
drilling parameters level 1 2 3 number of pulses 10 30 50 pulse energy/mJ 0.021 0.120 0.210 defocusing distance/μm 0 500 1000 表 4 激光打孔聚苯乙烯正交实验表
Table 4. Orthogonal experiment of laser drilling of polystyrene
No. number of pulses pulse energy/mJ defocusing distance/μm diameter/μm depth/μm width of recast layer/μm 1 10 0.021 0 38.956 7.728 5.151 2 10 0.120 500 42.551 35.363 5.365 3 10 0.210 1000 56.927 71.424 5.729 4 30 0.021 500 41.971 46.071 6.115 5 30 0.120 1000 52.174 61.207 5.708 6 30 0.210 0 59.246 11.573 5.154 7 50 0.021 1000 50.782 78.625 6.667 8 50 0.120 0 57.391 12.632 6.818 9 50 0.210 500 61.797 60.695 6.454 表 5显示了评价指标为微孔直径时,R1、R2、R3分别为4.522、10.512、15.420时的极差分析,离焦量对微孔直径的影响最大。脉冲数量、脉冲能量、离焦量的水平分别为2、1、1时,可以加工出较小的微孔直径;表 6显示了评价指标为微孔直径时,R1、R2、R3分别为59.774、12.479、11.497时的极差分析,脉冲数量对微孔深度的影响最大。脉冲数量、脉冲能量、离焦量的水平分别为3、3、3时,可以加工出较大的微孔深度;表 7显示了评价指标为重铸层时,R1、R2、R3分别为0.327、1.231、0.198时的极差分析,脉冲能量对重铸层的影响最大。脉冲数量、脉冲能量、离焦量的水平分别为1、1、3时,加工出的微孔具有较小的重铸层宽度。
表 5 各因素对微孔直径的均值和极差
Table 5. Average value and range of various factors on micropore diameter
No. number of pulses pulse energy/mJ defocusing
distance/μmmean value k1 51.865 46.145 43.903 mean value k2 48.773 51.130 50.705 mean value k3 53.294 56.657 59.323 optical level 2 1 1 range Rj 4.522 10.512 15.420 order of range R3>R2>R1 表 6 各因素对微孔深度的均值和极差
Table 6. Average value and range of various factors on micropore depth
No. number of pulses pulse energy/mJ defocusing distance/μm mean value k1 10.644 38.171 44.141 mean value k2 47.376 39.617 36.401 mean value k3 70.419 50.651 47.897 optical level 3 3 3 range Rj 59.774 12.479 11.497 order of range R1>R2>R3 表 7 各因素对重铸层的均值和极差
Table 7. Average value and range of various factors on recast layer
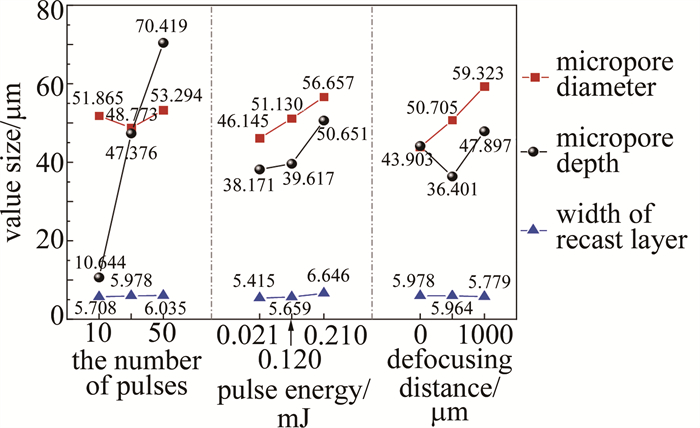
No. number of pulses pulse energy/mJ defocusing distance/μm mean value k1 5.708 5.415 5.978 mean value k2 5.978 5.659 5.964 mean value k3 6.035 6.646 5.779 optical level 1 1 3 range Rj 0.327 1.231 0.198 order of range R2>R1>R3 在3个评价指标下,图 8显示出各加工参数对重铸层的影响较小,可以忽略参数对重铸层的影响,主要通过深径比来选取综合最优水平。脉冲数量在3个水平下的深径比分别为0.21、0.97、1.32,3个水平下的直径相差微小,而深度相差较大且在水平3取得最大深度,所以选取水平3为最优水平;脉冲能量在3个水平下的深径比分别约为0.83、0.77、0.89,虽然水平3时的深径比大于水平1,但是两水平下的深径比差值较小,且水平1下的直径远小于水平3,所以选取水平1为最优水平;离焦量在3个水平下的深径比分别约为0.99、0.72、0.81,水平1下的深径比最大,且水平1下的直径最小,所以选取水平1为最优水平;综上,选取脉冲数量水平3(50),脉冲能量水平1(0.021 mJ),离焦量水平1(0 μm),可以获得质量较优的微孔。表 4中实验7参数组合脉冲数量水平3(50),脉冲能量水平1(0.021 mJ),离焦量水平3(1000 μm)时的深度值为78.625 μm,由单因素实验图 7b可知,离焦量从0 μm增加到1000 μm时,孔深随之降低,所以脉冲数量水平3(50),脉冲能量水平1(0.021 mJ),离焦量水平1(0 μm)时加工出的微孔深度要大于78 μm,应用在靶球微孔加工中可以加工出质量较优的通孔。
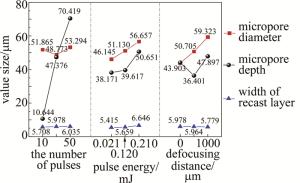
图 8 激光参数对直径、深度和重铸层宽度的影响
Figure 8. Effects of laser parameters on diameter, depth and width of recast layer
-
分析了单脉冲作用下微孔的表面形貌以及熔融物形成的机理,发现当脉冲能量较小时,光化学蚀除比例较大,随着脉冲能量的增加,光热蚀除比例逐渐增大,这也是重铸层增加的原因。加工通孔时,材料的蚀除主要是光热作用的结果。清洗后的通孔,表面光洁。脉冲能量过大时,顶部入口会产生边缘烧伤现象,底部出口会产生崩边和微裂纹缺陷。
由单因素实验得出微孔直径与脉冲数量和脉冲能量以及正离焦量成正比,与负离焦量成反比,正负离焦量对微孔直径影响关于离焦量为0 μm成轴对称关系;脉冲数量和脉冲能量越大,深度越大,当深度增加到一定值后基本不再变化。离焦量为负值时,深度变化较小,而离焦量为正值时,随着激光焦点和聚苯乙烯表面距离的增加,深度值逐渐降低。
由正交实验得出优化综合参数脉冲数量50,脉冲能量0.021 mJ,离焦量0 μm,可以加工出深度值大于78 μm的深孔以及质量较优的锥形通孔。
上述研究可为266 nm紫外纳秒固体激光加工聚苯乙烯靶球提供参考依据。
266 nm纳秒固体激光在PS上打孔的工艺实验研究
Experimental investigation on 266 nm nanosecond laser drilling of PS
-
摘要: 为了研究266 nm纳秒固体激光在聚苯乙烯(PS)上打孔的材料去除机理、工艺规律和优化工艺参数, 采用了单因素实验法和正交实验法进行了单脉冲和多脉冲打孔的实验研究。分析了材料的去除机理, 得到了脉冲数量、脉冲能量以及离焦量对微孔直径和深度的影响规律, 获得了满足要求的工艺参数的优化组合。结果表明, 单脉冲打孔条件下, 脉冲能量为0.110 mJ时加工出的微孔形状规则、圆度较好以及重铸层宽度较小, 脉冲能量为0.500 mJ时, 加工出的微孔形状和圆度质量变差, 重铸层宽度增大; 多脉冲打孔条件下, 脉冲能量为0.040 mJ时, 加工出的通孔入口处无重铸层, 去除机理以光化学作用为主, 脉冲能量为0.390 mJ时, 加工出的通孔入口处重铸层较为明显, 且入口边缘出现过烧蚀现象, 去除机理以光热作用为主; 脉冲能量和离焦量对孔径影响较大, 脉冲数量和正离焦量对孔深影响较大; 正交实验得到的优化参数组合为脉冲数量50、脉冲能量0.021 mJ、离焦量0 μm时, 可以加工出质量较好的微孔。本研究为266 nm纳秒激光加工聚苯乙烯靶球提供了参考依据。Abstract: In order to investigate the material removal mechanism, technological rules, and optimization of technological parameters, experimental investigations of laser drilling on polystyrene(PS) with single-pulse and multi-pulse nanosecond solid-state laser at 266 nm based on the single factor experiment and orthogonal experiment method were carried out. The material removal mechanism was analyzed, and the relationship between the diameter and depth of the micropore and the number of laser pulses, the laser pulse energy and the defocusing distance was obtained. As well as an optimized combination of process parameters meeting the requirements was acquired. The experimental results show that when the laser pulse energy is 0.110 mJ, the micropore with regular shape, better roundness, and smaller recast layer was obtained; when the laser pulse energy is 0.500 mJ, the shape and roundness of micropore becomes worse, and the width of recast layer becomes larger at the same time. During the multi-pulse drilling, no recast layer is present at the entrance of the through-hole with the laser pulse energy of 0.040 mJ, and the removal mechanism is mainly photochemical. With the laser pulse energy of 0.390 mJ, the recast layer is more visible at the entrance of the through-hole and over-ablation occurs at the entrance edge, the removal mechanism is mainly photothermal. Laser pulse energy and defocusing distance have a large effect on the hole diameter, and the number of laser pulses and positive defocusing distance have a large effect on the hole depth. The optimized combination of parameters obtained from the orthogonal experiments that micropores of good quality can be produced when the number of laser pulses is 50, laser pulse energy is 0.021 mJ and defocusing distance is 0 μm. This investigation provides a reference for 266 nm nanosecond laser processing of polystyrene target.
-
图 2 不同单脉冲能量时,聚苯乙烯表面形貌图
Figure 2. Surface morphologies of PS with different single pulse energy
图 8 激光参数对直径、深度和重铸层宽度的影响
Figure 8. Effects of laser parameters on diameter, depth and width of recast layer
表 1 紫外纳秒激光器的主要参数指标
Table 1. Main parameters of Nd ∶YAG laser
parameter laser pulse energy/mJ spot diameter/mm pulse width/ns repetition frequency/Hz beam divergence angle/mrad 1 approxi-mately 2 7 50 less than 1.5  下载: 导出CSV
下载: 导出CSV
表 2 聚苯乙烯的主要参数
Table 2. Main parameters of PS
material parameters value density/(kg·m-3) 1050 melting point/℃ 240 boiling point/℃ 293.4 specific heat capacity/(J·kg-1·K-1) 1300 thermal conductivity/(W·m-1·K-1) 0.08 coefficient of thermal expansion/℃-1 8×10-5
下载: 导出CSV
表 3 激光打孔参数和水平
Table 3. Parameters and levels of laser drilling
drilling parameters level 1 2 3 number of pulses 10 30 50 pulse energy/mJ 0.021 0.120 0.210 defocusing distance/μm 0 500 1000
下载: 导出CSV
表 4 激光打孔聚苯乙烯正交实验表
Table 4. Orthogonal experiment of laser drilling of polystyrene
No. number of pulses pulse energy/mJ defocusing distance/μm diameter/μm depth/μm width of recast layer/μm 1 10 0.021 0 38.956 7.728 5.151 2 10 0.120 500 42.551 35.363 5.365 3 10 0.210 1000 56.927 71.424 5.729 4 30 0.021 500 41.971 46.071 6.115 5 30 0.120 1000 52.174 61.207 5.708 6 30 0.210 0 59.246 11.573 5.154 7 50 0.021 1000 50.782 78.625 6.667 8 50 0.120 0 57.391 12.632 6.818 9 50 0.210 500 61.797 60.695 6.454
下载: 导出CSV
表 5 各因素对微孔直径的均值和极差
Table 5. Average value and range of various factors on micropore diameter
No. number of pulses pulse energy/mJ defocusing
distance/μmmean value k1 51.865 46.145 43.903 mean value k2 48.773 51.130 50.705 mean value k3 53.294 56.657 59.323 optical level 2 1 1 range Rj 4.522 10.512 15.420 order of range R3>R2>R1
下载: 导出CSV
表 6 各因素对微孔深度的均值和极差
Table 6. Average value and range of various factors on micropore depth
No. number of pulses pulse energy/mJ defocusing distance/μm mean value k1 10.644 38.171 44.141 mean value k2 47.376 39.617 36.401 mean value k3 70.419 50.651 47.897 optical level 3 3 3 range Rj 59.774 12.479 11.497 order of range R1>R2>R3
下载: 导出CSV
表 7 各因素对重铸层的均值和极差
Table 7. Average value and range of various factors on recast layer
No. number of pulses pulse energy/mJ defocusing distance/μm mean value k1 5.708 5.415 5.978 mean value k2 5.978 5.659 5.964 mean value k3 6.035 6.646 5.779 optical level 1 1 3 range Rj 0.327 1.231 0.198 order of range R2>R1>R3
下载: 导出CSV
-
[1] 李恩德, 杨泽平, 官春林, 等. 我国惯性约束聚变领域中的波前控制技术[J]. 光电工程, 2020, 47(10): 42-52. LI E D, YANG Z P, GUAN Ch L, et al. Wavefront control technology in the field of inertial confinement fusion in China[J]. Opto-Electronic Engineering, 2020, 47(10): 42-52(in Chinese). [2] 王峰, 理玉龙, 关赞洋, 等. 压缩感知技术在激光惯性约束聚变研究中的应用[J]. 强激光与粒子束, 2022, 34(3): 127-135. WANG F, LI Y L, GUAN Z Y, et al. Application of compression sensing technology in laser inertial confinement fusion research[J]. High Power Laser and Particle Beam, 2022, 34(3): 127-135(in Chinese). [3] YALUKOVA O, SÁRADY I. Investigation of interaction mechanisms in laser drilling of thermoplastic and thermoset polymers using diffe-rent wavelengths[J]. Composites Science and Technology, 2006, 66(10): 1289-1296. doi: 10.1016/j.compscitech.2005.11.002 [4] TOKAREV V N. Mechanism of laser drilling superhigh-aspect-ratio holes in polymers[J]. Quantum Eletronics, 2006, 36(7): 624-637. doi: 10.1070/QE2006v036n07ABEH013181 [5] HOU C J, YANG L J, WANG Y, et al. Research on laser micro machining polystyrene material[J]. Advanced Materials Research, 2012, 628: 83-89. doi: 10.4028/www.scientific.net/AMR.628.83 [6] 闫晓光, 陈涛. 193nm和248nm波长准分子激光对玻璃及聚合物刻蚀特性的比较[J]. 电加工与模具, 2016(4): 30-34. YAN X G, CHEN T. Comparison of 193 nm and 248 nm wavelength excimer lasers on glass and polymer etching properties[J]. Electromechining & Mould, 2016(4): 30-34(in Chinese). [7] 王军, 周亮, 付海涛, 等. 聚苯乙烯紫外激光打孔实验研究[J]. 电加工与模具, 2019(4): 54-57. WANG J, ZHOU L, FU H T, et al. Polystyrene ultraviolet laser punching test study[J]. Electromechining & Mould, 2019(4): 54-57(in Chinese). [8] 顾江, 叶霞, 范振敏, 等. 激光刻蚀法制备仿生超疏水表面的研究进展[J]. 激光技术, 2019, 43(4): 57-63. GU J, YE X, FAN Zh M, et al. Research progress on the preparation of biomimetic superhydrophobic surfaces by laser etching[J]. Laser Technology, 2019, 43(4): 57-63(in Chinese). [9] 齐立涛, 刘文海. 266 nm紫外固体激光在碳化硅晶片上的微结构加工[J]. 黑龙江科技大学学报, 2017, 27(2): 176-180. QI L T, LIU W H. Microstructure processing of 266nm UV solid-state laser on silicon carbide wafers[J]. Journal of Heilongjiang University of Science and Technology, 2017, 27(2): 176-180(in Chinese). [10] 齐立涛, 刘凤聪, 张耀东. 266nm紫外固体激光切割碳纤维复合材料的实验研究[J]. 激光技术, 2022, 46(3): 402-407. QI L T, LIU F C, ZHANG Y D. Experimental investigation on 266nm ultraviolet solid-state laser cutting of carbon fiber reinforced plastics[J]. Laser Technology, 2022, 46(3): 402-407. [11] 齐立涛, 刘凤聪. 266nm纳秒固体激光在CH薄膜上打孔的工艺实验研究[J]. 激光技术, 2022, 46(6): 767-772. QI L T, LIU F C. Experimental investigation on 266 nm nanosecond solid-state laser drilling on CH film[J]. Laser Technology, 2022, 46(6): 767-772. [12] RYTLEWSKI P, ZENKIEWICZ M. Laser-induced surface modification of polystyrene[J]. Applied Surface Science, 2009, 256(3): 857-861. [13] 刘思颖, 陈明安, 程楠. 2519铅合金表面聚苯乙烯薄膜的制备和耐腐蚀性能[J]. 热加工工艺, 2014, 43(6): 99-102. LIU S Y, CHEN M A, CHENG N. Preparation and corrosion resistance of polystyrene film on the surface of 2519 lead alloy[J]. Hot Working Technology, 2014, 43(6): 99-102(in Chinese). [14] 吴梦楠, 宋成伟, 黄燕华. 飞秒激光加工聚苯乙烯中的缺陷形成原因[J]. 激光与红外, 2017, 47(9): 1089-1095. WU M N, SONG Ch W, HUANG Y H. Causes of defect formation in femtosecond laser processing polystyrene[J]. Laser & Infrared, 2017, 47(9): 1089-1095(in Chinese). [15] WANG B, WANG X C, ZHENG H Y, et al. Thermal effect of femtosecond laser polystyrene processing[J]. Optics & Laser Technology, 2019, 117: 244-250. [16] YONG J, CHEN F, YANG Q, et al. Rapid fabrication of large-area concave micro lens arrays on PDMS by a femtosecond laser[J]. ACS Applied Materials & Interfaces, 2013, 5(19): 9382-9385. [17] LI X, GUAN Y. Theoretical fundamentals of short pulse laser-metal interaction: A review[J]. Nanotechnology and Precision Engineering, 2020, 3(3): 105-125. [18] 李南雷, 金星, 王广宇, 等. 真空下激光烧蚀聚合物产生推力过程的数值研究[J]. 装备指挥技术学院学报, 2010, 21(6): 124-127. LI N L, JIN X, WANG G Y, et al. Numerical study of the process by which laser ablation polymers generate thrust under vacuum[J]. Journal of the College of Equipment Command Technology, 2010, 21(6): 124-127(in Chinese). -

 点击查看大图
点击查看大图
计量
- 文章访问数: 2014
- HTML全文浏览量: 1386
- PDF下载量: 28
- 被引次数: 0
