 网站地图
网站地图

-
激光清洗是一种新型绿色清洗技术,在脱漆除锈、模具清洗、文物保护、核净化等领域都得到了成功应用[1-6]。其主要原理是激光辐射材料表面,表面附着物吸收能量形成等离子体,等离子体急剧膨胀产生冲击波使附着物脱离[7]。激光与材料作用时会产生声信号,声信号的频率、强度等参量与激光加工过程密切相关[8]。国内外学者通过研究声信号的特征,实现对清洗过程的在线监测。LU等人[9]研究发现,声波峰值振幅主要受激光能量密度和材料烧蚀阈值的影响,能够监测清洗过程。LEE等人[10-11]通过声波幅值的变化监测铜和硅晶片的清洗过程,分析了激光功率密度与气体种类等参量对声波强度的影响。XU等人[12]研究了激光除锈过程的声波强度变化监测表面的清洁度,并确定清洗阈值。CAI等人[13]通过声学监测建立了声波峰值振幅与铝和聚氯乙烯塑料单位时间烧蚀量之间的联系。TSEREVELAKIS等人[14-15]使用超声传感器采集清洗声信号,引入线性回归模型来监测激光对石材的清洗。
实际生产中,通常需要激光连续照射以满足清洗效率要求,上述研究大多是激光单点照射。本文中针对实际生产中激光连续除漆的声学监测问题,提出一种基于贝叶斯判别的在线监测方法。研究除漆声信号在清洗时的变化,提取特征参量,建立判别函数,实现除漆过程的定量判别及在线监测。
-
光声效应是指物质受到周期性强度调制的光照射时,产生声信号的现象[16]。光声信号的频率与光调制频率相同,其强度和相位决定于物质的光学、热学、弹性和几何的特性。
固体中光声信号的产生分为热弹性机制和等离子体机制。热弹性机制是激光功率密度低于材料损伤阈值,材料表面没有达到熔点,表面吸收激光能量发生形变,辐射出声波[17]。等离子体机制是激光功率密度高于材料损伤阈值,材料表面吸收激光能量发生熔化、汽化,表层材料烧蚀并产生激光等离子体冲击波,冲击波衰减后形成声波[18]。
-
判别分析是在分类确定的条件下,根据某一研究对象的各种特征值判别其类型归属问题的一种多变量统计分析方法。常见的判别分析方法中,贝叶斯判别法的强项是多组判别,并且在考虑到每个总体出现的概率同时也考虑了错判的损失,计算量较小,非常适合做实时运算[19]。贝叶斯判别法是根据先验概率,利用贝叶斯定理,概率分布逻辑衍生出来一个判别方法。对于2维随机变量的贝叶斯公式[20]为:
$ P\left( {Y\left| X \right.} \right) = \frac{{P\left( Y \right)P\left( {X\left| Y \right.} \right)}}{{P(X)}} $
(1) 式中,P(Y)为先验概率;P(X|Y)为条件概率,指事件Y发生条件下事件X发生的概率;P(Y|X)为后验概率; P(X)是用于归一化的“证据”因子,对于给定样本,P(X)与类标记无关。
贝叶斯判别方法就是选择使后验概率最大的类作为该样本的分类。对于输入样本,用特征向量x来表示,x =(x1, x2, …, xj, …, xn),xj表示第j个分类特征。属于第Ck类的输入样本的后验概率由贝叶斯公式表示为:
$ P({C_k}\left| x \right.) = \frac{{P({C_k}) \cdot P(x\left| {{C_k}} \right.)}}{{P\left( x \right)}} $
(2) 式中,Ck为分类变量; k为分类数; P(Ck)为先验概率;P(Ck|x)为后验概率;P(x |Ck)为条件概率。分类特征在类确定的条件下都条件独立时,$P(x\left| {{C_k}} \right.) = \prod\limits_{j = 1}^n {P({x_j}\left| {{C_k}} \right.)} $。
具体的贝叶斯判别函数可表示为:
$ f(x) = [{\rm{arg}}\;\max \left( {{C_k}} \right)]P\left( {{C_k}} \right)\prod\limits_{j = 1}^n {P({x_j}\left| {{C_k}} \right.)} $
(3) 在激光清洗中,主要考虑将清洗效果分为3种类型:正在清洗、清洗完成且基底无损伤、基底损伤。将激光除漆的过程分为上述3类,通过信号分析提取特征参量,建立贝叶斯判别函数F1, F2, F3。在除漆过程中,采集声音并提取相应特征参量带入函数,若F1值最大,则除漆未完成,继续清洗;若F2值最大,则清洗已经完成且基底无损伤;若F3值最大,则基底发生了损伤,需要优化工艺参量。
-
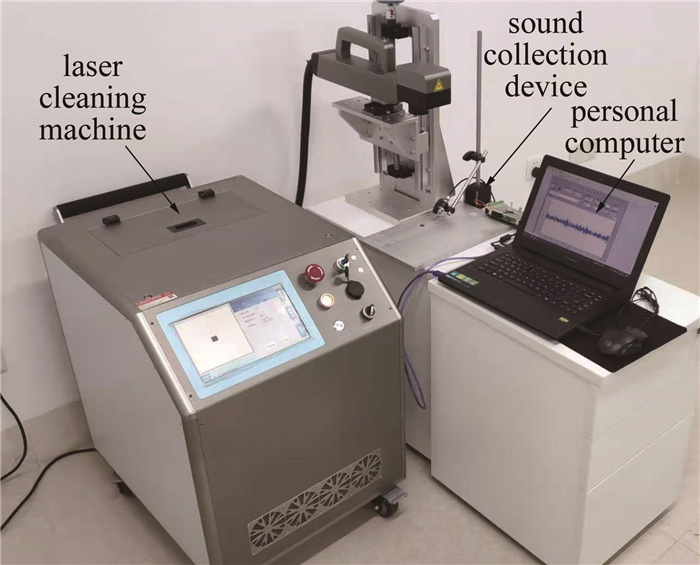
图 1为激光清洗声学监测装置。实验平台由脉冲YAG激光清洗机、声音采集装置和PC机组成。激光器相关参量如表 1所示。声音采集装置包含麦克风(20Hz~20000Hz)和数据采集卡(USB6202-SD),与PC机通过USB接口连接。激光清洗时,激光与样品表面作用产生声波,经声电转化器转换成电信号,传输到数据采集卡进行模/数转换形成原始数字信号,再传输到PC机进行数据保存和处理。

Figure 1. Device diagram for acoustic monitoring of laser cleaning
Table 1. Laser parameters
wavelength/
nmpower/
Wfrequency/
kHzcleaning
speed/
(mm·s-1)pulse
width/
nsspot
diameter/
mm1064 10~100 10~500 ≤7000 100~200 0.2 -
实验处理对象为45#钢,在工业中为防锈蚀通常会在表面做涂层处理,再制造过程中则需要对涂层进行去除。45#钢样品尺寸10mm×10mm×2mm,表面黑色醇酸漆厚度约300μm。
-
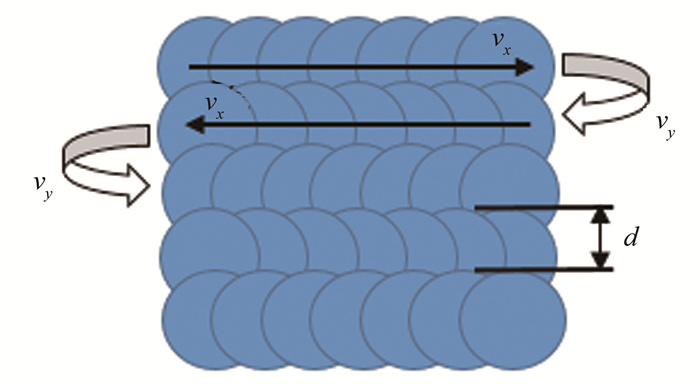
激光清洗路径如图 2所示。光斑通过扫描振镜实现“弓”字形移动。影响激光清洗的参量主要有频率、功率密度和光斑搭接率,实验中设置激光频率10kHz,脉宽τ=200ns,光斑搭接率90%,通过调整功率密度以实现不同的清洗效果,对每个样品清洗10次。
Figure 2. Laser spot scanning path
麦克风与声源采集距离会对采样数据产生影响,距离过近,除漆时漆层汽化和微粒溅射会导致信号失真;距离增大,采样信号幅值减小,易受电流噪音和外部环境干扰。实验中采集距离固定为5cm。实验在25℃空气中进行,连续采样模式,采样频率为48000Hz,采样数为4800。
-
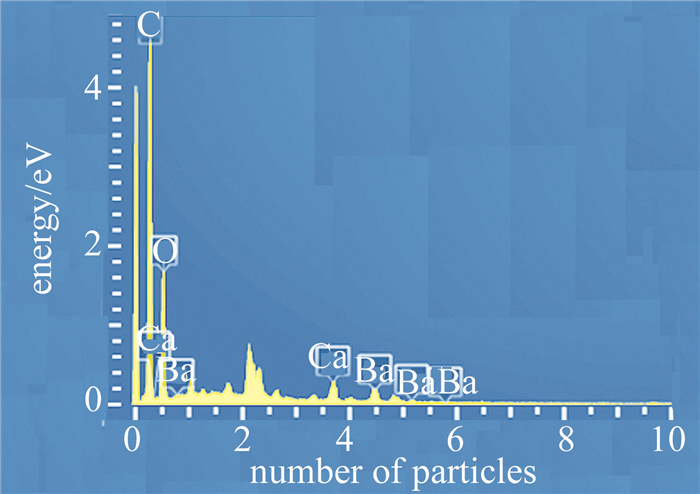
通过机器视觉在线观察清洗效果,肉眼观察样品表面基本清洗干净时,再借助扫描电镜(scan electronic microscope, SEM)和X射线能谱分析仪(energy dispersive spectrometer, EDS)对表面清洗质量进行评估。45#钢表面主要组成是Fe元素,以及少量的C, Cr, Ni元素。图 3为漆层表面的能谱图。其纵坐标是所激发元素的加速电压,横坐标是能谱仪所收集的反射粒子数,漆层主要是C, O, Ca, Ba元素。各元素的质量分数和原子数分数见表 2。通过激光清洗后元素的含量能够判断是否清洗干净。
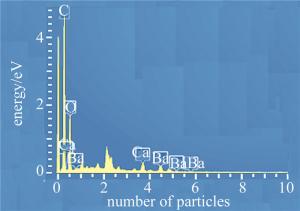
Figure 3. EDS spectrum of paint surface
Table 2. Mass fraction and atomicity fraction of element of paint surface
element mass fraction atomicity fraction C 0.5399 0.6774 O 0.3158 0.2974 Ba 0.1091 0.0120 Ca 0.0353 0.0133 total 1.0000 1.0000 -
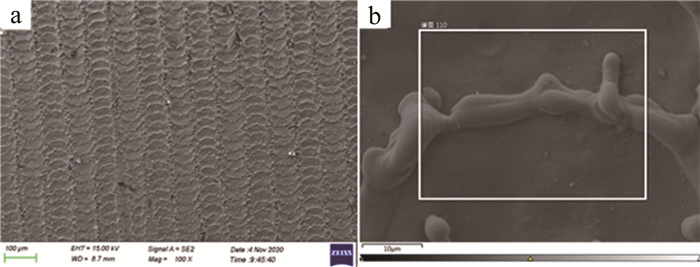
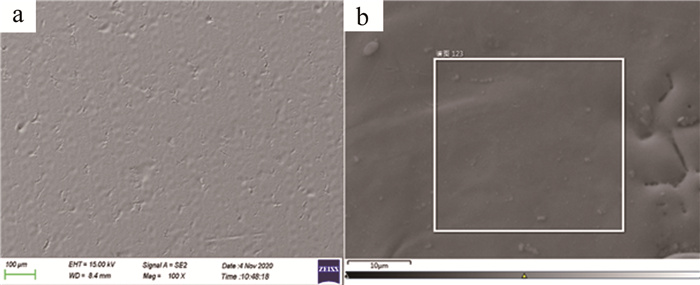
图 4是功率密度为9.55×107W/cm2的激光除漆完成时的表面形貌。肉眼明显看到激光扫描产生的纹路,SEM观察表面有明显熔坑,熔坑边缘有明显熔化、凝固痕迹。由基底烧蚀情况确定该参数激光照射基底产生声波是等离子体机制。
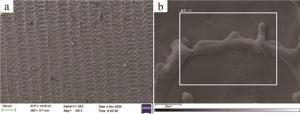
Figure 4. Surface morphology(9.55×107W/cm2)
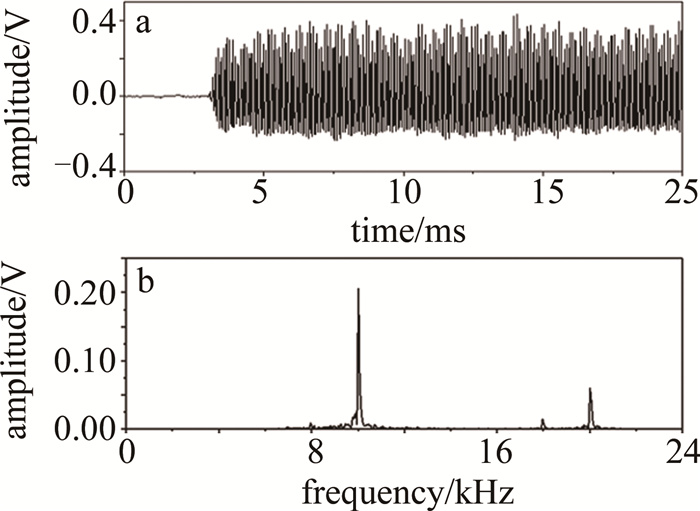
通过阈值法截取清洗声信号,在清洗过程中,噪声信号的幅值没有高于0.05V,故选取0.05V作为清洗声信号的阈值,当信号幅值大于0.05V为截取起点,截取之后的512个点作为有效信号。图 5为原始的时域和频域信号。对原始信号进行快速傅里叶变换可以发现噪声信号频率在0kHz~5kHz范围内,而有效信号主要频率在9kHz~21kHz之间,设计巴特沃斯数字带通滤波器对信号进行滤波处理以减少噪声影响,通带截止频率在9kHz~21kHz之间,阻带截止频率在8kHz~22kHz之间,通带衰减不大于3dB,阻带衰减不低于40dB。
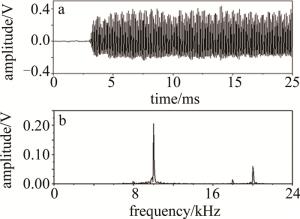
Figure 5. Original time domain and frequency domain signals
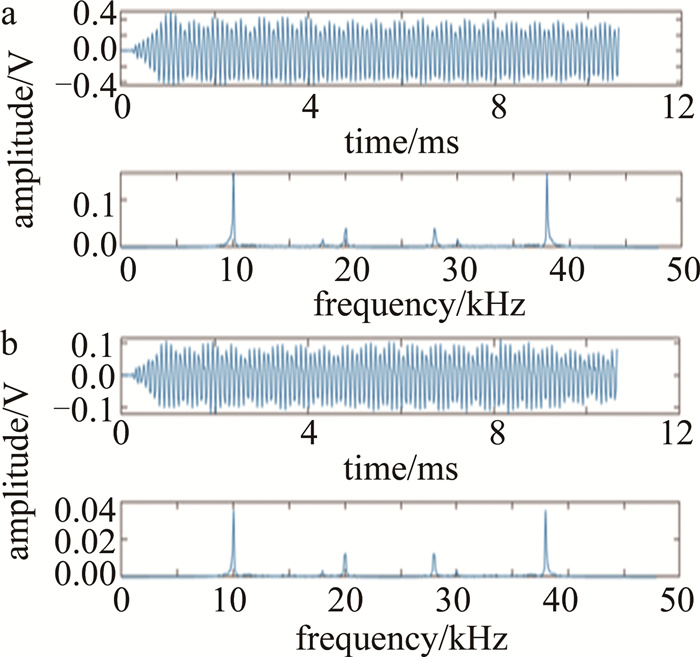
图 6为该样品除漆完成前后的声信号。第6次清洗后漆层恰好除尽,第7次清洗时激光直接烧蚀基底。对比滤波信号发现,等离子体声信号波形稳定,但是除漆时的信号峰值和最大频率分量远高于烧蚀基底时。

Figure 6. Cleaning sound signal (9.55×107W/cm2)
-
实验中,功率密度为6.37×107W/cm2的激光10次清洗后表面还有大量漆层,清洗17次时表面才完全干净。图 7是该功率密度的激光除漆完成时的表面形貌。SEM观察到光斑中心熔化的程度很低,产生声波主要是热弹性机制。
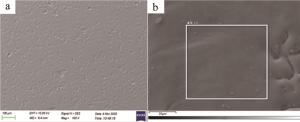
Figure 7. Surface morphology (6.37×107W/cm2)
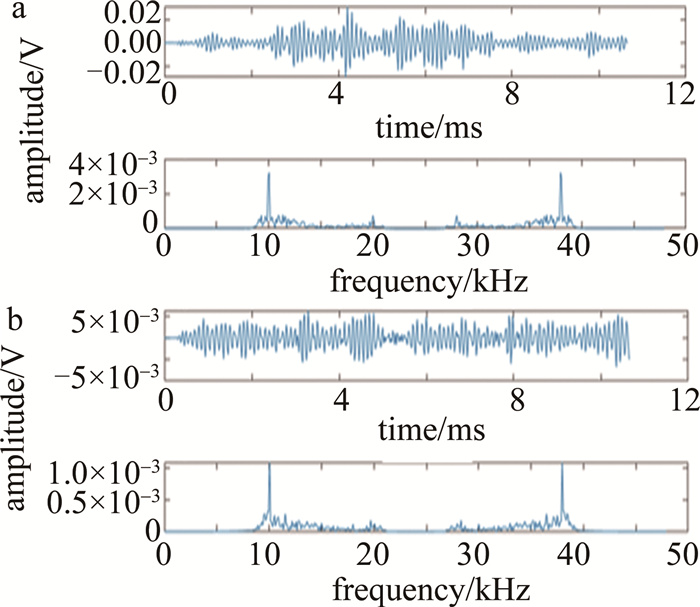
图 8为该样品除漆完成前后的声信号。该参量下激光清洗16次后表面还有少许残漆,第17次清洗后完全干净,由于表面处于漆层和基底混合的临界状态,激光照射到残漆时发生烧蚀导致信号幅值增大,而照射基底时热弹性机制的声信号幅值很小,波形变化显著。第18次清洗时,激光照射基底产生的声信号峰值减小到0.005V,最大频率分量的幅值也减小至0.001V,与之前除漆声信号的参量值相差明显。
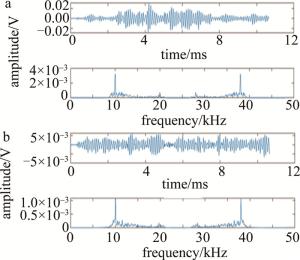
Figure 8. Cleaning sound signal (6.37×107W/cm2)
-
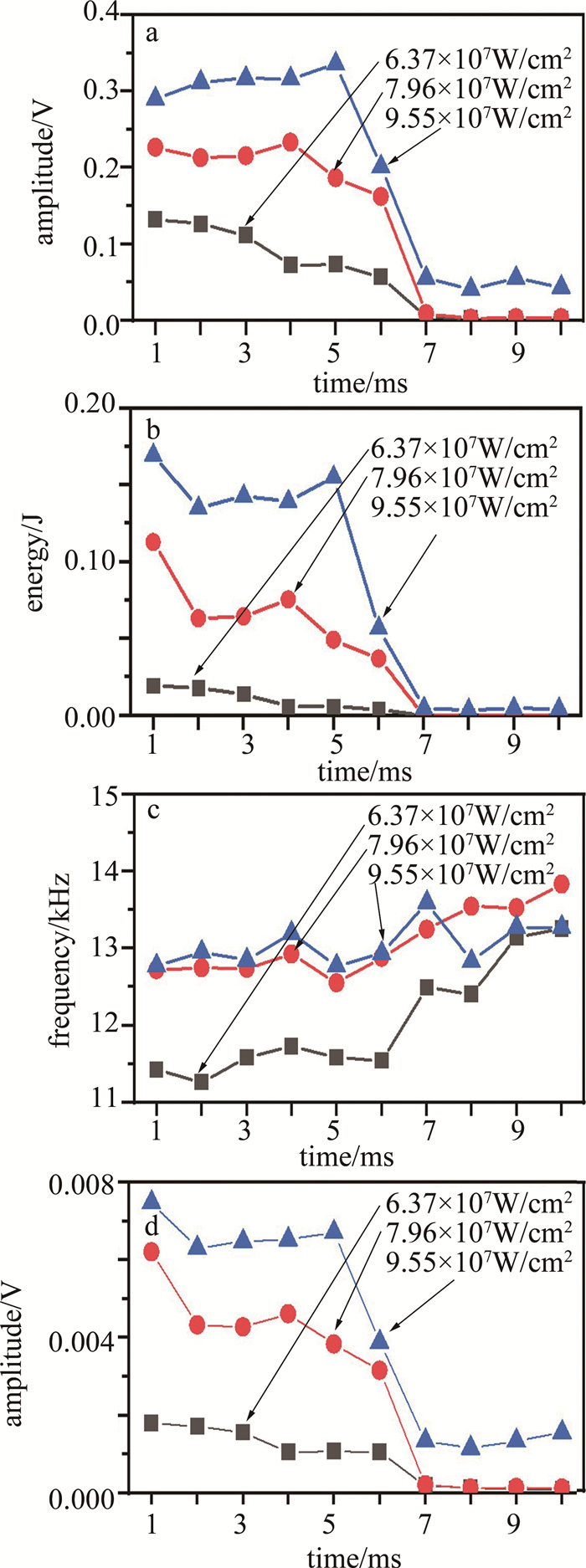
通过对信号的分析发现,激光烧蚀漆层、烧蚀基底和热弹性机制的声信号三者间存在显著的特征差别。频谱分析能够体现信号的内在特征,频谱中的最大频率分量及其频率、信号总能量是体现声音信号特征的主要指标。谱质心是声音信号的频率分布和能量分布的重要信息,理论上也能够表征清洗效果。通过对这些参数进行分析,由于声信号的主频与激光频率相同,筛选出最大频率分量fmax、信号能量E、谱质心对应的频率fx和幅值fy作为清洗特征参量。
图 9是10kHz激光清洗特征参量随清洗次数的变化曲线。其中,功率密度为6.37×107W/cm2的激光共清洗了20次,图中取了后10次的特征参量。最大频率分量、信号能量和谱质心幅值在除漆完成时大幅减小,激光直接作用基底时,等离子体声波的参量值也明显高于热弹性机制的声波。此外,由于滤波范围为9kHz~ 21kHz,随着除漆的进行,10kHz频率分量减小导致谱质心频率逐渐增大,热弹性机制下谱质心频率增长更明显。
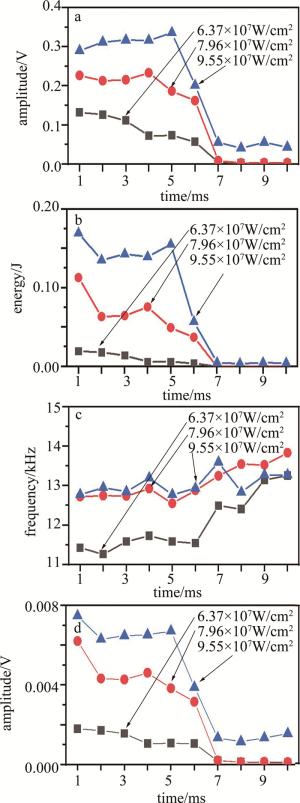
Figure 9. Acoustic characteristic parameter change curve
-
为了得到具有普适性的判别函数,又在15kHz和20kHz频率下使用7.96×107W/cm2, 6.37×107W/cm2, 4.775×107W/cm2的激光进行除漆实验并采集处理信号。运用统计软件SPSS,导入925组声信号数据,把样本数据根据其清洗阶段分为3类,先验概率均为1/3,最大频率分量fmax、频谱能量E、谱质心频率fx和幅值fy这4种特征参呈依序分别作为贝叶斯模型的自变量,利用694个学习样本进行训练并得到判别函数,用判别函数验证剩下231个样本所属类别。
由数据统计与服务解决软件对导入的样本数据标准化处理之后,根据变量之间的协方差和相关性关系得到表 3所示的结构矩阵,描述了变量和判别函数之间的汇聚组间相关性,得到基于4个变量的两个判别函数。由这2个判别函数得出表 4所示的特征值。由表 4可知,贝叶斯判别函数1的特征值为3.692,方差百分比91%;函数2的特征值为0.363,方差百分比9%,两者累计方差百分比达100%,呈正相关性。只有组间均值不等时贝叶斯判别分析才有意义,Wilks’ lambda值为组内平方和与总平方和之比, 能够描述组间差异,该值越大则各组均值越相近。同时对2个判别函数进行显著性检验,函数1、函数2的显著性值S远小于0.05,具有统计学意义。
Table 3. Structured matrix of function
function variable fmax E fx fy 1 -0.493 -0.331 0.138 -0.410 2 -0.002 -0.198 0.688 0.097 Table 4. Summary of Bayesian discriminant function
function eigen value variance/ % cumulative variance/% canonical correlation function test Wilks’ lambda S 1 3.692 91.0 91.0 0.887 1 though 2 0.156 0.00 2 0.363 9.0 100.0 0.516 2 0.734 0.00 在上述分析基础上,由数据统计软件得出如下的判别函数:
$ \begin{array}{l} {F_1} = 128.873{f_{\max }} - 90.903E + 0.004{f_x} - \\ \;\;\;\;\;\;\;\;4755.096{f_y} - 28.375 \end{array} $
(4) $ \begin{array}{l} {F_2} = - 41.814{f_{\max }} + 224.904E + 0.006{f_x} - \\ \;\;\;\;\;\;\;\;\;\;\;8701.853{f_y} - 39.253 \end{array} $
(5) $ \begin{array}{l} {F_3} = 41.599{f_{\max }} + 46.523E + 0.006{f_x} - \\ \;\;\;\;\;\;\;\;6749.774{f_y} - 41.639 \end{array} $
(6) 将训练样本带入判别函数验证准确率为92.8%,测试样本判别准确率为93.1%,分类结果不够理想。由于光声效应的研究表明激光功率密度和频率是影响声音信号的重要因素,为进一步提高判别的准确率,将激光功率密度I和清洗频率f也作为特征参量加入判别模型,再次使用数据统计软件建立贝叶斯判别模型。表 5中的结构矩阵描述了6个变量和判别函数之间的相关性,表 6为判别函数的特征值和显著性检验。对比表 6和表 4,新函数的特征值更高,特征值为判别函数组间平方和与组内平方和之比,该值越大, 则判别效果越好。
Table 5. Structured matrix of new function
function variable I f fmax E fx fy 1 0.005 0.123 -0.493 -0.331 0.138 -0.410 2 -0.022 0.356 -0.002 -0.198 0.688 0.097 Table 6. Summary of new Bayesian discriminant function
function eigen value variance/ % cumulative variance/% canonical correlation function test Wilks’ lambda S 1 7.781 84.3 84.3 0.941 1 though 2 0.046 0.00 2 1.454 15.7 100.0 0.770 2 0.408 0.00 (5) 式~(7)式为新的判别函数:
$ \begin{array}{l} {F_1} = 23.56I - 0.002f + 313.52{f_{\max }} - 91.491E + \\ \;\;\;\;\;\;\;\;0.026{f_x} - 29892.52{f_y} - 213.089 \end{array} $
(7) $ \begin{array}{l} {F_2} = 26.657I - 0.004f + 185.832{f_{\max }} + 227.298E + \\ \;\;\;\;\;\;\;\;\;0.034{f_x} - 38538.028{f_y} - 293.257 \end{array} $
(8) $ \begin{array}{l} {F_3} = 31.087I + 0.001f + 231.094{f_{\max }} + 36.895E + \\ \;\;\;\;\;\;\;\;\;0.028{f_x} - 35887.173{f_y} - 312.084 \end{array} $
(9) 再次代入样本验证判别效果,得到训练样本准确率为99%,测试样本准确率为98.7%,激光功率密度I和清洗频率f作为特征参量有效提高了判别模型的可靠性。
-
针对激光连续除漆的声学监测问题,作者提出一种基于贝叶斯判别的在线监测方法。
(1) 由于漆层与基底的损伤阈值以及声信号产生机制的不同,激光清洗过程的声信号呈现明显区别,不仅能监测激光除漆过程,还能判断基底是否损伤,为工艺研究提供帮助。
(2) 将激光能量密度、清洗频率和最大频率分量、频谱能量、谱质心频率和幅值等特征参量作为分类变量,建立贝叶斯判别函数能有效实现对激光除漆过程的监测,判别准确率可达到98.7%,具有进一步实用的潜力。
基于贝叶斯判别的激光除漆声学监测方法研究
Research on acoustic monitoring method of laser paint removal based on Bayesian discriminantion
-
摘要: 为了解决激光除漆声学监测方法难以满足实际生产需要的问题,采用贝叶斯判别方法进行了理论分析和实验验证,将除漆过程分为正在清洗、清洗完成且基底无损伤、基底损伤3种类别,结合光声效应分析除漆声信号在清洗过程的变化,提取特征参量建立判别模型,实现了对激光除漆的定量判别。结果表明,训练样本准确率达到99%,测试样本准确率达到98.7%。该方法具有较高的准确性和实用性,可为激光清洗声学监测的研究提供借鉴。Abstract: In order to solve the problem that acoustic monitoring method of laser cleaning is difficult to be practically applied, the Bayesian discriminant method was used to conduct theoretical analysis and experimental verification. The paint removal process was divided into three categories: cleaning, cleaning completed and no damage to the substrate, and damage to the substrate. Combining the photoacoustic effect, the change of the paint removal sound signal during the cleaning process was analyzed, the characteristic parameters were extraced to establish a discriminant model. The accuracy of training samples reaches 99%, and the accuracy of test samples reaches 98.7%. The results show that the method has high accuracy and practicability. It can provide a reference for the research of laser cleaning acoustic monitoring.
-
Key words:
- laser technique /
- laser cleaning /
- acoustic monitoring /
- Bayesian discriminantion /
- photoacoustic effect
-
Figure 8. Cleaning sound signal (6.37×107W/cm2)
a—the 17th cleaning b—the 18th cleaning
Figure 9. Acoustic characteristic parameter change curve
a—maximum frequency component b—signal energy c—frequency of spectral centroid d—magnitude of spectral centroid
Table 1. Laser parameters
wavelength/
nmpower/
Wfrequency/
kHzcleaning
speed/
(mm·s-1)pulse
width/
nsspot
diameter/
mm1064 10~100 10~500 ≤7000 100~200 0.2  下载: 导出CSV
下载: 导出CSV
Table 2. Mass fraction and atomicity fraction of element of paint surface
element mass fraction atomicity fraction C 0.5399 0.6774 O 0.3158 0.2974 Ba 0.1091 0.0120 Ca 0.0353 0.0133 total 1.0000 1.0000
下载: 导出CSV
Table 3. Structured matrix of function
function variable fmax E fx fy 1 -0.493 -0.331 0.138 -0.410 2 -0.002 -0.198 0.688 0.097
下载: 导出CSV
Table 4. Summary of Bayesian discriminant function
function eigen value variance/ % cumulative variance/% canonical correlation function test Wilks’ lambda S 1 3.692 91.0 91.0 0.887 1 though 2 0.156 0.00 2 0.363 9.0 100.0 0.516 2 0.734 0.00
下载: 导出CSV
Table 5. Structured matrix of new function
function variable I f fmax E fx fy 1 0.005 0.123 -0.493 -0.331 0.138 -0.410 2 -0.022 0.356 -0.002 -0.198 0.688 0.097
下载: 导出CSV
Table 6. Summary of new Bayesian discriminant function
function eigen value variance/ % cumulative variance/% canonical correlation function test Wilks’ lambda S 1 7.781 84.3 84.3 0.941 1 though 2 0.046 0.00 2 1.454 15.7 100.0 0.770 2 0.408 0.00
下载: 导出CSV
-
[1] SONG Q L, HU Zh F, LIANG X B, et al. Development and application of laser cleaning technology [J]. New Technology & New Process, 2019(4): 1-5(in Chinese). [2] QI X Sh, REN Zh G, LIU J Y, et al. Study on effect of laser derusting technology on properties of high speed train collector ring[J]. Laser Technology, 2019, 43(2): 168-173(in Chinese). [3] CHENG J, FANG Sh Ch, LIU D, et al. Technology and application of laser cleaning for metal surface[J]. Applied Laser, 2018, 38(6): 1028-1037(in Chinese). [4] ZHANG Z H, YU X Ch, WANG Y, et al. Experimental study about cleaning of tire molds with pulse YAG laser[J]. Laser Technology, 2018, 42(1): 127-130(in Chinese). [5] GUO N H, WANG J X, XIANG X. Study on laser cleaning process of sol-gel film optical surface[J]. Laser Technology, 2020, 44(2): 156-160(in Chinese). [6] LEI Zh L, TIAN Z, CHEN Y B. Laser cleaning technology in industrial fields[J]. Laser & Optoelectronics Progress, 2018, 55(3): 030005(in Chinese). [7] CHEN Sh X, YE Sh W, HONG Zh B, et al. Optimization of process parameters of laser cleaning metal coating based on ortho gonal experi-ment[J]. Applied Laser, 2020, 40(3): 492-496(in Chinese). [8] ZOU B. Mathematical model of laser plasma voice wave [J]. Mathe-matics in Practice and Theory, 2007(15): 65-69 (in Chinese). [9] LU Y F, HONG M H, CHUA S J, et al. Audible acoustic wave emission in excimer laser interaction with materials[J]. Journal of Applied Physics, 1996, 79(5): 2186-2191. doi: 10.1063/1.361182 [10] LEE J M, WATKINS K G. In-process monitoring techniques for laser cleaning[J]. Optics and Lasers in Engineering, 2000, 34(3): 429-442. [11] KIM T, LEE J M, CHO S H. Acoustic-emission monitoring during laser sock cleaning of silicon wafers[J]. Optics and Lasers in Engineering, 2005, 43: 1010-1020. doi: 10.1016/j.optlaseng.2004.07.004 [12] XU J, SUN Zh Y, ZHOU W M, et al. Real-time monitoring technique for laser cleaning rust deposite[J]. Acta Photonica Sinica, 2002, 31(9): 1090-1092 (in Chinese). [13] CAI Y, CHEUNG N H. Photoacoustic monitoring of the mass removed in pulsed laser ablation [J]. Microchem Journal, 2011, 97(2): 109-112. doi: 10.1016/j.microc.2010.08.001 [14] TSEREVELAKIS G J, POZO-ANTONIO J S, SIOZOS P, et al. On-line photoacoustic monitoring of laser cleaning on stone: Evaluation of cleaning effectiveness and detection of potential damage to the substrate[J]. Journal of Cultural Heritage, 2018, 35: 317-332. [15] TSEREVELAKIS G J, POULI P, ZACHARAKIS G. Listening to laser light interactions with objects of art: A novel photoacoustic approach for diagnosis and monitoring of laser cleaning interventions[J]. Heritage Science, 2020, 8(1): 17-21. doi: 10.1186/s40494-020-0360-0 [16] XU Y L. Qualitative analysis of metal materials based on photoacoustic effect and LIBS[D]. Fuzhou: Fuzhou University, 2017: 117-123(in Chinese). [17] ROSEMCWAIG A, GERSHO A. Photoacoustic effect with solids: A theoretical treatment[J]. Science, 1975, 190(4214): 556-557. doi: 10.1126/science.190.4214.556 [18] HORFMANN A, ARNOLD W. Calculation and measurement of the ultrasonic signals generated by ablating material with a Q-switch pulse laser[J]. Applied Surface Science, 1996(96/98): 71-75. [19] YANG H L, ZHENG Zh B. Research on bayesian discrimination and its application[J]. The Guide of Science & Education, 2020(3): 44-46 (in Chinese). [20] LI H. Statistical learning methods[M]. 2nd ed. Beijing: Tsinghua University Press, 2019: 59-61 (in Chinese). -

 点击查看大图
点击查看大图
计量
- 文章访问数: 4879
- HTML全文浏览量: 3334
- PDF下载量: 18
- 被引次数: 0
