 网站地图
网站地图









-
近年来,在汽车轻量化、工业材料多元化的趋势下,单一铝或钢产品的应用已不能完全符合碳中和的发展主题,因此,提升异种金属连接件性能显得尤为关键。铝/钢连接可以有效减重,实现节能减排,也可拓宽铝/钢材料应用范围[1],由于铝/钢熔点、延展性、热导率、密度等物理化学性质差异较大[2],导致焊后接头冷却过程中易产生FeAl、FeAl3、FeAl7、Fe2Al5、FeAl2等二元脆性化合物,降低接头质量,严重限制了在特定场景下的应用。
为了不断满足应用需求,国内外科技工作者尝试了多种方法来改善铝/钢焊接头质量。CAO等人[3]研究了中间层对铝/钢激光搭接焊的影响,结果表明:Cu/Ni复合中间层的加入充分改变冶金反应,有效减少Fe-Al二元化合物的生成,提升接头质量。BA等人[4]利用激光摆动技术研究了激光功率对铝/钢搭接焊的影响,结果表明:当激光功率为1.4 kW时能得到缺陷较少、抗拉强度明显提高的铝/钢接头。HAN等人[5]研究了不同搭接方式对铝/钢激光焊接接头影响,结果表明:采用铝下钢上的搭接方式获得的接头焊缝深宽比大于1,接头界面化合物主要为Fe2Al5,且形态和分布明显改善,接头抗剪强度相比铝上钢下焊接方式获得的焊接头也有明显提升。以上报道虽实现铝/钢有效连接,接头性能也有所改善,但存在的共同问题为:搭焊接头铝/钢相互接触面积较大,接头厚度增加,焊接件应用限制较大,而采用对接焊的方式可有效解决此问题。另外,当激光垂直作用于接头中央,因两者熔点差异,熔融不同步[6],增加焊接缺陷产生,接头性能无法保障。YANG等人[7]和CASALINO等人[8]采用激光向钢侧偏置的方式进行铝/钢焊接,结果表明:铝侧烧结现象减少,焊缝熔合良好,接头性能明显改善。
本文中将激光向钢侧偏置进行不等厚铝/钢对接焊实验,通过调整焊接参数获得性能良好的焊接头,并对焊缝微观组织进行深入分析。
-
实验材料为150 mm×65 mm×4 mm的304不锈钢和150 mm×65 mm×8 mm的6061铝。化学成分见表 1和表 2,力学性能见表 3。
表 1 304不锈钢化学成分(质量分数)
Table 1. Chemical composition(mass fraction)of 304 stainless steel
C Mn P S Si Cr Ni Fe ≤0.0008 ≤0.02 ≤0.00045 ≤0.0003 ≤0.01 ≤0.18~0.2 ≤0.08~0.105 balance 表 2 6061铝合金化学成分(质量分数)
Table 2. Chemical composition(mass fraction)of 6061 aluminum alloy
Si Mg Mn Cu Zn Fe Al ≤0.004~0.008 ≤0.008~0.012 ≤0.0015 ≤0.0015~0.004 ≤0.0025 ≤0.007 balance 表 3 6061铝和304不锈钢力学性能
Table 3. Mechanical properties of 6061 aluminum alloy and 304 stainless steel
type tensile strength/
MPayield strength/
MPabending strength/
MPahardness/
HV6061 aluminium 124 55.2 228 60 304 steel 520 205 40 200 -
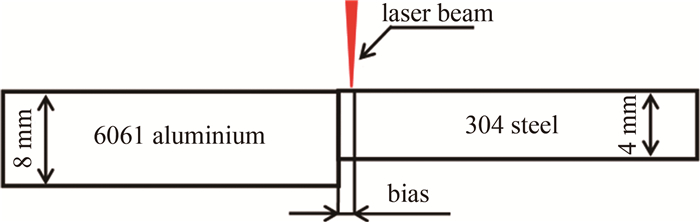
实验中采用德国通快公司型号为HL4006D的Nd∶YAG激光器。实验前先将待焊母材用砂纸去除表面氧化膜,并用丙酮对母材表面进行超声清洗、真空干燥炉烘干,然后将待焊母材用特定夹具固定在试验台上,将激光偏移至钢侧设定位置。焊接工艺参数见表 4,焊接示意图如图 1所示。
表 4 铝/钢激光焊接工艺参数
Table 4. Aluminum/steel laser welding process parameter
number power/
kWdefocus amount/
mmvelocity/
(m·min-1)offset/
mma 2.4 0 1.8 0.3 b 2.6 0 1.8 0.3 c 2.8 0 1.8 0.3 d 3.0 0 1.8 0.3 e 3.2 0 1.8 0.3 f 3.0 +2 1.8 0.3 g 3.0 0 1.8 0.3 h 3.0 -2 1.8 0.3 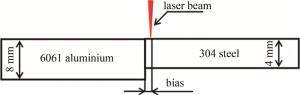
图 1 不等厚铝/钢激光对接焊示意图
Figure 1. Side view of laser butt welding
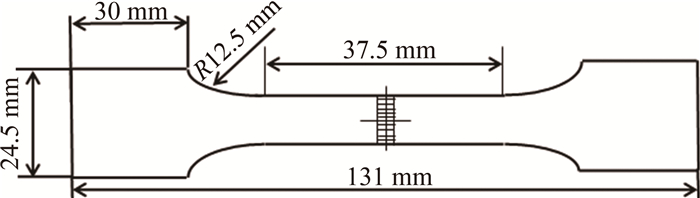
完成焊接实验后,切割获得标准拉伸试样(如图 2所示),利用万能试验机测试接头抗拉强度,并对拉伸断口进行X射线衍射物相分析。在焊接区域进行12 mm×10 mm金相切割和镶嵌打磨,用配比为(1.5 mL HF+2.5 mL HCl+3 mL HNO3+50 mL H2O)的凯勒试剂和FeAl3溶液分别对铝侧和钢侧进行15 s和30 s的腐蚀,在光镜下观察焊缝区域宏观形貌,利用扫描电镜及其配备的能谱分析仪(energy dispersive spectrometer,EDS)观察焊缝区微观组织形貌并分析元素组成。使用MH-60显微硬度仪在焊缝区域间距0.1 mm,进行载荷1.962 N保载时间10 s的显微硬度测试。
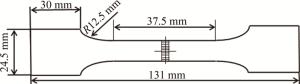
图 2 拉伸试样
Figure 2. Tensile specimen
-
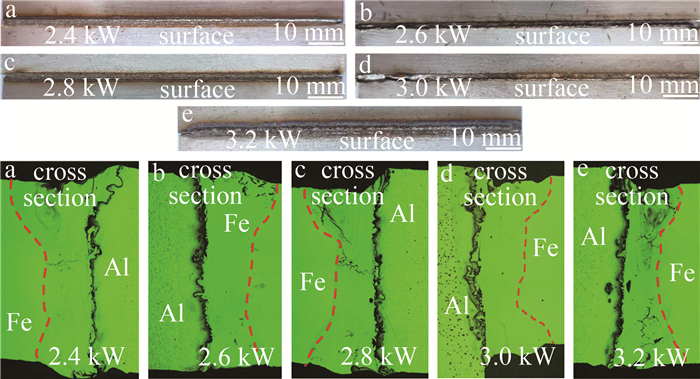
图 3a~图 3e(对应表 4中试样a~e)所示为激光功率在2.4 kW~3.2 kW内变化的接头表面与截面形貌。从图 3中表面形貌可知,随着激光功率的增加,焊缝表面平整度逐渐提升。激光功率2.4 kW时,焊缝表面凹陷明显;激光功率2.6 kW时,焊缝表面飞溅较多;激光功率升至3.0 kW,焊缝表面整体飞溅减少无明显裂纹,焊缝整体饱满均匀无塌陷,接头成型最为美观;激光功率升至3.2 kW时,焊缝熔宽明显增加,焊缝表面粗糙度增大。对照图 3a~图 3e截面形貌可以看到,随着激光功率的增大,焊缝整体形状由字母“Y”转变为字母“X”。激光功率3.0 kW时,焊缝上下熔宽比较接近,激光功率继续增加至3.2 kW,钢侧焊缝裂纹以及熔合线上气孔缺陷增多。
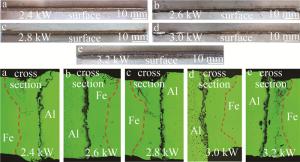
图 3 不同激光功率下接头形貌
Figure 3. Joint morphology under different laser power
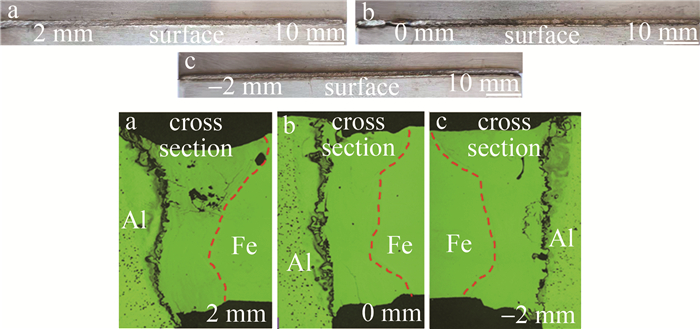
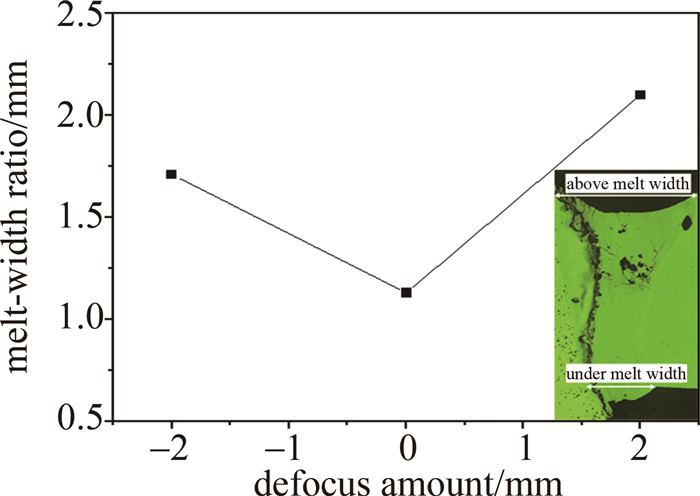
图 4a~图 4c(对应表 4中试样f~h)为保持激光功率3.0 kW、焊接速率1.8 m/min、偏移量0.3 mm、离焦量在2 mm~-2 mm内变化时接头表面与截面形貌。从图中可以看到,离焦量为2 mm时,焊缝表面飞溅较多且轻微塌陷;当离焦量变为0 mm时,此现象明显改善;当离焦量调整为-2 mm时,铝/钢两侧熔合比例适中,沿焊接方向无细小裂纹,焊缝无塌陷,表面成型最优。对照图 4a~图 4c的截面形貌可以看到,离焦量为2 mm时,接头焊缝上端塌陷最深,界面熔合线犬牙交错整体呈“S”形。焊缝中间区域存在明显的气孔和裂纹,其原因为熔池冷却过程中发生冶金反应生成铁-铝化合物并伴随出现裂纹、气孔、夹杂等缺陷[9-11]。离焦量变为-2 mm时,熔合线逐渐平直,铝侧熔融面积增大[12-13],焊缝上部塌陷消失,熔合线上咬边、气孔缺陷减少。离焦量由2 mm变为-2 mm时,焊缝上下熔宽比值由2.1变为1.77(见图 5),这是由于离焦量由正到负变化,接头底端熔融增多,同一焊缝上下熔宽逐渐接近。综合可知,本实验中激光功率3.0 kW、焊接速率1.8 m/min、偏移量0.3 mm、离焦量-2 mm时,获得的接头表面和截面形貌最好、缺陷最少,所以此焊接工艺最为稳定。
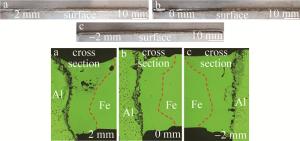
图 4 不同离焦量下接头形貌
Figure 4. Joint topography under different defocus amount
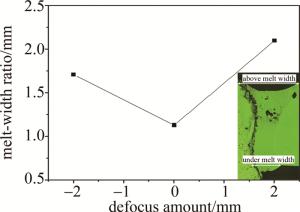
图 5 离焦量与熔宽变化关系
Figure 5. Relationship between the defocus and melt width
-
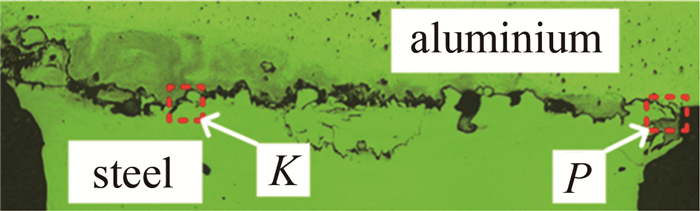
图 6为试样h(见图 4c)焊缝截面的宏观形貌。图 7a为图 6焊缝标记区域(见K点)的放大图,图 7b为图 6焊缝标记区域(见P点)的放大图。图 7a和图 7b中标记点1~7为光镜下观察到的组织形态。从图 7a和图 7b中可知,在标记点1和7处存在沿钢侧连续锯齿状物质生成。在其他学者[13-14]的研究中也同样表明,与标记点1、7处形态类似的锯齿状物质为Fe4Al13,其生成原因与紧邻钢侧有关。标记点2、3、4处分别能观察到絮状、正方形块状和米粒状物质,标记点5、6处为粗大和细小针状混合物,同时可观察到标记点2~6都位于界面或铝浓度较高的铝侧焊缝内。同样有学者[15-17]研究发现,标记点2~6针状、棒状物为FeAl3、FeAl以及Fe4Al13。因此图 7a和图 7b靠近铝侧焊缝标记点2~6应为富铝相铁-铝化合物。
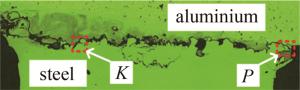
图 6 离焦量为-2 mm时铝/钢焊缝分析位置
Figure 6. Aluminum/steel analysis position of -2 mm defocus
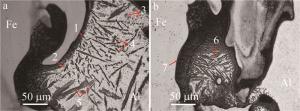
图 7 离焦量为-2 mm时接头焊缝宏观组织
Figure 7. Macrostructure of -2 mm defocus joint weld
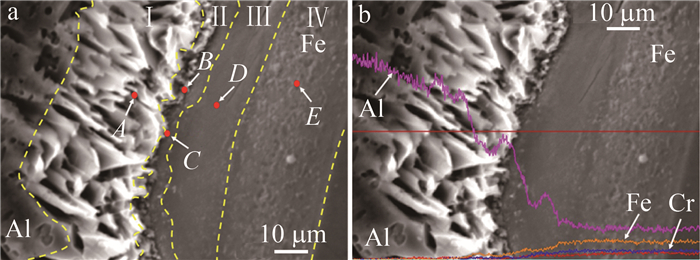
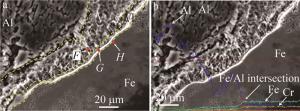
图 8a和图 8b为图 6中K点的微观组织形貌图。A~E点的能谱仪(energy dispersive spectrometer,EDS)分析结果见表 5。图 8a中区域划分依据为图 8b中铁、铝元素含量曲线的变化趋势。由图 8b可知,在区域Ⅰ~Ⅲ内铝元素含量呈陡坡式下降,铁元素含量缓慢上升,进入区域Ⅳ后铁铝原子比例稳定在2:3,因此判断Ⅰ~Ⅲ为过渡区,Ⅳ为稳定区。在图 8a区域Ⅰ内可观察到形状不规则的大面积絮状物,在其上A点测得铁原子的原子数分数为0.16,铝原子的原子数分数为0.7527,结合A点铁、铝原子比例以及常温下铁在铝中的溶解度可知,铁原子以化合物的形式存在于此处,A点及其周围发生Al+Fe2Al5=2FeAl3反应[11],因此A处化合物为FeAl3,另有Al基固溶体生成。在图 8a区域Ⅱ内能明显观察到界面熔合线,熔合线上B点测得铁原子的原子数分数为0.4508,铝原子的原子数分数为0.3071,铬原子的原子数分数0.1404,由于B点紧邻钢侧铁含量较高,又在铁、铝冶金反应中根据吉布斯自由能铁-铝化合物生成的难易程度,一般认为Fe2Al5最先生成[18],综合铁、铝原子比例关系推断B点生成化合物为Fe2Al5。标记点C与区域Ⅰ中A点原子比例相似,推断两点存在化合物一致。除此之外熔合线上还存在冷却过程中元素Cr的富集结晶现象。图 8a区域Ⅲ、Ⅳ形貌平整,钢侧焊缝特征明显。D和E两点EDS元素检测显示,铁、铝原子含量比例稳定在3:2,由于区域Ⅲ、Ⅳ位于钢侧焊缝,又有D、E两处铝原子含量未超出在铁中最大溶解度32%[13],因此铝应以固溶体形式在钢侧焊缝与析出的Cr共存。综合A~E 5点原子比例可知,区域Ⅰ、Ⅱ内分布大量铁-铝化合物及固溶体组织,微观形态呈絮状,垂直于界面熔合线向铝侧生长;区域Ⅲ、Ⅳ铝原子扩散厚含量不高,化合物生成较少。

Table 5. Chemical elements and phase composition (atomic fraction) of the marked region in Fig. 8 and Fig. 9
location element phase composition Fe Al Cr A 0.16 0.753 0.032 FeAl3,Al solid B 0.451 0.307 0.140 Fe2Al5,Fe solid,Cr C 0.139 0.756 0.039 FeAl3,Al solid D 0.462 0.309 0.141 Al,Fe solid,Cr E 0.475 0.273 0.152 Al,Fe solid,Cr F 0.235 0.730 0.019 Fe4Al13,Cr G 0.582 0.172 0.177 Al solid,Cr,Fe3Al H 0.581 0.173 0.172 Al solid,Cr,Fe3Al 图 9a和图 9b为图 6中位置P的微观组织形貌。F~H点的EDS分析结果见表 5。图 9a中区域划分依据为图 9b中铁、铝元素含量曲线的变化趋势。在图 9a中区域Ⅴ内可明显看到“蜂巢状”组织,其左侧为铝基腐蚀后典型特征。区域Ⅴ左侧虚线位置出现微观裂纹,原因是:左侧组织为铝基,与右侧铁-铝原子扩散后形成组织有明显区别,在两者交界位置产生应力集中,故沿区域Ⅴ左边界黄色虚线出现微观裂纹。对区域Ⅴ内位于界面铝侧组织上F点进行元素检测结果显示,铁、铝、铬原子比例约为4:13:1,Fe原子的原子数分数远低于Al。WEI等人[18]的研究表明:紧邻熔合线铝侧内会生成不均匀的Fe4Al13。结合本文中EDS检测结果,F点生成物质应为Al固溶体+Fe4Al13,同时还存在钢熔融后析出的Cr。另一可能是:铁原子数分数介于0.50~0.55范围之内,Cr原子和Fe原子发生反应生成了脆性相Fe2CrAl[19]。区域Ⅵ内存在明显铝/钢熔合线,其上G点及其右侧H点的元素检测显示,铁、铝、铬原子比例为3∶1∶1,由原子比例可知,此区域铝原子的原子数分数较低,焊缝冷却过程中可与铁充分反应被完全消耗,结合X射线衍射仪(X-ray diffraction,XRD)物相检测结果,生成组织为富铁相Fe3Al+单质Cr。
通过对图 6中焊缝截面位置K、P点的微观组织(见图 8和图 9)对比分析可知,焊缝标记点K处主要组织为FeAl3、Fe2Al5以及Fe、Al固溶体,标记点P处生成化合物为Fe4Al13、Fe2AlCr和Fe3Al。其原因为K和P分别处于焊缝中、下部,激光作用下铁-铝扩散情况不同,焊缝上部K处对于生成连续铁-铝化合物层表现出了更大的趋向性[20]。
由图 8和图 9中标记点A~H的EDS元素(见表 5)和XRD(见图 10)物相分析可知,铝/钢焊缝存在众多铁-铝化合物,其中Fe3Al只在铝侧及界面少量出现(见图 8a中区域Ⅰ和Ⅱ),FeAl3、Fe2Al5、FeAl在焊缝含量较多分布无明显规律。从XRD衍射峰强度可知,除铁-铝化合物外,焊缝部分位置还存在铁、铝固溶体组织。

图 10 铝/钢界面XRD检测结果
Figure 10. XRD results of aluminum/steel interface
图 11a~图 11d分别为熔池冷却演变过程示意图。结合铝/钢实际焊接过程可知,熔池存在时间极短[11](小于1 s)。由铁-铝相变(见图 12)可以看到,当温度处于1538 ℃以上时形成熔池铁铝快速扩散,随着温度下降,α-Fe固溶体大量析出,温度降至1171 ℃左右,熔池内铝浓度持续增高,铁、铝发生多种冶金反应生成Fe2Al5,FeAl,FeAl3,在界面区域能观察到针状和锯齿状物质(见图 7);当温度降低至660 ℃以下,熔池基本成型凝固,已形成化合物在余温影响下继续消耗焊缝界面区残留铁铝原子,发生进一步反应[18]生成富铝相Fe4Al13或富铁相Fe3Al。最终焊缝完全冷却成型。
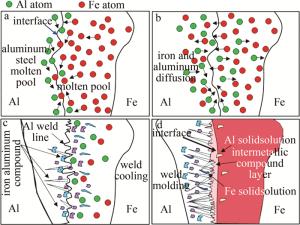
图 11 铝/钢界面组织演变分析
Figure 11. Analysis on the evolution of aluminum/steel interface microstructure
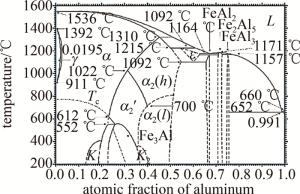
图 12 Fe-Al二元合金相图[12]
Figure 12. Fe-Al two-component phase diagram
-
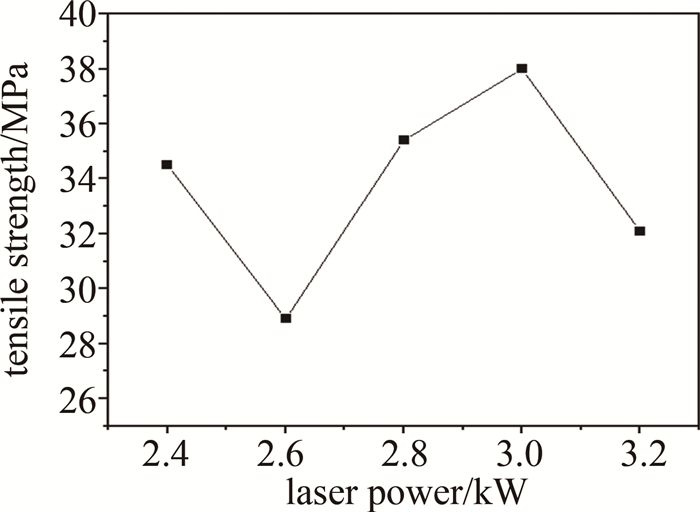
图 13为图 3a~图 3e拉伸件的抗拉强度关系图。由图可知,随着激光功率增大,接头抗拉强度整体缓慢上升,其中激光功率为3 kW时,接头抗拉强度达到最大38 MPa,激光功率继续升至3.2 kW,接头抗拉伸强度出现下降。图 14为图 4a~图 4c拉伸件拉伸强度柱状图。由图可知,离焦量由2 mm变为-2 mm时,接头抗拉强度提升显著,其中离焦量为-2 mm时,接头抗拉伸强度达到最高57.7 MPa。
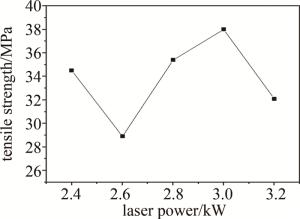
图 13 激光功率与拉伸强度关系
Figure 13. Relationship between laser power and tensile strength
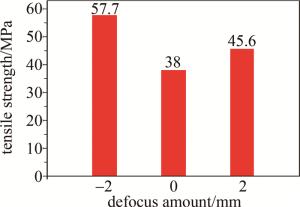
图 14 离焦量与拉伸强度关系
Figure 14. Relationship between defocusing amount and tensile strength
图 15a和图 15b为图 6接头断口铝侧和钢侧表面微观形貌。断口表面1~4点EDS分析结果见表 6。在图 15中铝侧和钢侧断口表面均未发现拉伸韧窝,而大面积存在细小撕裂纹,这说明铝/钢焊接拉伸断口为脆性断裂。在图 15a铝侧可以看到拉伸断裂形貌呈现河流浪花状,存在诸多细小剥落层状结构。在图 15b钢侧断口表面能明显看到较多密集条状物质与密集“蜂窝孔”状结构存在。根据图 15中标记点1、2 EDS能谱元素分析结果可知,判断标记点1和2所处位置的组织结构为FeAl与少量FeAl3及Fe2CrAl的混合物,其中脆性Fe2CrAl相的存在严重降低接头质量。3和4处存在条状和孔状结构,经EDS能谱元素分析为拉伸过程中脆性化合物Fe4Al13解离、脱落形成。除此之外,铝/钢断口表面还存在较多凹陷,EDS检测显示凹陷内存在化合物Fe3Al。由LIU等人[21]的研究可知,利用第一性原理计算FeAl2、Fe3Al相对于其它铁-铝化合物表现出韧性。因此拉伸凹陷形成由化合物Fe3Al拉伸断裂造成。

图 15 离焦量为-2 mm时接头拉伸断口形貌
Figure 15. Tensile fracture morphology of -2 mm defocus joint
表 6 图 15断口标记区域化学元素及相组成(原子数分数)
Table 6. Chemical elements and phase composition (atomic fraction) of the fracture marked region in Fig. 15
location element phase composition Fe Al Cr 1 0.106 0.754 0.044 Al solid、FeAl3 2 0.211 0.626 0.098 FeAl3 3 0.192 0.667 0.018 Fe3Al 4 0.035 0.878 0.010 Al solid 图 16为图 6焊缝截面显微硬度测试。由图可知,以铝/钢界面为起点向两侧拓展对焊缝区域进行显微硬度测试。其中在铝/钢界面区域硬度值(60 HV~500 HV)波动较大,原因为铝/钢界面在铝/钢液态下熔池相互混合冷却过程中生成种类繁杂,且脆硬不一的铁-铝化合物及固溶体;进入钢侧焊缝后,由EDS分析结果可知,此区域组织成分稳定,少量铝元素扩散起到固溶强化作用,硬度平均值(536 HV)为整个焊缝区域最高;随着向钢侧不断延伸,硬度值快速下降,直至钢侧母材,硬度值在200 HV上下浮动。
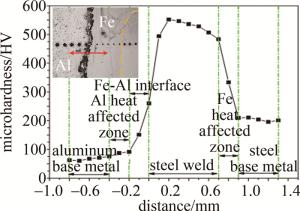
图 16 离焦量为-2 mm时接头焊缝区域显微硬度
Figure 16. Microhardness of -2 mm defocus joint weld region
-
(1) 激光功率3.0 kW、焊接速率1.8 m/min、离焦量0 mm、激光偏移量0.3 mm时,接头抗拉强度达到38 MPa。保持其它焊接参数不变,离焦量为-2 mm时,接头抗拉强度提升至57.7 MPa,达到铝合金母材的40%。
(2) 调整离焦量促进熔池流动,焊缝表面裂纹、气孔缺陷改善,界面熔合线更加整齐。离焦量为-2 mm时,接头焊缝中上部界面区域生成化合物为FeAl3,FeAl,Fe2Al5,底部生成化合物为Fe4Al13,Fe3Al,FeAl3。
(3) 接头拉伸断裂模式为脆性断裂,断裂行为发生在铝/钢界面过渡层,界面区域由于铁-铝化合物分布不均使显微硬度在60 HV~500 HV内波动。
(4) 断口表面化合物主要为Fe3Al,FeAl3,FeAl及Fe4Al13。部分拉伸断裂形成的凹陷处检测发现化合物Fe3Al,拉伸断裂形成的片层状结构上检测发现化合物FeAl3,FeAl,Fe4Al13。
不等厚铝/钢激光焊接接头组织与性能研究
Study on microstructure and properties of laser welded joints of aluminum/steel with different thickness
-
摘要: 为了改善铝/钢连接性能, 采用激光技术通过调整工艺参数获得了拉伸强度达到铝母材40%的不等厚铝/钢对焊接头, 并对接头焊缝组织、界面化合物、力学性能展开了分析。结果表明, 焊接速率为1.8 m/min、激光向钢侧偏置0.3 mm、离焦量为0 mm、激光功率为3.0 kW时, 接头抗拉强度达到38 MPa; 保持其它焊接参数不变, 离焦量为-2 mm时, 接头抗拉强度进一步提升至57.7 MPa, 焊缝截面形状由酒杯状变为束腰状, 熔合线更加整齐, 附近裂纹、气孔缺陷明显减少; 焊缝界面区域物相衍射与能谱分析表明, 沿熔合线垂直方向生长的化合物为脆韧程度不尽相同的FeAl、FeAl3、Fe2Al5和Fe2CrAl、Fe3Al; 接头整体拉伸断裂模式为脆性断裂, 断口表面部分位置连接强度较好, 呈凹陷状, 检测发现Fe3Al。此研究结果在提升车身铝/钢连接处性能、车身减重以及节能减排方面具有重要现实意义。Abstract: In order to improve the performance of aluminum/steel connection, an unequal thickness aluminum/steel pair welding head whose tensile strength is 40% of that of the aluminum alloy base metal was obtained using the laser technology by adjusting the process parameters. The joint weld structure, interface compounds, and mechanical properties were analyzed. The results show that the welding speed is 1.8 m/min, the laser is biased to the steel side by 0.3 mm, the defocusing amount is 0 mm, the laser power is 3.0 kW, and the tensile strength of the joint reaches 38 MPa, respectively. With the other welding parameters unchanged, when the defocus amount is -2 mm, the tensile strength of the joint is further increased to 57.7 MPa, the shape of the weld section changes from wine cup shape to corset waist, the fusion line is more neat, and the cracks and porosity defects near it are significantly reduced. Phase diffraction and energy dispersive spectrometer in the interface area of the weld showed that the compounds grown vertically along the fusion line were FeAl, FeAl3, Fe2Al5 and Fe2CrAl and Fe3Al with different degrees of brittleness. The overall tensile fracture mode of the joint is brittle fracture, the connection strength at some positions on the fracture surface is good, showing a concave shape, and Fe3Al is found through inspection Fe3Al. The results of this study are improving the performance of aluminum/steel joints in the bodywork, weight reduction and energy saving and emission reduction are of great practical significance.
-
图 11 铝/钢界面组织演变分析
Figure 11. Analysis on the evolution of aluminum/steel interface microstructure
图 14 离焦量与拉伸强度关系
Figure 14. Relationship between defocusing amount and tensile strength
表 1 304不锈钢化学成分(质量分数)
Table 1. Chemical composition(mass fraction)of 304 stainless steel
C Mn P S Si Cr Ni Fe ≤0.0008 ≤0.02 ≤0.00045 ≤0.0003 ≤0.01 ≤0.18~0.2 ≤0.08~0.105 balance  下载: 导出CSV
下载: 导出CSV
表 2 6061铝合金化学成分(质量分数)
Table 2. Chemical composition(mass fraction)of 6061 aluminum alloy
Si Mg Mn Cu Zn Fe Al ≤0.004~0.008 ≤0.008~0.012 ≤0.0015 ≤0.0015~0.004 ≤0.0025 ≤0.007 balance
下载: 导出CSV
表 3 6061铝和304不锈钢力学性能
Table 3. Mechanical properties of 6061 aluminum alloy and 304 stainless steel
type tensile strength/
MPayield strength/
MPabending strength/
MPahardness/
HV6061 aluminium 124 55.2 228 60 304 steel 520 205 40 200
下载: 导出CSV
表 4 铝/钢激光焊接工艺参数
Table 4. Aluminum/steel laser welding process parameter
number power/
kWdefocus amount/
mmvelocity/
(m·min-1)offset/
mma 2.4 0 1.8 0.3 b 2.6 0 1.8 0.3 c 2.8 0 1.8 0.3 d 3.0 0 1.8 0.3 e 3.2 0 1.8 0.3 f 3.0 +2 1.8 0.3 g 3.0 0 1.8 0.3 h 3.0 -2 1.8 0.3
下载: 导出CSV
Table 5. Chemical elements and phase composition (atomic fraction) of the marked region in Fig. 8 and Fig. 9
location element phase composition Fe Al Cr A 0.16 0.753 0.032 FeAl3,Al solid B 0.451 0.307 0.140 Fe2Al5,Fe solid,Cr C 0.139 0.756 0.039 FeAl3,Al solid D 0.462 0.309 0.141 Al,Fe solid,Cr E 0.475 0.273 0.152 Al,Fe solid,Cr F 0.235 0.730 0.019 Fe4Al13,Cr G 0.582 0.172 0.177 Al solid,Cr,Fe3Al H 0.581 0.173 0.172 Al solid,Cr,Fe3Al
下载: 导出CSV
表 6 图 15断口标记区域化学元素及相组成(原子数分数)
Table 6. Chemical elements and phase composition (atomic fraction) of the fracture marked region in Fig. 15
location element phase composition Fe Al Cr 1 0.106 0.754 0.044 Al solid、FeAl3 2 0.211 0.626 0.098 FeAl3 3 0.192 0.667 0.018 Fe3Al 4 0.035 0.878 0.010 Al solid
下载: 导出CSV
-
-

 点击查看大图
点击查看大图

计量
- 文章访问数: 9261
- HTML全文浏览量: 3725
- PDF下载量: 41
- 被引次数: 0
