 网站地图
网站地图

-
水导激光加工技术是将传统的激光加工技术与水射流加工技术相结合,基于激光可在圆柱形水束水气界面发生全反射原理,利用水射流对激光进行引导,从而将激光作用于材料表面[1]。相比于传统激光加工技术,水导激光加工技术既能达到激光烧蚀材料加工的目的,又能利用水射流的冷却、冲击作用减少热影响区以及去除加工过程中残渣等优点,有效地提高了加工的质量[2]。从初始时COLLADON等人发现并描述的“导光喷泉”现象[3-4],到RICHERZHAGEN[5-6]对水射流导光现象进行深入研究,验证了水射流引导激光的可行性。水导激光加工技术以其独有的加工优势,在微细加工技术领域得到了快速的发展,被广泛应用在航空航天、生物医疗、微电子等行业[7-8]。
水-光耦合传能规律是水导激光加工质量和效率的关键。SPIEGEL等人[9]研究得出水束中激光的非线性受激喇曼散射现象对激光在水束中的传输有着一定衰减的作用。SALENKO等人[10]分析得出水导激光中水束的流场波动会导致水束光纤截面光强发生变化。COUTY等人[11]将高斯激光与水束进行耦合,研究不同数值孔径、不同喷嘴直径、入射激光焦点位置对水束中激光光斑分布形态的影响,得出通过增加激光数值孔径以及采取适当的偏向耦合,有助于提高水束中激光传输截面的光强分布均匀。COUTY等人[12]还研究了在不同的耦合和射流速度条件下,高功率激光诱导产生的水射流破裂现象。LI[13]通过对激光与水束耦合对准过程中的各种偏差进行仿真分析,并对水束中输出功率密度分布和输出能量进行实验测量分析。ZHANG等人[14]研究发现, 海洋湍流参量对非均匀偏振光束在海水中的传输特性占主导影响。DENG等人[15]模拟了激光与水束的耦合效应,探究了不同数值孔径、不同水束直径及速度下传输过程中的温度分布。ZHANG等人[16]仿真分析了激光在不同焦距及水束光纤直径下沿轴向传输的能量分布,实验验证耦合后的水束中激光能量密度分布呈现高斯分布。
上述文献中主要通过对水-光耦合过程中激光束的质量、水束的稳定状态和激光与水束耦合对准时的相对位置关系等因素对水束光纤中激光能量的影响进行研究,而对影响水束中激光功率密度分布的激光功率、水束长度、水压等因素目前还缺少系统的研究。本文中通过对传统凸透镜聚焦模式下获得的激光束进行分析,并将聚焦后的激光束与水束耦合,通过对激光与水束的耦合对准仿真分析与实验验证,对激光在不同水束长度段的传输效率进行研究,并进一步分析不同激光功率、不同水束压力条件下及不同水束长度下的激光功率密度分布,深入分析水导激光中水-光耦合传能规律,提高激光在水束中的能量传输效率。
-
水导激光技术的核心是激光能够在水束中传输,前提条件是激光焦斑直径小于水束直径和激光能够在水束中发生全反射作用。
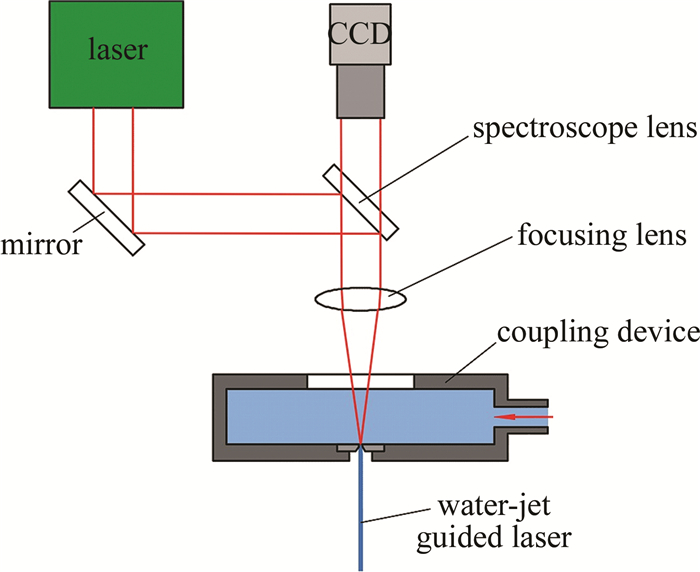
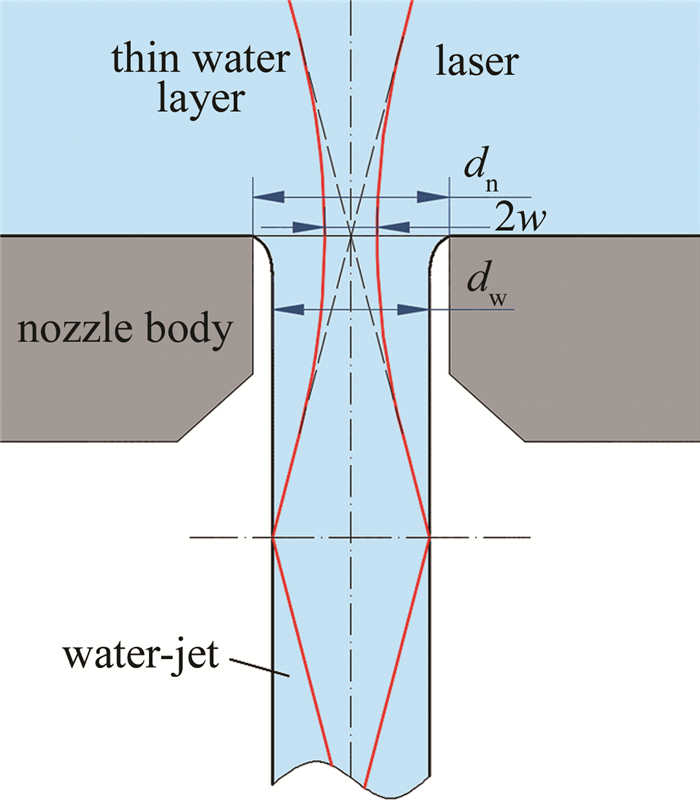
激光在喷嘴孔入口面与水束进行耦合对准,如图 1所示。
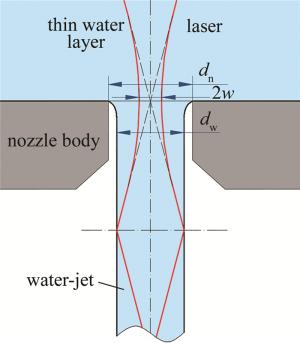
Figure 1. Schematic diagram of laser and water-jet coupling
为避免激光烧蚀喷嘴,影响实际加工质量,激光光斑尺寸与水束直径在喷嘴孔处关系必须满足以下公式:
$ 2 w <d_{\mathrm{w}}=\alpha d_{\mathrm{n}} $
(1) 式中,w为激光焦点半径,dw为水束直径,dn为喷嘴孔直径,α为收缩系数。
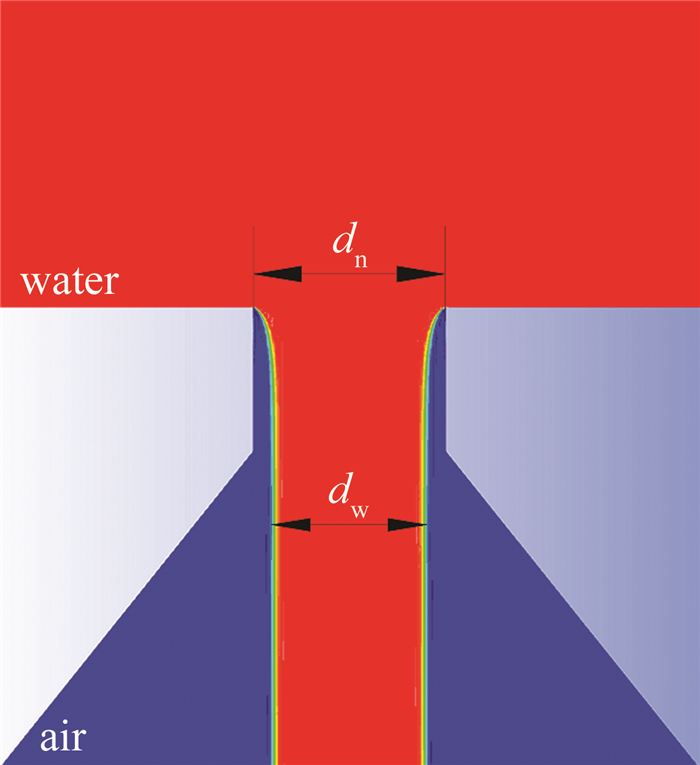
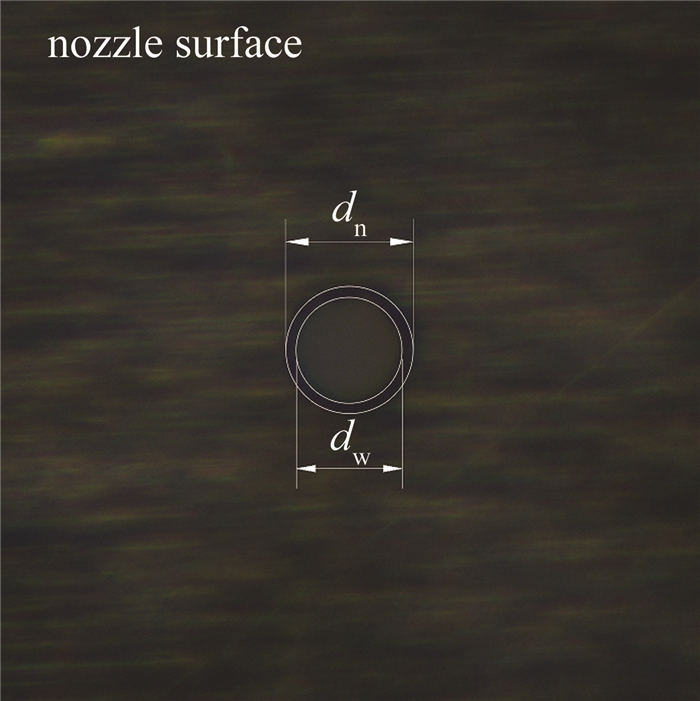
由于水束的缩流效应[17],实际水束直径小于喷嘴孔直径。对喷嘴处进行流场仿真分析(如图 2所示),得出收缩系数αs=dw/dn≈0.83。在水束下方放置一反射镜,再利用工业相机——电荷耦合器件(charge-coupled device,CCD)观察到喷嘴孔入水口面处,如图 3所示。喷嘴孔中亮斑即为实际水束直径,可得收缩系数αe≈0.83。所得参数与参考文献中接近[18-19],下文中收缩系数α默认为0.83。
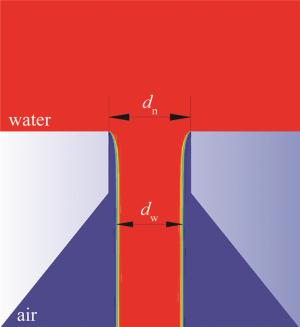
Figure 2. Flow field simulation diagram at nozzle hole

Figure 3. Shrinkage diagram obtained by experiment
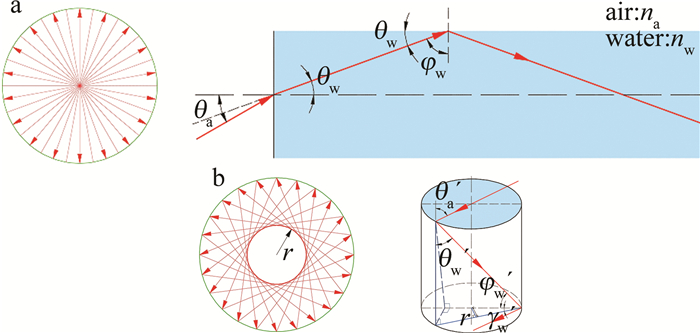
激光能够在水束中发生全反射作用是激光能够在水束中传输的重要条件。水束为圆柱形水射流,激光在水中的折射率保持不变,所以水束可视为多模阶跃折射率光纤。基于光在光纤中的传输特性及光线理论分析,激光在水束光纤中的传输可以分为子午光线和斜光线传输。子午光线的传输路径必经过光纤中心轴,与此相反,与光纤中心轴不相交的光线为斜光线[20]。水束光纤中子午光线和斜光线占比不同也会对激光功率密度分布情况产生影响,如图 4所示。
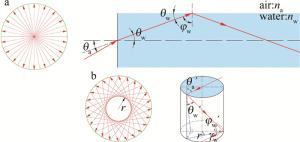
Figure 4. Analysis of light transmission type after laser coupled water beam fiber
激光在喷嘴出射的水束与空气界面形成全反射,根据斯奈尔折射定律,由图 4a中几何关系可以得到子午光线在水束中发生全反射时的临界角θw与光线进入水束时的最大入射角θa:
$ \sin \varphi_{\mathrm{w}}=\cos \theta_{\mathrm{w}}=\frac{n_{\mathrm{a}}}{n_{\mathrm{w}}} $
(2) $ \theta_{\mathrm{w}}=\arcsin \left[\sqrt{1-\left(\frac{n_{\mathrm{a}}}{n_{\mathrm{w}}}\right)^2}\right] $
(3) $ \theta_{\mathrm{a}}=\arcsin \left[\sqrt{\left(\frac{n_{\mathrm{w}}}{n_{\mathrm{a}}}\right)^2-1}\right] $
(4) 式中,na和nw分别为激光在空气与水中的折射率,φw是水束中子午光线发生全反射时临界角的余角,也即子午光线与法线的夹角。
斜光线与光纤中心轴不相交,由图 4b中几何关系得斜光线在水束中发生全反射时的临界角θw′与斜光线进入水束时的最大入射角θa′:
$ \sin \theta_{\mathrm{w}}{ }^{\prime} \cos \gamma_{\mathrm{w}}{ }^{\prime}=\sqrt{1-\left(\frac{n_{\mathrm{a}}}{n_{\mathrm{w}}}\right)^2} $
(5) $ \theta_{\mathrm{w}}{ }^{\prime}=\arcsin \left[\frac{1}{\cos \gamma_{\mathrm{w}}{ }^{\prime}} \sqrt{1-\left(\frac{n_{\mathrm{a}}}{n_{\mathrm{w}}}\right)^2}\right] $
(6) $ \theta_{\mathrm{a}}{ }^{\prime}=\arcsin \left[\frac{1}{\cos \gamma_{\mathrm{w}}{ }^{\prime}} \sqrt{\left(\frac{n_{\mathrm{w}}}{n_{\mathrm{a}}}\right)^2-1}\right] $
(7) 式中,γw′是水束中斜光线在横截面处的投影与法线的夹角。
-
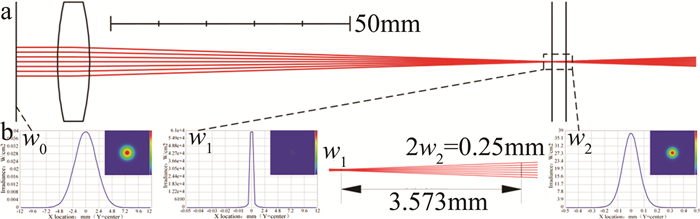
基于工业适用性考虑,现有的激光器发出的激光束一般都是高斯光束,仿真中聚焦前初始出射光束设置为高斯光束模式,初始光束截面具有高斯函数曲线分布特性。激光波长1064nm,初始光束束腰直径6mm,激光功率1W,实验中采用直径0.30mm喷嘴孔,根据水束的收缩效应计算,实际水束直径约为0.25mm,所以仿真中也采用0.25mm直径的理想圆柱体水束。与传统的激光加工聚焦方式相同,将高斯光束通过凸透镜(焦距100mm)聚焦,光线追迹图如图 5a所示,观察在焦点w1处以及焦点后束宽与水束半径相同, 即w2=0.125mm位置处的截面光线分布情况, 如图 5b所示,聚焦后光束束腰直径需小于水束直径。通过对经凸透镜聚焦后光束特性及与水-光耦合后水束中的光束特性仿真分析,探究激光与水束耦合后不同水束长度段的激光传输形态分布。
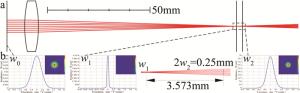
Figure 5. Simulation of Gaussian beam focusing
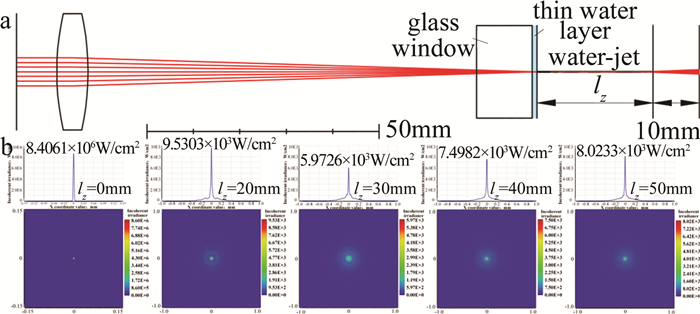
将高斯光束通过凸透镜聚焦后与水束进行耦合,令高斯光束聚焦后的焦点与圆柱形水束初始面中心重合(见图 1)。如图 6所示,lz为水束长度,选取水束初始面,即lz=0mm时为第1个观测面。通过对图 5中激光聚焦观察分析,水束长度lz至少需要大于3.573mm时,激光在水束中才会发生全反射,另有通过对水束稳定性进行实验,得出在0MPa,1MPa,2MPa处水束稳定长度均大于60mm,因此选取水束长度lz分别为20mm,30mm,40mm和50mm时,水束后10mm处为观测面,分别对这5个面处的激光功率密度分布情况进行分析。
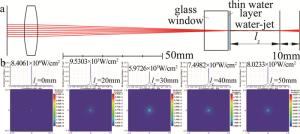
Figure 6. Simulation of focusing laser and water-jet coupling
通过观察图 6b中激光与水束耦合后5个面处不同水束长度下激光功率密度分布情况,可以看出, 当激光与水束耦合后,在水束长度为零时,激光尚未在水束中发生全反射,激光功率密度分布与聚焦图中焦点位置截面几乎一致;不考虑水束对激光的吸收、散射等衰减作用,在水束长度lz分别为20mm, 30mm, 40mm和50mm时,激光功率密度峰值分布与理论值存在一定差异,并未呈现稳定趋势,存在一定的波动,这是由于在不同水束长度下,激光在水束中的全反射次数与光路长度各不相同,这也导致了激光功率密度分布形状、截面曲线等存在些许差异。
-
激光在水束中传输时,由于水对激光的吸收、散射等作用存在,激光能量随着水束长度的变化而存在一定的衰减。当激光传输距离较短时,激光在水中的衰减规律符合比尔-朗伯定律(Beer-Lambert law):
$ P=P_0 \exp (-\beta L) $
(8) 式中,P0和P分别是传输距离为0和L时的激光功率(W);β是包括吸收和散射在内的衰减系数(m-1)。
由(8)式可知,激光在水束中的传输效率与衰减系数和传输距离有关,通过对比不同水束长度下激光功率变化设计实验。
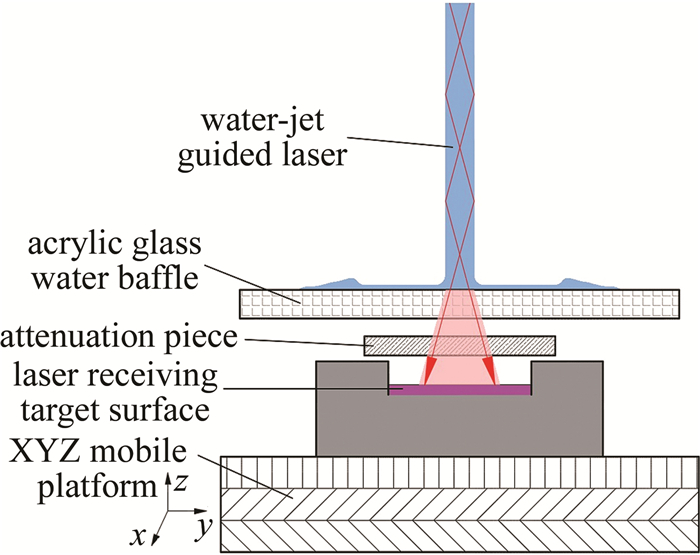
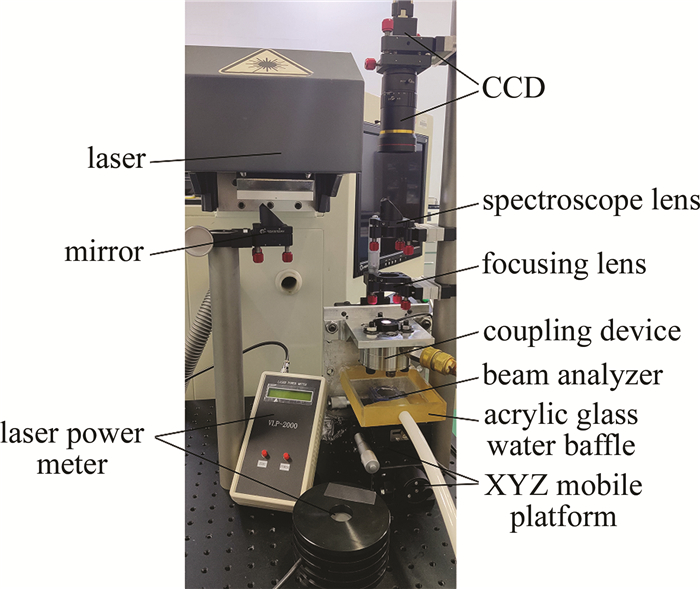
设计如图 7所示实验系统以及图 8所示检测系统示意图,搭建后的实验系统整体实物图如图 9所示。利用CCD工业相机辅助激光与水束耦合对准后,在水束下方放置一挡水板,在水束中耦合传输后的激光束穿过挡水板到达下方的激光接收靶面上,利用XYZ移动平台将激光与接收靶面中心对准,并通过z轴调整水束长度,检测水束下方激光功率。激光功率检测时不添加衰减片。
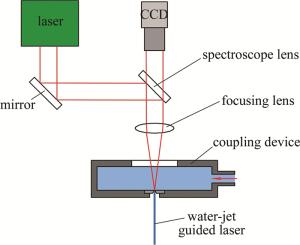
Figure 7. Schematic diagram of the whole structure of the water-jet guided laser system
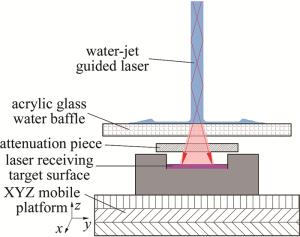
Figure 8. Schematic diagram of laser power and density distribution detection in water beam
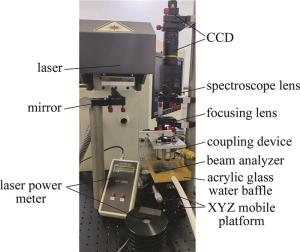
Figure 9. Overall physical picture of the experimental system
实验中采用的是分离式镜片安装,环境中灰尘颗粒与镜片安装调整等存在误差,导致激光与水束耦合对准前激光功率与激光器显示功率存在一定差异,这里分别对激光器出射激光功率、激光经镜片传输后聚焦镜下方、耦合对准后水束中的激光功率进行多次测量取平均值,分析对比凸透镜聚焦后的激光束在不同水束长度下传输效率。
水束中激光功率与水束传输激光的长度有关,随着水束传输长度的增大,激光功率逐渐减小;此外,在激光传输过程中环境、镜片、保护玻璃以及用来做挡水板的亚克力玻璃等都会对激光存在一定的衰减作用。如图 9所示搭建实验平台,采用珠海市粤茂激光型号为YMS-20F光纤激光划片机、北京研邦科技有限公司的VLP-2000-50W型号功率计,通过调整下方XYZ移动平台中z轴来检测不同水束长度下激光功率。利用4mm厚亚克力玻璃进行1064nm激光衰减效率实验,得出亚克力玻璃的透过率Ta=92%,而蓝宝石玻璃保护窗口对1064nm激光透过率为Ts=86%。从表 1也可以看出,从激光器出射的激光在镜片间传输过程中存在一定损耗,实际到达耦合对准前的激光功率P1只有激光器出射激光功率P0的91.4%,Pz为激光与水束耦合后不同水束长度段的激光功率。通过对激光在与水束耦合前后功率计算,可得在水束长度lz分别为20mm,30mm,40mm和50mm时,激光在耦合前后的功率传输效率ηz=Pz/(P1Ta),分别为63.6%,55.9%,48.2%,39.5%。通过对比不同水束长度下的激光功率传输效率,可以看出水束长度越短,激光传输效率越高,因此为提高耦合效率,在实际加工时避免激光能量损失过大,在水束稳定长度范围内,加工工件表面与耦合装置下方相距应不宜太长。
Table 1. Laser power before and after laser coupling with water-jet
outgoing laser power P0/W laser power before coupling P1/W laser power of different water-jet lengths Pz/W 20mm 30mm 40mm 50mm 1 0.920 0.538 0.466 0.408 0.337 2 1.836 1.074 0.950 0.800 0.668 3 2.716 1.586 1.405 1.233 0.984 efficiency ηz/% 63.6 55.9 48.2 39.5 -
针对第2节中对不同段水束长度时的激光功率密度分布仿真分析,采用图 8所示的激光功率密度分布检测系统结构,采用德国Cinogy公司的CinCam CMOS 1024相机型号的光束分析仪,考虑光束分析仪探测面的损伤阈值,在挡水板下方放置光密度值为1.0的衰减片,衰减片只影响不同激光功率下的激光强度,不改变水束中激光功率密度分布情况。测定了不同功率(0.2W,0.5W,1.0W)、不同压力(0MPa,1MPa,2MPa)以及不同水束长度(20mm,30mm,40mm,50mm)下的激光功率密度分布情况。
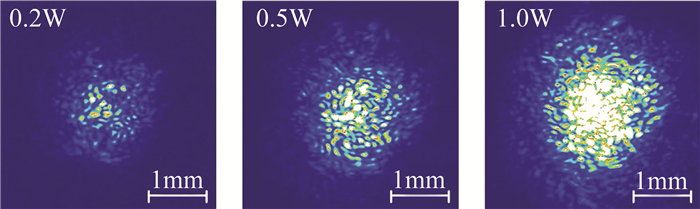
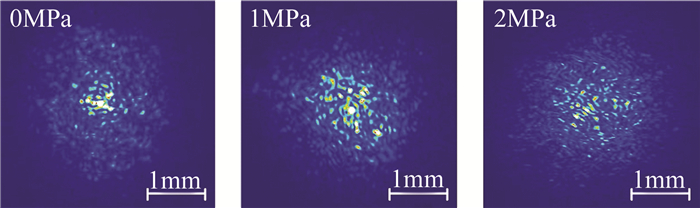
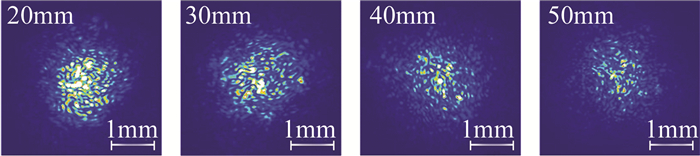
图 10是不同功率下水束中激光散斑分布情况。通过对比激光功率0.2W,0.5W,1.0W时的水束长度20mm处的激光功率密度分布情况,可以看出,随着激光功率的增大,激光光斑分布区域也逐渐增大,输入激光功率的增大必然会导致水束中输出激光功率的增大,衰减片对激光边缘能量的衰减作用也会相应减弱,从而导致激光光斑整体形状尺寸逐渐变大。对于图 11中不同压力条件下,激光散斑的尺寸大小、亮度以及分布情况都存在一定的变化,特别是散斑从0MPa时的相对集中分布到2MPa时的散斑分布更均匀化。当水压变化时,一定范围内水速的增加有利于水束的稳定,从而激光在水束中全反射效率也更高,激光的传输也更为稳定。在激光功率0.5W,压力1MPa条件下,如图 12所示,随着水束耦合传输长度的增大,水束中激光散斑的尺寸大小、亮度逐渐变小、变暗,这一部分原因是由于激光在水束中全反射的次数的差异,更大一部分原因是水束对激光的衰减作用,从第3.1节也可以看出,随着水束传输长度的增大,激光功率逐渐减小。由于激光传输聚焦过程中的环境洁净度、镜片调整以及水束脉动等导致检测结果存在些许偏差,但变化趋势是符合仿真分析结果的。

Figure 10. Distribution diagram of laser power density in water-jet with diffe-rent power when water pressure is 1MPa and coupling transmission length is 20mm

Figure 11. Distribution diagram of laser power density in water-jet with diffe-rent power when laser power is 0.5W and coupling transmission length is 40mm
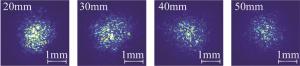
Figure 12. Distribution diagram of laser power density in water-jet with diffe-rent power when laser power is 0.5W and water pressure is 1MPa
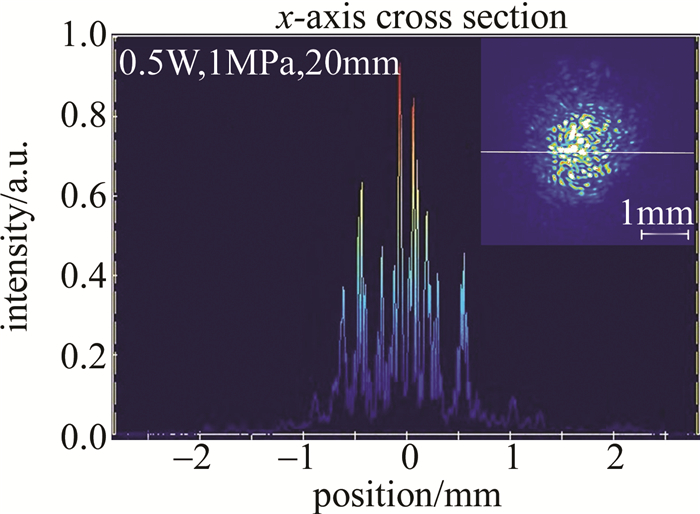
通过对图 12中激光功率0.5W、水压1MPa和水束传输长度20mm时激光功率密度分布情况进行截面分析,取x轴截面, 如图 13所示。可以看出,激光在水束中传输后仍具有一定的高斯分布特性。
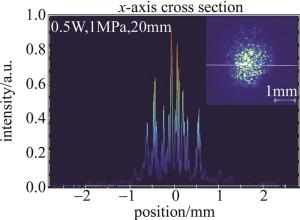
图 13 x-axis cross section relative light intensity distribution of laser spot in water beam
-
本文中仿真分析了激光与水束耦合后不同水束长度下的激光功率密度分布,并利用实验进行激光耦合水束后的激光功率与功率密度验证。研究结果表明,随着水束耦合传输长度的减小,激光与水束耦合前后的功率传输效率越高,在水束长度为20mm时,激光功率传输效率可达63.6%;输入激光功率的增大必然会导致水束中输出激光功率的增大,衰减片对激光边缘能量的衰减作用也会相应减弱,从而导致激光光斑整体形状尺寸逐渐变大;在水束稳定长度范围内,水压的增大有利于激光在水束中的传输;而由于水对激光的衰减作用,随着水束长度的增大,水束截面中激光散斑的尺寸大小和亮度逐渐变小、变暗。因此,为增强水导激光加工质量,提高激光能量利用率,在确保水束稳定长度的情况下,激光功率一定时,可以适当提高水射流速度(水的压力),此外,加工工件表面与耦合装置下方相距应不宜太长,以确保水束的相干性及稳定性,获得更均匀的激光光强密度分布形态。
水导激光技术中水-光耦合传能规律研究
Study on energy transmission law of water-laser coupling in water-jet guided laser technology
-
摘要: 水-光耦合传输效率是实现水导激光可加工性的前提与效率保证。为了研究水导激光中水-光耦合传能规律, 得到较高的水束中激光功率传输效率和均匀的激光功率密度分布, 采用光线追迹原理及物理光学传播方法, 仿真分析了1064nm激光束聚焦后的光束特性及水-光耦合后水束中激光光斑分布形态, 并对不同水束长度下激光功率传输效率, 以及不同功率、压力和水束长度下激光功率密度分布情况进行了系统的实验检测分析。结果表明, 随着水束长度的减小, 1064nm激光在水束中功率传输效率越高, 在水束长度为20mm时, 激光功率传输效率可达63.6%;激光功率的变化对水束中激光功率密度分布影响最大; 当激光功率不变时, 在水束稳定长度范围内水压的增大有利于水束中激光功率密度均匀化分布, 而耦合水束长度的减小可以提高激光传输效率。研究结果为提高水导激光中能量利用率有一定的指导意义。Abstract: Water-laser coupling transmission efficiency is the premise and efficiency guarantee of water-jet guided laser machinability. In order to study the law of water-laser coupling energy transmission in water-jet guided laser, and to obtain high laser power transmission efficiency and uniform laser power density distribution in water beam, by using ray tracing theory and physical optics propagation method, the simulation analysis of the focused beam characteristics at 1064nm and the speckle beam pattern after coupling were carried out. And the laser power transmission efficiency under different water beam length, the distribution of laser power density under different power, pressure and water beam length were tested and analyzed systematically. The results show that the power transmission efficiency of 1064nm laser increases with the decrease of the water beam length, and the power transmission efficiency can reach 63.6% when the water beam length is 20mm. The variation of laser power has the greatest influence on the distribution of laser power density in water beam. When the laser power is constant, the increase of water pressure is beneficial to the uniform distribution of laser power density in the stable length of water beam, and the decrease of coupled water beam length can improve laser transmission efficiency. The research results provide some guidance for improving the energy utilization rate of water guided laser.
-
Figure 4. Analysis of light transmission type after laser coupled water beam fiber
a—meridional ray b—oblique ray
Figure 5. Simulation of Gaussian beam focusing
a—ray tracing b—light spot and light spot section curve on each surface
Figure 6. Simulation of focusing laser and water-jet coupling
a—ray tracing b—laser power density distribution on each surface
Figure 7. Schematic diagram of the whole structure of the water-jet guided laser system
Figure 8. Schematic diagram of laser power and density distribution detection in water beam
Figure 10. Distribution diagram of laser power density in water-jet with diffe-rent power when water pressure is 1MPa and coupling transmission length is 20mm
Figure 11. Distribution diagram of laser power density in water-jet with diffe-rent power when laser power is 0.5W and coupling transmission length is 40mm
Figure 12. Distribution diagram of laser power density in water-jet with diffe-rent power when laser power is 0.5W and water pressure is 1MPa
图 13 x-axis cross section relative light intensity distribution of laser spot in water beam
Table 1. Laser power before and after laser coupling with water-jet
outgoing laser power P0/W laser power before coupling P1/W laser power of different water-jet lengths Pz/W 20mm 30mm 40mm 50mm 1 0.920 0.538 0.466 0.408 0.337 2 1.836 1.074 0.950 0.800 0.668 3 2.716 1.586 1.405 1.233 0.984 efficiency ηz/% 63.6 55.9 48.2 39.5  下载: 导出CSV
下载: 导出CSV
-
[1] SUBASI L, DIBONIE J, GUNAYDIN A, et al. Water jet guided laser microdrilling of aerospace alloys: Correlation of material properties to process time and quality[J]. Journal of Laser Applications, 2021, 33(1): 012015. doi: 10.2351/7.0000302 [2] MARIMUTHUL S, SMITH B. Water-jet guided laser drilling of thermal barrier coated aerospace alloy[J]. The International Journal of Advanced Manufacturing Technology, 2021, 113(1/2): 177-191. [3] COLLADON D. On the reflections of a ray of light inside a parabolic liquid stream[J]. Comptes Rendus, 1842, 15: 800-802. [4] HECHT J. City of the light: The story of fiber optics[M]. New York, USA: Oxford University Press, 1999: 17-27. [5] RICHERZHAGEN B. Method and apparatus for machining with a liquid-guided laser beam: US 5902499[P]. 1999-05-11. [6] RICHERZHAGEN B. Chip singulation process with a water jet-guided laser[J]. Solid State Technology, 2001, 44(4): S25-S28. [7] NITIN S. The first coupling of a laser beam to a water jet[J]. Photonics Views, 2021, 18(1): 72-76. doi: 10.1002/phvs.202100014 [8] QIAO H Ch, CAO Zh H, CUI J F, et al. Experimental study on water jet guided laser micro-machining of mono-crystalline silicon[J]. Optics and Laser Technology, 2021, 140: 107057. doi: 10.1016/j.optlastec.2021.107057 [9] SPIEGEL A, VAGO N, WAGNER F R. High efficiency Raman scattering in micrometer-sized water jets [J]. Optical Engineering, 2004, 43(2): 450-454. doi: 10.1117/1.1634292 [10] SALENKO A, KHOLODNYI V. The water jet guided laser method in punching honeycomb cores for aerospace sandwich panels[J]. Eastern-European Journal of Enterprise Technologies, 2016, 1(5): 19-30. [11] COUTY P, WAGNER F R, HOFFMANN P. Laser coupling with a multimode water-jet waveguide[J]. Optical Engineering, 2005, 44(6): 068001. doi: 10.1117/1.1928280 [12] COUTY P, SPIEGEL A, VAGO N, et al. Laser-induced break-up of water jet waveguide[J]. Experiments in Fluids, 2004, 36(6): 919-927. doi: 10.1007/s00348-003-0775-x [13] LI Ch Q. Reserch on water-jet guided laser micromachining system and key technologies[D]. Harbin: Harbin Institute of Technology, 2012: 38-54(in Chinese). [14] ZHANG Y H, LU T F, LIU Y X, et al. Intensities of non-uniformly polarized beams in the oceanic turbulence[J]. Laser Technology, 2020, 44(3): 310-314(in Chinese). [15] DENG Ch, YEO H, KI H. Electrodynamic simulation of laser beam propagation in waterjet-guided laser processing[J]. Optics Express, 2020, 28(8): 11128-11143. doi: 10.1364/OE.389497 [16] ZHANG G Y, ZHANG Zh, WANG Y F, et al. Gas shrinking laminar flow for robust high-power waterjet laser processing technology[J]. Optics Express, 2019, 27(26): 38635-38644. doi: 10.1364/OE.378328 [17] GHASSEMIEH E, VERSTEEG H K, ACAR M. Effect of nozzle geo-metry on the flow characteristics of hydroentangling jets[J]. Textile Research Journal, 2003, 73(5): 444-450. doi: 10.1177/004051750307300512 [18] YANG L F, JIAO H, HUANG Y X, et al. Simulation study of the flow field in the plane convergent nozzle based on the water guide laser[J]. Laser Technology, 2020, 44(6): 726-731(in Chinese). [19] ANANTHARAMAIAH N, TAFRESHI H V, POURDEYHIMI B. A study on flow through hydroentangling nozzles and their degradation[J]. Chemical Engineering Science, 2006, 61(14): 4582-4594. [20] LIU Y, WEI M R, ZHANG T, et al. Overview on the development and critical issues of water jet guided laser machining technology[J]. Optics and Laser Technology, 2021, 137: 106820. -

 点击查看大图
点击查看大图
计量
- 文章访问数: 7214
- HTML全文浏览量: 5747
- PDF下载量: 33
- 被引次数: 0
