 网站地图
网站地图


-
随着中国传统农业逐步向现代化方向发展,联合收割机在全国广泛应用。割刀是保障收割机性能的关键部件,割刀在工作的条件下会受到多次冲击载荷,一般选用碳素工具钢和弹簧钢制作,其中T9A高级碳素工具钢使用最为广泛。激光熔覆是一种新兴的表面改性技术,它可以在割刀表面制备所需要的高性能合金熔覆涂层,从而提高割刀的性能和使用寿命[1]。目前工业生产使用的材料大部分是不锈钢,一是由于工艺参量成熟,二是价格便宜。对于一种激光熔覆材料,研究人员需进行大量实验来寻找最佳的工艺参量,然后使用ANSYS软件进行仿真,有效地减少实验次数, 为研究人员提供数据参考。为了提高激光加工的效率和质量,国内外许多学者和研究机构都对激光加工过程仿真进行了深入研究[2-6]。
REN等人[7]对316L不锈钢基体材料上Co基合金粉末单层单道熔覆温度时间历程曲线进行了分析,发现在扫描方向上随着加工时间增加,熔覆层节点峰值温度逐渐升高。TRAN等人[8]在多层激光熔覆实验中在基体内部引入一个K型热电偶,以记录温度随时间的变化,记录增材制造过程中基体内部不同位置的热变化,对基体内热电偶测量的温度与热预测结果进行了对比。GENG等人[9]对激光切割不锈钢薄板的温度场进行仿真,并用多点K型热电偶监测温度,发现仿真与实验最高温度最大误差仅有9%。
从文献中可以看出,目前研究主要集中在对温度场研究,停留在软件分析、使用单个K型热电偶进行温度场实时分析验证、使用多个K型热电偶监测温度并对最高温度进行分析研究阶段,且都使用温度离散点进行分析。本实验中使用理论模拟和实验结合的方法通过热成像仪测量多样点温度,对温度场实时分析验证,同时使用函数拟合的方法把仿真和实验获得的离散点数据拟合成了连续的函数曲线,从理论上更具有说服力。考虑到基板是T9A薄钢板,将激光能量简化为2维高斯热源,利用ANSYS软件模拟激光熔覆和冷却中的温度场分布及选定点的温度变化,并通过实验对仿真温度场进行验证,确定热源模型、非线性材料热物理参量设定[10]和非线性边界条件设定的合理性,同时利用MATLAB函数拟合方法分析了出现的温度分布及误差产生原因,并提出了优化方向。
-
目前激光加工的移动热源模型主要有高斯面热源模型、高斯体热源模型、双椭球体热源模型、射线追踪热源模型[11-16]。对于2mm厚T9A高级碳素工具钢的大面积薄板来说,板的厚度和加工幅面相比可以忽略不计,在厚度方向热源影响较小,近似符合高斯分布,故把激光能量简化为2维高斯热源。本文中使用ANSYS移动热源插件的2维高斯热源,ANSYS移动热源的帮助说明中给出了热源模型表达式:
$ \begin{array}{*{20}{c}} {E = {C_2}\exp \left[ {\frac{{{{(x - {x_0})}^2} + {{\left( {y - {y_0}} \right)}^2}}}{{{C_1}^2}}} \right] \times }\\ {\exp \left[ { - q\left( {z - {z_0}} \right)} \right]} \end{array} $
(1) 式中,E为热量,C1为光斑,C2为能量密度,q为吸收系数,(x0, y0, z0)为加工起点位置坐标,(x, y, z)为加工点位置坐标。
根据激光高斯热源模型推导过程[9],激光加工T9A高级碳素工具钢薄板的高斯热源模型表达式见下:
$ \begin{array}{*{20}{c}} {E = \alpha \left( {1 - \beta } \right)\frac{{3\eta P}}{{\pi {r^2}}} \times }\\ {\exp \left[ { - \frac{{{{(x - {x_0} - vt)}^2} + {{\left( {y - {y_0}} \right)}^2}}}{{{r^2}}}} \right] \times }\\ {\exp \left[ { - q\left( {z - {z_0}} \right)} \right]} \end{array} $
(2) 式中,P为激光器功率, t为加工时刻,α为基板吸收效率,β为粉末损失效率,η为激光器功率效率,r为激光光斑半径,v为激光束扫描速率。
-
利用ANSYS workbench界面进行单道激光熔覆温度场仿真,ANSYS workbench界面较ANSYS参数化设计语言(parametric design language, APDL)经典界面而言,为使用者提供了更高效、直观及工程化的图形用户接口(graphical user interface, GUI)。采用ANSYS workbench下属的瞬态热分析模块transient thermal进行单温度场仿真单道激光熔覆及冷却过程。
-
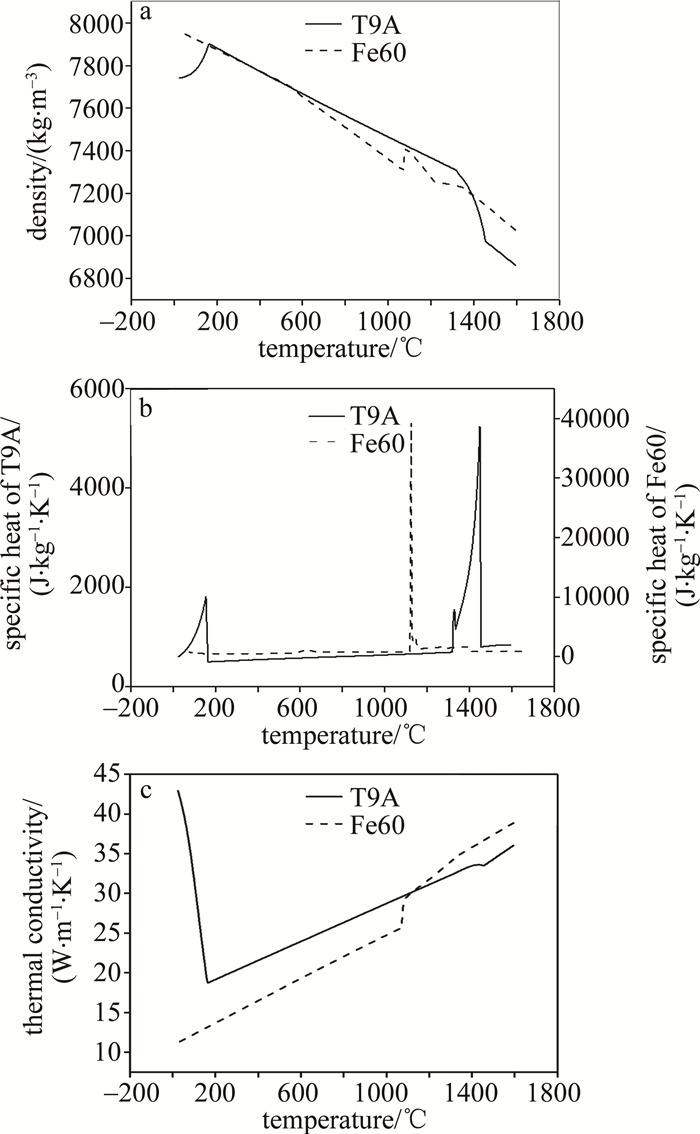
使用Fe60粉末,在T9A钢板表面激光熔覆进行仿真与实验研究。在ANSYS材料库里,创建通过JMATPRO软件计算得出的非线性热物理参量的Fe60和T9A材料[17-20]。表 1、表 2中分别为Fe60粉末和T9A钢板的质量分数,图 1为Fe60粉末和T9A钢板的热物理参量。
Table 1. Mass fraction of Fe60 powder
type C Si B Cr Ni Fe Fe60 0.008~0.012 0.01~0.02 0.038~0.042 0.16~0.18 0.09~0.12 balance Table 2. Mass fraction of T9A high carbon tool steel
type C Si Mn S P Cr Ni Cu Fe T9A 0.0085~0.0094 ≤0.0035 ≤0.0040 ≤0.0002 ≤0.0003 ≤0.0025 ≤0.0020 ≤0.0030 balance 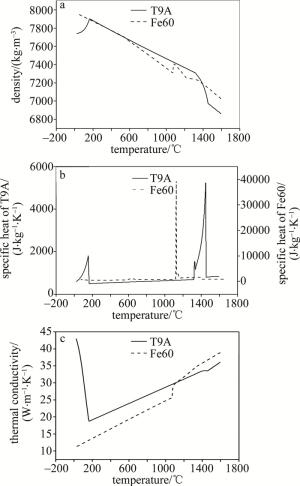
Figure 1. Thermophysical parameters
-
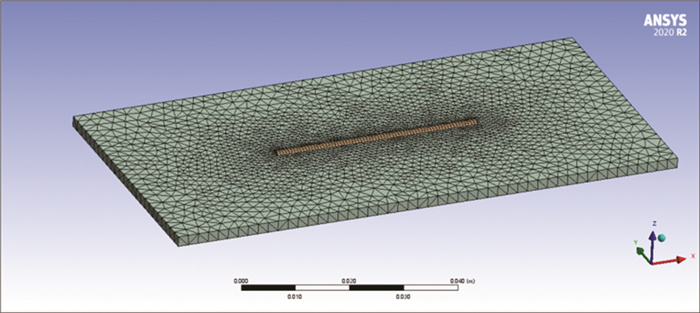
利用外部3维软件绘制几何模型后进行导入。熔履层尺寸为:40mm×1mm(r1)×0.5mm(r2),r1和r2分别为椭圆长半径、短半径;基材尺寸为100mm×50mm×2mm。选取ANSYS workbench默认单元solid186单元进行网格划分,熔覆层采用六面体网格进行体划分, 限制边界线尺寸设定为0.0005m,基板采用六面体网格进行体划分, 限制边界面尺寸设定为0.003m。网格划分后3维有限元模型如图 2所示。
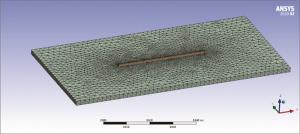
Figure 2. 3-D finite element model after meshing
-
使用ANSYS act moving heat插件进行热源加载。光斑直径确定:分别使用功率600W和800W,离焦量+5mm,2kW光纤激光器打点测量光斑直径,然后使用显微镜观察测量。经测量多组光斑直径见表 3。取各组光斑直径中位数为计算所需光斑直径,即功率600W、离焦量+5mm时,光斑直径为1.22mm; 功率800W、离焦量+5mm时,光斑直径为1.34mm。环境温度设置为25℃。热对流系数设置为非线性对流换热系数,基板下接触面采用金属接触的非线性对流换热系数,其余表面系数设置为空气的非线性对流换热系数。
Table 3. Spot diameter of multiple points under different power
power/W spot diameter/mm 600 1.19 1.21 1.22 1.23 1.24 800 1.30 1.32 1.34 1.37 1.47 -
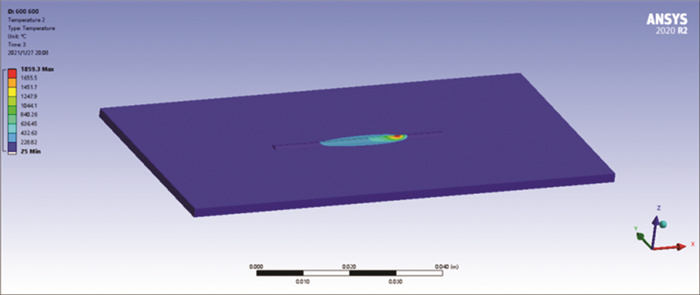
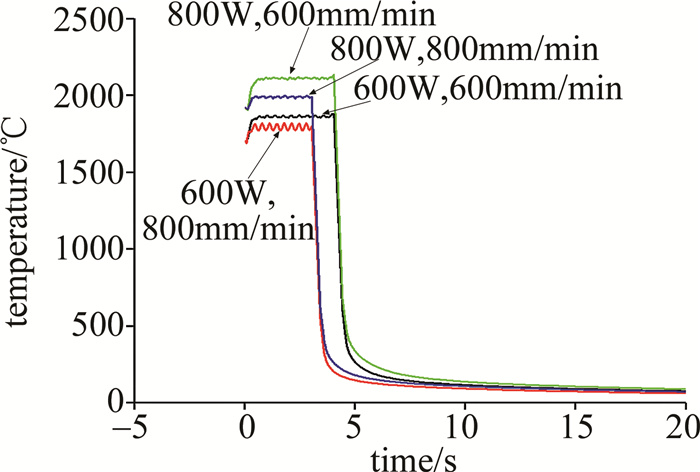
仿真结果运行求解器得出运行结果,图 3为功率为600W、扫描速率为600mm/min时,加工第3s的温度分布云图。图 4为各组最高温度折线图。
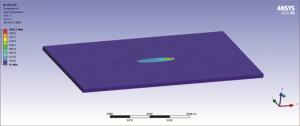
Figure 3. Temperature distribution nephogram of the third second processing with 600W power and 600mm/min scanning speed
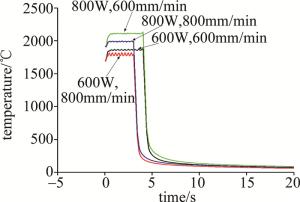
Figure 4. Broken line chart of simulation maximum temperature of each group
从图 4中的仿真结果可以看出,相同扫描速率下, 功率高的对应的最高温度高,相同功率下, 扫描速率低的对应的最高温度高。这是因为功率的大小能影响单位时间内输入能量的大小从而影响产生热量的大小;功率速度能影响激光作用的时间从而影响热量的积累,速度越快热量积累越少,温度跃升得越低。
-
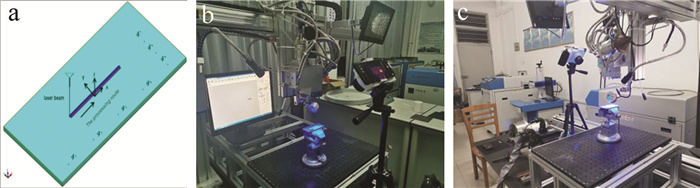
使用2kW光纤激光器,采用预制粉末的方式将铁基(Fe60,目数200~220)粉末熔覆在T9A钢板上,进行多组实验,并用热成像仪测量多样点(sample point,SP)温度。根据基材的温度场以x轴的对称性,将所有样点都设置在x轴的同一侧,同时将其沿x轴和y轴方向分布。单道熔覆层尺寸在x轴方向是40mm,基板y方向长度是50mm,综合考虑样点分布均匀、数量不宜过多和取样标点测量难度等因素,决定选取如表 5所示的样点分布,以尽可能全面检测基板的温度场分布情况。表 4、表 5为实验方案表和各样点坐标位置表,图 5为加工示意图和实验现场图。
Table 4. Experimental scheme
group 1 2 3 4 power/W 600 600 800 800 scanning speed/(mm·min-1) 600 800 600 800 Table 5. Coordinate position of each point
coordinate axis SP1 SP2 SP3 SP4 SP5 SP6 SP7 (x, y, z)/mm (-40, -20, 2) (-20, -20, 2) (0, -20, 2) (20, -20, 2) (40, -20, 2) (40, -10, 2) (40, 0, 2) 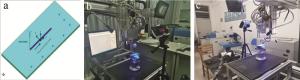
Figure 5. Processing and experimental site diagram
-
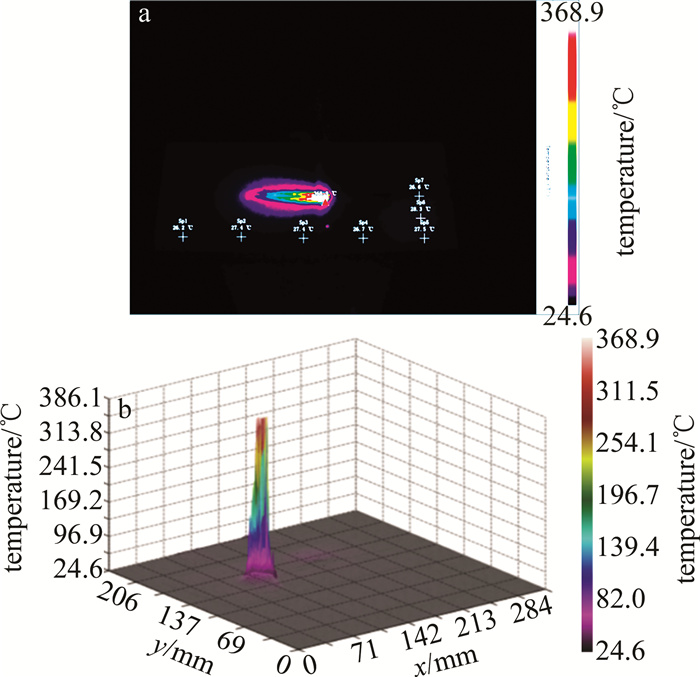
使用热成像仪fotric225s(量程为0℃~350℃)测量7个取样标点。图 6a为热成像仪采集加工某时刻的热量分布图,图 6b为热成像仪采集加工某时刻激光束的热量分布3维图。
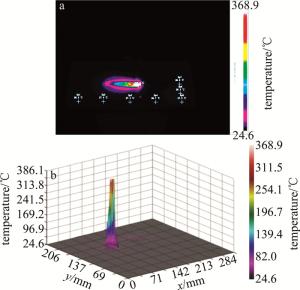
Figure 6. Image acquisition by thermal imager
-
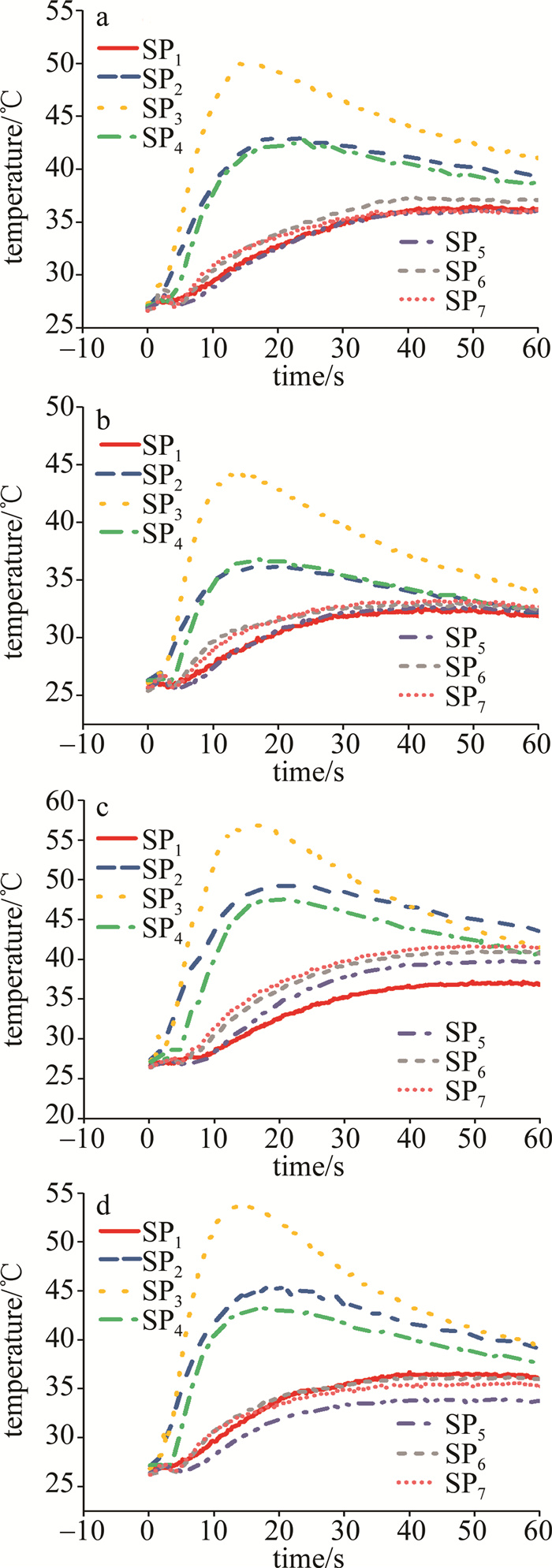
按照表 4中的方案进行实验,通过热成像仪测量7个取样标点。通过软件读取热成像仪采集数据,绘制各组不同样点温度随时间的变化图,如图 7所示。图 7a、图 7b、图 7c、图 7d这4幅图分别表示表 4中的4组实验不同样点温度随时间的变化。以图 7a为例,表示功率为600W、扫描速率为600mm/min实验中通过热成像仪测量7个取样标点在60s内温度随时间变化图。
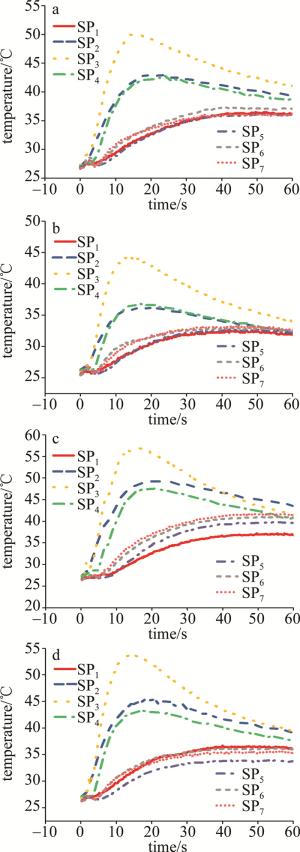
Figure 7. Temperature variation with time at different points in each group
-
热成像仪记录60s内温度的变化情况,并在ANSYS中提取相应位置的仿真结果,将实验与仿真结果相对比。
-
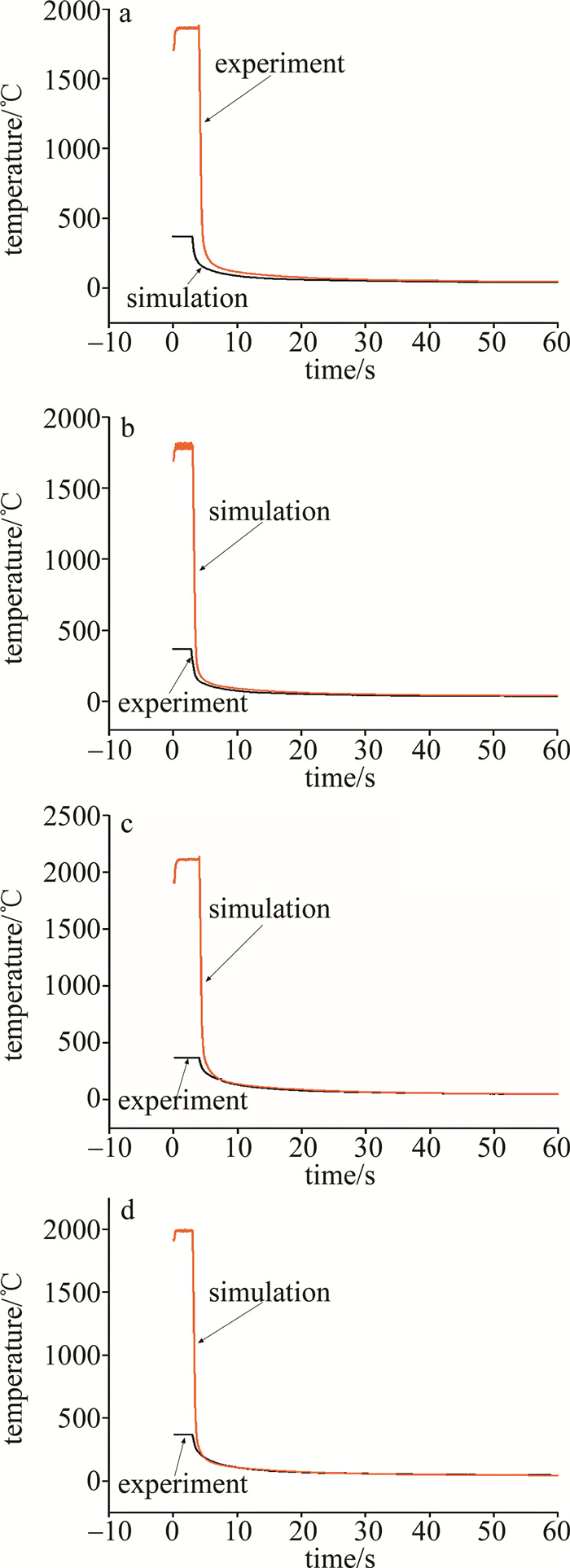
热成像仪记录实验最高温度与ANSYS仿真中提取最高温度,将实验结果与仿真结果相对比,结果如图 8所示。从仿真及实验所得温度场分布结果可以看出,在热成像仪的量程内二者最高温度基本接近,即在图 8中各组在开始大约4s后, 二者最高温度基本接近,虽然由于热成像仪量程限制, 无法比较熔覆时的最高温度,但是通过冷却曲线可以发现实验温度和仿真温度较吻合,且从整个过程来看,实验温度和仿真温度的变化趋势也基本相同。
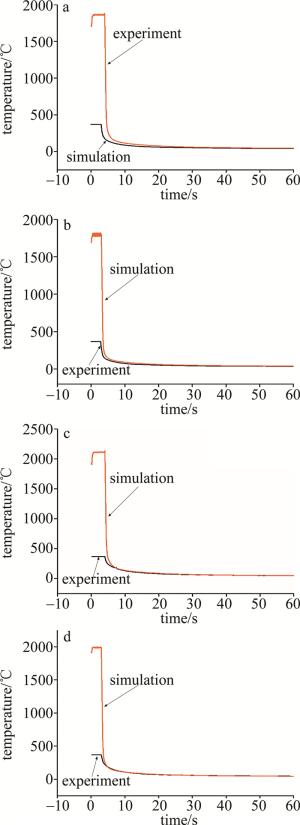
Figure 8. Comparison of maximum temperature in each group
-
采集各样点60s内温度的变化情况,并在ANSYS中提取相应位置的仿真结果,将实验结果与仿真结果的样点最高温度相对比,结果如表 6、表 7所示。
Table 6. Maximum temperature value and error of each samplepoint experiment and simulation at 600W power
scanning
speed/
(mm·min-1)simulation
temperature/
℃experiment
temperature/
℃error/
%SP1 600 37.0 36.5 1.35 800 34.6 32.5 6.18 SP2 600 43.3 43.0 0.79 800 39.6 36.3 8.31 SP3 600 51.7 50.0 3.27 800 46.3 44.4 4.01 SP4 600 44.0 42.8 2.59 800 40.0 36.9 7.85 SP5 600 37.2 36.3 2.49 800 34.8 32.8 5.79 SP6 600 37.3 37.4 0.35 800 34.8 33.0 5.29 SP7 600 37.3 36.2 2.77 800 34.9 33.3 4.47 Table 7. Maximum temperature value and error of each sample point experiment and simulation at 800W power
scanning
speed/
(mm·min-1)simulation
temperature/
℃experiment
temperature/
℃error/
%SP1 600 39.4 37.2 5.50 800 36.6 36.7 0.38 SP2 600 47.2 49.4 4.51 800 42.7 45.6 6.45 SP3 600 57.2 56.8 0.65 800 50.6 53.7 5.68 SP4 600 47.8 47.7 0.23 800 43.1 43.3 0.39 SP5 600 39.6 39.8 0.62 800 36.7 34.1 7.17 SP6 600 39.6 41.2 3.83 800 36.8 36.2 1.56 SP7 600 39.7 41.7 4.89 800 36.8 35.6 3.25 从表 6和表 7中可知,样点实验和模拟的最高温度都发生在SP3点,下面以SP3样点为例分析。功率为600W、扫描速率为600mm/min时,样点实验最高温度为51.7℃,仿真最高温度为50.0℃,两者相差1.7℃,误差仅为3.27%。激光熔覆影响最大的因素是最高温度的值,根据表 6、表 7和图 9的数据可知, 各组各样点的最高温度误差最大出现在功率为600W,扫描速率为800mm/min的SP2点,实验仿真最高温度两者相差3.3℃,误差仅为8.31%。
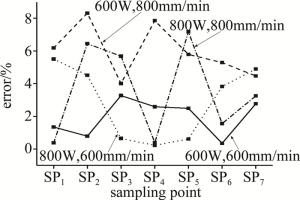
Figure 9. Line chart of maximum temperature error at each point
-
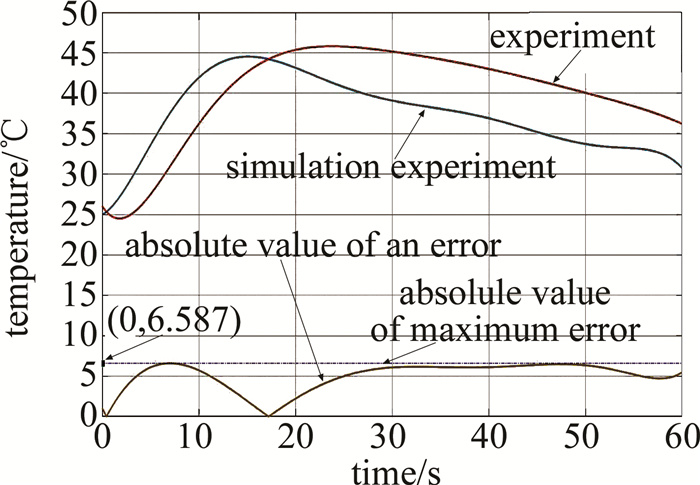
由于热成像仪采集时间间隔是200ms,ANSYS仿真计算时间步是50ms,得到的数据都是离散点。现使用MATLAB将热成像仪采集和ANSYS仿真的离散数据进行拟合方程计算连续误差,算取实际最大误差。以最高温度误差最大的功率600W、扫描速率800mm/min为例进行误差计算分析。调用MATLAB cftool数据拟合工具箱选择ploynomial进行多项式拟合。其中SP3点的实验拟合函数为y1(确定系数0.9868),仿真拟合函数为y2(确定系数0.9995),误差拟合函数为y1-y2。从图 10中可以明显地看出,整个实验与仿真的误差以及最大误差温度为6.587℃。表 8中是功率为600W、扫描速率为800mm/min各点的最大误差。
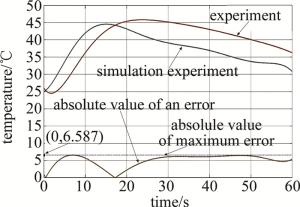
Figure 10. SP3 point simulation and experimental data at 600W power and 800mm/min scanning speed based on MATLAB fitting function curve
Table 8. Maximum error at 600W power and 800mm/min scanning speed
sampling point SP1 SP2 SP3 SP4 SP5 SP6 SP7 thermal error/℃ 3.355 5.553 6.587 2.972 2.326 3.062 1.969 $ \left\{ {\begin{array}{*{20}{l}} \begin{array}{l} {y_1} = {p_{11}}{t^7} + {p_{21}}{t^6} + {p_{31}}{t^5} + {p_{41}}{t^4} + {p_{51}}{t^3} + \\ \;\;\;\;\;\;\;{p_{61}}{t^2} + {p_{71}}{t^1} + {p_{81}} \end{array}\\ \begin{array}{l} {y_2} = {p_{12}}{t^8} + {p_{22}}{t^7} + {p_{32}}{t^6} + {p_{42}}{t^5} + \\ \;\;\;\;\;\;\;{p_{52}}{t^4} + {p_{62}}{t^3} + {p_{72}}{t^2} + {p_{82}}{t^1} + {p_{92}} \end{array} \end{array}} \right. $
(3) 式中,p11=-2.486×10-9;p21=5.508×10-7;p31=-4.837×10-5;p41=0.002113;p51=-0.0462;p61=0.3987;p71=0.6461;p81=24.97;p12=1.701×10-11;p22=-5.465×10-9;p32=7.326×10-7;p42=-5.307×10-5;p52=0.002234;p62=-0.05388;p72=0.6487;p82=-1.853;p92=26.03。
从图 10和表 8可以看出, 仿真与实验结果非常接近,功率为600W、扫描速率为800mm/min时,该组的SP3点仿真温度较实验数据有一定的延时。这是由于激光熔覆过程中将出现复杂的融化、气化现象,气化会带走部分热量,从而导致实际冷却比仿真快。
-
从表 6、表 7可以看出, x方向各样点中最高温度都发生在SP3点, 其余各点的最高温度随距SP3点的距离逐渐降低,并呈现非对称性;y方向上SP5, SP6, SP7的最高温度依次升高。其原因是在加工过程中各样点距离加工热源的距离和热量累计的共同作用。结果表明:温度场在x方向上以y轴为最高温度点依次向两边扩散,距离y轴相同距离下正半轴最高温度高于负半轴的最高温度;y方向上的最高温度与距离x轴的距离成负相关。
-
通过ANSYS软件,把激光简化为高斯热源,模拟激光熔覆的温度场分布,并进行了实验验证仿真结果以及误差分析。
(1) 从仿真和实验结果来看,最高温度误差和温度变化曲线误差,都证明仿真和实验结果具有很好的一致性。说明本文中使用的ANSYS软件、2维高斯热源模型、非线性材料热物理参量设定和非线性边界条件设定是符合实际情况的。
(2) 从温度分布情况来看,激光熔覆的温度场是在加工方向上以加工中点为最高温度点, 依次向两边扩散,但距离加工中点相同距离下, 加工后段部分最高温度高于前段的最高温度;截面方向上的最高温度与距离加工路径的距离成负相关。
(3) 激光熔覆过程中出现复杂的融化、气化现象,气化会带走部分热量,从而导致实际冷却比仿真快;另外,高斯热源模型与实际激光光束存在差异,实际激光加工激光头并不是完全垂直于加工平面;材料的热物理属性使用JMATPRO软件计算与实际有一定误差。这些因素导致模拟结果与实际存在偏差。可以通过fluent模块进行融化过程的仿真,进行多物理场间接耦合。继续优化热源模型,可以参考实际情况将高斯热源模型偏转一定角度。
单道激光熔覆温度场仿真及实验研究
Numerical simulation and experimental study on temperature field of single channel laser cladding
-
摘要: 为了研究单道激光熔覆薄板的温度场分布,采用仿真与实验对照的方法,利用ANSYS软件,通过高斯热源模型模拟激光光束能量,再采用非线性边界设定,对单道激光熔覆及冷却过程的温度场进行仿真;使用2kW光纤激光器将铁基(Fe60)粉末熔覆在2mm厚T9A钢板上,并用热成像仪测量多样点温度。结果表明, 激光熔覆薄板温度场的仿真符合实验验证结果,其最高温度的最大误差为8.31%。此研究结果对激光加工参量优化有一定指导作用。Abstract: In order to study the temperature field distribution of single-channel laser cladding sheet, a Gaussian heat source model was used to simulate the energy of laser beam through ANSYS software, and the temperature field of single-channel laser cladding and cooling process was simulated by using nonlinear boundary setting. A 2kW fiber laser was used to cladding iron based (Fe60) powder onto a 2mm thick T9A steel plate, and the temperature at various points was measured by a thermal imager. The results show that the simulation results of temperature field of laser cladding sheet accord with the experimental results, and the maximum error of its maximum temperature is 8.31%.The research results are useful for the optimization of laser machining parameters.
-
Key words:
- laser technique /
- temperature field /
- ANSYS software /
- MATLAB software /
- numerical simulation /
- function fitting
-
Figure 1. Thermophysical parameters
a—density versus temperature b—specific heat capacity versus temperature c—temperature dependence of thermal conductivity
Figure 3. Temperature distribution nephogram of the third second processing with 600W power and 600mm/min scanning speed
Figure 5. Processing and experimental site diagram
a—processing diagram b—front view of experiment site c—back view of experiment site
Figure 6. Image acquisition by thermal imager
a—heat distribution map of a certain processing time b—3-D heat distribution of laser beam at a certain processing time
Figure 7. Temperature variation with time at different points in each group
a—group 1 b—group 2 c—group 3 d—group 4
Figure 8. Comparison of maximum temperature in each group
a—group 1 b—group 2 c—group 3 d—group 4
Figure 10. SP3 point simulation and experimental data at 600W power and 800mm/min scanning speed based on MATLAB fitting function curve
Table 1. Mass fraction of Fe60 powder
type C Si B Cr Ni Fe Fe60 0.008~0.012 0.01~0.02 0.038~0.042 0.16~0.18 0.09~0.12 balance  下载: 导出CSV
下载: 导出CSV
Table 2. Mass fraction of T9A high carbon tool steel
type C Si Mn S P Cr Ni Cu Fe T9A 0.0085~0.0094 ≤0.0035 ≤0.0040 ≤0.0002 ≤0.0003 ≤0.0025 ≤0.0020 ≤0.0030 balance
下载: 导出CSV
Table 3. Spot diameter of multiple points under different power
power/W spot diameter/mm 600 1.19 1.21 1.22 1.23 1.24 800 1.30 1.32 1.34 1.37 1.47
下载: 导出CSV
Table 4. Experimental scheme
group 1 2 3 4 power/W 600 600 800 800 scanning speed/(mm·min-1) 600 800 600 800
下载: 导出CSV
Table 5. Coordinate position of each point
coordinate axis SP1 SP2 SP3 SP4 SP5 SP6 SP7 (x, y, z)/mm (-40, -20, 2) (-20, -20, 2) (0, -20, 2) (20, -20, 2) (40, -20, 2) (40, -10, 2) (40, 0, 2)
下载: 导出CSV
Table 6. Maximum temperature value and error of each samplepoint experiment and simulation at 600W power
scanning
speed/
(mm·min-1)simulation
temperature/
℃experiment
temperature/
℃error/
%SP1 600 37.0 36.5 1.35 800 34.6 32.5 6.18 SP2 600 43.3 43.0 0.79 800 39.6 36.3 8.31 SP3 600 51.7 50.0 3.27 800 46.3 44.4 4.01 SP4 600 44.0 42.8 2.59 800 40.0 36.9 7.85 SP5 600 37.2 36.3 2.49 800 34.8 32.8 5.79 SP6 600 37.3 37.4 0.35 800 34.8 33.0 5.29 SP7 600 37.3 36.2 2.77 800 34.9 33.3 4.47
下载: 导出CSV
Table 7. Maximum temperature value and error of each sample point experiment and simulation at 800W power
scanning
speed/
(mm·min-1)simulation
temperature/
℃experiment
temperature/
℃error/
%SP1 600 39.4 37.2 5.50 800 36.6 36.7 0.38 SP2 600 47.2 49.4 4.51 800 42.7 45.6 6.45 SP3 600 57.2 56.8 0.65 800 50.6 53.7 5.68 SP4 600 47.8 47.7 0.23 800 43.1 43.3 0.39 SP5 600 39.6 39.8 0.62 800 36.7 34.1 7.17 SP6 600 39.6 41.2 3.83 800 36.8 36.2 1.56 SP7 600 39.7 41.7 4.89 800 36.8 35.6 3.25
下载: 导出CSV
Table 8. Maximum error at 600W power and 800mm/min scanning speed
sampling point SP1 SP2 SP3 SP4 SP5 SP6 SP7 thermal error/℃ 3.355 5.553 6.587 2.972 2.326 3.062 1.969
下载: 导出CSV
-
[1] ZHANG J Ch, SHI Sh H, GONG Y Q, et al. Research progress of laser cladding technology[J]. Surface Technology, 2020, 49(10): 1-11(in Chinese). [2] LI H Y, SONG J L, SHI X L, et al. Research progresses of numerical simulation of temperature fieldin laser cladding process[J/OL]. [2021-01-22]. https://doi.org/10.14158/j.cnki.1001-3814.20192817(in Chinese). [3] WANG Sh, ZHANG Sh, LIU W J, et al. Optimezation of process parameters of laser cladding Fe35A alloy on 45 steel surface[J/OL]. [2021-01-22]. http://kns.cnki.net/kcms/detail/31.1690.TN.20201209.0935.004.html.(in Chinese). [4] LU C B, LI X M, ZHAO H Y. Research progress in numerical modeling of laser cladding[J]. Journal of Mechanical, 2020, 37(10): 1151-1157(in Chinese). [5] SU D F, XU L. Thermal behavior numerical simulation of FeCr coating laser cladding on stainless steel surface[J]. Journal of Chongqing University of Technology(Natural Science Edition), 2020, 34(8): 128-133(in Chinese). [6] LI H Y, SONG J L, TANG B, et al. Numerical simulation of the laser cladding temperature field of stellite 6 alloy on steel surface of the H13[J]. Applied Laser, 2020, 40(4): 571-578(in Chinese). [7] REN Zh H, WU M P, TANG Y H, et al. Numerical simulation and experimental research of laser cladding based on thermal mechanical coupling[J]. Laser & Optoelectronics Progress, 2019, 56(5): 051404(in Chinese). [8] TRAN H S, TCHUINDJANG J T, PAYDAS H, et al. 3D thermal finite element analysis of laser cladding processed Ti-6Al-4V part with microstructural correlations[J]. Materials & Design, 2017, 128: 130-142. [9] GENG K, ZHANG Z Y, QIAO G C, et al. Simulation and experiment on temperature field characteristics of laser cutting stainless steel sheet[J]. Journal of Machine Design, 2020, 37(8): 27-33(in Chinese). [10] JIANG Y Ch, CHENG Y H, ZHANG X Ch, et al. Simulation and experimental investigations on the effect of Marangoni convection on thermal field during laser cladding process[J]. Optik, 2020, 203: 164044. doi: 10.1016/j.ijleo.2019.164044 [11] CHEN Z. Research on preparation and simulation of TiAl laser cladding coating reinforced by nano powder on TC4 titanium alloy[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2016: 45-48(in Chinese). [12] TANG W Sh, XIAO J F, GAO S, et al. Investigation of heat source model and its parameters used in laser welding of Nimonic263 alloy thin plate[J]. Hot Working Technology, 2019, 48(19): 131-136(in Chinese). [13] GONG Ch, WANG L F, ZHU G X, et al. Influence of process parameters on the residual stress of cladding layers by laser additive manufacturing[J]. Laser Technology, 2019, 43(2): 263-268(in Chin-ese). [14] SONG G, YU P N, LI T T, et al. Simulation and analysis of magnesium alloy/steel by laser-induced arc hybrid welding[J]. Chinese Journal of Lasers, 2020, 47(6): 0602001(in Chinese). doi: 10.3788/CJL202047.0602001 [15] GUO X Zh, LUI W, FAN J F, et al. Welding residual stress and deformation of full and partial penetration laser welded lap joints[J]. Chinese Journal of Lasers, 2020, 47(5): 0502005(in Chin-ese). doi: 10.3788/CJL202047.0502005 [16] YANG H L, JIN X Zh, XUI T F, et al. Numerical simulation of fiber laser welding of steel/aluminum dissimilar metals[J]. Laser Technology, 2016, 40(4): 606-609(in Chinese). [17] SU D D, WANG Sh W, ZHANG Zh H, et al. Numerical simulation of welding temperature field of refractory metal and analysis of welding influencing factors[J]. Journal of Gansu Sciences, 2020, 32(6): 84-90(in Chinese). [18] LI X B. Numerical simulation of welding temperature field of Q345 steel plate based on different heat source models[J]. Welding Technology, 2020, 49(10): 19-21(in Chinese). [19] QIAO J S, RUI Zh L, GAO Zh Y, et al. Prediction on flux bands constrained aec welding process based on a hybrid heaing source model[J]. Journal of Lanzhou University of Technology, 2020, 46(4): 27-32(in Chinese). [20] LIU X L. Finite element simulation of laser cladding Ni based composite coating[D]. Nanchang: East China Jiaotong University, 2018: 56-60(in Chinese). -

 点击查看大图
点击查看大图
计量
- 文章访问数: 6495
- HTML全文浏览量: 5026
- PDF下载量: 36
- 被引次数: 0
