
Effect of process parameters on corrosion resistance of aluminum alloy hybrid welded joints
-
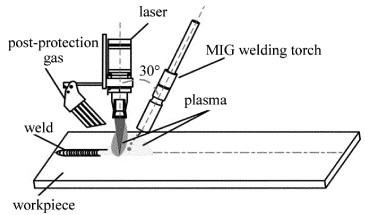
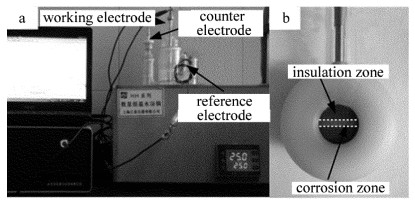
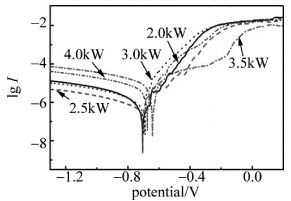
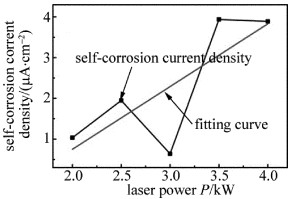
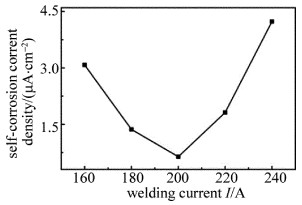
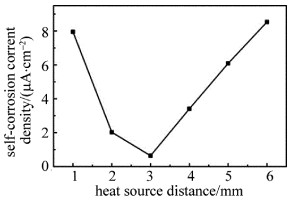
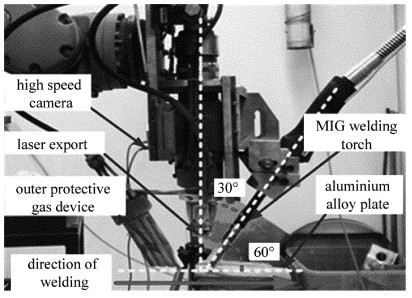
摘要: 为了保证船舰在海水环境中拥有足够的焊接强度和耐久性,选用船用铝合金(5083-O)进行焊接试验,模拟焊接接头在海水中的耐腐蚀性能。采用高适应性的激光-熔化极惰性气体保护焊复合焊接系统,分别分析研究了激光功率、焊接电流、光丝距对铝合金焊接接头耐腐蚀性能的影响;利用型号为CHI760D三电极化学工作站对不同焊接工艺参量下的铝合金焊接接头进行了腐蚀测试。结果表明,自腐蚀电流密度随激光功率的增加呈先增大后减小再增大的趋势,随焊接电流和光丝距的增加均呈"V"形规律变化,即先减小后增大的趋势;当激光功率为3.0kW、焊接电流为200A、光丝距为3mm时,接头组织以等轴晶为主,且气孔等缺陷较少,此时接头微观闭塞原电池效应微弱,自腐蚀电流密度最小,接头耐腐蚀性能相对较好。该研究对深入理解铝合金焊接过程中缺陷形成机理及提高接头耐腐蚀性能是有帮助的。Abstract: In order to ensure the enough welding strength and durability of the ship in seawater environment, 5083-O aluminum alloy was used to simulate the corrosion resistance of welded joints in seawater.The effects of laser power, welding current and wire spacing on the corrosion resistance of aluminum alloy welded joints were studied by using the highly adaptable laser-melting inert gas (MIG) shielded welding hybrid welding system.The results show that, the self-corrosion current density increases first, then decreases and then increases with the increase of laser power, and varies in the V-shape with the increase of welding current and wire spacing, that is, it decreases first and then increases.When laser power is 3.0kW, welding current is 200A and wire spacing is 3mm, the microstructures of the joint are mainly equiaxed grains, and the defects such as pores are few.At the same time, the micro-blocking galvanic cell effect of the joint is weak, the self-corrosion current density is minimum, and the corrosion resistance of the joint is relatively good.This study is helpful to understand the defect formation mechanism and improve the corrosion resistance of aluminum alloy welded joints.
-
Keywords:
- laser technique /
- corrosion resistance /
- process parameter /
- aluminum alloy
-
-
![]()
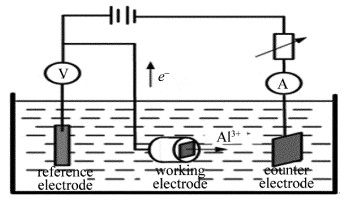
Figure 5. Macroscopic morphology(up), microstructure(left)and corrosion morphology(right)of welds under different welding parameters
a—P=3.0kW, I=200A, L=3mm b—P=3.0kW, I=160A, L=3mm c—P=3.0kW, I=200A, L=1mm d—P=4.0kW, I=200A, L=3mm e—base metal
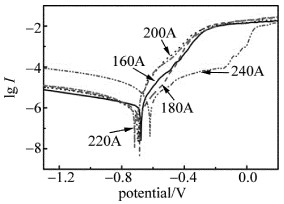
![]()
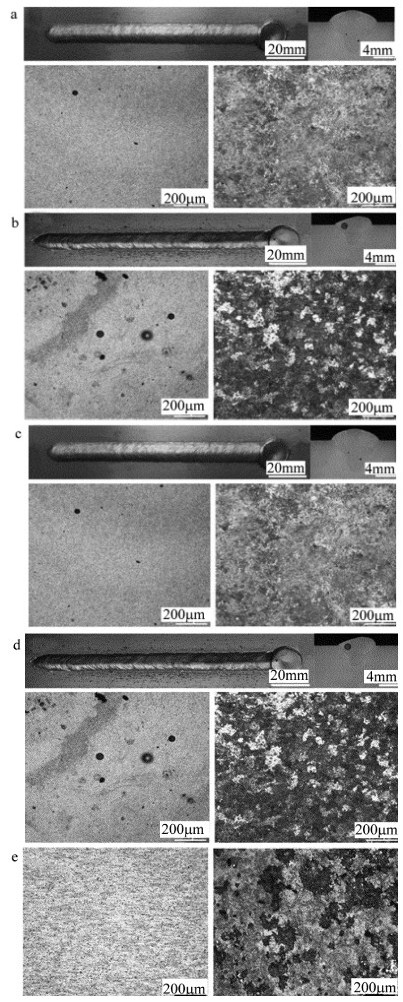
Figure 8. Potential dynamic polarization curves of welds under different welding currents
![]()
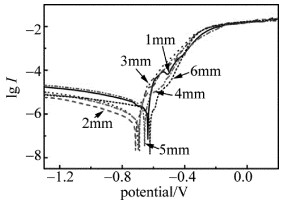
Figure 10. Potential dynamic polarization curves of welds with different heat source distances
Table 1 Chemical composition (mass fraction w) of 5083 aluminum alloy and filler wire
material Si Fe Cu Mn Mg Cr Zr Zn Ti Al 5083 aluminum
alloy0.004 0.004 0.001 0.004~0.01 0.04~0.049 0.0005~0.0025 — 0.0025 0.0015 balance ER5087 0.00022 0.0015 0.00005 0.009 0.048 — 0.00082 — — balance  下载: 导出CSV
下载: 导出CSV
Table 2 Process parameters of laser-MAG hybrid welding
processing parameters value laser power 2kW~4kW arc current 160A~240A arc voltage 20.2V~21.6V defocusing distance -2mm heat source distance 1mm~6mm shielding gas flow rate 30L·min-1 MIG shielding gas flow rate 15L·min-1
下载: 导出CSV
-
[1] ZHOU D W, LIU J S, LU Y Z, et al. Effect of adding powder on joint properties of laser penetration welding for dual phase steel and aluminum alloy[J].Optics & Laser Technology, 2017, 94:171-179. http://cn.bing.com/academic/profile?id=0cb68eecfe44d172ff85df0ca0a3ef8f&encoded=0&v=paper_preview&mkt=zh-cn
[2] DING J K, WANG D P, WANG Y, et al. Effect of post weld heat treatment on properties of variable polarity TIG welded AA2219 aluminum alloy joints[J].Transactions of Nonferrous Metals Society of China, 2014, 24(5):1307-1316. DOI: 10.1016/S1003-6326(14)63193-9
[3] HAN B, TAO W, CHEN Y, et al. Double-sided laser beam welded T-joints for aluminum-lithium alloy aircraft fuselage panels:Effects of filler elements on microstructure and mechanical properties[J].Optics & Laser Technology, 2017, 93:99-108. http://cn.bing.com/academic/profile?id=a275faded82893782b74ead4bb69ba11&encoded=0&v=paper_preview&mkt=zh-cn
[4] MA S, ZHAO Y, ZOU J, et al. The effect of laser surface melting on microstructure and corrosion behavior of friction stir welded aluminum alloy 2219[J].Optics & Laser Technology, 2017, 96:299-306. http://cn.bing.com/academic/profile?id=d821c8201af8e676f851f064e9c79826&encoded=0&v=paper_preview&mkt=zh-cn
[5] HE Y, TANG X, ZHU C, et al. Study on insufficient fusion of NG-GMAW for 5083 Al alloy[J].The International Journal of Advanced Manufacturing Technology, 2017, 92(9/12):4303-4313. http://cn.bing.com/academic/profile?id=3efaf0b2b96baad117ae540ff84c2af8&encoded=0&v=paper_preview&mkt=zh-cn
[6] XU Ch Y, LIU Sh Y, ZHANG H, et al. Droplet transition characteristics and force analysis of laser-arc hybrid welding process[J].Journal of Mechanical Engineering, 2018, 54(6):1-8(in Chinese). DOI: 10.3901/JME.2018.06.001
[7] SONG X H, JIN X Zh, CHEN Sh Q, et al. Progress of laser-arc hybrid welding and its applications in automotive body manufacture[J].Laser Technology, 2015, 39(2):259-265(in Chinese). http://www.jgjs.net.cn/EN/Y2015/V39/I2/259
[8] GAO M, ZENG X Y, YAN J, et al. Heat-source interaction of laser-arc hybrid welding[J].Laser Technology, 2007, 31(5):465-468(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTOTAL-JGJS200705005.htm
[9] AN J F, WU Zh L, FAN D, et al. Research progress in corrosion behavior and protection methods of aluminum alloy welded joints[J].Material Protection, 2015, 48(9):25-30(in Chinese).
[10] KIM W J, WANG J Y, CHOI S O. Synthesis of ultra high strength Al-Mg-Si alloy sheets by differential speed rolling[J].Materials Science and Engineering, 2009, 520(1/2):23-28. http://cn.bing.com/academic/profile?id=f8269bdcf223c9a406b50e0cb0a48ff2&encoded=0&v=paper_preview&mkt=zh-cn
[11] RAJAN T P D, PILLAI R M, PAI B C. Fabrication and characterization of Al-7Si-0.35Mg/fly ash metal matrix composites processed by different stir casting routes[J].Composites Science and Technology, 2007, 67(15/16):33-69. https://www.researchgate.net/publication/223874561_Fabrication_and_characterisation_of_Al-7Si-035Mgfly_ash_metal_matrix_composites_processed_by_different_stir_casting_routes
[12] TAN L, ALLEN T R. Effect of thermomechanical treatment on the corrosion of AA5083[J].Corrosion Science, 2010, 52(2):548-554. DOI: 10.1016/j.corsci.2009.10.013
[13] LI H X. Study on corrosion resistance of aluminum alloy composite welded joints by welding process[D].Changchun: Changchun University of Science and Technology, 2017: 17-32(in Chinese).
[14] CHEN J K, SHI Y, NI C, et al. Effect of line energy on laser welding quality of austenitic stainless steel[J].Laser Technology, 2015, 39(6):850-853(in Chinese).
[15] WEN Y, WANG S, LI X H. 304# Stainless steel rotating bifocal laser-TIG welding microstructure[J].Laser Technology, 2009, 33(6):593-596(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/jsxb200304002
[16] CHEN Y B, CHEN J, LI L Q, et al. Arc shape and weld characteristics during laser-arc interaction[J].Welding Journal, 2003, 24(1):55-56(in Chinese).
-
期刊类型引用(7)
1. 洪妙,刘佳,石岩,张培学,魏登松. 工艺参数对球墨铸铁和低碳钢激光焊接的影响. 激光技术. 2024(01): 54-59 .  本站查看
本站查看
2. 刘瑞琳,张梦莹,门正兴,雷正,杨峰,朱宗涛. 焊接方法对铝合金焊接接头微弧氧化色差的影响. 精密成形工程. 2024(05): 132-139 . 百度学术
3. 马魁一,王丽鹏,赵阳,张冰,韩超,祝哮. 影响使用铝合金试块测试斜探头K值的因素. 铝加工. 2022(03): 59-64 . 百度学术
4. 李传利. 船用铝合金焊接及其船体建造工艺. 船舶物资与市场. 2021(07): 67-68 . 百度学术
5. 吴雁,肖礼军,孙士学,唐德高. 激光在铝合金焊接中的应用研究进展. 热加工工艺. 2021(15): 1-5+11 . 百度学术
6. 赵士伟,张海云,李志永,赵玉刚,张晋烨. 激光参量对血管支架切缝形貌及粗糙度的影响. 激光技术. 2020(03): 299-303 . 本站查看
7. 李忠,刘佳,白陈明,张亚亮,杨玉东. 超声波对铝合金激光-电弧复合焊接影响的研究. 激光技术. 2019(03): 301-306 . 本站查看
其他类型引用(2)
计量
- 文章访问数: 4
- HTML全文浏览量: 0
- PDF下载量: 7
- 被引次数: 9