
Laser selective activation on plastic surface and its electronic circuit forming
-
摘要: 为了实现低成本的精细电子线路快速成型,以CuSO4和NaH2PO2混合溶液为活化液,涂覆于基体表面形成活化层,采用450nm蓝光激光对基体表面活化层进行扫描,从而使基体活化,并结合化学镀铜,在激光扫描区域制备出了导电金属铜层。研究了CuSO4和NaH2PO2的质量浓度、扫描速率和涂覆次数对镀层成型效果的影响,对活化后的基体进行了能谱分析,通过扫描电镜对各阶段镀层相貌进行了表征,并对镀层的结合性和导电性进行了检测。结果表明,当CuSO4和NaH2PO2的质量浓度分别为10g/L和30g/L、扫描速率为320mm/s、涂覆次数为3次时,镀层覆盖率为100%;激光扫描后,活化层中的Cu2+被还原为Cu微粒;镀层线路微观结构均匀致密、轮廓清晰、边界整齐、结合性强,表面电阻趋近于0Ω,导电性良好。该工艺在一定程度上解决了激光诱导技术可操作性差以及贵金属涂布成本高的问题,具有较高的实用价值,在电子线路成型方面具有一定的应用前景。Abstract: In order to achieve rapid prototyping of fine electronic circuits at low cost, an activation layer was formed on the surface of the matrix by using the mixed solution of CuSO4 and NaH2PO2 as the activator. 450nm blue laser was used to scan the activation layer on the surface of the matrix and the matrix was activated. Combined with electroless copper plating, the conductive metal copper layer was prepared in the laser scanning region. The influence of mass concentration of CuSO4 and NaH2PO2, scanning rate and the number of coating on forming effect of the coating was studied. Energy spectrum analysis of the activated matrix was carried out. The appearance of the coating was characterized by scanning electron microscope. The bonding characteristics and the electrical conductivity of the coating were detected. The results show that coating coverage rate is 100% when mass concentration of CuSO4 and NaH2PO2 is 10g/L and 30g/L, the scanning speed is 320mm/s and coating number is 3. After laser scanning, Cu2+ in the activation layer is reduced to Cu particles. The microstructure of the coating line is uniform and compact with clear contour, neat boundary and strong adhesion. Surface resistance is close to 0Ω, and electrical conductivity is good. This process solves the problem of poor operability of laser induced technology and high cost of precious metal coating to a certain extent. The study has high practical value and has a certain application prospect in electronic circuit forming.
-
Keywords:
- laser technique /
- surface modification /
- palladium-free activation /
- electroless plating /
- circuit
-
引言
目前,材料表面局部沉铜主要以激光诱导和激光辐射技术为主[1-4]。SONG[5]等人用激光辐射预先经聚乙烯吡咯烷酮(polyvinyl pyrrolidone, PVP)-AgNO3胶体溶液处理的涤纶织物,在涤纶织物表面制备出银纳米粒子,再以银纳米粒子为活化点成功地催化织物进行化学镀铜。HOU[6]等人为了实现普通硅酸盐玻璃表面的金属化,利用波长为355nm的脉冲紫外激光刻蚀粗化活化,并结合化学镀,在其表面局域制备出了导电金属铜层。XU[7]等人在玻璃上涂布银镍图层,用飞秒激光进行烧蚀,得到具有催化作用的银,成功对玻璃基体进行了化学镀铜。ZHENG[8]等人利用CO2激光作为诱导光源,从金属盐的水溶液中诱导沉积出化学镀的催化核心,再放入化学镀液中沉积出了符合要求的规则的线路镀层。LU[9]等人以钯盐作为活性催化剂,在绝缘材料表面涂布活化催化膜、通过光选择性活化,然后在无电解电镀溶液中沉积出合格的金属电路。
激光诱导和辐射技术能使材料表面得到活化,通过化学镀沉积出各种精细的图形和线路,但还存在如下问题:需将基体放入镀液进行扫描,自由度低,且激光高温容易导致镀液分解;在基体涂布活性催化剂后进行扫描,需要用到银、钯等贵金属,成本高,且伴随贵金属污染[10-14]。本文中以低成本的硫酸铜与次磷酸钠的混合溶液为活化液,涂覆于基体表面,用激光扫描后进行化学镀铜,沉积出了导电性良好的线路及各种复杂图形。
1. 试验方法
1.1 试验材料和仪器
丙烯腈-丁二烯-苯乙烯(acrylonitrile butadiene styrene,ABS)塑料,黑色,密度为1.05g/cm3,成型收缩率为0.4%~0.7%,规格为15mm×15mm×2mm (兴塑塑胶实业有限公司)。实验中所用试剂均为分析纯。
激光源为HLM3350-450-1000-12T型蓝光激光器,功率为1000mW,最小光斑直径为50μm(南通幻影电子有限公司)。
1.2 试验方法
基体活化前需要经过前处理,活化前处理工艺如下:
(1) 除油。Na2CO3:35g/L,Na3PO4:25g/L,NaOH:25g/L; 温度60℃; 时间5min~8min,除油后将基体在蒸馏水中洗净。
(2) 粗化。200mL粗化液配方为MnO2:60g/L,V(H3PO4): V(H2SO4)=1.5: 1,将基体放入粗化液60℃水浴加热,时间20min,粗化后在蒸馏水中洗净并干燥。
(3) 活化液配制。CuSO4:10g/L,NaH2PO2:10g/L~ 50g/L,常温溶解,混合过程需要不断进行搅拌。
(4) 活化液涂覆。涂覆次数为1~4次,每次涂覆后,将基体常温下放置8min~10min。
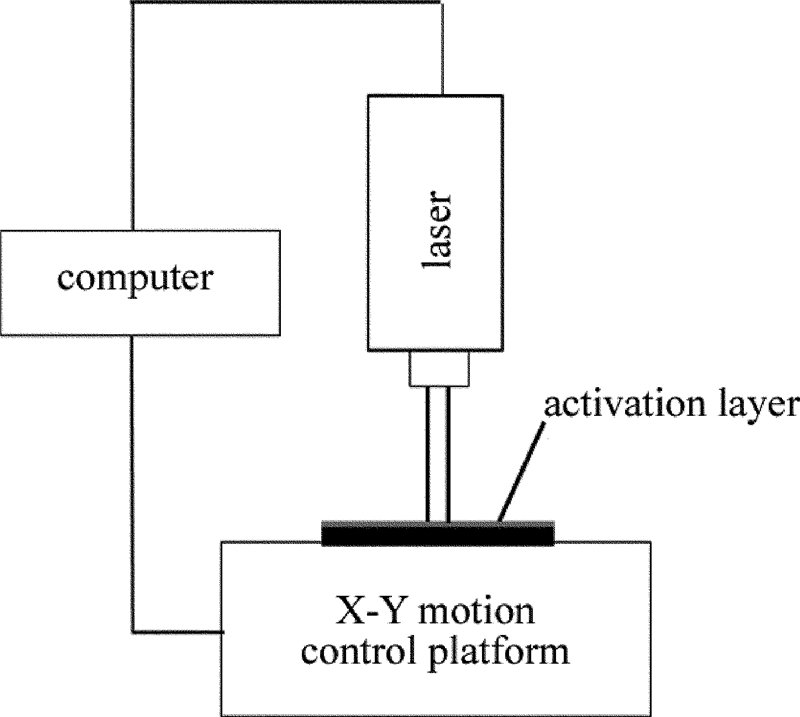
活化液经常温干燥后在基体表面形成一层活化层,用激光对活化层进行扫描,激光能量提供了H2PO2-还原Cu2+所需的活化能,活化层中Cu2+被还原为Cu微粒,从而使基体得到活化。主反应式如下:
H2PO−2+Cu2++2OH−→Cu+H2PO3+H2 (1) 激光活化系统简图如图 1所示。
化学镀铜配方如表 1所示。施镀时间30min,温度35℃。
Table 1. Compositon of electronic platingbath composition concentration CuSO4 5g/L HCHO 10mL/L C4O6H4KNa 25g/L NaOH 7g/L stabilizer 0.2mg/L surface active agent 7g/L 1.3 性能及表征
表面形貌及成分分析:通过UItra55型高分辨冷场发射扫描显微镜分析系统(德国Carl zeissNTS GmbH)对镀层形貌及成分进行分析。
结合性:采用热循环试验[15]检测镀层结合力。
导电性:采用Fluke 179C型数字万用表(福禄克电子仪器仪表公司)测试镀层导电性。
2. 结果与讨论
2.1 NaH2PO2质量浓度、扫描速率和涂覆次数对镀层覆盖率的影响
为了保证活化液中有足够的Cu2+和镀层形状精度,固定CuSO4质量浓度为10g/L,光斑直径为50μm。
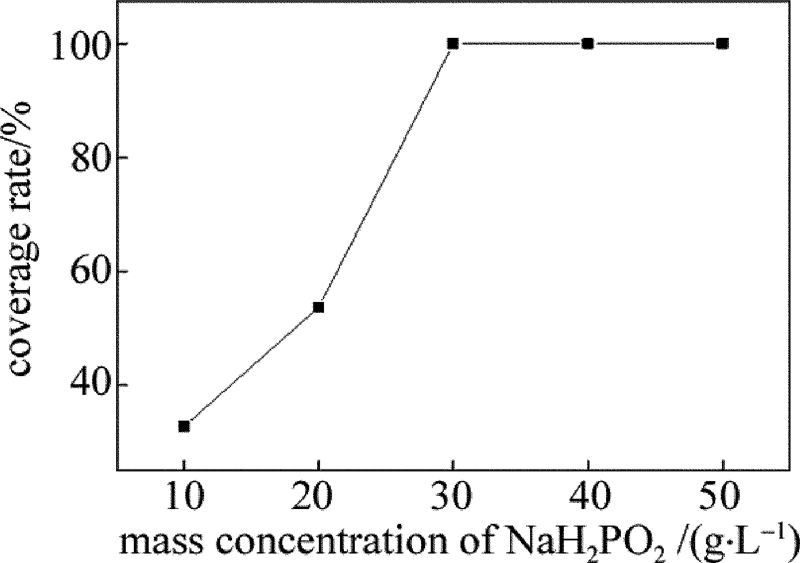
当扫描速率为320mm/s、涂覆次数为3次时,不同NaH2PO2质量浓度对覆盖率的影响规律如图 2所示。从图中可以看出,随着NaH2PO2质量浓度增加,镀层覆盖率明显提高。当NaH2PO2质量浓度为30g/L时,覆盖率达到100%。NaH2PO2质量浓度的增加使每个Cu2+周围的H2PO2-数量上升,激光扫描时有更多的Cu2+被还原,改善了活化效果,提高了镀层覆盖率。
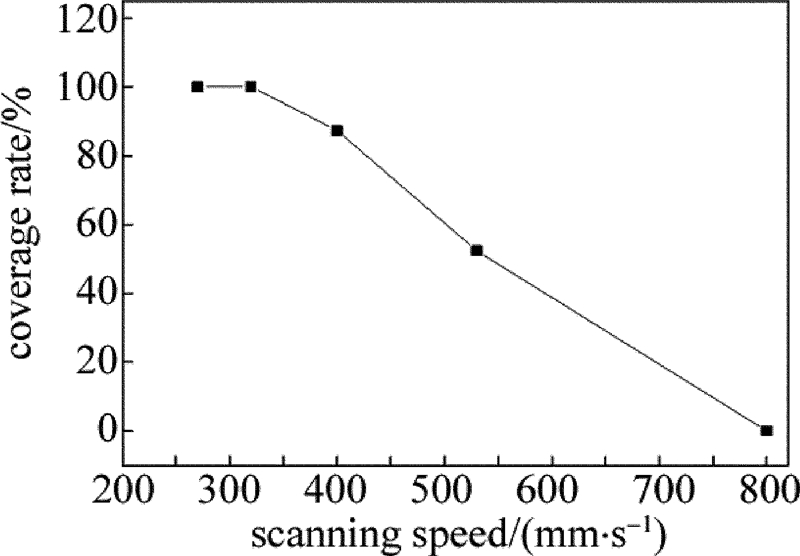
当NaH2PO2质量浓度为30g/L、涂覆次数为3次时,扫描速率对覆盖率的影响规律如图 3所示。从图中可以看出,当扫描速率为320mm/s时,覆盖率为100%。随着扫描速率的降低,活化层所得到的激光能量越多,反应更加充分。速率更低时,覆盖率没有变化,说明扫描速率为320mm/s时,活化层已得到充分反应。
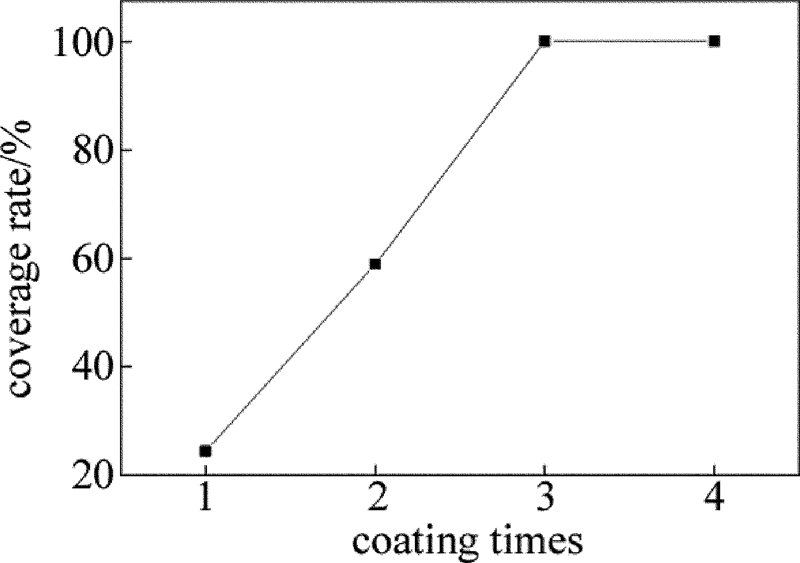
当NaH2PO2质量浓度为30g/L、扫描速率为320mm/s时,涂覆次数对覆盖率的影响规律如图 4所示。从图中可以看出,当涂覆次数达到3次时,镀层完全覆盖基体,说明经过3次涂覆,基体表面各处附着有充足的Cu2+和H2PO2-,激光扫描后基体得到充分活化。再次增加涂覆次数,既不经济,也可能导致活性Cu微粒形成疏松组织,影响镀层性能,因此取涂覆次时为3次。
通过对NaH2PO2质量浓度、扫描速率和涂覆次数对覆盖率影响的研究,得出最终的工艺为:光斑直径为50μm,CuSO4质量浓度为10g/L,NaH2PO2质量浓度为30g/L,扫描速率为320mm/s,涂覆次数为3次。
2.2 表面形貌及能谱分析
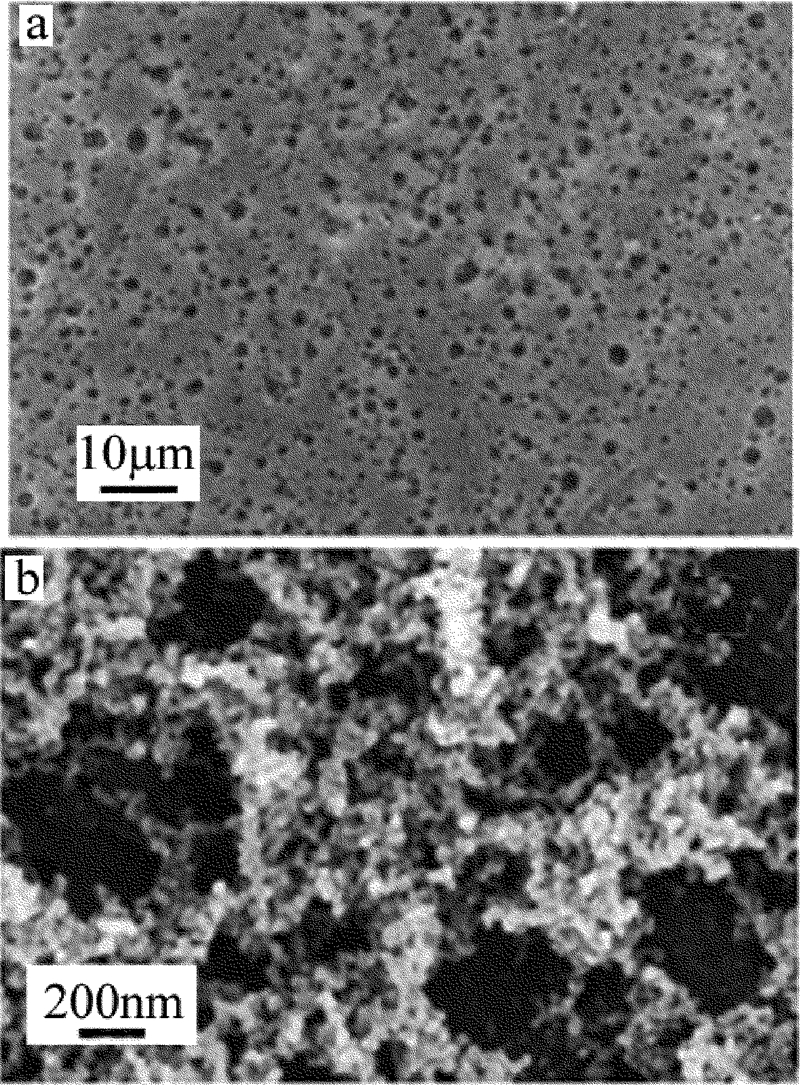
基体粗化和活化后的表面形貌如图 5所示。图 5a为基体粗化后表面形貌,从图中可以看出,基体粗化后表面形成许多平均直径为1μm的小蚀孔,使基体表面积增加,亲水性得到明显提高,为活性离子的吸附提供了有利条件。图 5b为基体活化后表面形貌,基体活化后,表面形成了密集的纳米级微粒。
![Figure 5. Surface morphology of the substrate after roughening and after activation]() Figure 5. Surface morphology of the substrate after roughening and after activationa—after roughening b—after activation
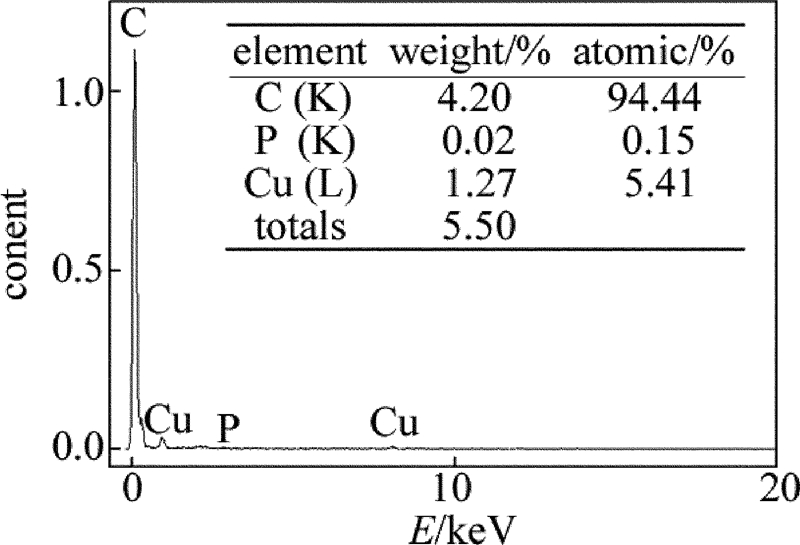
Figure 5. Surface morphology of the substrate after roughening and after activationa—after roughening b—after activation基体活化后表面能谱图如图 6所示。图谱中出现较高的C峰,这是由于基体表面含C元素较高的原因。Cu峰和P峰的出现,说明活化层中的Cu2+还原成Cu,H2PO2-中有部分P元素被还原,与Cu形成合金,活化层能够在激光作用下发生化学镀铜反应。
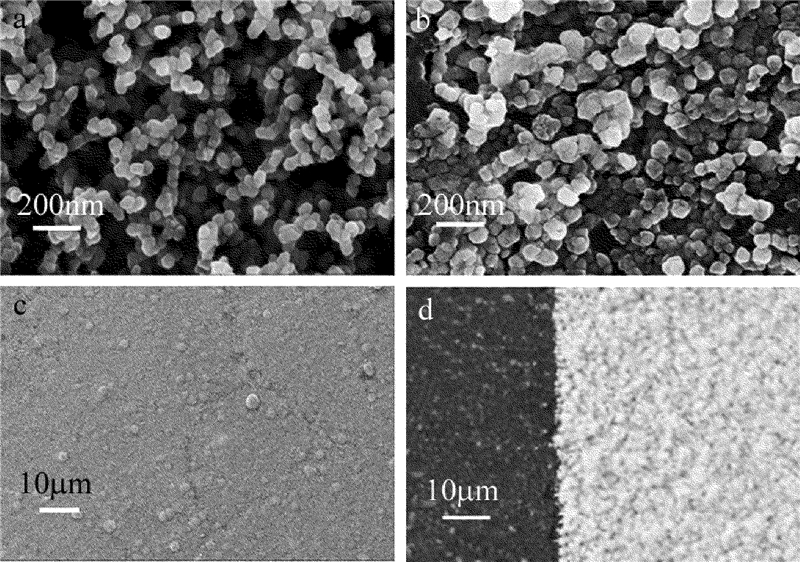
不同施镀时间基体表面形貌如图 7所示。图 7a为施镀1min基体表面形貌,化学镀反应首先在催化核心表面进行,基体表面Cu粒子明显变大。图 7b为施镀5min后基体表面形貌,随着镀层的不断生长,开始对基体形成覆盖。图 7c为施镀30min基体表面形貌,基体被完全覆盖,镀层均匀,结构致密。图 7d为镀层边界形貌,可以看出镀层边界整齐,毛刺较少,说明化学镀反应只在活化区域进行。塑料基体为低导热材料,激光能量不易扩散,光斑区域外活化反应无法进行,因而保证了活化区域的精准性,使镀层具有较好的边界形貌。
![Figure 7. Surface morphology of substrate at different plating time]() Figure 7. Surface morphology of substrate at different plating timea—1min b—5min c—30min d—boundary topography
Figure 7. Surface morphology of substrate at different plating timea—1min b—5min c—30min d—boundary topography2.3 性能检测
施镀30min后采用热循环试验检测镀层结合性,具体方法如下:将镀件放入80℃水浴中保温1h,然后立即放入20℃水浴中30min,最后放入0℃温度环境中保持1h。经过高温、室温、低温反复3次,镀层表面若如无起泡、裂纹、折皱等现象则视为合格。经检测,镀层结合性良好。
用万用表对基体活化区域表面电阻进行测量,测得电阻趋近于无穷大;施镀后,镀层电阻趋近于0Ω。从导电性可知,基体施镀前为绝缘体,施镀后镀层部分为导体,电阻值趋于0Ω,说明导电性良好。
2.4 样品
图 8为激光选区活化所得样品。图 8a为成型电路,图 8b为鼠形图案,两幅图中图形尺寸均为10mm× 10mm,图形轮廓清晰,与计算机输入图形完全一致。从图 8a中可以看出, 精细线路成型后,镀层容易氧化变色,所以在施镀后需要进行相应的保护处理。
3. 结论
以CuSO4和NaH2PO2混合溶液为活化液涂覆于基体表面形成活化层,利用450nm蓝光激光器对基体表面活化层进行扫描,使基体得到活化。通过对激光头的运动控制,成功在基体表面镀上一层均匀致密、结合性强、导电性良好的金属铜线。
(1) 采用正交试验得到最优活化工艺为:激光光斑直径为50μm,CuSO4质量浓度为10g/L,NaH2PO2质量浓度为30g/L,扫描速率为320mm/s,活化液涂覆次数为3次时,采用该工艺得到镀层形状精确、边界整齐、性能良好。
(2) 激光扫描后,活化层中Cu2+被还原为30nm~40nm具有较强催化作用的Cu微粒。施镀5min后,基体表面开始形成完整镀层。
(3) 精细线路镀层易氧化,镀层的抗氧化性有待进一步研究。
(4) 激光选区活化工艺在一定程度上解决了激光诱导技术可操作性差以及贵金属涂布成本高的问题,具有较高的实用价值,在电子线路成型方面具有一定的应用前景。
-
![]()
Figure 5. Surface morphology of the substrate after roughening and after activation
a—after roughening b—after activation
![]()
Figure 7. Surface morphology of substrate at different plating time
a—1min b—5min c—30min d—boundary topography
Table 1 Compositon of electronic plating
bath composition concentration CuSO4 5g/L HCHO 10mL/L C4O6H4KNa 25g/L NaOH 7g/L stabilizer 0.2mg/L surface active agent 7g/L  下载: 导出CSV
下载: 导出CSV
-
[1] JIA Zh G, KONG D L, L D X, et al.Research progress of activation processes for electroless plating on nonmetal substrates[J].Electroplating & Finishing, 2016, 35(16):866-872(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTotal-DDTL201616011.htm
[2] HE X T, LIU J X, WU Zh Z, et al.Reseach status of laser treatment on plating surface[J].Hot Working Technology, 2011, 40(10):143-146(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=rjggy201110042
[3] LIN Y, LIU Zh H, WANG F, et al.Development of corrosion surface modification technology for magnesium alloys[J].Surface Technology, 2016, 45(4):124-131(in Chinese). http://www.en.cnki.com.cn/Article_en/CJFDTotal-BMJS201604023.htm
[4] ZHU Y, ZHANG Y, WANG X M, et al.Research progress of laser surface modification in preparation of metal-matrix ceramic coatings[J].Modern Chemical Industry, 2014, 34(10):64-67(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=xdhg201410014
[5] SONG Ch Y, YAN Y F, LI X Q, et al.Study on silver particles obtained by laser-induced deposition as an activator for electroless copper plating on polyester fabric[J].Electroplating & Finishing, 2015, 34(24):1400-1404(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=ddyts201524004
[6] HOU T J, AI J, LIU J G, et al.Selective preparation of metal copper layer on silicate glass by laser surface modification[J].Laser Technology, 2018, 42(2):176-180(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTotal-JGJS201802007.htm
[7] XU J, LIAO Y, ZENG H, et al.Mechanism study of femtosecond laser induced selective metallization (FLISM) on glass surfaces[J].Optics Communications, 2008, 281(13):3505-3509. DOI: 10.1016/j.optcom.2008.03.017
[8] ZHENG J, CHEN C H, LIU J G, et al.Process for producing conductive circuit of printed circuit board by laser induced liquid phase deposition: CN1377220[P]. 2002-10-30(in Chinese).
[9] LU Q H, WANG Zh G, ZHU Z K, et al. Photoselective deposition of copper lines on ABS substrates by electroless plating[J].Functional Materials, 2000, 31(1):95-97(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=gncl200001033
[10] CHEN D Sh.Method for laser induced selective chemical plating on polyimide film: CN1772948[P]. 2006-05-17(in Chinese).
[11] PING Y Q, JIANG K Y.Experimental studies about purlsed laser modiifed polyurethane surface chemical copperplating without palladium[J].Engineering Plastics Application, 2015, 43(3):54-59(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/gcslyy201503022
[12] PAN C T. Selective electroless copper plating micro-coil assisted by 248nm excimer laser[M]. Amsterdam, Netherland:Elsevier Science Ltd, 2004:62-75.
[13] KORDÁS K, REMES J, LEPPÄVUORI S, et al. Laser-assisted selective deposition of nickel patterns on porous silicon substrates[J]. Applied Surface Science, 2001, 178(1):93-97. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=3100f926cca2ad7d13d1319576f1c317
[14] WANG X C, ZHENG H Y, LIM G C. Laser induced copper electroless plating on polyimide with Q-switch Nd:YAG laser[J]. Applied Surface Science, 2002, 200(1):165-171. http://www.sciencedirect.com/science/article/pii/S0169433202008504
[15] FENG L, ZHU M B.Quality management of modern electronic assembly[M].Xi'an:Xidian University Press, 2009:84-91(in Chinese).
-
期刊类型引用(13)
1. 马博华,杨尹. 基于激光传感器的室内舒适度智能控制系统设计. 激光杂志. 2021(12): 197-201 .  百度学术
百度学术
2. 马佳博,王成玥,陈峰. 加激光选区熔化成形技术的产品设计三维模型研究. 激光杂志. 2020(05): 134-138 . 百度学术
3. 宋姗姗,刘韦. 基于激光技术的无线传感系统容错目标定位设计. 激光杂志. 2020(06): 36-39 . 百度学术
4. 潘森,高婧婧,许孝芳,毕勇,李金鹏. 多星敏感器地面热漂移标定位置误差检测研究. 激光技术. 2020(06): 664-667 . 本站查看
5. 许爽,周铜. 电动汽车锂电池电源故障激光传感器设计. 激光杂志. 2019(03): 168-171 . 百度学术
6. 吴耕锐,郭三学,薄鸟,刘永利. 基于激光传感器的多应急救援车辆运输路径优化识别系统设计. 激光杂志. 2019(06): 88-92 . 百度学术
7. 李亚红,冯东华. 激光传感网络恶意代码主动检测系统设计. 激光杂志. 2019(06): 212-215 . 百度学术
8. 郑新建,刘玲玲. 基于激光传感器采集信息的电气设备状态分析研究. 激光杂志. 2019(07): 179-183 . 百度学术
9. 蒋天堂,杜焰. 基于激光传感器实时数据的交通信号灯控制优化研究. 激光杂志. 2019(09): 155-158 . 百度学术
10. 李房云,赵巍. 基于激光传感器数据的机器人工作路径智能控制. 激光杂志. 2019(09): 147-150 . 百度学术
11. 彭军,陈鑫源. 基于激光位移传感器的数据高速处理系统设计. 激光杂志. 2019(12): 107-109 . 百度学术
12. 韩春光,蔡彤琛,时广华,王科峰,汪志成. 基于向量积同向技术的改进APIT定位算法. 激光技术. 2018(03): 395-399 . 本站查看
13. 杨喜良,邵磊,杨晓峥,张小虎,李柏松,高晞光. 调节型电液执行机构性能测试. 油气田地面工程. 2018(10): 90-95 . 百度学术
其他类型引用(1)

计量
- 文章访问数: 3
- HTML全文浏览量: 0
- PDF下载量: 5
- 被引次数: 14