 网站地图
网站地图










-
结构设计又叫技术设计,是从抽象到具体、从定性到定量、从粗略到详细的设计过程,根据设计要求,确定机械系统各零部件的尺寸、材料、数量、形状、空间相互位置、加工和装配。设计时,还要考虑加工条件、材料选择、加工工艺等。为了节约空间,以冷却部件为基准,将激光器发射部件、发射天线部件、接收天线部件、水箱、风扇及散热部件进行一体化设计。冷却部件的设计很大程度上影响测距机的激光出光品质,其结构设计显得尤为重要。
-
为了减轻重量, 同时还要保证结构的强度和可靠性,该激光器的工作环境温度为-60℃~60℃,综合考虑后,选用钛合金(TC4Y GB/T 2965-1996),该材料的密度为4.5g/cm3,工作温度为-100℃~550℃,室温抗拉强度为895MPa,在高温400℃下的抗拉强度为625MPa,能够满足激光器的环境使用要求。TC4钛合金还具有优良的耐蚀性、高温抗氧化性能、韧性和焊接性一系列的优点。
-
目前,常见的金属焊接方式分为熔焊和压焊,它们又各自分了很多种类,如图 1所示[3-4]。
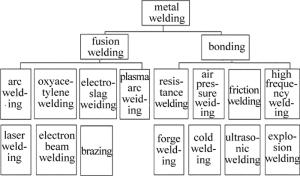
Figure 1. Classification of welding
针对所采用的材料,水箱焊接采用真空电子束焊。真空电子束焊是20世纪60年代初期才应用于生产的一种先进的特种焊接技术。它利用电子枪阴极发射出的电子,经直流高压电场加速,使电子获得很高的能量,并通过静电和电磁透镜聚焦成束。用这种高能电子束在真空中轰击焊接表面,电子的动能立即转变为热能,使接头处的金属受热熔化,从而达到焊接的目的。真空电子束焊具有很好的特性:能量高度集中,功率密度为107kW/m2~1011kW/m2;熔深大、焊缝窄,连续焊的深度和宽度之比可达20:1,脉冲焊可达50:1;热影响区小,输入线能量小,变形小,裂纹倾向小,晶粒长大小、焊缝成分及接头性能变化小;焊接参量能精确地调节和控制,且其再现性好;操作方便,易实现自动化和程序控制;能焊高温易氧化的材料或高熔点的材料及其它方法无法焊接的材料;可达性好。
-
激光器由于自身的热变形和附加载荷,导致激光束的出光角度即使产生微小偏移,也会影响激光器的准直精度。为了保证激光器的位置精度、强度和性能,减少多个环节配合引起的误差,对冷却部件进行一体化设计[5-7],将发射天线结构和水箱、水箱散热结构全部集成一体。
发射天线筒是发射部件的基体,其尺寸和精度决定了发射天线是否能正常工作。发射天线筒的结构剖面图如图 2所示。其同轴精度为0.04mm,在加工过程中,只需要一次装夹,能够满足该精度要求;光轴与激光器的安装面的尺寸为13.5mm±0.03mm。以上尺寸精度和形位公差精度能满足激光器2.5mrad的精度要求,保证输出光不被切光。
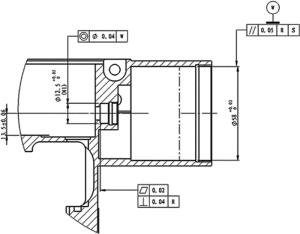
Figure 2. Section of transmitting telescope tube
-
为了节约空间,减少因为安装带来的空间浪费,将发射基体的下半部分作为水箱。图 3为水箱结构示意图[8-10]。由图 3可见, 水箱是由整块钛合金材料抠出来的。为了充分利用空间和减轻重量,其内部结构较为复杂,其对应的加工工艺也较为复杂。水箱的大小为700mL,里面装550mL冷却液,该冷却液的主要成分为碳酸酯,热容为0.48J/K[11],激光器的重复频率为20Hz,产生的热量为80J,光靠冷却液自身的热容不足以带走这些热量,需要在水箱内部加上一个散热组件,并通过外加风扇来加快散热。散热部件由散热器基体、散热器内轴、散热器尾罩、散热器外罩和散热器内轴尾组成,散热器基体上的散热片呈螺旋状,增加气流与叶片的碰撞,加快散热[12-13]。散热组件剖视图如图 4所示。
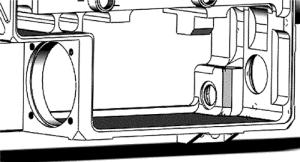
Figure 3. Tank structure
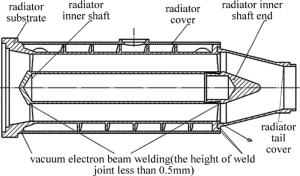
Figure 4. Section of heat dissipation component
-
强度、刚度、可靠性和寿命是机械零件设计时应满足的基本要求,设计完成后再进行优化。采用SolidWorks Simulation对照射基体进行优化分析,必须要对照射基体作静态分析。首先,对照射基体进行有限元分析,SolidWorks Simulation与其它计算机辅助工程(computer aided engineering, CAE)分析过程一样,一般包括前处理、求解和后处理[16-17]。
对照射基体模型进行约束、加载后,Simulation使用高级技术将模型的网格划分为有限单元,网格信息如表 1所示。以上工作均完成后,对模型进行当前条件的求解。图 6是发射基体的网格划分图。图 7是von Mise应力分析结果图,最大von Mise应力为606599N/m2,主要集中在安装激光器的基面上,远小于材料的屈服强度。图 8是其应变分析结果图,最大应变为3.27778×10-6。图 9是位移分析结果图,最小综合位移和最大综合位移分别为1×10-30mm和0.000522434mm,变形量相当小,满足精度要求。依据上面的分析可知,此结构设计的安全性和可靠性是完全满足设计要求的。
Table 1. Mesh information
the type of mesh solid mesh Mesher based on the curvature of the grid Jacobi point 4 points maximum unit 17.7404mm minimum unit 3.54809mm the quality of mesh high total number of points 74013 total number of units 41022 maximum height to width ratio 568.18 height to width ratio < 3% 1.51% height to width ratio>10% 63.8% warp unit(Jacobi) 0% 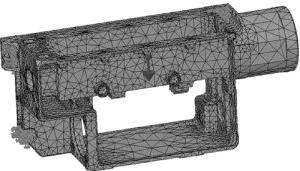
Figure 6. Meshing

Figure 7. Stress analysis
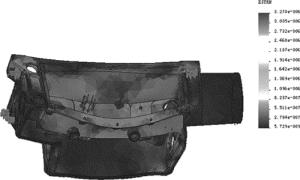
Figure 8. Strain analysis
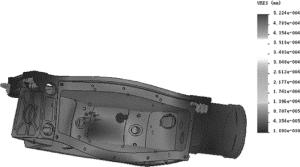
Figure 9. Displacement analysis
-
冷却部件是随激光器进行温度特性试验的,通过测试激光器的相关参量对结构的温度特性进行试验验证[18-19]。将具有激光结构及其冷却部件一体化设计的小型激光器,在环境温度-40℃~ +65℃下进行温度循环工作试验,用温度传感器测试激光器冷却部件的温度特性。分别在高温+65℃和低温-40℃的环境下,对装有激光器的冷却部件恒温3h后,激光器以20Hz重复频率连续工作1min,测试激光输出能量为84mJ~88mJ,测试光轴稳定性为0.03mrad,脉宽为13.5ns,经天线后的束散角0.25mrad,测得水箱最高温度75℃,最低温度-40℃,均满足激光器技术指标要求,说明冷却部件的高低温的变形和散热设计均满足使用要求。
-
将具有激光结构及其冷却部件一体化设计的小型激光器,按照实际固定安装要求,固定在冲击振动平台上,进行冲击振动试验。冲击方向:垂直于安装基面,峰值加速度28g, 半正弦波,冲击次数8次。振动方向:三轴三方向进行随机振动和定频振动。持续时间:随机振动每轴向36min;定频振动每个频率点3min。冲击振动完后,外观检验冷却部件没有出现焊缝开裂、产品变形、水箱渗漏等现象。常温下,激光器以20Hz重复频率连续工作1min,测试激光输出能量为81mJ~85mJ,测试光轴稳定性为0.04mrad,测试激光光轴与安装基面的平行度为0.3mrad,脉宽为12.5ns,天线后的束散角0.25mrad,均满足激光器技术指标,说明结冷却部件的抗冲击振动设计满足使用要求。
-
在环境温度-40℃~+65℃下叠加冲击振动试验,每轴向试验时间2.5h,幅值增加1.6倍,振动曲线如图 10所示。
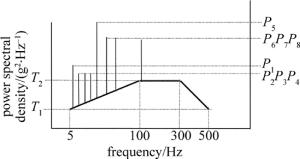
Figure 10. Vibration curve
同样,激光器冷却部件随激光器进行-40℃~+65℃环境温度叠加冲击振动试验。在具有高低温环境的冲击振动平台上,通过测试激光器是否能正常工作,对冷却部件的温度叠加冲击振动特性进行试验验证。经过以上试验后,外观检验冷却部件没有出现焊缝开裂、产品变形、水箱渗漏等现象。对水箱进行加压检漏检验,加高纯氮气压强0.2MPa,保持时间15min不漏气,再测试激光器的输出能量为80mJ~83mJ、光轴稳定性0.04mrad, 光轴与安装基面的精度0.4mrad, 脉宽为13.5ns,天线后的束散角0.25mrad。以上数据均满足激光器技术指标,并保持优良性能,说明冷却部件在-40℃~+65℃环境温度下抗冲击振动的设计满足使用要求。
-
根据激光器要求的技术指标和性能要求,对激光器的核心部件——发射基体结构件进行了详细的的设计,并仿真分析了发射基体的薄弱环节及改进方法。将冷却部件随激光器进行了环境温度-40℃~+65℃的温度循环工作试验、冲击振动特性试验,并在环境温度-40℃~+65℃下叠加冲击振动试验,试验中以及试验后分别测试激光器的相关参量,对冷却部件进行了试验验证。试验表明, 该结构稳定可靠,激光器满足技术指标和性能要求。
小型激光器冷却部件的结构设计与分析
Structure design and analysis of cooling parts of compact lasers
-
摘要: 为了在限定的包络结构内完成小型激光器冷却部件的设计,并保证激光器和冷却部件的安装精度、发射天线的精度和水箱的散热能力,根据该激光器的技术指标,确定了采用的金属材料和焊接方式,进行了一体化和小型化设计。采用有限元分析软件和SolidWorks软件对冷却部件中的重要零件进行静态分析,以确保其精度和可靠性。最后将加工完成的实物进行温度特性试验、冲击振动特性试验和高低温环境下叠加冲击振动试验。结果表明,冷却部件未出现撕裂、漏液等质量问题;激光器的束散角为2.5mrad,输出能量为86mJ,脉宽为12ns,满足设计要求。该设计稳定可靠,可运用于多种机载激光测距机或指示器。Abstract: In order to complete the design of cooling components within the limited envelope structure of a small laser and guarantee installation accuracy of the laser and cooling parts, the accuracy of transmitting telescope and heat dissipation of water tank, according to the given technical specifications of laser and the determined metal materials and welding methods, the detailed integration and miniaturization design of the cooling parts were carried out. Finite element analysis method and SolidWorks software were used to analyze the static state of the important parts in the cooling parts to ensure its accuracy and reliability. Finally, temperature characteristics test, shock and vibration characteristics test and impact vibration test under high and low temperatures were carried out. The results show that some quality problems, such as tearing and leakage, do not appear in the cooling parts. Beam divergence angle of 2.5mrad, output energy of 86mJ and pulse width of 12ns meet the design requirements. The design is stable and reliable, and can be used in a wide range of airborne laser range finders or indicators.
-
Key words:
- laser technique /
- structure design /
- static analysis /
- heat dissipation /
- integrated design /
- miniaturization
-
Table 1. Mesh information
the type of mesh solid mesh Mesher based on the curvature of the grid Jacobi point 4 points maximum unit 17.7404mm minimum unit 3.54809mm the quality of mesh high total number of points 74013 total number of units 41022 maximum height to width ratio 568.18 height to width ratio < 3% 1.51% height to width ratio>10% 63.8% warp unit(Jacobi) 0%  下载: 导出CSV
下载: 导出CSV
-
[1] MA Q, TIAN Z H, WANG Z F, et al. A theoretical model of high power CSEL based on the thermal-offset-current [J]. Chinese Journal of Luminescence, 2009, 30(4):463-466. [2] CHILLAR J, BUTTERWORTH S, ZEITSCHEL A, et al. High power optically pumped semiconductor lasers[J]. Proceedings of the SPIE, 2004, 5332: 143-150. doi: 10.1117/12.549003 [3] LI X Y, WU Ch S, LI W Sh. Study on the progress of welding science and technology in China[J]. Journal of Mechanical Engineering, 2012, 48(60):19-23(in Chinese). [4] YAN X F. Application and development trend of the vacuum EB welding in airborne equipment in China[J]. Aviation Manufacturing Technology, 2005, 9:90-92(in Chinese). [5] ZHANG Y, JIN G H, JIANG Y, et al. Design of back suspension support structures for large scale dynamic scanning mirrors [J]. Laser Technology, 2016, 40(3):441-446(in Chinese). [6] HAN G Y, ZHANG G L, CAO L H, et al. Opto-mechanical structural design of laser emitting system for SLR[J].Chinese Journal of Scientific Instrument, 2011, 32(7):1669-1674(in Chinese). [7] LI Ch, HE X. Design of lightweight large aperture mirrors and supporting structures [J]. Laser Technology, 2015, 39(3):337-340(in Chinese). [8] PENG Y F, WU D Y, ZHANG Y, et al. Simulation and structure design of a high power laser mirror with self-compensation of thermal distortion[J]. Laser Technology, 2012, 36(1):120-123(in Chinese). [9] TIAN Ch Q, XU H B, CAO H Zh, et al. Cooling technology for high-power solid-state laser[J]. Chinese Journal of Lasers, 2009, 36(7):1686-1689(in Chinese). doi: 10.3788/JCL [10] ZHANG Zh. Study of the micro-channel cooling technology for end-pumped solid state lasers[D]. Harbin: Harbin Institute of Technology, 2008: 14-20(in Chinese). [11] JIANG X Y, ZHENG J G, YAN X W, et al. Structural design of the water cooling system in a high power end cooled Yb:YAG slab laser[J]. Laser Technology, 2011, 35(5):629-631(in Chinese). [12] JIA Ch Y, WANG Ch, LIU W F, et al. Cooling liquid for liquid immersed solid-state laser[J]. Modern Chemical Industry, 2015, 35(10):95-97(in Chinese). [13] LV K P, TANG X J, LIU L, et al. Numerical analysis of the cooling structure of side-pump solid laser[J]. Laser and Infrared, 2016, 46(11):1345-1348(in Chinese). [14] ALFORD W J. High power and good beam quality at 980 nm from a vertical external-cavity surface-emitting laser [J]. Journal of the Optical Society of America, 2002, B19(4):663-666. [15] RICHARDSON D, NILSSON J, CLARKSON W. High power fiber lasers: current status and future perspectives[J]. Journal of the Optical Society of America, 2010, B27(11):63-92. [16] JING H Q, ZHONG L, NI Y X, et al. Design and simulation of a high-efficiency cooling heat-sink structure using fluid-thermodynamics[J]. Journal of Semiconductors, 2015, 36(10):1-6. [17] LI Zh G. Heat transfer and thermal stress study of high power solid laser[D].Beijing: University of Chinese Academy of Science, 2008: 3-8(in Chinese). [18] YANG Ch, ZHAO G, GAO H, et al. Airborne laser with secondary circulating cooling: Chinese: ZL201010052651.7[P]. 2013-11-27(in Chinese). [19] ZHANG G, LI J, PENG X J, et al. Compact repetitive diode-pumped slab lasers without thermoelectric coolers [J]. Laser Technology, 2016, 40(5):625-628(in Chinese). -

 点击查看大图
点击查看大图

图(10) / 表(1)
计量
- 文章访问数: 6202
- HTML全文浏览量: 3451
- PDF下载量: 209
- 被引次数: 0
