 网站地图
网站地图







-
随着能源及环境问题的日益突出,轻量化成为交通运输领域的重要研究方向。碳纤维复合材料(carbon fiber reinforced plastics, CFRP)是由碳纤维作为增强体、树脂作为基体固化成形的先进复合材料,因其比强度高、耐高温、抗腐蚀等特点,在航空航天、汽车等领域作为轻量化材料被大量使用[1]。由于CFRP增强体与基体性能的差异以及CFRP材料硬度高、韧性强等特性,采用传统的机械加工方式出现如刀具易磨损、复合材料分层、纤维破碎及加工后性能变差等问题,严重制约CFRP的应用,CFRP的激光加工已成为目前研究的热点[2-3]。
由于CFRP中增强体在热膨胀系数、气化温度等热力学性能方面与基体存在相当大差异,在激光切割中表现出热影响区(heat affected zone, HAZ)、纤维拔出、复合材料分层、纤维末端膨胀等缺陷,导致激光切割CFRP面临巨大挑战[4-5],在激光加工过程中产生的热影响区严重影响CFRP的静态强度[6]。针对CFRP材料激光加工过程中的热损伤问题,国内外学者进行了相关研究。LAU[7]等人使用Nd:YAG激光光源与CO2激光光源分别对CFRP进行切割实验,结果表明,短波长的Nd:YAG激光切割产生的切缝窄、热损伤小。FENOUGHTY[8]等人比较了Nd:YAG脉冲激光与连续激光对CFRP切割的影响,实验表明,脉冲激光由于在相邻脉冲作用时间间隔里能让材料进行冷却,相对连续激光可有效减少热损伤。ZHANG[9]等人研究了激光辐射过程中两种纤维增强复合材料对激光的吸收特性,得到了激光参量对材料吸收率的影响。HUA[10]等人利用单因素变量实验方法,研究了毫秒脉冲激光工艺参量和水下切割方法对切割质量的影响,实验表明:合理的工艺参量以及水下切割可有效减小纤维拔出等缺陷。NEGARESTANI[4]等人研究了Nd:YAG脉冲激光切割CFRP过程中混合气体对切割质量的影响。LEONE[11]等人研究了Nd:YAG激光参量对CFRP材料切割质量的影响。STOCK[12]等人的研究表明,激光能量进行多次施加可有效减小激光切割CFRP材料热损伤效应。GOEKE[13]等人研究了激光参量对CFRP材料切割热影响区和切缝宽度的影响。SONG[14]研究了激光切割参量对CFRP切割表面质量的影响,并对激光切割过程产生的热影响区进行分析。WEBER[15]等人模拟分析了工艺参量对热损伤的影响。
本文中利用皮秒脉冲激光对CFRP进行烧蚀实验,研究了工艺参量对CFRP去除过程中热影响区及扫描深度的影响,得到最优的工艺参量,在此基础上对1.5mm厚CFRP板进行切割实验。通过优化切割参量来提高切割质量,从而为皮秒激光切割CFRP学术研究与工业应用提供参考。
-
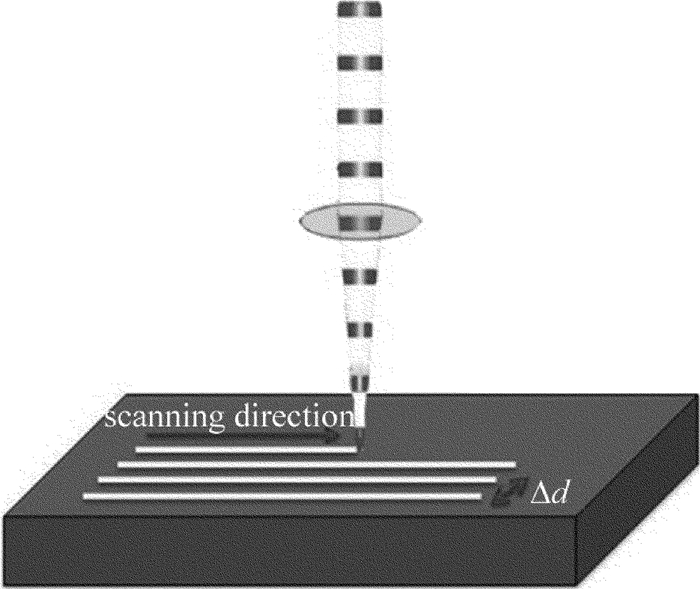
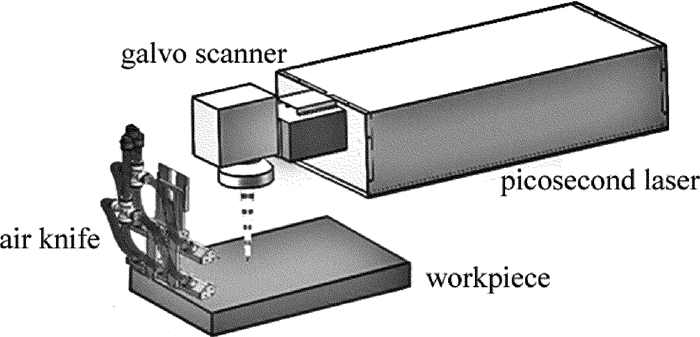
实验中采用的切割系统如图 1所示。系统采用EdgeWavePX200-2-GM型皮秒激光器,通过3维扫描振镜实现z方向动态聚焦,使用空气作为辅助气体,并通过气刀作用于工件表面,气体压力为0.8MPa[16],实验采用超景深3维显微镜观测扫描深度和热影响区。
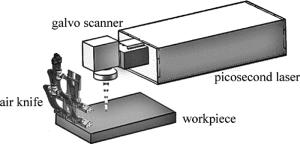
Figure 1. Scheme of cutting system
切割系统使用的激光波长为1064nm,脉宽为10ps,最大平均功率为100W,重复频率为0.4MHz~20MHz,通过3维扫描振镜聚焦后光斑直径为50μm,振镜最高扫描速率为20m/s。切割系统具体参量如表 1所示。
Table 1. Processing parameters
parameters value average power P 30W~100W repetition rate frep 0.4MHz~20MHz scanning speed vs 0.1m/s~20m/s pulse duration τ 10ps focus diameter d 50μm wavelength λ 1064nm -
实验中采用碳纤维复合材料,其增强体为碳纤维T300,基体为环氧树脂,各占50%,属正交层合板(碳纤维铺层的铺设方向为0°和90°),板厚为1.5mm,材料组成成分及热力学性能如表 2所示。
Table 2. Thermal and physical properties of the CFRP composite
parameters type carbon-fiber T300 epoxy resin density ρ/(kg·m-3) 1.78 1.1 evaporation temperature Tv/K 4000 700 structure damage temperature Td/K 3100 440 heat conductivity κ/(W·m-1·K-1) 50 0.1 specific heat capacity c/(J·kg-1·K-1) 710 1884 -
实验方法如图 2所示。将1.5mm厚CFRP板置于激光焦平面上,分别研究平均功率、扫描速率、重复频率、扫描次数对热影响区及扫描深度的影响。为了更加均匀地去除整个碳纤维复合材料和提高去除效率,对轨迹进行多次循环扫描,并通过动态聚焦系统实现焦点补偿。在切割中为了避免切缝过窄造成的遮蔽效应,扫描若干条间距为Δd的平行轨迹来增加切缝宽度,最终实现1.5mm厚CFRP切割。
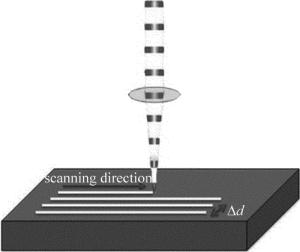
Figure 2. Illustration of scanning strategy
-
激光功率为60W、重复频率为0.4MHz、扫描速率为4m/s时,CFRP表面产生的热影响区如图 3所示。从图中可以看出,在切割过程中环氧树脂基体材料回缩,而表层碳纤维增强体并未被去除而裸露出来形成热影响区。这是因为环氧树脂气化温度为700K,而碳纤维T300的气化温度为4000K,所以当激光能量不足够使碳纤维气化而仅仅只能使环氧树脂气化时,气化的环氧树脂被辅助气体吹除,碳纤维保留在切缝两侧裸露出来形成热影响区。
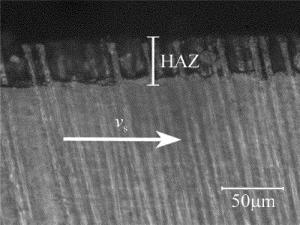
Figure 3. Microscopy of the ablated region
-
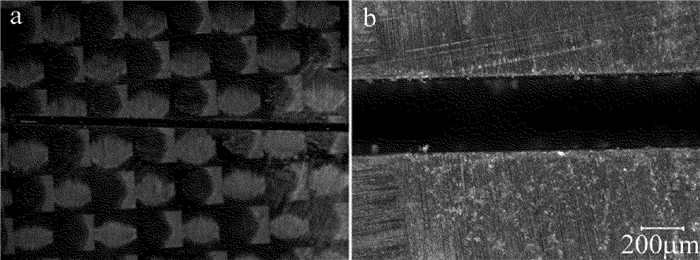
在激光功率为60W、重复频率为0.4MHz、扫描速率为1m/s时,CFRP表面热影响区如图 4所示。从图中可以看出,CFRP表层纤维的排布方式对热影区有显著影响,当扫描方向与表层纤维排布方向垂直时,热影响区最大达70μm;当扫描方向与纤维排布方向一致时,材料表面几乎没有热影区。主要是因为碳纤维的热传导率远远大于环氧树脂的热传导率,未能达到CFRP烧蚀阈值处的脉冲能量沿着碳纤维方向传播,所以当扫描方向与表层纤维排布方向一致时,沿着扫描方向传播的能量与下一个脉冲能量共同用于去除CFRP材料,扫描深度也更大,对切缝两侧造成热影响区较小;而当扫描方向与表层纤维排布方向垂直时,能量沿着扫描垂直方向传播,切缝两侧热量累积,对CFRP造成热损伤,导致严重的热影响区。
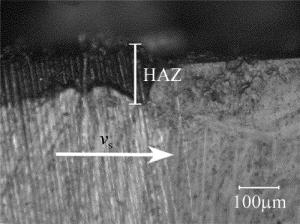
Figure 4. Effect of fiber orientation on heat affected zone
-
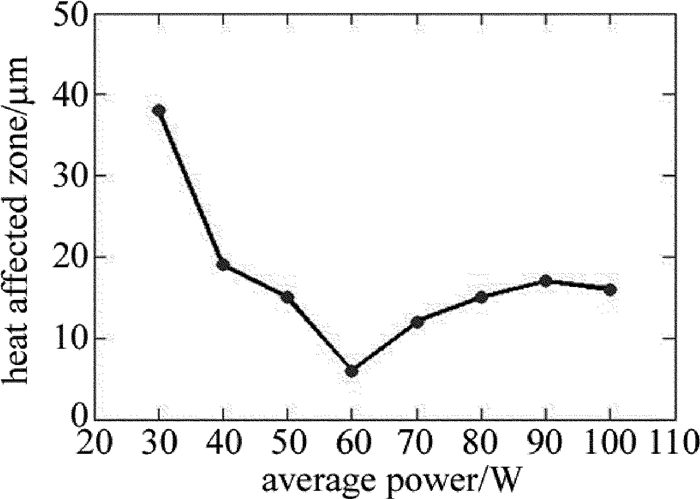
图 5是当重复频率为0.4MHz、扫描速率为10m/s时,平均功率与热影响区的关系。由图 5可以看出,当平均功率增加时,热影响区逐渐减小,随着平均功率的继续增加,热影响区逐渐增大,最后趋于稳定。由于在重复频率、扫描速率不变时,随着平均功率的增加,单脉冲能量也增大,达到材料烧蚀阈值的能量也更多,激光脉冲能量更有效地用于CFRP的去除,有利于提高单脉冲能量的利用率,使得热损伤相应的减小,从而热影响区减小。然而,当功率过高时,去除材料后剩余的能量也越多,导致能量的积累越多,使得热损伤相应的增加,从而热影响区增大。由图 5可知,当平均功率为60W时,此时热影响区最小,约为5μm。
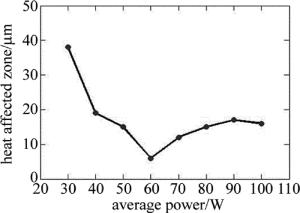
Figure 5. Effect of average power on heat affected zone
-
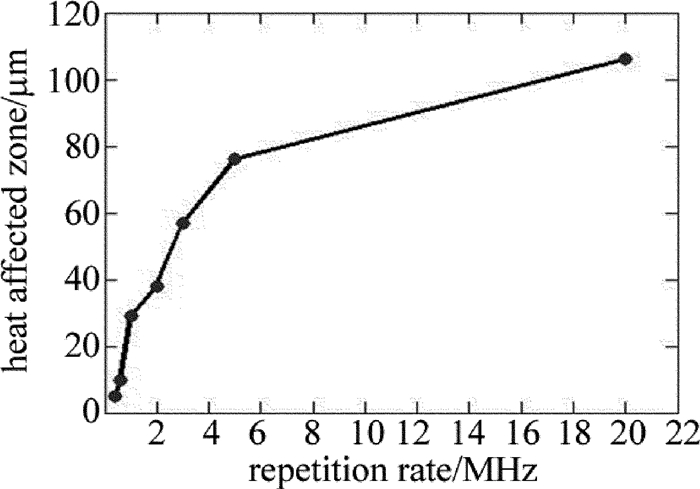
图 6是平均功率为60W、扫描速率为10m/s时,重复频率与热影响区的关系。在图 6中,重复频率为0.4MHz~5MHz时热影响区与重复频率几乎成正比关系,随着重复频率的继续增加,热影响区增大并趋于平稳。主要是因为在平均功率、扫描速率不变时,随着频率增加,单脉冲能量减少,达到烧蚀阈值的能量也减少,所以脉冲能量用于CFRP的去除效率更低,使得热损伤增大;另外,随着频率的增加,相邻脉冲的时间越短,积累的热量也越多,使得热损伤相应的增加,从而热影响区增大。
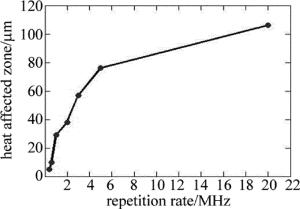
Figure 6. Effect of repetition rate on heat affected zone
-
图 7是在平均功率为60W、重复频率为0.4MHz时,扫描速度与热影响区的关系。为了更好地比较扫描速率对CFRP热影响区的影响,实验通过设置不同扫描速率下扫描次数与速率成正比来保证相同的能量输入。由图 7可知,随着扫描速率的增大,热影响区减小,当扫描速率大于10m/s时,随着扫描速率的继续增大,热影响区保持在20μm左右。这主要是因为在扫描速率较低时,单位时间内获得的能量大,在扫描过程中累积热量多,导致严重的热损伤,表现出热影响区;而当扫描速率过大时,单位时间内获得的能量小,能量对碳纤维材料去除效率低,使得热损伤增大,导致热影响区略有增大。由图 7可知,当扫描速率为10m/s时,此时热影响区最小。
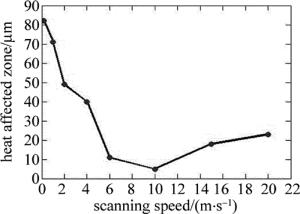
Figure 7. Effect of scanning speed on heat affected zone
基于以上优化的工艺参量,在激光功率为60W、重复频率为0.4MHz、扫描速率为10m/s时,CFRP边缘表面的形貌如图 8所示。由图可以看出,边缘表面热影响区极小。
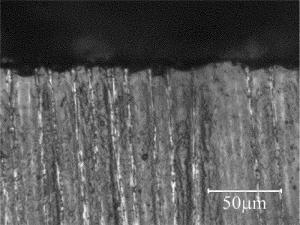
Figure 8. Microscopy of the edge of CFRP
-
为了得到合适扫描深度,探究了循环扫描次数对扫描深度的影响规律,在上述实验的基础上选择合适的工艺参量:平均功率60W、重复频率0.4MHz、扫描速率10m/s,选取循环扫描次数分别为3, 5, 10, 20, 50, 100进行实验,通过超景深3维显微镜来测量其扫描深度和宽度。图 9为扫描次数为20时切缝微观形貌的分层设色图。图中颜色由灰色向黑色过渡表示扫描深度的增加,黑色表示扫描深度较大,由图可以看出,此时扫描宽度为50μm左右,深度约为40μm。
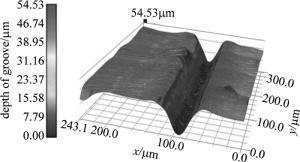
Figure 9. Microscopy of groove after laser ablating
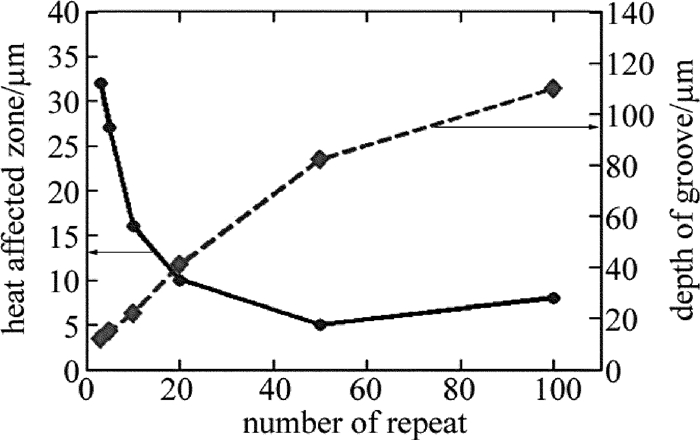
图 10为扫描次数对扫描深度及热影响区的影响规律,由图可以看出,扫描深度随着扫描次数的增加呈非线性增加,当扫描次数较少时,扫描深度增加得快,当扫描次数较多时,扫描深度增加得慢。这主要是因为随着扫描次数的增加和切缝深度的增加,进入切缝内材料表面的激光能量越少,同时,随着切缝深度的增加气化的材料更难从切缝中飞溅出来,导致扫描深度的增加速度明显减缓。热影响区随着扫描次数的增加有明显的减小,主要是因为随着扫描次数的增加,激光能量反复作用于切缝两侧的材料,之前热影响区中的材料被进一步气化去除掉,导致热影响区明显减小。由图可以得出,在重复扫描次数为20时,热影响区仅为10μm,材料去除深度为40μm左右,既可以得到较好的边缘质量也能得到较高的去除效率。
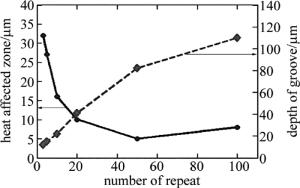
Figure 10. Relationship among groove depth, heat affected zone and the number of repeat
-
基于以上工艺参量的研究,对1.5mm厚的CFRP进行切割实验。优化后的激光参量如下:平均功率为60W、重复频率为0.4MHz、扫描速率为10m/s。每条轨迹重复扫描20次,轨迹重复扫描完以后,动态聚焦系统将激光焦点往下调整40μm,相邻轨迹间距Δd=30μm,扫描10条平行轨迹,实现CFRP切割,最终得到切缝表面宽为350μm。
图 11a和图 12a分别是在优化工艺参量下对1.5mm厚碳纤维板进行直线、圆孔切割的实验结果;图 11b和图 12b分别是对切割后直线、圆孔边缘放大图。从图 11和图 12可以看出,切缝边缘表面没有纤维拔出现象,也没有明显的热影响区,得到较好的切割质量。

Figure 11. a—line cut in 1.5mm thick CFRP sample b—microscopy of the line cutting edge

Figure 12. a—circle cut in 1.5mm thick CFRP sample b—microscopy of the circle cutting edge
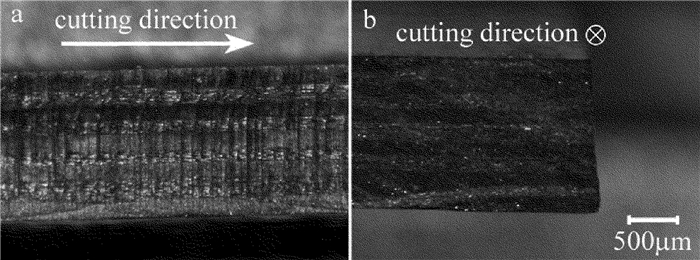
为了进一步探究切割质量,对切割后的切缝截面进行放大观察,如图 13所示。从图 13a可以看出,切缝表面没有纤维拔出现象及明显的热影响区,但是切缝表面略有不平整,这是因为激光能量在空间上服从高斯分布,同时在重复频率比较低且扫描速率较快的工艺参量下切割,使得切缝表面不平整。从图 13b可以看出,切缝有一定的锥角,这是因为即使扫描过程中采用了动态聚焦系统,扫描靠近切缝两侧的轨迹时,激光遮蔽效应仍无法避免,导致进入下表面的激光能量少,对材料的去除效果差,形成了上表面宽下表面窄的切缝,从而切缝产生锥角。
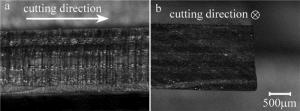
Figure 13. a—cut surface of the cutting edge b—cross section of the cutting edge
-
(1) 皮秒激光切割CFRP时,当切割方向与表层纤维排布方向垂直时,切缝两侧热损伤严重;当切割方向与表层纤维排布方向一致时,切缝两侧无明显热影响区。
(2) 随着平均功率的增加,热影响区逐渐减小,平均功率为60W时,热影响区最小,随着平均功率的继续增加,热影响区逐渐增大,最后趋于稳定;重复频率为0.4MHz时,热影响区最小,热影响区随着重复频率的增加而增大;热影响区随着扫描速率的增大逐渐减小,当扫描速率为10m/s时,热影响区达到最小值,随着扫描速率的继续增大,热影响区保持在20μm左右;优化后的工艺参量为平均功率60W、重复频率0.4MHz、扫描速率10m/s,平行轨迹间距Δd取30μm,循环扫描次数为20,动态聚焦竖直位移为40μm。
(3) 扫描深度随着扫描次数的增加呈非线性增加,而随着扫描次数的增加热影响区有一定的减小,当重复扫描20次时,可以保证热影响区较小的同时有较高去除效率。
(4) 在优化的切割工艺参量基础上,实现1.5mm厚碳纤维复合材料板高质量、高效率切割。
碳纤维复合材料皮秒激光切割工艺研究
Research of carbon fiber reinforced plastic cut by picosecond laser
-
摘要: 为了研究100W皮秒激光对碳纤维复合材料(CFRP)切割工艺,采用单因素实验方法,进行了理论分析和实验验证,得到了平均功率、重复频率、扫描速率、扫描次数对热影响区及扫描深度的影响规律,并对1.5mm厚碳纤维复合材料板进行了切割实验。结果表明,选取平均功率为60W、重复频率为0.4MHz、扫描速率为10m/s、轨迹重复扫描20次、切缝上表面宽为350μm等适当参量时,得到的直线切缝和圆形切孔的热影响区极小。这为皮秒激光切割CFRP的进一步研究与工业应用提供了参考。Abstract: In order to study the process of cutting carbon fiber reinforced plastics (CFRP) with 100W picosecond laser, theoretical analysis and experimental verivication were carried out by vaying a single affeting factor. Effect of average power, pulse repetition rate, scanning speed and number of repeat on the heat affected zone and scanning depth were studied. A piece of 1.5mm thick CFRP was cut in experiments. The results show that the cutting line and circular hole with almost no heat affected zone were obtained under the conditions of average power 60W, repetition rate 0.4MHz, scanning speed 10m/s, number of repeat 20 and upper surface width of the kerf 350μm. The study provides some reference for further academic research and industrial application of picosecond laser cutting CFRP.
-
Figure 10. Relationship among groove depth, heat affected zone and the number of repeat
Figure 11. a—line cut in 1.5mm thick CFRP sample b—microscopy of the line cutting edge
Figure 12. a—circle cut in 1.5mm thick CFRP sample b—microscopy of the circle cutting edge
Table 1. Processing parameters
parameters value average power P 30W~100W repetition rate frep 0.4MHz~20MHz scanning speed vs 0.1m/s~20m/s pulse duration τ 10ps focus diameter d 50μm wavelength λ 1064nm  下载: 导出CSV
下载: 导出CSV
Table 2. Thermal and physical properties of the CFRP composite
parameters type carbon-fiber T300 epoxy resin density ρ/(kg·m-3) 1.78 1.1 evaporation temperature Tv/K 4000 700 structure damage temperature Td/K 3100 440 heat conductivity κ/(W·m-1·K-1) 50 0.1 specific heat capacity c/(J·kg-1·K-1) 710 1884
下载: 导出CSV
-
[1] ZHANG X H, MENG Y, ZHANG W. The state of the art and trend of carbon fiber reinforced composites[J].Fiber Composites, 2004, 21(1):50-53(in Chinese). [2] ZHANG L L, JIANG Zh H, ZHANG W, et al. A Review of laser processing fiber-reinforced flexible composite material[J].Applied Laser, 2012, 32(3):238-243(in Chinese). doi: 10.3788/AL [3] LEI Y Zh. Recent research advances andexpectation of mechanical engineering science in China[J]. Journal of Mechanical Engineering, 2009, 45(5):1-11(in Chinese). doi: 10.3901/JME.2009.05.001 [4] NEGARESTANI R, LI L, SEZER H K, et al. Nano-second pulsed DPSS Nd:YAG laser cutting of CFRP composites with mixed reactive and inert gases[J]. The International Journal of Advanced Manufacturing Technology, 2010, 49(5/8):553-566. [5] JI L F, LING Ch, L Q R, et al.Research progress and development of industrial application of picosecond laser processing[J]. Journal of Mechanical Engineering, 2014, 50(5):115-126(in Chinese). doi: 10.3901/JME.2014.05.115 [6] HERZOG D, JAESCHKE P, MEIER O, et al. Investigations on the thermal effect caused by laser cutting with respect to static strength of CFRP[J]. International Journal of Machine Tools and Manufacture, 2008, 48(12):1464-1473. [7] LAU W S, LEE W B, PANG S Q. Pulsed Nd:YAG laser cutting of carbon fiber composite materials[J]. CIRP Annals, 1990, 39(1):179-182. doi: 10.1016/S0007-8506(07)61030-0 [8] FENOUGHTY K A, JAWAID A, PASHBY I R. Machining of advanced engineering materials using traditional and laser techniques[J]. Journal of Materials Processing Technology, 1994, 42(4):391-400. doi: 10.1016/0924-0136(94)90145-7 [9] ZHANG Y Q, WANG G B, TANG X S. Absorption characteristics analysis of composite irradiated by CW laser[J]. Laser Technology, 2009, 33(6):590-592(in Chinese). [10] HUA Y Q, XIAO T, XUE Q, et al. Experimental study about laser cutting of carbon fiber reinforced polymer[J]. Laser Technology, 2013, 37(5):565-570(in Chinese). [11] LEONE C, PAGANO N, LOPRESTO V, et al. Solid state Nd: YAG laser cutting of CFRP sheet: influence of process parameters on kerf geometry and HAZ[C]//17th International Conference of Composite Materials.Edinburgh, UK: Institute of Materials, Minerals and Mining, 2009: 27-31. [12] STOCK J, ZAEH M F, CONRAD M. Remote laser cutting of CFRP:improvements in the cut surface[J]. Physics Procedia, 2012, 39:161-170. doi: 10.1016/j.phpro.2012.10.026 [13] GOEKE A, EMMELMANN C. Influence of laser cutting parameters on CFRP part quality[J]. Physics Procedia, 2010, B5:253-258. [14] SONG Sh H. Experimental study on laser cutting of carbon fiber composites[J]. Machinery, 2015, 53(9):49-51(in Chinese). [15] WEBER R, HAFNER M, MICHALOWSKI A, et al. Minimum damage in CFRP laser processing[J]. Physics Procedia, 2011, B12:302-307. [16] LIU J H, CHEN Y J, DUAN J. Design of supersonic nozzles for laser cutting[J]. Laser Technology, 2000, 24(1):46-50(in Chin-ese). -

 点击查看大图
点击查看大图
图(13) / 表(2)
计量
- 文章访问数: 11066
- HTML全文浏览量: 6657
- PDF下载量: 235
- 被引次数: 0
