 网站地图
网站地图

-
铁素体不锈钢是一种低碳低铬的不锈钢,具有优良的耐腐蚀性、耐高温氧化性、力学性能和较高的经济性,是铁路货车用钢中的主要材料之一[1-3]。因为焊接过程中热影响区(heat affected zone, HAZ)仅有少量或甚至没有奥氏体相变,铁素体不锈钢焊缝存在低温韧性差和焊后接头脆化的缺点,一定程度上限制了其应用发展[4]。T4003不锈钢通过形成相变区域,能够缓解焊接过程中的热影响区晶粒长大和脆化现象,提高冲击韧性[5],具有更高的使用价值。当前,电弧焊是焊接T4003钢的主要方法[6],但是在焊接过程中往往需开坡口进行多道焊接,一方面容易形成宽度较大的HAZ,降低焊缝性能;另一方面生产效率偏低,变形过大,迫切需要发展更优异的焊接技术。激光焊接因为能量集中、穿透能力强等优点,能够通过一次性熔透降低热输入,细化晶粒,获得更好的力学性能[7-8],但是存在装配间隙要求过高的问题,在铁路货车实际应用和转化过程中面临相当难度。
相对而言,激光-电弧复合焊接不仅具有激光焊接的优点,而且能够通过电弧的作用降低工件装配要求,更好地实现工程转化,也是当前最优前景的熔焊技术之一[9],在奥氏体不锈钢和马氏体不锈钢领域都取得了很好的实验结果和实际应用。例如,HAN等人[10]对比分析了电弧焊、激光焊和激光-电弧复合焊3种焊接方法下304奥氏体不锈钢接头的宏观形貌和微观组织,结果表明,复合焊缝具有更高的组织性能和生产效率; HAO等人[11-12]以AISI420马氏体不锈钢为对象开展了激光-电弧复合焊接工艺研究,建立了复合焊缝组织与杯突韧性的关系,并获得了适用于马氏体不锈钢带连续轧制生产的优化参数, 但是,针对铁素体不锈钢的激光-电弧复合焊接研究还非常有限。为此,本文中以T4003铁素体不锈钢为研究对象开展激光-电弧复合焊接工艺特性研究,对接头组织性能,尤其是低温冲击性能进行了系统分析,为促进该技术在铁路车辆中的应用提供数据和理论支撑。
-
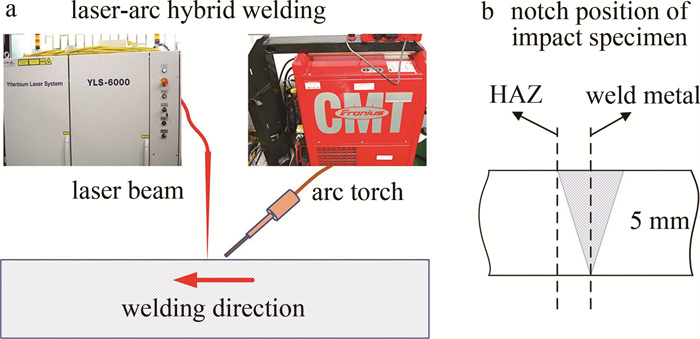
实验设备为IPG YLS 6000型光纤激光器、Fronius TPS4000-CMT电弧焊机、Fanuc M-710iC型工业机器人和自主研制的复合焊接头[12],焊接过程中以电弧引导方式进行,热源相对位置如图 1a所示,冲击试样缺口位置如图 1b所示。实验中所用的基板材料为5 mm厚T4003铁素体不锈钢,实芯焊丝型号为ER308LSi-G,直径为1.2 mm,母材及焊丝的化学成分如表 1所示。焊接工艺参数如表 2所示。
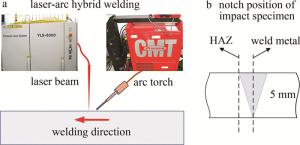
图 1 激光-电弧复合焊和冲击试样缺口位置示意图
Figure 1. Schematic diagram of the laser-arc hybrid welding and notch position of impact specimens
表 1 母材及焊丝的化学成分(质量分数)
Table 1. Chemical compositions of base metal and filler metals(mass fraction)
material element C Si Mn P Cr S Ni Ti Fe T4003 0.00012 0.00420 0.01680 0.00012 0.11470 — 0.00880 0.00120 balance ER308LSi-G 0.00016 0.00830 0.02250 0.00014 0.23170 0.00010 — — balance 表 2 焊接工艺参数
Table 2. Welding parameters
process parameters values laser power /kW 4.5, 5.0, 5.5 wire feeding speed/(m·min-1) 3.5, 5.0, 6.5 defocusing amount/mm +3, 0, -3 welding speed/(m·min-1) 1.6 shielding gas Ar+CO2(φ(CO2)=0.2) 焊接完成后,选取优化参数下的焊接接头进行组织性能测试。按照标准程序制备金相试样,经王水腐蚀后,采用光学显微镜观测接头显微组织特征。根据GB/T 2651-2008和GB/T 2653-2008分别制备标准拉伸试样和弯曲试样,并在万能试验机上进行测试。按照GB/T 229-1994制备标准金属夏比缺口试样,具体试样尺寸为55 mm×10 mm×5 mm,缺口类型为V型,缺口深度2 mm,缺口位置如图 1b所示,然后按照标准测试接头焊缝金属和热影响区-40 ℃的冲击韧性。所有力学性能的数值为3个测试样品的平均值。测试完毕后,采用扫描电镜(scanning electron microscope, SEM)观察冲击断口形貌特征。
-
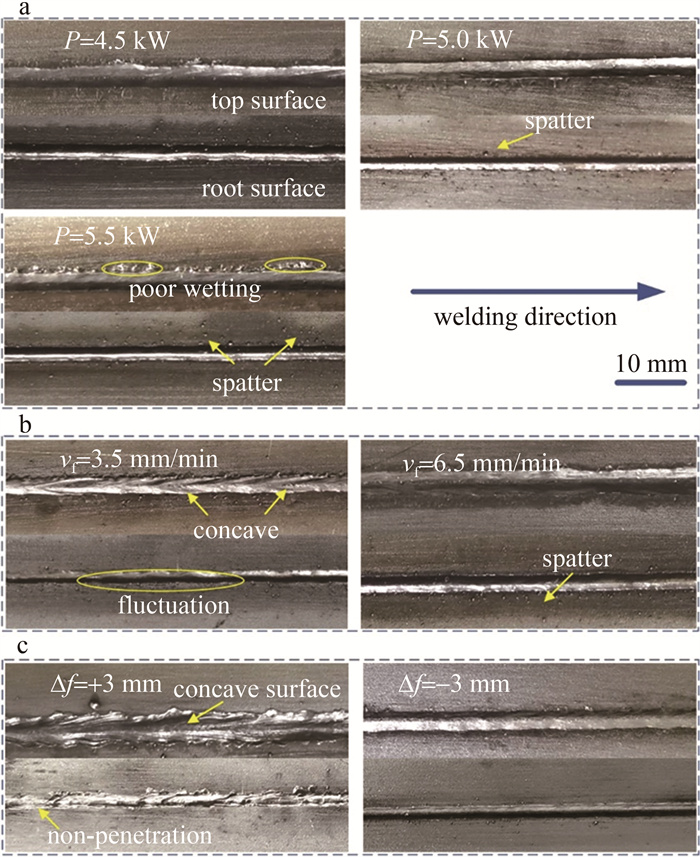
图 2展示了不同工艺参数对复合接头表面和根部焊缝形貌的影响。图 2a表明,激光功率P的变化对焊缝形貌的影响较小。当送丝速率vf固定为5.0 m/min、离焦量Δf=0 mm时,激光功率的增加使得激光小孔驱动的熔池流动更加剧烈,导致接头表面润湿性有变差的迹象,且飞溅增加。从图 2b中可以看到,送丝速率vf对接头形貌的影响更为显著。固定激光功率为5 kW、离焦量为0 mm,当送丝速率vf=3.5 m/min时,接头表面粗糙下凹,根部略有波动,原因在于电弧电流与送丝速率成正相关,当送丝速率小时,电弧电流较小,导致工艺稳定性降低,且较小的送丝速率导致填充量不够。但是当vf增大到5.0 m/min以上后,表面成形变得均匀饱满。如图 2c所示,在激光功率和送丝速率保持不变时,激光离焦量Δf也对焊缝成形有明显的影响。当Δf=+3 mm时,激光焦点聚焦于工件上方,激光能量密度降低,穿透深度减小,导致接头表面中心区域下凹,根部未完全熔透。当Δf下降为-3 mm时,激光束在材料内部汇聚,在焊接区域具有更高的能量密度[13],从而明显提高工艺稳定性,使得接头表面光滑均匀且根部几乎无飞溅。由此可以得到最佳接头成形的工艺参数为: P=5.0 kW, vf=5.0 m/min, Δf=-3 mm,焊接热输入为0.27 kJ/mm。
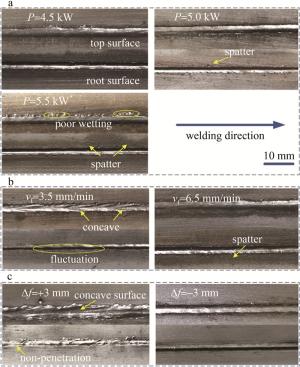
图 2 工艺参数对焊缝表面和根部形貌的影响
Figure 2. Effects of welding parameters on top surface root morphologies
上述结果表明,激光-电弧复合焊接可以在优化参数下获得成形均匀、铺展良好、且几乎无飞溅的焊接接头,但是参数范围较窄。考虑到工业生产通常对焊缝成形有严苛的需求,后续研究基于优化参数下的焊接接头进行组织分析和力学性能测试和机理探讨。
-
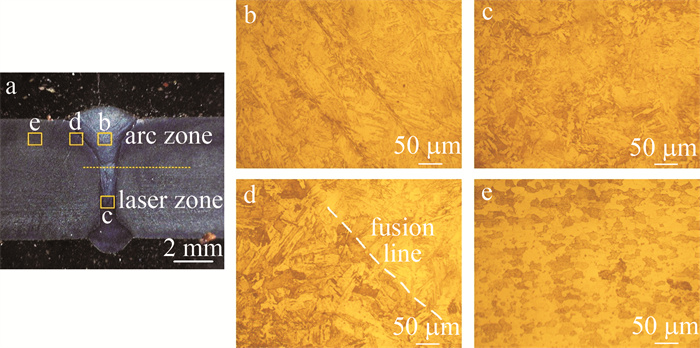
优化参数下的接头形貌表现为典型激光-电弧复合焊接特征,呈酒杯状,上部为宽大的电弧区,下部为窄的激光区,如图 3所示。电弧区和激光区焊缝金属在形貌上都表现为垂直于熔池壁向中心生长的柱状晶和少量在中心分布的细小等轴晶,物相上则由γ-奥氏体、δ-铁素体和少量马氏体组成。HAZ粗晶区组织相对于母材α-铁素体组织有明显粗化,主要由粗大的δ-铁素体和少量马氏体组成。这是因为T4003铁素体不锈钢对热输入非常敏感,焊接过程中,当温度达到900 ℃左右时,靠近熔合线附近的铁素体开始发生奥氏体相变,且随着温度升高而逐渐转变为高温铁素体,并迅速长大形成粗大组织。在焊后的冷却凝固过程中,部分残余奥氏体转变为马氏体,未发生相变的粗大高温铁素体则保留至室温[14]。
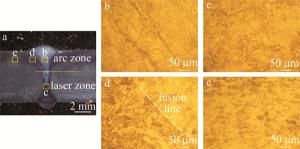
图 3 优化工艺参数下的微观组织
Figure 3. Microstructure of welded joint with optimized parameters
-
因为马氏体组织的形成,T4003铁素体不锈钢激光-电弧复合焊缝的抗拉强度优于母材,所有拉伸试样均断裂于母材,平均抗拉强度为530 MPa。其次,试样在180°横向正弯和横向背弯的弯曲试验中均未发现裂纹。
-
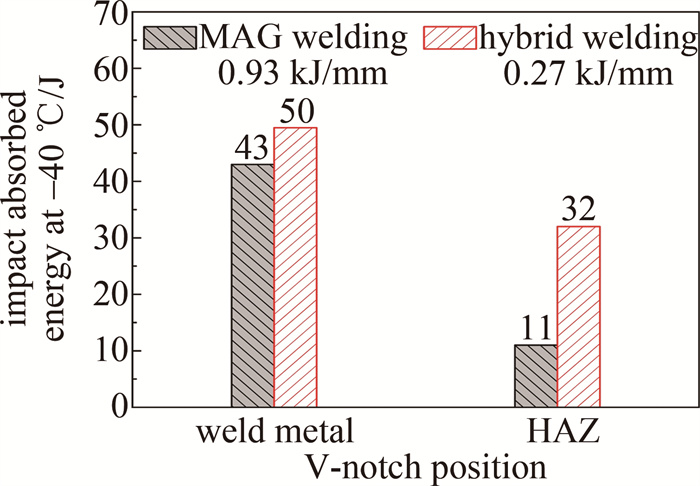
低温冲击韧性是T4003不锈钢焊接接头最关键的技术指标,为了探究复合热源在提升冲击韧性的优势,本文作者选用参考文献[5]中同一焊接材料和-40 ℃冲击实验条件的熔化极活性气体保护焊(metal active gas, MAG)接头进行对比分析。用于对比的MAG接头的焊接工艺参数包括:电弧电流236 A,电压23.6 V,焊接速率0.36 m/min,热输入0.93 kJ/mm。如图 4所示,复合接头焊缝金属的平均冲击吸收功为50 J,略高于电弧焊接头(43 J)。原因在于两种焊接方法均采用了奥氏体焊丝,能够通过引入奥氏体化元素来扩大α+γ两相区,形成更多奥氏体从而提高焊缝金属的低温韧性。然而,因为复合焊接热输入(0.27 kJ/mm)仅为电弧焊接(0.93 kJ/mm)的1/3,复合接头HAZ的平均冲击吸收功相对于电弧接头大幅度提高,测试值为32 J,达到电弧接头(11 J)的3倍。
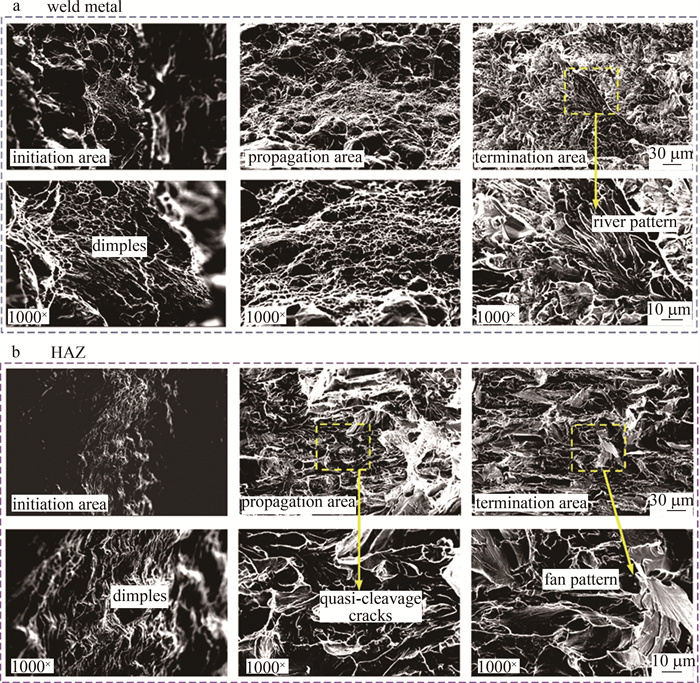
如图 5a所示,复合接头焊缝金属靠近V型缺口的启裂区是塑性变形集中区域,存在明显的圆形或椭圆形韧窝;断口中部的裂纹扩展区存在大量密集的韧窝,形貌上表现为小韧窝环绕着大韧窝;在终断区出现了明显的脆性断裂河流花样,但是仍然以韧窝为主。由此可以发现,焊缝金属在冲击过程中以韧性断裂为主,伴有少量脆性裂纹,表明该区域的韧脆转变温度低于-40 ℃,在低温下仍具有良好的韧性。
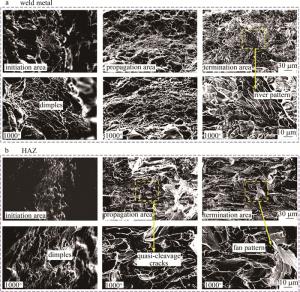
图 5 激光-电弧复合接头冲击断口SEM形貌
Figure 5. SEM morphologies of impact fracture surface
如图 5b所示,和焊缝金属相比,复合接头HAZ启裂区的韧窝形状更不规则;中部扩展区即出现了准解理形貌,表明材料此时已经出现脆性转变[15];终断区附近可以观察到明显的扇形花样。这种形貌特点表明,HAZ在-40 ℃低温下的脆性转变特征更为明显,因此低温冲击韧性低于焊缝金属。
激光-电弧复合焊接接头,尤其是HAZ低温冲击韧性明显高于电弧接头的主要原因与两者的热输入密切相关。通常而言,HAZ低温冲击韧性取决于粗晶区的组织特征。如图 3d所示,本文中采用面积法计算了复合焊接和电弧焊接接头HAZ粗晶区的平均晶粒尺寸,发现复合接头粗晶区平均晶粒尺寸约为26 μm,仅为参考文献[5]中传统电弧接头(约98 μm)的1/4。这种差异和T4003接头粗晶区的晶粒长大机制密切相关。
研究表明[16],当质量分数为0.12的Cr铁素体不锈钢在900 ℃~1400 ℃温度范围内变化时,HAZ将形成由奥氏体向δ铁素体晶粒的转变,且温度越高,铁素体晶粒含量越高。焊接时HAZ经历了一个快速热循环过程,该过程可以等效为一系列保温时间Δti等温过程的累计。基于此,HAZ晶粒长大的过程可以分解为从900 ℃升温到峰值温度、峰值温度再下降到900 ℃这两个阶段中各个时间间隔Δti内晶粒长大的总和,对应的经验公式为[17-19]:
$ D = {D_0} + \sum\limits_{{t_{900}}}^{{t_{900}}'} A \exp \left[ {\frac{{ - 2{Q_{{\rm{app }}}}}}{{R\left( {{T_i} + {T_{i + 1}}} \right)}}} \right]\Delta {t_i} $
(1) 式中,D为经历焊接热循环过程后晶粒的大小,D0为初始晶粒尺寸,A为常数,Qapp为晶粒长大激活能,R为气体常数,Ti和Ti+1分别代表间隔Δti内的温度变化, t900为升温过程中从900℃上升至峰值温度的时间,t900′为冷却过程中峰值温度下降至900℃的时间。
从(1)式可知,热输入越大,熔合线附近的峰值温度越高,从而HAZ中温度高于奥氏体向δ铁素体转变温度的范围变宽,高温停留时间变长,最终导致δ铁素体晶粒含量增多并迅速长大,粗晶区粗化程度越高。如图 4所示,激光-电弧复合焊接通过激光与电弧两种热源的高效组合,能够大幅度提高焊接深度和速度,从而只需要传统电弧焊接1/3的热输入即可实现焊缝的全熔透焊接,因此其峰值温度降低且高温停留时间变短,能够有效抑制高温铁素体的长大,从而细化了粗晶区晶粒尺寸。
晶粒尺寸大小与韧脆转变温度的之间满足Hall-Petch公式,具体关系如下[20]:
$ \beta T_{\mathrm{k}}=\ln B-\ln C-\ln D^{-\frac{1}{2}} $
(2) 式中,β、B、C均为常数,D为晶粒尺寸,Tk为韧脆转变温度。由(2)式可知,晶粒尺寸越小,韧脆转变温度越低。因为激光-电弧复合焊接接头HAZ粗晶区晶粒远小于通常的电弧焊接接头,从而具有更低的HAZ韧脆转变温度。
-
(1) 开展了5 mm厚T4003铁素体不锈钢光纤激光-MAG复合焊接工艺研究,实现了参数优化,在P=5.0 kW、vf=5.0 m/min、Δf=-3 mm的优化参数下获得表面成形均匀且根部几乎无飞溅的焊接接头。
(2) 激光-MAG复合焊接接头在拉伸性能测试中断裂于母材,抗拉强度为530 MPa,180°横向正弯和背弯试验中均未发现裂纹。
(3) 复合接头焊缝金属在-40 ℃下的平均冲击吸收功为50 J,略高于常规MAG焊接头(43 J);但其HAZ的平均冲击吸收功为32 J,相比MAG焊增加了2倍。复合接头HAZ冲击韧性显著提升的主要原因在于其较小的热输入降低了粗晶区的晶粒尺寸。
(4) 观察冲击断口形貌特征发现,复合接头焊缝金属处以韧窝为主,在终断区出现少量脆性河流花样,表明该区域韧脆转变温度低于-40 ℃;而HAZ的中部扩展区出现准解理裂纹,发生了韧脆转变。
T4003不锈钢激光-电弧复合焊接工艺特性研究
Process characteristics of laser-arc hybrid welding of T4003 stainless steel
-
摘要: 为了探究复合热源对T4003铁素体不锈钢焊接特性的影响,采用光纤激光-电弧复合焊接研究了工艺参数对接头形貌和组织性能的影响规律,优化了工艺参数,重点分析了焊缝金属和热影响区-40 ℃低温冲击韧性和提升机理。结果表明,在优化参数下,复合接头性能优异,拉伸试样均断裂于母材,抗拉强度为530 MPa,且180°横向正弯和背弯试验中均未发现裂纹;焊缝金属平均冲击吸收功为50 J,略高于常规电弧接头,但是热影响区平均冲击吸收功提升显著,达到32 J,为电弧接头的3倍,提升的主要原因在于激光-电弧复合焊接的低热输入降低了热影响区粗晶区晶粒尺寸;冲击断口形貌表明,复合接头焊缝金属在终断区尚未出现韧脆转变,仍然以韧窝为主,但是热影响区在中部扩展区出现明显的准解理形貌,开始出现韧脆转变。该研究促进了激光-电弧复合焊接在铁素体不锈钢中的应用。Abstract: In order to study the influence of hybrid heat sources on welding characteristics of T4003 ferrite stainless steel, the effect of parameters on the morphology and microstructure of laser-arc hybrid weld joints was investigated, and the range of the parameters were optimized. In addition, the impact toughness and enhancing mechanism of weld metal and heat affected zone at -40 ℃ were analyzed emphatically. The results show that the comprehensive mechanical properties of the joint under the optimization parameter are excellent: The tensile fracture occurred in the base material and the tensile strength is 530 MPa, and no crack is found in the 180° transverse bending tests. The average impact absorbed energy of weld metal(50 J) is slightly higher than that of conventional arc welding, and the average impact absorbed energy of heat affected zone is about three times of arc welding(32 J). The reason is that the low heat input of laser-arc hybrid welding refines the coarse grain in heat affected zone. Besides, the impact fracture morphology shows that the final fracture zone of weld metal mainly consists of dimples with no ductile-brittle transition, while the heat affected zone exhibited obvious ductile-brittle transition with quasi-cleavage morphology in the central expansion zone. This study can promote the application of laser-arc hybrid welding in ferritic stainless steel.
-
图 1 激光-电弧复合焊和冲击试样缺口位置示意图
Figure 1. Schematic diagram of the laser-arc hybrid welding and notch position of impact specimens
图 2 工艺参数对焊缝表面和根部形貌的影响
a—当vf=5 m/min、Δf=0 mm时,激光功率的影响 b—当P=5 kW、Δf=0 mm时,送丝速率的影响 c—当P=5 kW、vf=5 m/min时,离焦量的影响
Figure 2. Effects of welding parameters on top surface root morphologies
a—effect of laser power when vf=5 m/min, Δf=0 mm b—effect of wire feeding speed when P=5 kW, Δf=0 mm c—effect of laser defocused distance when P=5 kW, vf=5 m/min
图 3 优化工艺参数下的微观组织
a—焊缝截面形貌 b—电弧区焊缝金属 c—激光区焊缝金属 d—粗晶区 e—母材
Figure 3. Microstructure of welded joint with optimized parameters
a—cross section morphology b—arc zone-weld metal c—laser zone-weld metal d—coarse grain zone e—base metal
表 1 母材及焊丝的化学成分(质量分数)
Table 1. Chemical compositions of base metal and filler metals(mass fraction)
material element C Si Mn P Cr S Ni Ti Fe T4003 0.00012 0.00420 0.01680 0.00012 0.11470 — 0.00880 0.00120 balance ER308LSi-G 0.00016 0.00830 0.02250 0.00014 0.23170 0.00010 — — balance  下载: 导出CSV
下载: 导出CSV
表 2 焊接工艺参数
Table 2. Welding parameters
process parameters values laser power /kW 4.5, 5.0, 5.5 wire feeding speed/(m·min-1) 3.5, 5.0, 6.5 defocusing amount/mm +3, 0, -3 welding speed/(m·min-1) 1.6 shielding gas Ar+CO2(φ(CO2)=0.2)
下载: 导出CSV
-
[1] 付傲, 李苏珊, 周坤, 等. T4003铁素体不锈钢T形接头MAG焊工艺研究[J]. 机械制造文摘(焊接分册), 2020(1): 13-17. FU A, LI S Sh, ZHOU K, et al. MAG welding process study on T-joint of T4003 ferritic stainless steel[J]. Welding Digest of Machinery Manufacturing, 2020(1): 13-17(in Chinese). [2] 廉晓洁, 柳阳, 范光伟, 等. 高强经济型不锈钢焊接热影响区的组织转变行为[J]. 热加工工艺, 2021, 50(21): 29-32. LIAN X J, LIU Y, FAN G W, et al. Microstructure transformation behavior of high strength economical stainless steel welding heat affected zone[J]. Hot Working Technology, 2021, 50(21): 29-32(in Chinese). [3] OKAYASU M, SHIGEOKA T. Effect of microstructural characteristics on mechanical properties of ferritic stainless steel[J]. Journal of Materials Engineering and Performance, 2019, 28(11): 6771-6778. doi: 10.1007/s11665-019-04426-z [4] 张彦睿, 柳阳. 铁素体不锈钢焊接热影响区的组织与冲击韧性研究[J]. 热加工工艺, 2023, 52(1): 144-146. ZHANG Y R, LIU Y. Microstructure and impact toughness of welding HAZ in ferritic stainless steel[J]. Hot Working Technology, 2023, 52(1): 144-146(in Chinese). [5] 向登勇, 肖琳嵘, 邵丹丹, 等. 热输入对T4003不锈钢MAG焊接头组织及性能的影响[J]. 机械制造文摘(焊接分册), 2019(6): 31-36. XIANG D Y, XIAO L R, SHAO D D, et al. Effect of heat input on microstructure and properties of T4003 stainless steel MAG welded joint[J]. Welding Digest of Machinery Manufacturing, 2019(6): 31-36(in Chinese). [6] DONG Zh H, LI Y W, LEE B Y, et al. Research status of welding technology of ferritic stainless steel[J]. The International Journal of Advanced Manufacturing Technology, 2022, 118(9/10): 2805-2831. [7] 周昕宇, 张隽漪, 刘祖国, 等. 地铁车顶用SUS301L不锈钢激光焊接工艺参量优化[J]. 激光技术, 2021, 45(5): 590-595. ZHOU X Y, ZHANG J Y, LIU Z G, et al. Study on the parameter optimization of laser welding of SUS301L stainless steel for metro roof[J]. Laser Technology, 2021, 45(5): 590-595(in Chinese). [8] 孟云飞, 叶兵, 赵东, 等. 430铁素体不锈钢钢带光纤激光焊接工艺研究[J]. 应用激光, 2017, 37(1): 79-84. MENG Y F, YE B, ZHAO D, et al. Research on fiber laser welding of 430 ferritic stainless steel band[J]. Applied Laser, 2017, 37(1): 79-84(in Chinese). [9] 高健, 陈淑梅, 王克鸿, 等. 激光功率对激光-MIG复合焊焊缝成型影响研究[J]. 激光技术, 2020, 44(2): 178-182. GAO J, CHEN Sh M, WANG K H, et al. Research on the influence of laser power on laser-MIG hybrid weld forming[J]. Laser Technology, 2020, 44(2): 178-182(in Chinese). [10] 韩丽梅, 蔡得涛, 张宇鹏, 等. 304不锈钢MIG、激光和激光-MIG复合焊接工艺对比研究[J]. 热加工工艺, 2019, 48(1): 72-77. HAN L M, CAI D T, ZHANG Y P, et al. Comparative study on MIG, laser and laser-MIG hybrid welding process of 304 stainless steel[J]. Hot Working Technology, 2019, 48(1): 72-77(in Chinese). [11] HAO K D, ZHANG Ch, ZENG X Y, et al. Effect of heat input on weld microstructure and toughness of laser-arc hybrid welding of martensitic stainless steel[J]. Journal of Materials Processing Technology, 2017, 245: 7-14. [12] HAO K D, GONG M Ch, PI Y M, et al. Effect of Ni content on rolling toughness of laser-arc hybrid welded martensitic stainless steel[J]. Journal of Materials Processing Technology, 2018, 251: 127-137. [13] 张川, 刘双宇, 张福隆, 等. 离焦量对高强钢激光填丝焊熔滴过渡特性的影响[J]. 激光技术, 2019, 43(3): 380-386. ZHANG Ch, LIU Sh Y, ZHANG F L, et al. Effect of defocus on droplet transfer characteristics of high strength steel by laser welding with fill wire[J]. Laser Technology, 2019, 43(3): 380-386(in Chinese). [14] MOUSAZADEH M A, DERAKHSHANDEH-HAGHIGHI R. Autogenous tungsten inert gas welding of 430 ferritic stainless steel: The effect of inter-pass temperature on microstructure evolution and mechanical properties[J]. Journal of Materials Engineering and Performance, 2020, 29(12): 7807-7820. [15] 何轩, 刘拥军, 郭占英. Q345C钢低温韧性的研究[J]. 热加工工艺, 2018, 47(22): 46-48. HE X, LIU Y J, GUO Zh Y. Study on low temperature toughness of Q345C steel[J]. Hot Working Technology, 2018, 47(22): 46-48(in Chinese). [16] 郑淮北, 叶晓宁, 王宝森, 等. 12%Cr铁素体不锈钢焊接接头组织及韧性研究[J]. 钢铁研究学报, 2010, 22(11): 28-33. ZHENG H B, YEM X N, WANG B S, et al. Study on microstructure and toughness of welded joint of 12%Cr ferritic stainless steel[J]. Journal of Iron and Steel Research, 2010, 22(11): 28-33(in Chinese). [17] ZHANG Z Z, WU C S. Monte Carlo simulation of grain growth in heat-affected zone of 12wt% Cr ferritic stainless steel hybrid welds[J]. Computational Materials Science, 2012, 65: 442-449. [18] WU C S, ZHANG H T, CHEN J. Numerical simulation of keyhole behaviors and fluid dynamics in laser-gas metal arc hybrid welding of ferrite stainless steel plates[J]. Journal of Manufacturing Processes, 2017, 25: 235-245. [19] ZHANG Zh H, WANG Zh B, WANG W X, et al. Microstructure evolution in heat affected zone of T4003 ferritic stainless steel[J]. Materials & Design, 2015, 68: 114-120. [20] 张昭晗. T4003铁素体不锈钢焊接热影响区组织及性能研究[D]. 太原: 太原理工大学, 2015: 51-52. ZHANG Zh H. Study on microstructure and properties of heat affected zone of T4003 ferritic[D]. Taiyuan: Taiyuan University of Technology, 2015: 51-52(in Chinese). -

 点击查看大图
点击查看大图
计量
- 文章访问数: 2409
- HTML全文浏览量: 1534
- PDF下载量: 23
- 被引次数: 0
