 网站地图
网站地图






-
钛被称为继铁和铝之后的“第三金属”、“未来金属”,其产量已逐渐成为衡量一个国家综合实力的重要标准。钛及钛合金的应用领域及其广泛,是船舶工业、海洋开发、航空航天及医疗卫生等行业非常重要的材料[1-4]。随着现代工业的飞速发展以及人们节能环保意识的不断增强,钛及其合金在汽车制造、化工及体育休闲等生活领域的需求量也日益增加[5-7]。进入21世纪以来,中国钛工业的产量及其用量也在稳步发展,并已经成为世界钛工业中不可或缺的一部分[8]。
工业纯钛具有密度低、韧性高、耐酸碱性能优异等特性,其良好的力学性能、较高的蠕变强度、优异的减重效果均能够支撑其快速发展的要求,作为重要的耐蚀结构材料,已广泛应用在化工设备、发电装置、海水淡化装置和舰艇零部件[9-10]。目前,TA2在工业纯钛中应用最为广泛[11]。
纯钛薄板焊接难度较大,纯钛高温时容易与氧、氮、氢发生化学反应,化学产物会降低接头性能,严重影响构件的使用性能及其寿命。此外,薄板对工艺参量的匹配度要求较高。目前,纯钛的主导焊接方法为激光焊接,激光焊接生产效率高,接头保护情况良好,能量集中,焊缝成形好,完全满足现代焊接构件在精度及质量方面的要求[12-20]。
激光焊接工艺参量主要包括激光功率、焊接速率及离焦量。离焦量是指焊件表面与聚焦激光束最小斑点之间的距离。作者旨在研究离焦量对焊缝拉伸性能及成形性能的影响,揭示焊接接头显微组织构成,为纯钛薄板的推广应用提供理论及技术支撑。
-
试验材料为TA2薄板,厚度0.6mm,经两轧程轧制,退火温度600℃,主要化学成分及力学性能见表 1。表中, Rp0.2为屈服强度,Rm为抗拉强度,A为断后延伸率。图 1为母材(base metal,BM)的显微组织。由图 1可以看出,母材显微组织为分布均匀的等轴α晶粒,晶粒尺寸较小。
Table 1. Chemical composition (mass fraction) of commercial pure tita-nium TA2 and tensile properties
C N O H Fe Al Ti 0.008 0.005 0.041 0.0006 0.029 0.015 balance Rp0.2/MPa Rm/MPa A/% 247 360 36.5 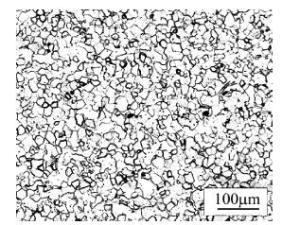
Figure 1. Microstructure of base metal
-
激光焊接设备由IPG YLR-6000型光纤激光器、六轴工业机器人及激光焊接系统组成。光束质量参量(beam parameter product, BPP)为6.9mm·mrad,最大输出功率为6kW,透镜焦距为250mm,光斑直径为0.4mm。进行焊接试验之前将焊接式样加工为100mm×200mm的矩形试板,使用琴键式夹具进行对接焊,纯氩气进行保护,正面保护气体流量为40L/min,背面保护气体流量为20L/min。
-
设定激光功率为1.5kW,焊接速率为4m/min,鉴于试板较薄,离焦量不设负值,设定+10mm,+15mm,+20mm,+30mm 4个水平,获得的接头分别编号为a,b,c,d,研究接头拉伸性能及成形性能的影响,并揭示接头显微组织构成。依据GB/T228.1-2010规定截取拉伸试样,试样尺寸如图 2所示。图中L0=50mm,Lc=75mm,Lt=220mm,b0=12.5mm;1表示夹持头部,仅为示意性。拉伸性能通过INSTRON5969型电子万能材料试验机进行检测;通过测量接头扩孔率及杯突值评价其成形性能,均使用BCS-50AR热环境通用板材成型性试验机进行测试,试样尺寸为60mm×60mm;接头经切割、镶嵌、研磨、抛光、腐蚀后使用Axio Obersver A1m型光学显微镜观察接头显微组织,腐蚀液为氢氟酸硝酸水溶液。
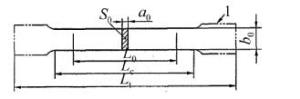
Figure 2. Dimensions of tensile specimen
-
接头拉伸性能见表 2,拉伸结果见图 3。表 2显示,接头屈服强度均略高于母材,抗拉强度略低于母材,延伸率低于母材。纵观接头拉伸性能,随着离焦量的升高,接头拉伸性能各项指标呈现不规则分布,说明离焦量与接头拉伸性能之间无直接对应关系。屈服强度及抗拉强度下降幅度不大,均在17MPa以内。接头d的延伸率存在异常,对比图 3发现,接头a、b、c均断裂于母材,接头d断裂于焊缝。当试样受到载荷时,焊缝区域由于存在淬硬组织,因此不易滑移变形,母材组织均匀细小,滑移变形首先发生在母材,并最终在母材断裂。接头d的离焦量较大,能量集中程度较低,接头热输入小,融合情况差,因此断裂于焊缝,延伸率出现异常现象。接头a及接头c的拉伸性能相差不大,但对比图 3发现,接头a的焊缝宽度明显较窄,因此接头a的屈服载荷及最大承载能力低于接头c,当离焦量为+20mm时,接头拉伸性能相对较好。
Table 2. Tensile properties of weld joints
joints defocusing distance/mm Rp0.2/MPa Rm/MPa A/% a +10 260 347 29.0 b +15 253 336 24.5 c +20 264 348 29.0 d +30 260 343 5.5 
Figure 3. Macro-appearance of tensile specimen
-
在扩孔试样的中心位置加工5mm的初始孔径d0,当初始孔附近出现颈缩或裂纹时,扩孔试验结束并记录此时破断孔径dr,按下式计算扩孔率λ:
$ \lambda=\frac{d_{\mathrm{r}}-d_{0}}{d_{0}} \times 100 \% $
(1) 扩孔试验及杯突试验结果见表 3及图 4。表 3显示,接头扩孔率及杯突值均低于母材,这是因为母材组织均匀,晶粒尺寸小,晶界面积大,裂纹扩展过程中的阻力大,组织在受力状态下能够实现协调变形,母材具有较好流动性,宏观表现为优异的成型性能。对比图 4中的试验结果来看,接头a和接头d的扩孔率及杯突值均存在异常。离焦量较小时,能量集中度高,光斑功率密度大,“小孔效应”明显,熔池中产生大量的金属蒸气,冲击熔池后壁,引起熔池振荡,造成少量飞溅,焊缝受到污,此时焊缝组织为过熔透组织,因此焊缝质量较差,成形性能差。当离焦量较大时,光斑功率密度小,热输入低,焊缝金属不足以完全熔融,出现未焊透缺陷,同样降低焊缝质量。当出现以上两种情况时,接头在扩孔及杯突试验中,裂纹首先出现在焊缝处。当接头能够实现完全融合,无焊接缺陷时,随着离焦量升高,接头成形性能呈上升趋势,当离焦量为+20mm时,接头成形性能最优。
Table 3. Forming properties of weld joints
specimen hole expanding rate λ/% Erichsen cupping value /mm BM 192.0 9.44 a — — b 48.75 8.86 c 62.59 10.37 d 14.31 — 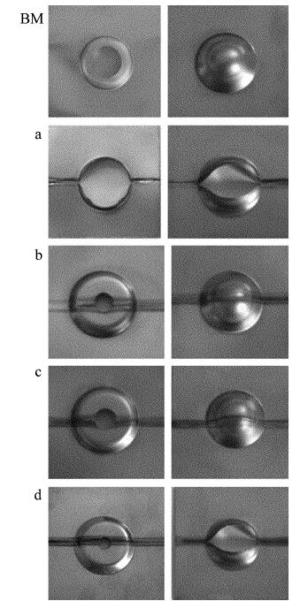
Figure 4. Result of hole expanding tests and Erichsen cupping tests
-
图 5及图 6为接头a、b、c、d焊缝区及热影响区的显微组织。图 5显示,焊缝区显微组织由粗大α晶粒+锯齿状α晶粒+少量针状α晶粒构成。激光焊接能量集中性好,并且钛具有较大的比热容、电阻系数以及较低的热导率,因此晶粒尺寸较为粗大。同时由于激光焊接具有较大的冷却速度,造成温度梯度大,晶粒自两边向熔核中心生长,方向性较强,并呈现多种形态。少量针状晶粒的存在增加了晶界面积,能够减少位错自由运动的路径,这对于接头的成形性能是有利的。离焦量对晶粒尺寸影响较大,随着离焦量的升高,晶粒尺寸呈现下降趋势,离焦量升高,接头热输入降低,因此晶粒尺寸随之降低。接头d出现气孔缺陷,形状为规则的圆形,属于氢气孔。当离焦量过高时,接头能量低,此时熔池液相存在时间变短,冷却速度大,当焊缝中有H析出时,聚集形成的气泡来不及扩散,凝固在焊缝中形成气孔。图 6显示,热影响区组织由不规则的粗大α晶粒+锯齿状α晶粒构成。在焊接热循环的影响下,热影响区的峰值温度低于焊缝区,晶粒获得的能量低,不足以支撑其完全长大,因此其晶粒尺寸远低于焊缝区晶粒。
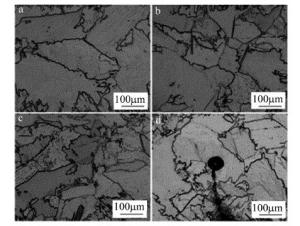
Figure 5. Microstructure of weld zone
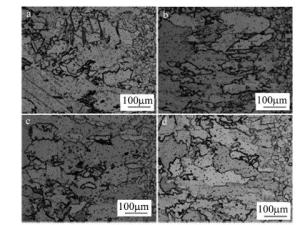
Figure 6. Microstructure of HAZ
-
(1) 接头拉伸性能及成形性能均低于母材,离焦量过低或过高对光斑功率密度影响较大,影响焊缝质量,降低接头成形性能,但不影响接头力学性能。随离焦量升高,接头成形性能呈上升趋势,当离焦量为+20mm时,接头具有最优的拉伸性能及成形性能。
(2) 焊缝区显微组织为粗大α晶粒+锯齿状α晶粒+少量针状α晶粒,针状α晶粒的存在有利于接头成形性能的提高,随离焦量增大,晶粒尺寸逐渐减小,增大至+30mm时,出现气孔缺陷。热影响区显微组织构成为不规则的粗大α晶粒+锯齿状α晶粒,受焊接热循环影响,热影响区晶粒尺寸比焊缝区小。
离焦量对纯钛薄板对接焊缝性能的影响
Effect of defocuson performance of butt joints of pure titanium sheet
-
摘要: 为了研究纯钛薄板激光对焊接头性能,采用光纤激光器及其配备的机器人组成的焊接系统对其进行了焊接试验,通过测试接头拉伸性能、扩孔率及杯突值,综合评价离焦量对接头性能的影响,并揭示了接头显微组织构成。结果表明,接头拉伸及成形性能均低于母材,离焦量对拉伸性能无直接影响,在一定范围内,接头成形性能随离焦量升高呈现上升趋势,当离焦量为+20mm时,接头拉伸性能及成形性能最佳;焊缝区显微组织为粗大α晶粒+锯齿状α晶粒+少量针状α晶粒,针状α晶粒的存在有利于提高接头的成形性能,热影响区显微组织构成为不规则的粗大α晶粒+锯齿状α晶粒,热影响区晶粒尺寸低于焊缝区晶粒尺寸。该研究对纯钛激光焊接具有一定的理论指导意义。Abstract: In order to study the properties of laser butt welding joint of pure titanium sheet, a welding system consisting of fiber laser and robot was used to carry out the welding test. Effect of defocus on the properties of the joint was evaluated comprehensively by testing the tensile properties, porosity and cupping value of the joint. The microstructure of the joint was revealed. The results show that the tensile and forming properties of the joints are lower than those of the base metal. The defocus has no direct effect on the tensile properties. To a certain extent, the formability of the joint increases with the increase of defocus. When the defocus is +20mm, the joint has the best tensile and forming properties. The microstructures in the weld zone are coarse α grains + serrated α grains + a small amount of acicular α grains. The existence of acicular α grains is beneficial to improve the formability of the joints. The microstructure of heat affecting zone (HAZ) is composed of irregular coarse α grains + serrated α grains. The grain size of HAZ is lower than that of weld zone. This research has certain theoretical guiding significance for laser welding of pure titanium.
-
Key words:
- laser technique /
- laser welding /
- defocus /
- property /
- microstructure
-
Table 1. Chemical composition (mass fraction) of commercial pure tita-nium TA2 and tensile properties
C N O H Fe Al Ti 0.008 0.005 0.041 0.0006 0.029 0.015 balance Rp0.2/MPa Rm/MPa A/% 247 360 36.5  下载: 导出CSV
下载: 导出CSV
Table 2. Tensile properties of weld joints
joints defocusing distance/mm Rp0.2/MPa Rm/MPa A/% a +10 260 347 29.0 b +15 253 336 24.5 c +20 264 348 29.0 d +30 260 343 5.5
下载: 导出CSV
Table 3. Forming properties of weld joints
specimen hole expanding rate λ/% Erichsen cupping value /mm BM 192.0 9.44 a — — b 48.75 8.86 c 62.59 10.37 d 14.31 —
下载: 导出CSV
-
[1] SHI J, WEN B B, YU Z T, et al. Influencing factors of titanium and titanium alloys shell's stamp forming and its application status[J]. Titanium Industry Progress, 2016, 33(5):1-5(in Chinese). [2] XING Q L, PENG P, ZHANG Ch J, et al. Influencing factors and technology advances of titanium alloy plate in deep drawing[J]. Titanium Industry Progress, 2015, 32(4):1-7(in Chinese). [3] YANG J D, ZHOU Y F, YANG T, et al. Nanocrystallization of Ti-6Al-4V alloy by multiple laser shock processing[J]. Laser Technology, 2017, 41(5):754-758(in Chinese). [4] FU M J, ZHANG T, HAN X Q, et al. Superplastic deformation be-havior of TNW700 titanium alloy sheet[J]. Chinese Journal of Rare Metals, 2016, 40(1):1-7(in Chinese). [5] XU G D, WANG G Sh. The development of titanium metal and titanium industry[J]. Chinese Journal of Rare Metals, 2009, 33(6):903-912(in Chinese). [6] XIAO L, SONG W, CHENG W, et al. Mechanical properties of open-cell rhombic dodecahedron titanium alloy lattice structure manufactured using electron beam melting under dynamic loading[J]. International Journal of Impact Engineering, 2017, 100:75-89. doi: 10.1016/j.ijimpeng.2016.10.006 [7] JIA X, LU F Sh, HAO B. Report on china titanium industry progress in 2016[J]. Titanium Industry Progress, 2017, 34(2):1-7(in Ch-inese). [8] JIA X, LU F Sh, HAO B. Report on China Titanium industry progress in 2017[J]. Iron Steel Vanadium Titanium, 2018, 39(2):1-7(in Chinese). [9] JIANG J H, DING Y, SHAN A D. Microstructure and mechanical properties of commercial purity Ti rolled at room temperature[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(s1):58-61(in Ch-inese). [10] CUI C J, PENG Q, ZHANG M J, et al. Characterization of cathodic polarization of industrial pure titanium in sea water by ac impedance technique[J]. Corrosion Science and Protection Technology, 2003, 15(6):327-330(in Chinese). [11] ZHANG Y, SUN D Q, GU X Y, et al. A hybrid joint based on two kinds of bonding mechanisms for titanium alloy and stainless steel by pulsed laser welding[J]. Materials Letters, 2016, 185:152-155. doi: 10.1016/j.matlet.2016.08.138 [12] PANWISAWAS C, PERUMAL B, WARD R M, et al. Keyhole formation and thermal fluid flow-induced porosity during laser fusion welding in titanium alloys:Experimental and modelling[J]. Acta Materialia, 2017, 126:251-263. doi: 10.1016/j.actamat.2016.12.062 [13] LIU L M, SHI J P, WANG H Y. Research on the low power laser induced arc hybrid welding of titanium alloy thin sheet[J]. Journal of Mechanical Engineering, 2016, 52(18):38-43(in Chinese). [14] PENG H S, CHEN B H, TANG J L, et al. Effect of laser welding technology on mechanical properties of K418 and 0Cr18Ni9 weld joints[J]. Laser Technology, 2018, 42(2):229-233(in Chinese). [15] LI Zh, SHI Y, LIU J, et al. Effect of laser welding parameters on microstructure and mechanical properties of commercial pure titanium[J]. Applied Laser, 2016, 36(1):53-57(in Chinese). [16] XU W F, ZHANG Z L. Microstructure and mechanical properties of laser beam welded TC4/TA15 dissimilar joints[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(12):3135-3146. doi: 10.1016/S1003-6326(16)64445-X [17] LI Y, XU G X. Metallographic sample preparation and microstructure analysis of TC4 titanium alloy laser welding joints[J]. Hot Working Technology, 2016(13):187-189(in Chinese). [18] HUANG Sh Sh, QIU Zh W. Research on mechanical properties and microstructure of laser welding joint of automotive TC15 titanium a-lloy[J]. Rare Metals and Cemented Carbides, 2017(5):46-49(in Chinese). [19] LI B, YUAN F B, LI F N, et al. Feature analysis of coaxial monitoring of welding pool and keyhole during laser deep penetration welding[J]. Laser Technology, 2017, 41(2):255-259(in Chinese). [20] YANG Ch Ch, XU Y L, TONG Sh, et al. Process research fiber laser welding of TC4 titanium alloy[J]. Applied Laser, 2016, 36(5):543-546(in Chinese). -

 点击查看大图
点击查看大图

图(6) / 表(3)
计量
- 文章访问数: 6422
- HTML全文浏览量: 4485
- PDF下载量: 22
- 被引次数: 0
