 网站地图
网站地图

-
激光熔覆(laser cladding, LC)是新材料制备、快速成型、表面改性与修复再制造为一体的新型技术[1-3]。然而,In718合金熔覆层组织不可避免地会出现Laves相,由于Laves相周围存在应力集中和残余应力,为裂纹的生长提供了有利条件和通道[4-5],而且过多的Laves相会阻碍强化相γ″-(Ni3Nb)与γ′-(Ni3AlTi)的析出,同时,In718合金熔覆层内部容易产生气孔与少量微裂纹等缺陷[6],从而削弱熔覆层的力学性能。为了降低In718合金涂层组织中的Laves相体积分数,改善组织结构以及提高力学性能,目前主要采用以下方式:优化工艺参数(适当降低激光功率和提高扫描速度)[7-8];将基材置于液氮中增加冷却速度[9];In718合金粉末中添加V元素[10];利用电磁搅拌[11]或超声振动辅助[12];最常用的方法是热处理,如固溶处理后的熔覆层力学性能可以达到In718锻件标准[13-15]。以上研究对改善In718合金效果显著,但需要频繁更换工序,而且消耗大量时间,严重影响加工效率和增加生产成本。
激光重熔(laser remelting, LR)是一种高效便捷的表面改性技术。CONG等人[16]发现,激光重熔可修复H13热作模具钢表面的热疲劳裂纹,并有效增强其热疲劳性能。ZHANG等人[17]研究发现,激光重熔Ni60/50WC复合涂层具有降低孔隙率、细化晶粒的作用,使涂层组织更加均匀和致密。GUBENKO等人[18]研究发现,激光重熔可以有效消除熔覆层内部非金属夹杂物和提高耐腐蚀性。因此,激光熔覆与激光重熔可以交叉使用,无需频繁更换工装,对节约加工成本与提高生产效率有推动作用,而且是绿色再制造的一项关键技术。然而,据现有文献可知,激光重熔工艺的研究和应用主要集中在细化晶粒、改善组织形貌和降低孔隙率来获得高质量涂层,对改善微观组织中的相体积分数和相分布及涂层力学性能的研究较少。
本文作者采用不同的扫描速率对熔覆层进行重熔处理,观察与计算每组涂层Laves相的体积分数,进而测量涂层硬度、拉伸性能,并分析Laves相的体积分数与力学性能之间的关系,最后选出最优的重熔工艺参数。若以上研究可行,激光熔覆和激光重熔复合工艺技术将应用于离心球墨铸管模具的修复与再制造。
-
实验基材选用管模专用材料21CrMo10热作模具钢,属于低碳马氏体钢,尺寸为120 mm长×40 mm宽×15 mm厚的钢板。激光熔覆材料选择天津铸金股份有限公司生产的高纯度In718高温合金粉末,粒度为50 μm~150 μm,粉末颗粒为球状,流动性良好,化学成分如表 1所示。
表 1 In718粉末成分(质量分数)/%
Table 1. Compositions of In718 alloy powder(mass fraction)/%
Ni Cr Mo Nb Al Ti Fe 50.00~55.00 17.00~21.00 2.80~3.30 5.00~5.50 0.30~7.00 0.75~1.15 balance -
激光加工系统包括Laserline LDM 3000-100激光器、YASKAWA机械臂、水冷机、双筒送粉器、同轴送粉激光喷嘴等,选用氮气作为保护气和输送粉末的载气。实验前用磨光机对基材表面进行打磨,除去表面夹杂物和氧化层,然后用丙酮与无水乙醇进行清洗并烘干。把合金粉末放置于120 ℃的真空烘干炉2 h左右,除去水分。如表 2所示,制备涂层分两步走:(1)激光熔覆。激光功率为2000 W,扫描速率为5 mm/s,送粉速率为8 g/min,搭接率为40%,每层抬升量为0.8 mm,共熔覆4层;(2)激光重熔。除涂层A外,每制备一层In718熔覆层随即进行激光重熔,扫描速率为单因素变量,分别是5 mm/s、15 mm/s、25 mm/s。
表 2 激光熔覆与激光重熔工艺参数
Table 2. Process parameters of laser cladding and laser remelting
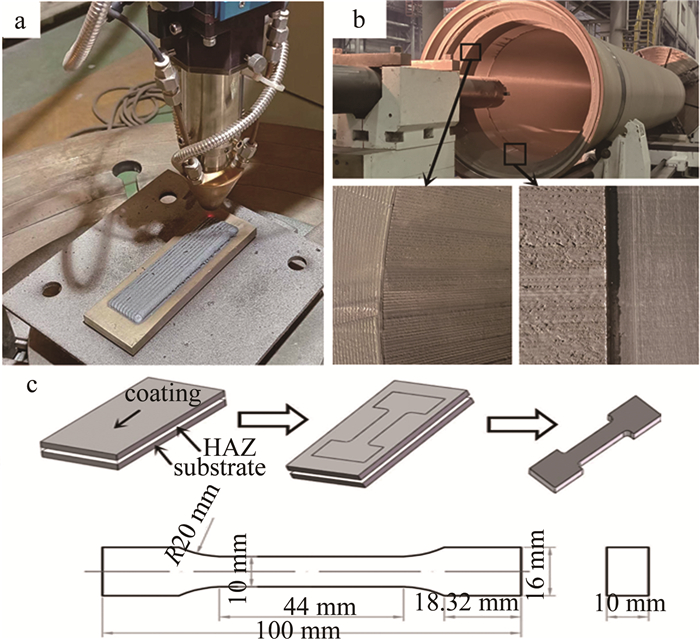
No. step 1: laser cladding step 2: laser remelting laser power/W scanning speed/(mm·s-1) powder rate/(g·min-1) overlap rate/% laser power/W scanning speed v/(mm·s-1) whether to remelt A 2000 5 8 40 — — no B 2000 5 8 40 2000 5 yes C 2000 5 8 40 2000 15 yes D 2000 5 8 40 2000 25 yes 用电火花线切割制备4组尺寸相同的金相试样(长10 mm×宽10 mm×高8 mm),然后对金相试样进行研磨(依次选用80#、200#、500#、1000#、1500#砂纸)、抛光(选用自动研磨抛光设备)、腐蚀(选用100 mL HCl+100 mL C2H5OH+5 g CuCl2腐蚀液)处理。用电火花线切割制备4个拉伸试样,切割后的拉伸试样用角磨机把熔覆层顶部打磨平整光滑。图 1a为激光熔覆实验现场;图 1b为离心球墨铸管模具重熔再制造过程; 图 1c为拉伸试样示意图与尺寸。图中,HAZ(heat affection zone)表示热影响区。
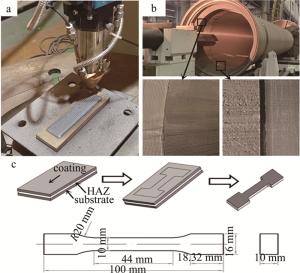
图 1 a—激光熔覆实验现场 b—离心球墨铸管模具重熔再制造过程 c—拉伸试样示意图与尺寸
Figure 1. a—laser cladding experiment site b—remelting remanufacture process of centrifugal cast ductile iron pipes mold c—schematic diagram and dimension of tensile specimen
-
采用光学显微镜(optical microscope,OM)和扫描电镜(scanning electron microscope,SEM)观察熔覆层内部的显微结构、枝晶间的生长状况;采用SEM与能量色散光谱仪(energy dispersive spectrometer,EDS)配合检测相的体积分数、相分布、元素的质量分数及成分偏析程度;采用MATLAB软件二值化处理统计出Laves相的体积分数;采用维氏显微硬度仪测量熔覆层横截面的显微硬度,所用载荷为500 g,加载时间为15 s,从熔覆层底部热影响区至熔覆层顶部依次选取9个点,每个点进行3次测试,取平均数;采用万能拉伸试验机检测试样的拉伸强度和延伸率。
-
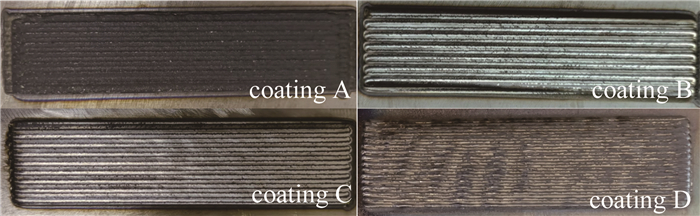
通过观察图 2的表面宏观形貌,发现激光重熔工艺显著改善了涂层的表面光滑度。激光熔覆过程中,In718粉末从激光喷嘴喷出,熔覆层顶部会附着大量未熔透的粉末颗粒,导致表面存在凹凸痕和不平整现象,经过激光重熔处理,涂层表面未熔透的粉末充分熔化并流入涂层内部,使表面变得更加平整有光泽。

图 2 不同工艺参数下的4组涂层
Figure 2. Four coatings with different process parameters
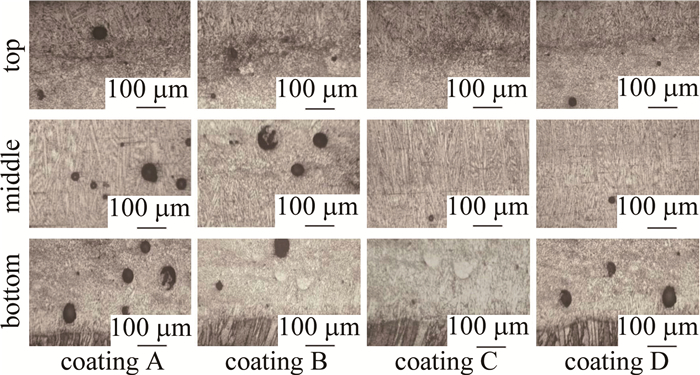
如图 3所示,激光熔覆首层时,由于基材处于常温状态,熔池的冷却速度较快,因此涂层底部出现较多的平面晶。随着层数的增加,熔池的冷却速度降低,从而涂层中间位置形成了较宽的柱状晶与树枝晶交错区域。成形过程中,涂层顶部与空气充分接触,并进行热交换,从而形成等轴晶区域[19]。同时,经过观察未重熔的涂层,层与层之间的分界线上存在大量的气孔,而重熔处理后,激光赋予涂层新的能量,涂层将再次形成熔池,从而增加涂层的润湿性和熔池内部的流动性,因此更多的气孔将从涂层中逸出,从而达到降低孔隙率的目的。另外,随着重熔扫描速率的增加,气孔的数量先降低后增加,涂层B由于重熔扫描速率较慢,涂层已全部熔化形成熔池,在消除气孔的同时又有新的气孔出现,涂层D由于重熔扫描速率过快,涂层未能吸收足够的能量,导致消除气孔的能力下降,而涂层C孔隙率最低,该速率下的重熔既增加了熔池内部的流动,又保持较快的冷却与凝固。
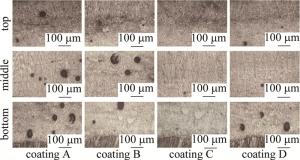
图 3 4组涂层顶部、中部、底部的OM形貌
Figure 3. OM morphology of top, middle and bottom of four coatings
-
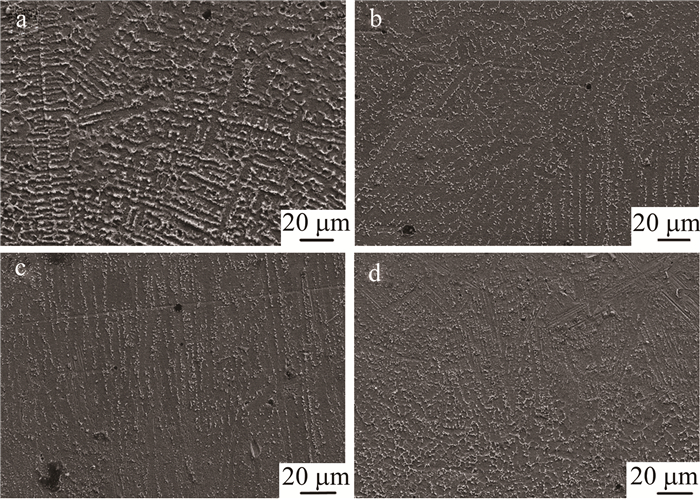
采用SEM研究了激光熔覆与激光重熔涂层的组织结构。如图 4所示,4组涂层中均明显发现灰色基质和白色沉淀物,据相关参考文献[20]和参考文献[21]表明,In718熔覆层组织主要由基体相(γ相)、Laves相与MC相组成(MC是指碳化物material C),灰色基质为γ相,白色沉淀物为Laves相,少量颗粒状沉淀物为MC相。通过观察可知,相比未重熔涂层,重熔层的Laves相体积分数大幅度减少,并且由粗条状逐渐转变成细条状和细颗粒状,扫描速率v从5 mm/s增加至15 mm/s时,Laves相体积分数继续降低,v=15 mm/s是Laves相体积分数最低点,v>15 mm/s后,Laves相的体积分数逐渐开始回升。结果表明,当v=5mm/s时,基材与熔覆层均吸收过多能量,延缓了熔池的冷却与凝固,过冷度随之降低,造成晶粒粗大的现象; 当v增加至15 mm/s时,熔覆层重新赋予新的能量,再次形成熔池并加速熔池内部的流动,使各项元素均匀分布,促进Laves相逐渐溶解; 当v增加至25 mm/s时,由于扫描速率过快,激光能量吸收不足导致熔池流动性不充分,从而加速Laves相的体积分数回升。通过以上分析可知,激光重熔可以有效降低Laves相的体积分数,但要选择合适的扫描速率,避免过快或过慢,由实验得出,v=15 mm/s是最佳状态。
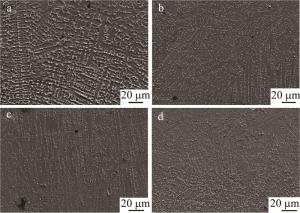
图 4 4组涂层的显微组织
Figure 4. Microstructure of four coatings
-
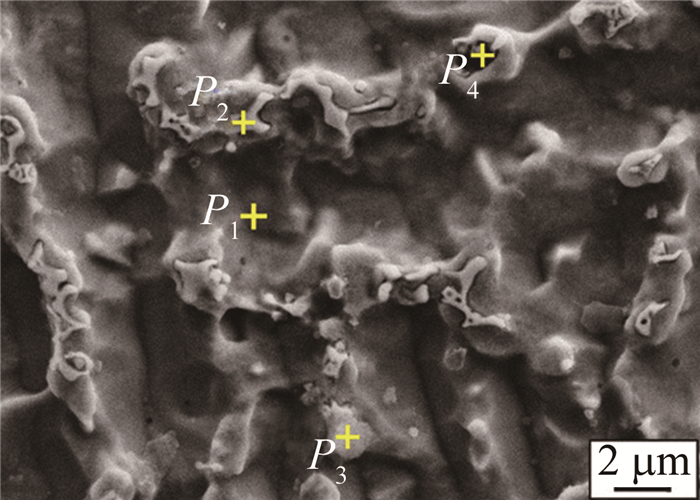
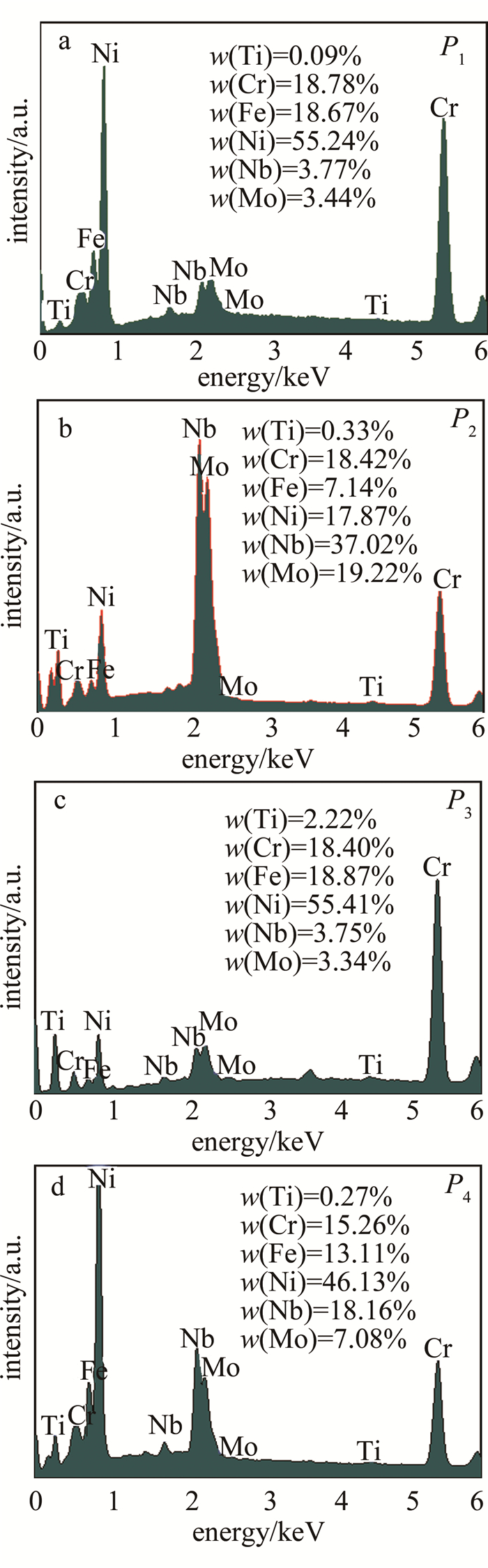
图 5为涂层A的SEM显微组织。在涂层A的微观组织中选取4个点进行EDS能谱分析,如图 6所示。这4个点分别是P1~P4,P1位于γ相,P2位于已知的条状Laves相,P3与P4位于未知的析出相上。通过P1与P2对比发现,两点的Nb与Mo质量分数差别较大,P1的Nb与Mo质量分数分别为3.77%与3.44%,与标准In718合金体积分数非常接近,因此可断定基体相的各元素分布较均匀,P2的Nb质量分数为37.02%,是基体相的9.8倍,Mo质量分数为19.22%,是基体相的5.6倍,从而得出Laves相的析出是由Nb与Mo元素的偏析导致的。由于P4与P2的成分很接近,因此断定P4点处的白色共晶产物为Laves相。从P3的元素结果来看,颗粒状析出相富含Cr、Nb和Ti,其中Ti质量分数比基体相P1高22.2倍,因此,颗粒状析出相可以确定为碳化物(MC)。
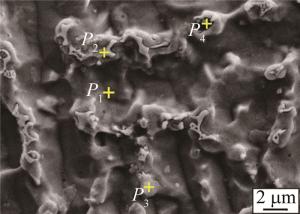
图 5 SEM显微组织
Figure 5. Microstructure of SEM

图 6 不同析出物的元素比较
Figure 6. Elemental comparison of different precipitate phases
-
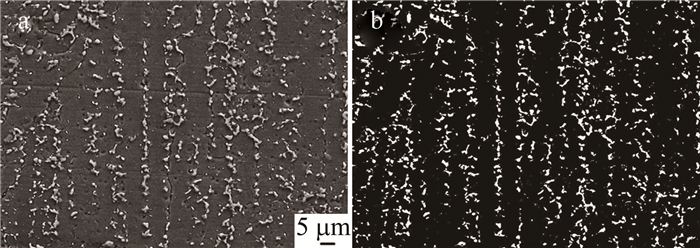
为了更加清楚地观察Laves相结构,并准确计算出其体积分数,每组试样取15幅不同位置与不同放大倍数的SEM图,采用MATLAB软件二值化处理统计出Laves相的体积分数。图 7a为涂层C的SEM图;图 7b为涂层C二值差处理后的图。为方便观察与计算,将树枝晶状态的γ相设置为黑色,Laves相设置为白色。结果如下:涂层A的Laves相体积分数约34.1%,而涂层B、C与D的Laves相体积分数分别是24.6%、16.7 %与19.6%。重熔将熔覆层快速形成熔池,促进Nb与Mo等元素从高浓度扩散至低浓度,使其分布更加均匀,且重熔还可以提高熔覆层固液相间的过冷度,使固熔液快速形核,熔池快速冷却与凝固,抑制了Nb与Mo等元素的偏析,从而阻碍了Laves相的产生。通过以上数据得出:涂层C的Laves相的体积分数最少;而涂层B的扫描速率较慢,导致熔覆层完全熔化,促进了树枝晶的生长,并在熔覆层发现更多的柱状晶,促进了Nb元素的偏析,因而抑制Laves相的性能减弱;涂层D扫描速率过快,导致熔覆层吸收的激光能量较少,形成的熔池较窄较浅,且未能更好地增加熔池的流动性和湿润性,从而不能更好地促进元素均匀分布,虽然Laves相体积分数已减少,但不及涂层C。

图 7 a—涂层C的SEM图 b—涂层C的二值差图
Figure 7. a—SEM of coating C b—binary difference of coating C
-
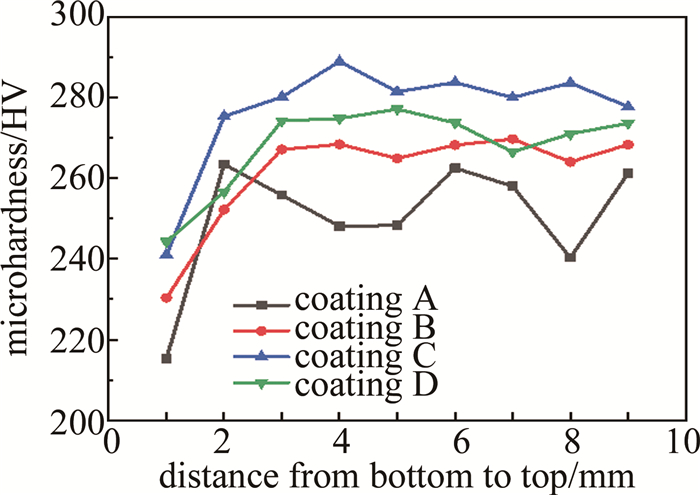
图 8为4组涂层的显微硬度及分布。未重熔的涂层A从底部至顶部的硬度波动性很大,而经过重熔处理的涂层B、C与D的硬度分布较均匀,出现这一现象的原因可能是由于多种元素偏析引起有害相的析出,如共晶析出Laves相,经过重熔后,硬度波动性减小,分布较均匀,由此推断,重熔可以通过减少Nb与Mo元素的偏析和抑制有害相的产生来改善硬度的分布。未重熔的涂层A平均硬度为250.3 HV,重熔后涂层B、C、D的平均硬度提高至261.5 HV、276.9 HV和268.0 HV,v从5 mm/s增加至15 mm/s,平均硬度随之增大,当v超过15 mm/s时,平均硬度开始降低。另外,发现平均硬度值与Laves体积分数成反比,随着Laves相体积分数的降低,平均硬度增加。再者,晶粒度的大小也是影响硬度的因素[22],通常晶粒越小,硬度越高,因此随着激光重熔速度的增加,晶粒尺寸出现先细化后粗化的现象。综上所述,激光重熔可显著增加In718合金的平均硬度并促进硬度均匀分布,当v=15 mm/s时,涂层平均硬度达到最高状态,比未重熔的涂层增加了10.6%。
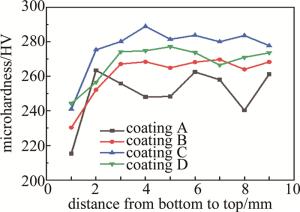
图 8 4组涂层的显微硬度及分布
Figure 8. Microhardness and hardness distribution of four coatings
-
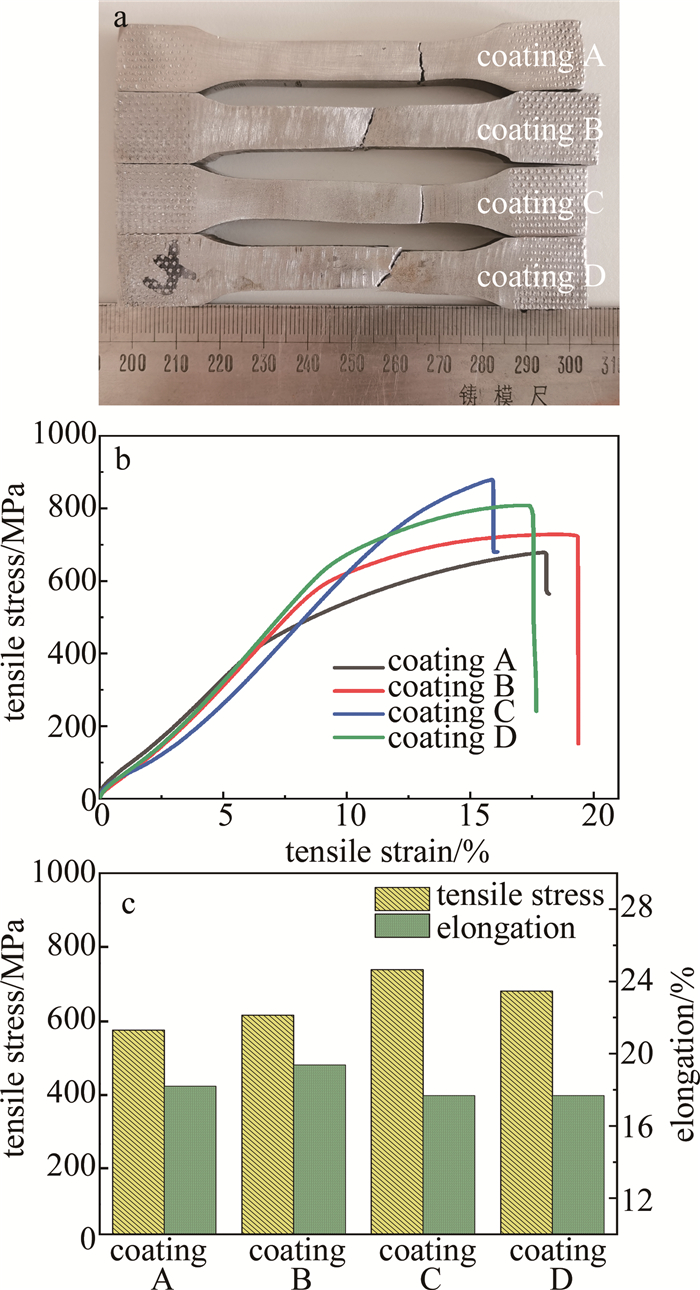
根据GB/T 25715-2010《离心球墨铸管模具》要求:抗拉强度不低于780 MPa、延伸率不低于12%。图 9展示了4组试样的拉伸性能。图 9a为测试后的拉伸试样;图 9b为应力-应变曲线;图 9c为拉伸性能比较。未重熔的拉伸试样抗拉强度为678 MPa,延伸率为18.2%,抗拉强度未达到标准要求。而经过激光重熔处理后的涂层B、C与D的拉伸强度分别是728 MPa、879 MPa与808 MPa,延伸率分别是19.4%、16.1%与17.7%,涂层C与D性能已达到标准要求。
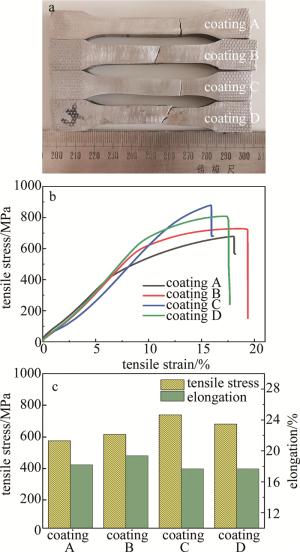
图 9 4组试样的拉伸性能
Figure 9. Tensile properties of four coatings
图 9c展示了激光重熔对涂层的抗拉强度影响较大,但对延伸率的影响较小。涂层A的拉伸强度低的原因可能是In718合金涂层存在较多的Nb与Mo元素的偏析,导致大量的Laves相生成,Laves相作为一种硬脆相,对合金材料的抗拉强度不利,其次,激光熔覆过程中不可避免的出现少量气孔,造成熔覆层之间的冶金结合力降低,削弱抗拉强度。采用激光重熔技术,通过降低Nb与Mo元素的偏析,抑制Laves相析出,降低空隙率,进而提高抗拉强度。Laves相的体积分数:涂层A>涂层B>涂层D>涂层C,拉伸强度:涂层A<涂层B<涂层D<涂层C,Laves相的体积分数越低,抗拉强度越大,因此得出,可通过降低或抑制Laves相来提高抗拉强度。与此同时,激光熔覆的涂层冷却与凝固过快,抑制了In718合金强化相γ″与γ′的析出,导致熔覆层力学性能降低,因此后续的激光重熔可能有助于In718合金强化相的析出,进而提高力学性能。
-
利用激光熔覆制备了In718合金涂层,选用不同的扫描速率对涂层进行激光重熔处理,并采用多种检测技术分析了涂层的显微组织结构与力学性能。
(1) 激光重熔既可以有效改善熔覆层的形貌,降低孔隙率,又可以通过减少Nb与Mo元素的偏析来减少或抑制Laves相的析出,并且减少Laves相体积分数有助于提高In718涂层的平均显微硬度和抗拉强度,但对延伸率的影响不大。
(2) 不同的重熔扫描速率对涂层组织与性能的影响也不相同。当重熔扫描速率为15 mm/s时,Laves相的体积分数最低,同时,显微硬度与拉伸强度达到最高状态,Laves相体积分数由34.1%下降至16.7%,平均硬度由250.3 HV增加至276.9 HV,抗拉强度由678 MPa增加至879 MPa。
激光重熔对In718熔覆层组织与性能的影响
Effect of laser remelting on microstructure and properties of In718 cladding layer
-
摘要: 为了解决激光熔覆In718合金力学性能差的问题, 选择不同的扫描速率对In718合金熔覆层进行了激光重熔处理, 采用光学显微镜、扫描电镜和能谱仪观察显微组织结构和特征, 检测不同物相的成分并分析微观偏析对显微组织的影响, 通过力学检测设备对涂层的显微硬度与抗拉强度进行检测。结果表明, Laves相主要由Nb与Mo元素的偏析所导致, 与未重熔相比, 重熔后的涂层气孔明显减少, 且不同的重熔扫描速率对组织与性能的影响也不同, 4个涂层的Laves相体积分数由34.1%减少至24.6%、16.7%和19.6%, 平均硬度由250.3 HV提高至261.5 HV、276.9 HV和268.0 HV, 抗拉强度由678 MPa提高至728 MPa、879 MPa和808 MPa, 而重熔对涂层延伸率的影响不明显; 最优的重熔扫描速率为15 mm/s, Laves相的体积分数最低, 平均显微硬度和抗拉强度最高; 激光重熔能有效改善熔覆层的形貌、降低孔隙率、减少或抑制Laves相的析出, 并且减少Laves相有助于提高In718合金的力学性能。此研究为后续的离心球墨铸管模具的再制造奠定了理论基础。Abstract: In order to solve the problem of poor mechanical properties of laser cladding In718 alloy, different scanning speeds were selected to carry out laser remelting treatment of the cladding layer. Optical microscope, scanning electron microscope and energy dispersive spectrometer were used to observe the microstructure and characteristics and to detect the composition of different phases. The influence of microsegregation on the microstructure was then analyzed. The microhardness and tensile strength of the coating were tested by mechanical testing equipment. The results show that the Laves phase is mainly caused by the segregation of Nb and Mo elements. Compared with the non-remelted coating, the pores of the remelted coating are significantly reduced, and different remelting scanning speeds have different effects on the structure and properties. The Laves phase volume fraction of four coatings respectively decreased from 34.1% to 24.6%, 16.7%, and 19.6%, the average hardness respectively increased from 250.3 HV to 261.5 HV, 276.9 HV, and 268.0 HV. The tensile strength respectively increased from 678 MPa to 728 MPa, 879 MPa, and 808 MPa. However, the effect of remelted coating on elongation is not obvious. The optimum remelting scanning speed is 15 mm/s, which has the lowest Laves phase content and the highest average microhardness and tensile strength. Laser remelting can effectively improve the morphology of the cladding layer, reduce the porosity, reduce or inhibit the precipitation of Laves phase. Reducing the Laves phase to improve the mechanical properties of In718 alloy. This research establishes a theoretical foundation for the subsequent remanufacturing of centrifugal cast ductile iron pipes molds.
-
Key words:
- laser technique /
- laser remelting /
- In718 alloy /
- scanning speed /
- Laves phase /
- mechanical property
-
图 1 a—激光熔覆实验现场 b—离心球墨铸管模具重熔再制造过程 c—拉伸试样示意图与尺寸
Figure 1. a—laser cladding experiment site b—remelting remanufacture process of centrifugal cast ductile iron pipes mold c—schematic diagram and dimension of tensile specimen
图 3 4组涂层顶部、中部、底部的OM形貌
Figure 3. OM morphology of top, middle and bottom of four coatings
图 7 a—涂层C的SEM图 b—涂层C的二值差图
Figure 7. a—SEM of coating C b—binary difference of coating C
图 9 4组试样的拉伸性能
a—测试后的拉伸试样 b—应力-应变曲线 c—抗拉强度与延伸率的比较
Figure 9. Tensile properties of four coatings
a—tensile specimen after testing b—stress-strain curve c—comparison of tensile stress and elongation
表 1 In718粉末成分(质量分数)/%
Table 1. Compositions of In718 alloy powder(mass fraction)/%
Ni Cr Mo Nb Al Ti Fe 50.00~55.00 17.00~21.00 2.80~3.30 5.00~5.50 0.30~7.00 0.75~1.15 balance  下载: 导出CSV
下载: 导出CSV
表 2 激光熔覆与激光重熔工艺参数
Table 2. Process parameters of laser cladding and laser remelting
No. step 1: laser cladding step 2: laser remelting laser power/W scanning speed/(mm·s-1) powder rate/(g·min-1) overlap rate/% laser power/W scanning speed v/(mm·s-1) whether to remelt A 2000 5 8 40 — — no B 2000 5 8 40 2000 5 yes C 2000 5 8 40 2000 15 yes D 2000 5 8 40 2000 25 yes
下载: 导出CSV
-
-

 点击查看大图
点击查看大图
计量
- 文章访问数: 2788
- HTML全文浏览量: 1867
- PDF下载量: 14
- 被引次数: 0
