 网站地图
网站地图










-
由于纳米复合材料与传统单相材料相比具有更高的硬度、耐腐蚀性、抗拉伸强度等优点,得到了越来越广泛的关注[1-3]。电沉积是依据电化学原理,利用外加电场驱动金属离子,使其在阴极表面堆积成形的过程。由于电沉积法装置简单,可在室温下进行,运用电沉积法制备纳米复合材料对于新材料的制备具有极大的研究价值。
在电沉积法制备新型纳米复合材料过程中,当颗粒尺度很小时,由于粒子间相互吸引力大于斥力便会产生颗粒团聚现象,导致晶粒粗大,同时沉积速率也会降低。为改善这些缺陷,国内外很多学者将多种能场引入复合电沉积体系中从而出现了许多新型电沉积技术如超声辅助电沉积[4]、组合超声电沉积[5]、磁场辅助电沉积等[6],均对分散纳米粒子起到一定的促进作用,但这些作用均集中于整个复合沉积液,在加工区的作用仍不是特别明显。激光具有高亮度、方向性好、单色性好、相干性好等优点,因此将激光运用到电沉积中也引起了人们的高度关注[7-9]。但在复合电沉积体系中利用激光的定域微区搅拌作用分散纳米颗粒,提高镀层表面质量的研究还鲜有文献报道。
作者通过构建激光电化学复合沉积系统,进行了激光与电化学复合能场作用下的分散颗粒电沉积实验。以铜为连续相,以纳米Al2O3为第二相颗粒,通过模拟及试验探讨了颗粒对激光的遮蔽作用及激光对颗粒的分散作用机制。本文中还重点研究了复合电沉积加工速率及激光的促进作用。同时分析了激光的力效应对镀层晶粒结构及晶间致密性的影响。
-
图 1为激光电化学复合沉积试验系统结构示意图。该系统主要包括以下两部分:激光辐照系统及电化学沉积系统。
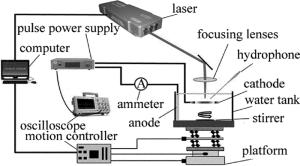
Figure 1. Structural diagram of laser electrochemical composite deposition process system
-
本实验中激光辐照系统主要由激光器、扫描振镜、聚焦镜等组成。激光器发射脉冲激光经聚焦镜聚焦于溶液中,焦点距离阴极基板约2mm~3mm。采用SGR-10脉冲固体激光器,激光器具体参量如下:输出波长1064nm/532nm/355nm/266nm,脉冲宽度10ns,单脉冲能量50mJ~1000mJ可调,频率1Hz/2Hz/5Hz/10Hz可调。
-
采用深圳实诚电子科技有限公司开发的GKPT系列平波/双向脉冲可调电源为本实验提供电能。实验中采用304不锈钢为工具阴极,其具体尺寸为30mm× 12mm×1.5mm,实验前需先对其进行400目~1200目砂纸打磨,再放入丙酮溶液中进行去油处理,最后放入超声波清洗机中使用无水乙醇清洗并晾干。采用纯铜板作为工具阳极,用以补充溶液中金属离子的损耗。因本实验激光器焦点固定,为使激光作用到整个加工区域需采用X-Y两坐标平台控制阴极基板往复运动。本实验中采用磁力搅拌器对溶液进行实时搅拌,搅拌子低速转动以便颗粒充分悬浮,但同时在加工区也不会引起明显的涡流搅动,干扰激光的辐照效果。沉积液体积分数如下:CuSO4·5H2O(0.22)、浓H2SO4(0.06)、NaCl(0.00008),Al2O3粒径为50nm,各成分在常温下配制且搅拌均匀。
试验前将阴阳两极浸入溶液中分别与电源连接,同时将电流表串联于电路以观察加工过程中电流大小。设置脉冲电源频率为5000Hz,正占空比为40%,负占空比为0%,激光频率为1Hz,输出波长为1064nm,实验温度恒定。本实验中在有无激光作用下制备两组镀层,以便比较激光的作用,不同条件下加工时长均相同。实验后用电子天平分别称量沉积前和沉积后的质量,并依此计算沉积速率。将获得的试样在Hitachi S-3400扫描电子显微镜下进行观察分析。
-
为研究纳米粒子对激光穿透性的影响。本文中首先采用探针式水听器对激光辐照溶液产生的声压信号进行检测。实验时需将水听器放置在激光焦点斜45°上方约1mm处收集声压信号,水听器与示波器相连,最后通过示波器输出信号并保存。聚偏氟乙烯(polyvinylidene fluoride, PVDF)压电薄膜是一种压电材料,受力冲击时,电极两端会将压力信号转换为电信号并输出,将电信号与水听器的灵敏度相比,即可得到激光冲击溶液产生的声压信号值,即为:
$ p = {V_{\rm{m}}}/{n_{\rm{l}}} $
(1) 式中,p为声压信号(MPa),Vm表示电信号幅值(mV),nl表示水听器灵敏度。
图 2为不同种类溶液激光能量为150mJ时的冲击波声压信号图。由图可知:纯水中声压信号最大,且有两个明显的强峰信号。第1个峰为等离子体冲击波信号,第2个为空泡膨胀破灭辐射的声压信号。当激光辐照在有纳米颗粒的复合沉积液中时,只检测到一个声压信号,分析认为一方面纯水对激光的吸收率小,激光在纯水中不易衰减,利于产生等离子体冲击波,空泡空化等,而在复合溶液中,主盐CuSO4使溶液呈深蓝色,此时对光线吸收系数较大[10-11],会增加空泡产生的难度。并且复合溶液中添加了不溶性纳米微粒,当空泡膨胀时,这些微粒会挤压已经产生的空泡,使空泡不易破灭。综上可知,在复合沉积液中水听器只能检测到一个强峰信号,且相较于纯水中的声压信号其峰强明显降低。此外,随溶液中颗粒含量增加,声压信号逐渐降低,因为溶液中颗粒含量越多,对激光的阻碍作用就越明显,即意味着更多的激光能量直接作用在颗粒上,因此很难检测到强烈的冲击波信号。这也表明溶液中纳米颗粒含量对激光穿透性有很大的影响。因此, 选择合适颗粒含量的沉积液对激光辅助纳米复合电沉积具有重要作用。
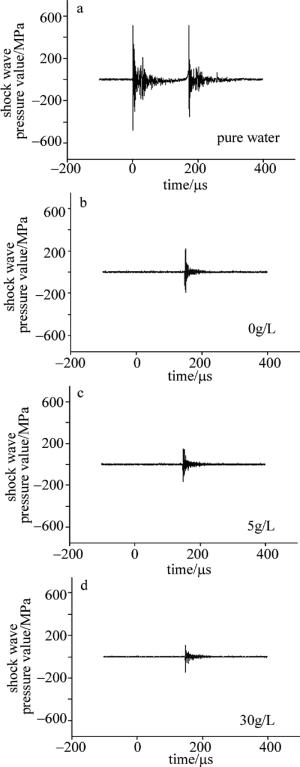
Figure 2. Laser shock wave sound pressure signal under different solutions
-
为验证激光对沉积过程的影响,首先采用COMSOL软件对激光作用进行了有限元模拟。图 3为激光电化学复合仿真模型图。采用2维轴对称模型,截面高度表示液面高度。电解质中的半圆部分代表激光等离子体空泡,并添加空气材料于空泡中,激光焦点位于圆心处。在空泡中添加压力载荷作为载荷约束,在整个域中添加湍流两相流作为流场约束,并给空泡与溶液赋予重力约束,上边界添加出口约束等作为边界约束。添加三次电镀模块作为物理场约束,具体包括模块属性、初始值、电解质、电极表面的设置等。设置铜离子浓度为200mol/m3,硫酸根离子浓度为1200mol/m3,氢离子浓度为800mol/m3,仿真时间为0.01s。
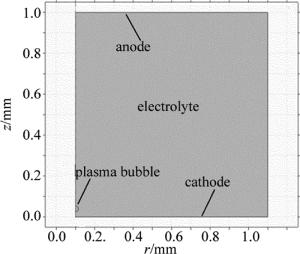
Figure 3. Simulation model of laser electrochemical composite deposition
图 4为激光辐照区0.01s时流场仿真结果图。该图描述了空泡膨胀及溃灭过程中引起的流场变化。箭头表示沉积液流动方向。由仿真结果可知:激光辐照能够在加工区形成一个强力的流场流动。这种定域强力微区搅拌会在加工区大幅度降低纳米颗粒的团聚几率,促进颗粒分散,并有利于纳米粒子传输,同时能够增加微粒到达阴极表面的概率,使颗粒更容易被阴极捕获。常规的在电沉积过程中引入机械搅拌,机械搅拌效果无差别的作用在整个沉积液中,因此不能很好地解决加工区纳米颗粒团聚现象[12]。通过模拟证明了激光辐照能够在加工区域形成强力定域搅拌作用,故激光辐照较之于常规机械搅拌在分散加工区粒子方面有很大的优势。
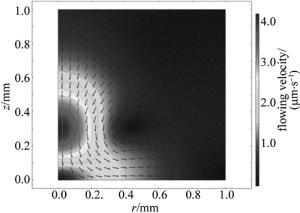
Figure 4. Simulation flow field of laser electrochemical composite deposition
图 5为激光对沉积速率影响的仿真图。由图可知, 在激光聚焦点处电化学反应速率最快,距离激光焦点越远,其沉积速率大幅度降低。这是因为在激光聚焦区流体流动形成的涡流搅拌能够带动外围流体流动,促进液相传质,弥补加工区离子匮乏,从而提高激光聚焦区的电化学反应速率。图 6为阴极基板厚度变化曲线图,其与电化学反应速率正相关。由图可知:激光聚焦区阴极厚度最大。从阴极厚度变化曲线也可以看出:激光辐照能够明显促进镀层晶粒生长,有效地提高了镀层厚度。
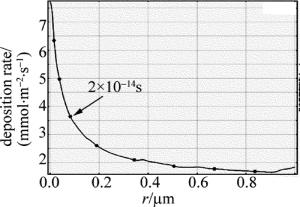
Figure 5. Relationship between deposition rate and r
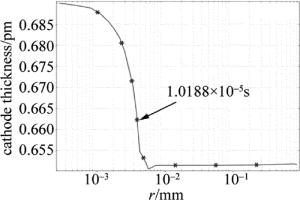
Figure 6. Relationship between cathode thickness and r
图 7为激光冲击应力模拟图。由图可知, 等离子体及空泡射流对阴极基板的作用力很大,最大值约为46MPa,且最大值产生区域并非激光聚焦位置,而是在激光焦点两侧区域,这是因为等离子体冲击波及空泡脉动位置主要集中在激光焦点两侧,这种冲击作用能够引起应力集中,从而引发尖端效应,这是激光作用能够提高电化学反应速率的主要原因之一。这种激光力效应能够搅拌复合沉积液,促进颗粒分散同时也能刻蚀钝化膜等进而改善复合沉积物的表面性,提高沉积层表面质量。
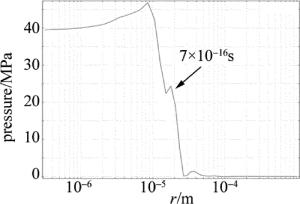
Figure 7. Relationship between pressure of cathode substrate and r
-
为实验验证激光能够有效的提高复合沉积加工速率,进行了激光电化学沉积试验。图 8为激光电化学复合加工示意图。沉积时间为3h。表 1显示了5V电压下有无激光沉积质量及速率变化。由表可知:无激光作用下, 沉积速率为6.2001mg/min,激光作用下, 沉积速率达到7.2853mg/min,相比无激光照射,其沉积速率提升了17.5%。
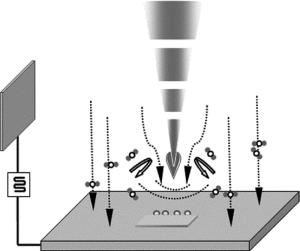
Figure 8. Schematic of laser electrochemical composite deposition processing
Table 1. Change of quality and deposition rate
laser single
pluse power/mJm1/
mgm2/
mgΔm/
mgv/
(mg·min-1)0 5227.38 5971.39 744.01 6.2001 150 5433.39 6307.63 874.24 7.2853 由图 9可知:无激光作用下, 随着电压的增加, 沉积速率呈现先快速增长,后速度减慢,最后趋于停滞的状态。分析认为, 在电源电压为5V时, 阴极上的电子转移达到极限或者阴极附近Cu2+的传质达到极限,且电压较大时弱吸附于阴极的颗粒数量增加,对金属离子还原的“屏蔽”作用增加。激光作用能够明显提高复合电沉积速率,因为激光照射区温度升高,能够提高阴极过电位[13],加快了阴极还原与电结晶速率。在电压为5V时,电沉积速度并未趋于停滞, 其原因是当激光能量过大,超过了液体的击穿阈值时,会在激光辐照区产生等离子体冲击波,该冲击波能够以强力微区搅拌的方式促进液相传质、加速粒子分散,同时将使一部分弱吸附在阴极表面的颗粒剥落,降低了颗粒对金属离子的“屏蔽”作用,提高了金属离子的成核率,因此在激光作用下,复合沉积速率进一步提高。说明激光作用能够有效的缓解极限电压对电沉积速率的限制。提高单脉冲激光能量,也能提高电化学反应速率,但过高的激光能量会使溶液瞬时沸腾因此不利于电化学过程,此现象在之前的文献中已经有所涉及,这里不再赘述[14-15]。
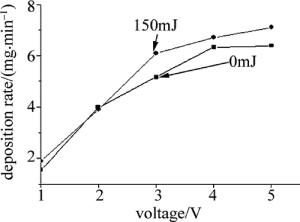
Figure 9. Deposition rate under different conditions
-
采用HitachiS-3400型扫描电子显微镜对复合沉积层沉积质量进行观察分析。图 10a~图 10f分别对应激光频率为1Hz时,从0mJ~200mJ不同激光能量辐照制备的沉积层的表面形貌。由图可知:无激光辐照下,镀层晶粒粗大,且有很大晶间间隙。随着激光能量的增加,镀层晶粒不断细化,晶间间隙明显逐渐减小,这是因为在无激光作用下, 加工区纳米颗粒团聚问题不能被很好地解决。随着激光能量增加,在溶液中引起的流场搅拌作用增加,镀层中颗粒复合量增加,给晶粒生长提供了更多的生长点,抑制了已还原晶粒的继续生长,考虑到晶粒的生成主要有以下两个过程,即晶粒生成和晶粒长大,一方面颗粒增加抑制了晶粒生长,另外激光作用能够提高电化学反应速率,晶粒形成速率大于晶粒长大的速率,因此激光能量增加,镀层晶粒逐渐细化。其次,激光的在辐照区也能提供一定的热作用,这种热作用能够使激光辐照区温度升高,提高阴极过电势,因此降低了金属离子放电所需要的活化能,从而降低沉积层的晶粒尺寸。
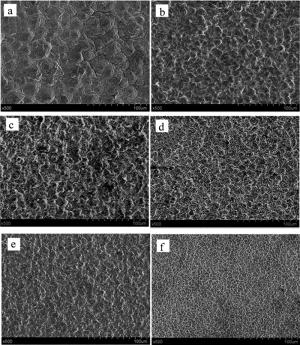
Figure 10. Surface morphology of coatings under different laser energies
-
通过构建激光电化学复合沉积系统,模拟及试验研究了激光作用对复合沉积速率以及沉积质量的影响。
(1) 在激光信号检测试验中纯水中声压信号最大,且有两个明显的强峰信号。在复合沉积液中,只检测到一个声压信号。并随着溶液中颗粒含量增加,声压信号逐渐降低。
(2) 激光辐照能够在辐照区形成一个强力的定域搅拌作用,这种微区搅拌能够有效地缓解加工区颗粒易团聚及颗粒自沉降快等问题,同时也能促进纳米颗粒的传输。
(3) 激光作用能够提高电沉积加工速率,因为激光力效应能够抑制颗粒对金属离子的“屏蔽”作用,提高金属离子的成核率。
(4) 通过试验获得了表面结构更好的复合沉积层,并且发现随着激光能量的增加,镀层晶粒逐渐细化,晶间间隙逐渐减少,镀层致密性得到有效的提高。
激光辅助复合电沉积加工速率及表面质量研究
Study on processing speed and surface quality of laser-assisted composite electro-deposition
-
摘要: 为了解决纳米复合电沉积加工速率慢、颗粒易团聚以及沉积层表面质量差等问题,采用构建高能脉冲激光辅助纳米复合电沉积的方法,利用激光辐照产生定域微区搅拌,缓解颗粒团聚现象,加速电化学反应速率,提高沉积层表面质量,并对加工过程进行了有限元仿真和实验验证。结果表明,激光与电化学复合能够明显的提高复合沉积速率,且激光的冲击作用能够提高晶粒的结合性,进而促进镀层的致密化;同时此冲击作用也能降低纳米粒子的团聚几率,细化镀层晶粒。此研究结果对电解加工技术的发展具有一定帮助。Abstract: In order to solve the problems of slow processing rate of nano composite electrodeposition, easy agglomeration of particles and poor surface quality of deposition layer, the method of building high energy pulsed laser-assisted nano composite electrodeposition was adopted. Laser irradiation was used to produce localized microregion agitation to alleviate the agglomeration of particles, accelerate the electrochemical reaction rate and improve the surface quality of deposition layer. After finite element simulation and experimental verification, the results show that, laser and electrochemical composing can obviously increase the rate of composite deposition, and the impact of laser can increase the binding of grain, and then promote the densification of the coating. At the same time, this impact can also reduce the agglomeration probability of nanoparticles and refine the coating grain. The research results will be helpful to the development of electrochemical machining technology.
-
Figure 1. Structural diagram of laser electrochemical composite deposition process system
a—0mJ b—100mJ c—125mJ d—150mJ e—175mJ f—200mJ
Figure 10. Surface morphology of coatings under different laser energies
Table 1. Change of quality and deposition rate
laser single
pluse power/mJm1/
mgm2/
mgΔm/
mgv/
(mg·min-1)0 5227.38 5971.39 744.01 6.2001 150 5433.39 6307.63 874.24 7.2853  下载: 导出CSV
下载: 导出CSV
-
[1] TUDELA I, ZHANG Y, PAL M, et al. Ultrasound-assisted electrodeposition of composite coatings with particles[J]. Surface & Coatings Technology, 2014, 259:363-373. [2] CHEN J T, FEI J Y. Study on the process and properties of Al2O3/Ni composite coating by rapid electro deposition[J]. Corrosion Science & Protection Technology, 2016, 28(1):58-62(in Chinese). [3] IACOVETTA D, TAM J. Synthesis structure and properties of super hydrophobic nickel-PTFE nano-composite coatings made by electro-deposition[J].Surface & Coatings Technology, 2015, 279:134-141. [4] CAMARGO M K, TUDELA I. Ultrasound assisted electro deposition of Zn and Zn-TiO2 coatings[J]. Electrochimica Acta, 2016, 198:287-295. doi: 10.1016/j.electacta.2016.03.078 [5] LI X H, XUE Y J, AO Zh H, et al. Corrosion resistance of electrodeposited Ni-Nd2O3 nanocomposite coatings under combined ultrasonic conditions[J]. Surface Technology, 2013, 42(5):1-4(in Ch-inese). [6] ZHOU P W, ZHONG Y B. Behavior of Fe/nano-Si particles composite electrodeposition with a vertical electrode system in a static parallel magnetic field[J]. Electrochimica Acta, 2013, 111:126-135. doi: 10.1016/j.electacta.2013.07.225 [7] NIAN Q, LIU C R. Laser assisted electro-deposition of earth abundant Cu2ZnSnS4 photovoltaic thin film[J]. Manufacturing Letters, 2013, 1(1):54-58. [8] ZHANG Zh Y, JIANG Y, et al. Experiment study of laser thermal enhanced electrochemical deposition[J]. Microsystem Technologies, 2017, 23(6):1695-1701. doi: 10.1007/s00542-015-2759-1 [9] LIN J, CHEN S H. The formation of micro/nanoparticles in laser-enhanced electroplating with continuous wave and pulsed Nd-YAG laser interactions[J]. Optics and Laser Technology, 2012, 44(1):169-176. doi: 10.1016/j.optlastec.2011.06.013 [10] YANG X L, LI Y, WANG J B. Study on measurement of optical absorption coefficient of liquid[J]. Laser Journal, 2004, 25(3):40-42(in Chinese). [11] ZHANG Zh Y, JIANG Y J, HUANG L, et al. Experiment study of laser thermal enhanced electrochemical deposition[J]. Microsystem Technology, 2017, 23(6):1695-1701. doi: 10.1007/s00542-015-2759-1 [12] JUNEGHANI M A, FARZAM M, ZOHDIRAD H. Wear and corrosion resistance and electroplating characteristics of electrodeposited Cr-SiC nano-composite coatings[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(7):1993-2001. doi: 10.1016/S1003-6326(13)62688-6 [13] CAI M X, ZHANG Zh Y, JIANG Y J. Experimental study on laser assisted local electrochemical deposition[J]. Journal of Nanjing University of Aeronautics, 2014, 46(5):769-773(in Chinese). [14] GAO L, ZHANG Zh Y, XIN N, et al. Simulation research on laser-assisted electrochemical etching[C]//2016 International Conference on Mechanical Engineering and Control Automation. New York, USA: IEEE, 2016: 580-588. [15] JIANG Y J, ZHANG Zh Y. Experimental study of laser thermal-mechanical enhanced electrochemical deposition[J]. Laser Technology, 2016, 40(5):660-664(in Chinese). -

 点击查看大图
点击查看大图

图(10) / 表(1)
计量
- 文章访问数: 6056
- HTML全文浏览量: 3830
- PDF下载量: 203
- 被引次数: 0
