
Palladium free activation and electroless nickel plating on ceramic surface
-
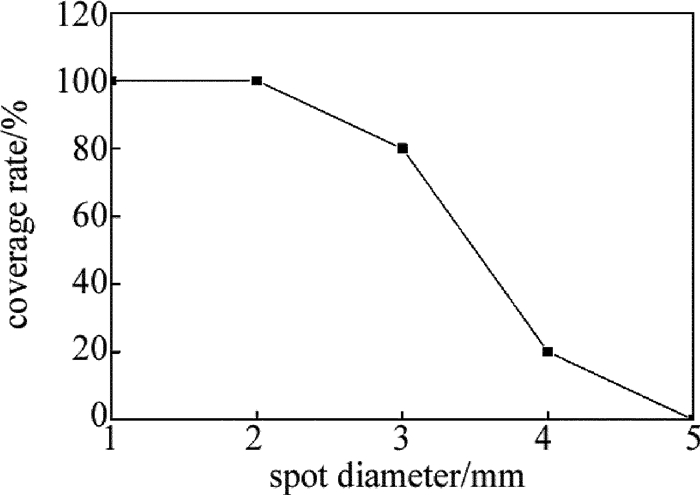
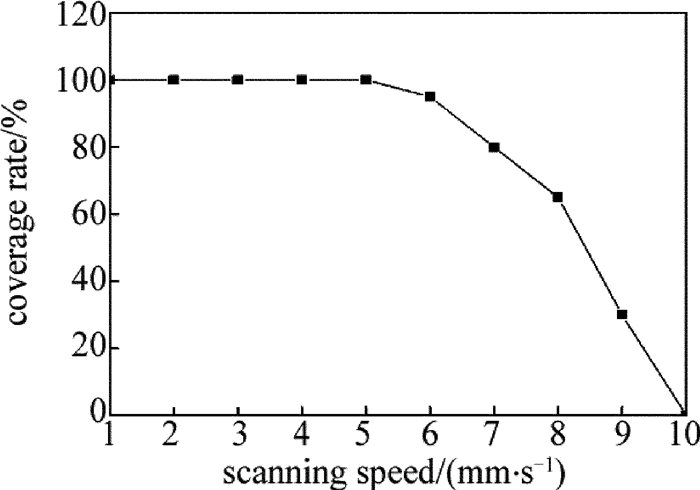
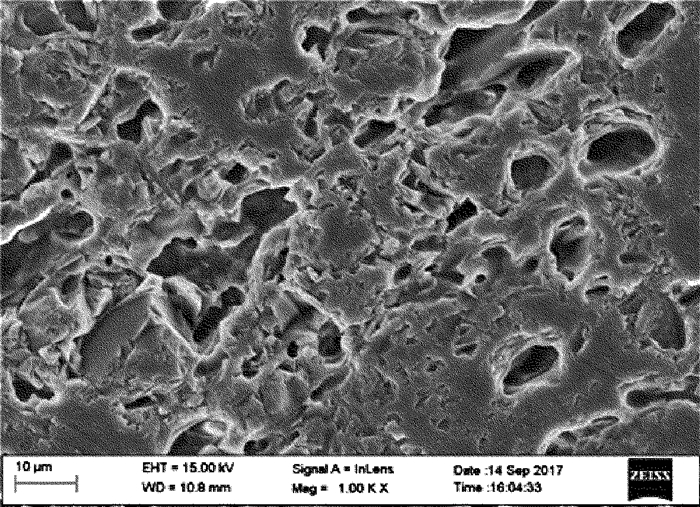
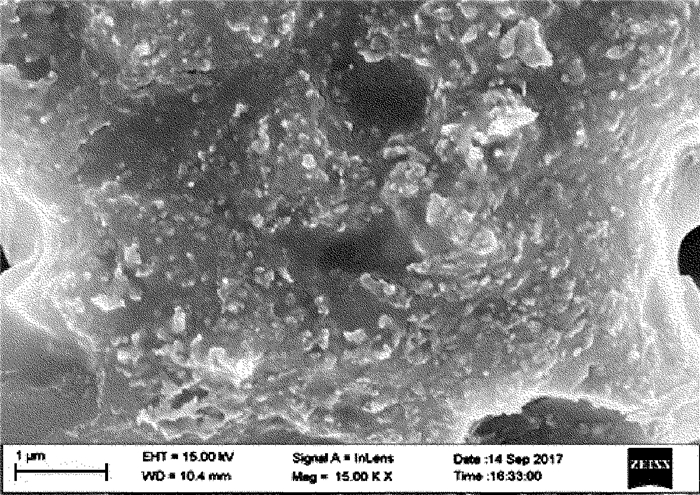
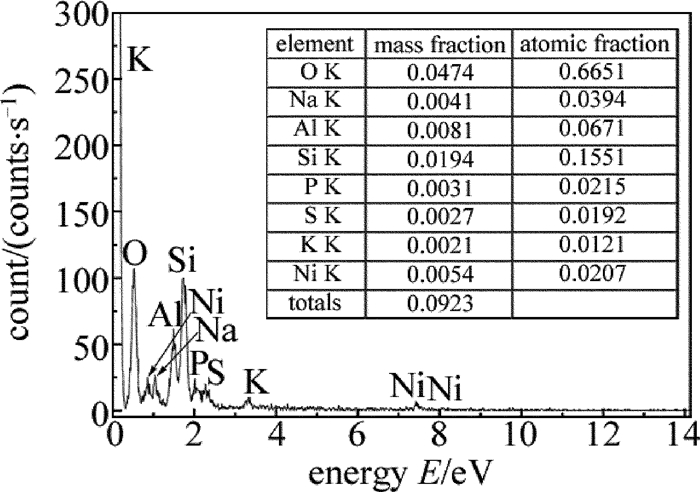
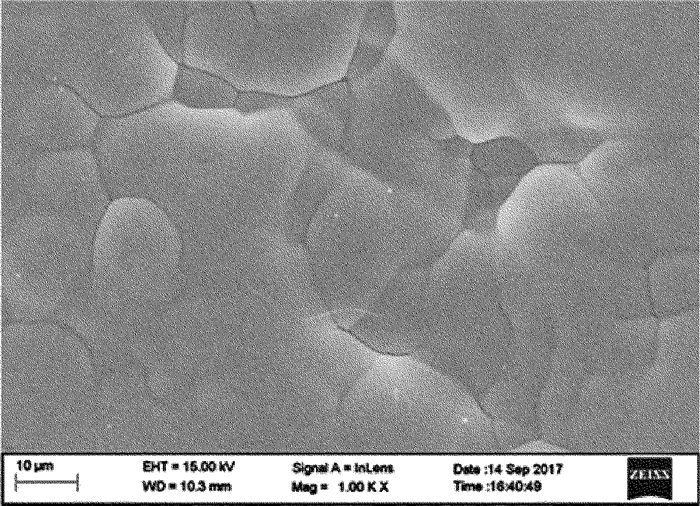
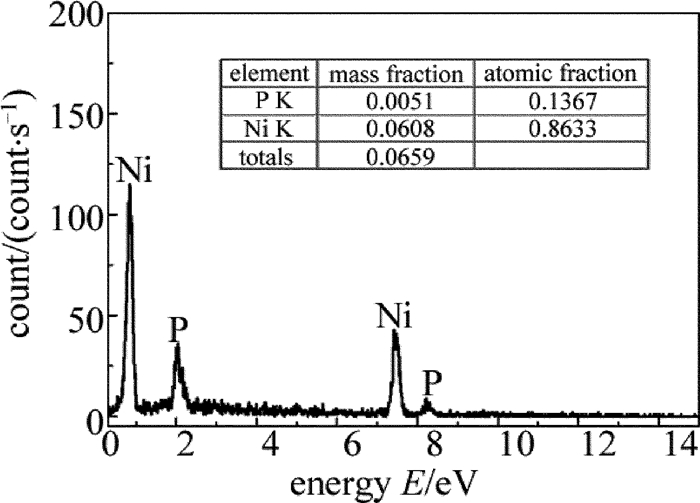
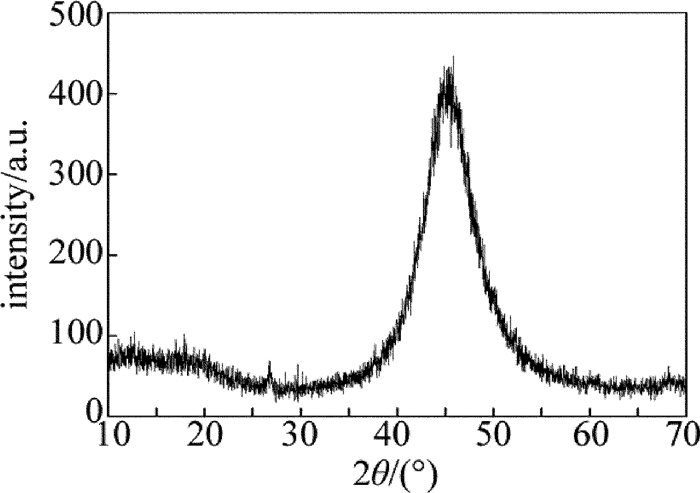
摘要: 为了实现陶瓷基体表面无钯化学镀镍,以10g/L NiSO4·6H2O和45g/L NaH2PO2的混合溶液为活化液涂覆于基体表面,利用激光扫描后使基体活化,再进行化学镀镍。研究了激光功率、光斑直径以及扫描速率对镀层覆盖率的影响,通过扫描电镜观察了粗化、活化以及施镀后的微观形貌,并对活化及施镀后的基体表面进行了成分分析,对镀层结合性、导电性以及可焊性进行了检测。结果表明,当以激光功率为3W、光斑直径为2mm、扫描速率为5mm/s对基体进行扫描时,基体表面生成一层平均直径为0.1μm的Ni微粒;施镀后,镀层覆盖率为100%;镀层微观表面平滑、致密,晶胞直径均在10μm以上;镀层中P的质量分数为0.0771,为非晶态结构,具有良好的耐磨性和耐腐蚀性能;镀层具有较强的结合性和良好的可焊性,电阻率为7.67×10-5Ω·cm,为良导体。该工艺成本低、无污染,能实现陶瓷基体表面局部化学镀镍,通过对激光的运动控制,能够使基体表面沉积各种精细图形,具有一定的实用价值。Abstract: In order to realize palladium free electroless nickel plating on the surface of the ceramic matrix, the mixed solution of 10g/L NiSO4·6H2O and 45g/L NaH2PO2 was used as activation solution and was coated on the surface of the matrix. The substrate was activated by laser scanning, and then electroless nickel was carried out. The effect of laser power, spot diameter and scanning rate on coating coverage was studied. The microstructure of coarsening, activation and plating was observed by a scanning electron microscope. The composition analysis of the substrate surface after activation and plating was analyzed. The adhesion, electrical conductivity and solderability of the coating were detected. The results show that, when laser power is 3W, the diameter of the spot is 2mm and scanning rate is 5mm/s, a layer of Ni particles with an average diameter of 0.1μm is generated on the substrate surface. The coating coverage is 100%. Micro surface of the coating is smooth and dense and the diameter of the cell is above 10μm. Mass fraction of P in plating layer is 0.0771, with good wear resistance and corrosion resistance for the amorphous structure. The coating has strong adhesion and good weldability. It is good conductor with the resistivity of 7.67×10-5Ω·cm. With low cost and pollution-free, the process can realize local electroless nickel plating on the surface of ceramic matrix. By controlling the motion of laser, all kinds of fine graphics can be deposited on the surface of the matrix. The process has a certain practical value.
-
-
Table 1 Formula of electroless nickel plating
drugs concentration NiSO4·6H2O 25g/L NaH2PO2 25g/L C3H6O3 25g/L CH3COONa 15g/L Na3C6H5O7·2H2O 10g/L accelerator 3g/L stabilizer 0.5mg/L surface active agent 7g/L  下载: 导出CSV
下载: 导出CSV
-
[1] YAN X Y. The application of ceramic materials[J]. China Electronic Business:Component Market, 2001(9):48(in Chinese). http://d.old.wanfangdata.com.cn/OAPaper/oai_doaj-articles_ddb6dd9b6b43620d2b8f36bc70cdc10f
[2] KINGERY W D. Introduction to Ceramics[J]. Journal of the Electrochemical Society, 1960, 124(3):152C.
[3] ZENG L K, WANG H. Surface modification technology of ceramic materials[M]. Beijing:Chemical Industry Press, 2006:46-50(in Chinese).
[4] REN Ch Q, XIE F Q. Electronic ceramic electroless plating and application[J]. Electronic Technology, 2003, 24(1):32-35(in Chin-ese). http://d.old.wanfangdata.com.cn/Periodical/dzgyjs200301012
[5] LI Zh, DAI L, HUANG X B, et al. Effect of activation process on electroless nickel plating[J]. Electroplating & Pollution Control, 2016, 36(6):22-24(in Chinese).
[6] LI R, YU Q L. Electroless Ni-P plating on porcelain ganule and glass substrates[J]. Corrosion & Protection, 2008, 29(11):691-693(in Chinese).
[7] CHENG L, BAO D M, YANG L, et al. Research progress on nickel colloidal activation electroless plating on ceramic surface[J]. Guangzhou Chemical Industry, 2017, 45(15):108-110(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=gzhg201715037
[8] GU X, WANG Zh Ch, LIN Ch J. New developing of pretreatment process for electroless plating of ceramics[J]. Material Protection, 2003, 36(9):1-4(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTOTAL-CLBH200309001.htm
[9] ZHENG X H, SHAN D D, SONG H, et al. Electroless nickel plating process and properties of alumina ceramics[J]. Surface Technology, 2017, 46(10):126-134(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=bmjs201710018
[10] LI L B, LI D P, ZHANG Sh H, et al. Research on electroless Ni-P alloy plating on ceramics surface[J]. Electroplating & Pollution Control, 2011, 31(3):19-21(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=ddyhb201103007
[11] LI B, WEI X W, ZHANG Zh Y, et al. Study on activation technology of electroless nickel plating on nonmetallic materials[J]. Material Protection, 2001, 34(2):17-18(in Chinese).
[12] FU Sh L, LI Y H, WANG B G, et al. Investigation on palladium-free activation nickel electroless plating on glass[J]. Plating & Finishing, 2000, 22(5):10-13(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=ddjs200005003
[13] LIU Z, GAO W. The effect of substrate on the electroless nickel plating of Mg and Mg alloys[J]. Surface & Coatings Technology, 2006, 200(11):3553-3560. http://www.sciencedirect.com/science/article/pii/S0257897204012113
[14] YAN J P, LIN W H, LU L L, et al. Effect of surface roughening on chemical nickel-plating on zirconia precision ceramic[J]. Corrosion & Protection, 2017, 38(4):268-272(in Chinese). http://www.en.cnki.com.cn/Article_en/CJFDTOTAL-FSYF201704005.htm
[15] ZHONG X Q, QIN M L, LI H, et al. The technology research of electroless nickel plating on AlN ceramic surface[J]. Vacuum Electronics, 2011(3):14-17(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTotal-ZKDJ201103005.htm
[16] ZHOU Z X, CHENG H B, XUE L H, et al. The methods of improving and checking adhesion of coating electroless-plated[J]. Mate-rials Review, 2006, 20(2):79-81(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTOTAL-CLDB200602023.htm
[17] ZHANG F X, ZHONG L, LIAO Y P. Electroless copper plating process for fiber bragg grating and its characteristics[J]. Modern Chemical Industry, 2014, 34(7):96-99(in Chinese). http://cn.bing.com/academic/profile?id=999f63d20267eb39e411ef41d91d1b70&encoded=0&v=paper_preview&mkt=zh-cn
[18] LI F, LI B. Effect of gold thickness on ENIG PCB solder spread and joint reliability[J]. Electroplating & Finishing, 2015, 34(4):196-200(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=ddyts201504008
[19] GAO C, DAI L, MENG W, et al. Electrochemically promoted electroless nickel-phosphorous plating on titanium substrate[J]. Applied Surface Science, 2017, 392:912-919. DOI: 10.1016/j.apsusc.2016.09.127
[20] GAO J Q. A research on the control of phosphorous content in electroless Ni-P coating and the effect on the performances of the coating[J].Electroplating & Pollution Control, 2002, 22(1):1-4(in Ch-inese). http://en.cnki.com.cn/Article_en/CJFDTotal-DDHB200201000.htm
-
期刊类型引用(1)
1. 顾宏灿,程玲,黄俊斌,唐波,李日忠. 光开关选通的光纤激光水听器时分复用阵列. 激光技术. 2016(04): 536-540 .  本站查看
本站查看
其他类型引用(3)
计量
- 文章访问数: 3
- HTML全文浏览量: 1
- PDF下载量: 6
- 被引次数: 4