 网站地图
网站地图







-
高氮钢是指钢中氮元素含量超过大气压下氮在钢中最大溶解度的钢种,一般在奥氏体不锈钢中氮的质量分数大于0.004,在铁素体/马氏体不锈钢中大于0.0008[1]。
氮和镍元素都是奥氏体强化元素,但由于镍资源的短缺,尤其在二战期间,使其价格昂贵,所以欧洲各国开展了高氮钢的研究。由于当时冶炼设备和加氮技术的限制,高氮钢没有得到广泛应用。随着科学技术的发展,欧洲和日本等国分别研制出新型高氮钢冶炼方法,可成功冶炼出多种新型廉价高氮钢钢种,使得高氮钢的应用得到大范围推广[2]。用氮元素替代镍元素,可以降低高氮钢成本,并且氮元素还能够稳定奥氏体相,改善材料抗点腐蚀和抗相间腐蚀能力,提高材料强度和韧性同时不降低其延展性。这些优异性能使其成为运输、船舶、核能、汽车制造等领域广泛使用重要材料[3-4]。
XIONG等人[5]研究高氮钢电子束焊接接头组织与性能,结果表明:高氮钢电子束焊接焊缝区和热影响区组织均为奥氏体;焊接接头中焊缝硬度最低;焊接接头抗拉强度最大为1010MPa,为母材的92.7%。YANG等人[6]研究发现,20mm和40mm厚高氮钢母材组织均为奥氏体和少量铁素体,20mm厚高氮钢板晶粒尺寸较40mm厚高氮钢板晶粒尺寸小;焊缝组织由奥氏体和少量晶界铁素体组成,20mm板焊缝组织中铁素体晶粒尺寸较40mm板焊缝中的晶粒尺寸大且数量多。LI等人[7]发现, 高氮钢焊缝组织由奥氏体和铁素体组成,高温铁素体含量随焊接热输入的增大而增加。LI等人[8]研究高氮钢搅拌摩擦焊接接头组织性能,发现搅拌区氮含量与母材一样,晶粒得到细化;搅拌区硬度、强度均增大,而延展性有所降低。
激光-电弧复合焊接是一种新型焊接方法,是将激光、电弧两种传输机制完全不同的热源组合在一起。两种热源之间的相互作用,能够提高单一热源效率,从而增加焊接熔深、熔宽[9]。因此,激光-电弧复合焊接技术有焊接热输入小、焊接适应性强等优点。目前,关于激光-电弧复合焊接高氮钢焊接接头组织与性能研究的报道不多,采用激光-电弧复合焊接可为高氮钢的焊接提供新的方法。
-
试验采用TRUMPF公司生产的Nd:YAG固体激光器和PanasonicYD-350AGHGE型MIG/MAG电焊机。使用自行研制的旁轴复合焊接系统进行焊接试验,试验材料为Cr18Mn18N高氮奥氏体不锈钢,表 1为其主要化学成分,图 1为高氮钢母材组织图片。填充焊丝是直径为1.2mm的奥氏体不锈钢焊丝。
Table 1. Main chemical composition of high nitrogen steel
element C Si Mn Cr Ni N Fe mass fraction 0.00148 0.0049 0.16 0.2207 0.0047 0.0056 balance 
Figure 1. Microstructure of base metal of high nitrogen steel
采用沿焊接方向电弧在前激光在后的焊缝方法,焊件尺寸为8mm×100mm×400mm,开Y型坡口,破口角度30°,钝边高5mm,对接间隙0.5mm,焊枪与激光束夹角为30°,离焦量-2mm,热源间距3mm,电弧保护气体为流量18L/min的Ar(质量分数为0.95)+CO2(质量分数为0.05)。第1组(B1~B5)的焊接速率v=0.8m/min,电弧参量电流I=250A, 电压U=25V;第2组(C1~C5)的激光功率P=2.4kW,焊接速率v=0.8m/min;第3组(D1~D5)的激光功率P=2.4kW,电弧参量I=250A, U=25V,其它主要参量见表 2。
Table 2. Main welding parameters
number laser power/kW number arc parameter/(A/V) number welding speed/(m·min-1) B1 2 C1 230/25 D1 0.6 B2 2.2 C2 240/25 D2 0.7 B3 2.4 C3 250/25 D3 0.8 B4 2.6 C4 260/25 D4 0.9 B5 2.8 C5 270/25 D5 1.0 焊接完成后,按照金相试样制作标准制备金相试样,经镶嵌、研磨、抛光处理后,用草酸溶液电解腐蚀。使用体式显微镜和Leica DM700M型金相显微镜(见图 2)分别观察焊缝形貌和焊接接头各区组织。用MH-60维氏显微硬度计测试焊接接头各区硬度。
Figure 2. Leica metallurgical microscope
-
图 3为高氮钢激光-电弧复合焊接接头宏观形貌图。高氮钢复合焊接接头形貌呈典型“漏斗状”,上宽下窄,上部为电弧区,下部为激光区, 这与激光、电弧两种热源的特点有关。激光-电弧复合焊接是将两种热源耦合在一起,两种热源的能量耦合程度是决定焊接好坏的关键因素。由于电弧弧柱直径大,能量分散,电弧作用在工件表面形成熔深浅、熔宽大的焊缝形貌;而激光束能力密度集中,光斑直径小,照射到工件产生匙孔效应,熔深增大,但熔宽很小。综合两种热源各自焊缝特点,复合焊接接头形貌便形成“上肥下瘦”的形貌。

Figure 3. Morphology of hybrid welding joint of high nitrogen steel
-
图 4为高氮钢激光-电弧复合焊焊接接头微观组织形貌。从图 4a可以看出,焊缝区与热影响区有明显分界线,而母材区与热影响区(heat affecting zone, HAZ)分界线不明显。这是因为母材(base metal, BM)在激光、电弧两种高温热源作用下发生局部熔化,并与熔化了的焊丝金属搅拌混合形成焊缝(welding zone, WZ)熔池[10]。热源离开后,熔池中的金属冷却凝固。因为母材组织几乎全部为奥氏体,使用的填充焊丝为奥氏体焊丝,所以熔池金属在凝固过程中,部分奥氏体转变为黑色“蠕虫”状铁素体。因为有氮和镍等奥氏体化元素存在,所以焊缝中组织还是以奥氏体为主。随着离焊缝区的距离增大,线能量减小,热影响区组织受到焊接热输入影响,晶粒长大,但未能发生组织转变,所以热影响区组织与母材组织一样,分界线不明显。
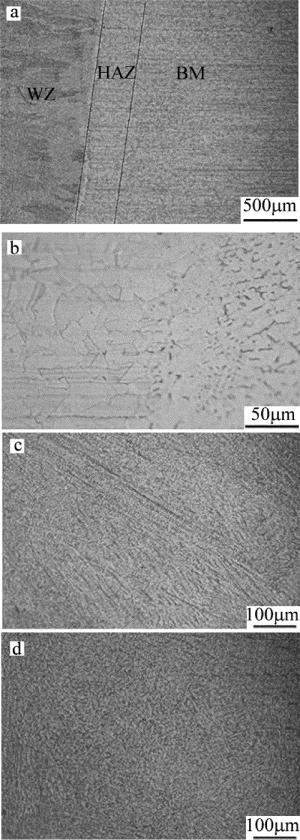
Figure 4. Microstructure morphology of hybrid welding joint of high nitrogen steel
图 4b为熔合线处组织形貌图。从图中可以看到,熔合线处的晶粒以平面晶为主。熔合线是焊缝与热影响区之间很窄的一个区域,离焊缝中心较远,在此处熔化的焊缝金属温度梯度大,与实际结晶温度线不存在交点,故没有出现成分过冷现象[10]。此时液态金属凝固潜热全部向热影响区散去,是结晶界面向前推移,结晶呈平面形态,形成平面晶。
图 4c为焊缝近熔合线处组织形貌图。从图中可以看出,此处组织晶粒为树枝状晶,生长方向垂直熔合线,向焊缝中心生长。近熔合线处焊缝与焊缝中心距离缩小,液态金属温度梯度减小,与实际结晶温度线存在交点,出现过冷现象,液态金属凝固结晶。因为母材与熔池中金属成分相近,其原子排列及晶格参量等基本一致,以熔池壁的晶粒为晶核,焊缝区组织沿着热扩散快的方向生长,形成联生结晶[11]。垂直熔合线方向上散热最快,晶粒生长最快,形成粗大树枝晶主干。因为过冷度较大,在主干之外还向四周生长二次支晶,形成明显的树枝状结晶。
图 4d为焊缝中心处组织形貌图。从图中可以看出,组织晶粒以等轴晶为主,存在少数较短的树枝状晶。焊缝中心直接在热源的作用之下,液相温度梯度很小,过冷区很大,此时在结晶前沿有树枝状晶形成,在焊缝中心内部有晶核生成,产生新的晶粒。因四周温度一致,晶粒生长不受快速凝固特征[12]的影响,可自由生长,从而形成等轴晶。
-
图 5为不同热输入参量下焊缝微观组织形貌图。从图中可以看出, 焊缝区组织均由奥氏体和铁素体组成,奥氏体含量较铁素体多。图 5a、图 5c、图 5f是焊接热输入小的情况下焊缝组织形貌。从图中看出,铁素体含量少,铁素体树枝晶细。这是因为高氮奥氏体不锈钢中含有氮元素,其是强烈的奥氏体化元素。焊接热输入小,熔池熔化区域小,熔化金属流动性减小,而且焊缝凝固速度快,因此不利于氮元素的逸出,使得焊缝金属在凝固过程中由于氮元素的作用,大量金属转化为奥氏体,少量金属变为铁素体。图 5b、图 5d、图 5e是大热输入下焊缝组织形貌。较低热输入下的焊缝形貌可以看出,焊缝中铁素体树枝晶主干增粗、增长,树枝晶主干生长二次支晶,分布在树枝晶主干两侧。焊接热输入增大,线能量增加,焊缝熔化面积增大,熔池中金属流动加快,加速了熔池中金属的搅拌,且焊缝凝固减缓,使得焊缝中的氮元素有更多的时间逸出,氮元素减少。焊缝凝固过程中,由于氮元素含量的减少,更多的金属转化为铁素体,使得铁素体含量增加。由于线能量增大,铁素体树枝晶增长、增粗。
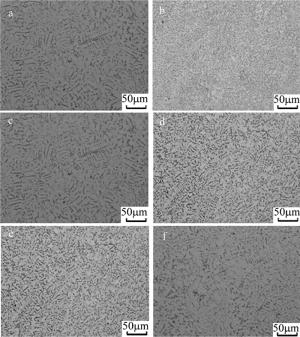
Figure 5. Microstructure of welding at different heat input parameters
图 6是高氮钢激光-电弧复合焊接接头的电子扫描显微(scanning electron microscope, SEM)组织图。图 6a、图 6b、图 6c分别是焊缝区、热影响区、母材区电子扫描显微组织图。

Figure 6. SEM microstructure of hybrid welding joint of high nitrogen steel (P=2.4kW, I=270A, U=25V, v=0.8m/min)
从图 6a中可以看出,焊缝区组织黑色相较多,在黑色相晶界处有白色长条状相存在,且数量较少。黑色相即为奥氏体,白色长条状相为δ-铁素体。故焊缝区组织由奥氏体和少量δ-铁素体组成。因为焊缝区母材在焊接过程中经熔化、凝固后,奥氏体相向铁素体相发生转变,形成少量δ-铁素体。
热影响区受焊接热循环的影响,距焊缝距离不同,其加热和冷却过程都不相同。从图 6b中可见,近焊缝热影响区组织由极少数的δ-铁素体存在,奥氏体晶粒较大。受到焊接热输入影响,母材组织晶粒有足够的能量和时间长大,从而形成晶粒粗大的热影响区。
母材离焊缝较远,没有焊接热输入的影响,组织未发生变化仍为奥氏体,奥氏体晶粒细小,如图 6c所示。
-
图 7是高氮钢复合焊接接头硬度分布曲线图。从图中能够看出,母材区硬度最大,显微硬度值集中在330HV~370HV; 热影响区其次,显微硬度值集中在300HV~330HV; 焊缝区最低,显微硬度值在260HV~300HV之间。高氮钢焊接接头硬度值逐渐降低,中间没有出现软化区域。在焊接过程中,母材在激光、电弧两种高位热源作用下发生局部熔化,并与熔化的焊丝金属搅拌混合形成焊缝熔池,熔池凝固后形成焊缝。焊缝在凝固过程中有氮元素析出,与母材相比焊缝中氮元素含量下降,而氮有加强奥氏体晶粒强化的作用[3],氮元素的逸出使得焊缝中奥氏体相强化减弱;于此同时,焊缝凝固过程中少部分奥氏体转化为铁素体。因为铁素体是碳在δ-Fe中的间隙固溶体,呈体心立方结构,其晶格间隙小,碳的固溶度极小,故其硬度低;奥氏体是碳在γ-Fe中的间隙固溶体,呈面心立方结构,其晶格间隙较体心立方结构大,碳的固溶度大大超过铁素体中的固溶度,其硬度较铁素体高[13]。焊缝中的铁素体相对于母材含量上升,使得焊缝的硬度因为铁素体含量的升高而降低。热影响区由于受到焊接线能量的作用,晶粒尺寸相比母材晶粒明显增大,从而使得单位体积中的晶粒数量减少,晶界密度降低。然而,晶界对位错滑移有阻滞效应[14],晶界密度减小,晶界对位错运动的阻碍作用减小,使得材料硬度下降;晶界密度减小,晶界上的晶格畸变数量减少,也使得材料硬度下降。

Figure 7. Microhardness distribution of the welded joint
从图 7a、图 7b中都能看出,热输入越大,硬度越低。这是因为热输入的增大,焊缝中的氮元素逸出量增加,铁素体含量增加,热影响区晶粒尺寸增大,这使得其硬度比热输入小情况下的硬度低。
-
(1) 高氮钢激光-电弧复合焊接接头截面形貌呈“上肥下瘦”的“高脚杯”状;对焊接接头微观组织形貌分析,焊缝区与热影响区有明显分界,热影响区与母材区分界不明显;在热输入的作用下,熔合线处晶粒以平面晶为主,焊缝近熔合线处晶粒以树枝晶为主,焊缝中心处晶粒以等轴晶为主。
(2) 高氮钢复合焊接接头组织由奥氏体和少量铁素体组成;随热输入的增加,铁素体含量增多,树枝晶增长、增粗,有更多的二次支晶分布在树枝晶主干两侧。
(3) 焊接接头硬度分布不均匀,母材区硬度最高,其次为热影响区,焊缝区硬度最低,没有出现软化区域;随着热输入的增大,焊接接头硬度降低。
高氮钢复合焊接接头组织性能分析
Analysis of microstructure properties of welded joint of high nitrogen steel by hybrid welding
-
摘要: 为了研究在不同热输入下高氮钢焊接接头各区微观组织和硬度分布,采用了Nd:YAG-MAG电弧复合焊接方法焊接高氮奥氏体不锈钢,进行了理论分析和试验验证,取得了不同热输入下焊接接头各区形貌、微观组织和显微硬度数据。结果表明,高氮钢复合焊接接头截面形貌呈"高脚杯"状,上部为电弧作用区,下部为激光作用区;焊缝组织由奥氏体和少量铁素体组成,随着热输入的增加,铁素体含量增多,铁素体树枝晶主干增长、增粗,有二次支晶分布在树枝晶主干两侧;焊接接头硬度分布不均匀,母材硬度最高,其值在330HV~370HV之间,焊缝区硬度在260HV~300HV之间;随着热输入的增加,焊接接头硬度降低;焊接接头没有出现软化区。这一结果对高氮钢复合焊接在不同热输入参量下获得良好焊缝提供了理论基础。Abstract: In order to study microstructure and microhardness distributions of welded joint of high nitrogen steel at different heat inputs, high nitrogen austenitic stainless steel was welded by Nd:YAG-MAG hybrid welding technology. After theoretical analysis and experimental verification, microstructures and microhardness data of the welded joint were obtained under different heat inputs. The results show that, hybrid welding joint of high nitrogen steel cross-sectional is "goblet" shape. The upper is arc action area, and the lower is laser action area. The microstructure consists of austenite and a small amount of ferrite. With the increasing of heat input, the ferrite fraction increases, the ferrite branch crystal trunk grows longer and thicker, and the secondary dendrites is distributed on both sides of the branch crystal trunk. The microhardness distribution of welded joint is not uniform. The hardness of base metal zone is the highest and the value is between 330HV~370HV. The hardness of welding is the lowest, and the value is between 260HV~300HV. The hardness of welded joint decreases with the increasing of heat input. There is no soft zone in welded joint. The study provides a theoretical basis for the welding of high nitrogen steel under the certain heat input parameters.
-
Key words:
- laser technique /
- laser-arc hybrid welding /
- high nitrogen steel /
- hardness /
- microstructure
-
Figure 4. Microstructure morphology of hybrid welding joint of high nitrogen steel
a—microstructure of welding zone, heat affected zone and base metal zone b—microstructure at the fusion line c—microstructure near the fusion line d—microstructure at welding center
Figure 5. Microstructure of welding at different heat input parameters
a—B1(P=2kW) b—B5(P=2.8kW) c—C1(I=230A, U=25V)d—C5(I=270A, U=25V) e—D1(v=0.6m/s) f—D5(v=1.0m/s)
Figure 6. SEM microstructure of hybrid welding joint of high nitrogen steel (P=2.4kW, I=270A, U=25V, v=0.8m/min)
a—welding zone b—heat affected zone c—base metal zone
Figure 7. Microhardness distribution of the welded joint
a—under different laser powers b—under different welding currents
Table 1. Main chemical composition of high nitrogen steel
element C Si Mn Cr Ni N Fe mass fraction 0.00148 0.0049 0.16 0.2207 0.0047 0.0056 balance  下载: 导出CSV
下载: 导出CSV
Table 2. Main welding parameters
number laser power/kW number arc parameter/(A/V) number welding speed/(m·min-1) B1 2 C1 230/25 D1 0.6 B2 2.2 C2 240/25 D2 0.7 B3 2.4 C3 250/25 D3 0.8 B4 2.6 C4 260/25 D4 0.9 B5 2.8 C5 270/25 D5 1.0
下载: 导出CSV
-
[1] SPEIDEL M O. Nitrogen containing austenitic stainless steels[J].Material Wissenschaft and Werkstofftechnik, 2006, 37(10):875-880. doi: 10.1002/(ISSN)1521-4052 [2] FENG Sh, ZHANG Sh G. High nitrogen steel[J]. Materials For Mechanical Engineering, 1993, 17(6):31-33(in Chinese). [3] SIMMONS J W. Overview:high-nitrogen alloying of stainless steels[J].Materials Science & Engineering, 1996, A207(2):159-169. [4] HARZENMOSER M. Welding of high nitrogen steel[J]. Materials and Manufacturing Processes, 2004, 19(1):75-86. doi: 10.1081/AMP-120027503 [5] XIONG Y J, ZHU J, PENG Y, et al. Microstructure and mechanical properties of EBW welded joint of high nitrogen steel[J]. Machine Building & Automation, 2017, 12(1):12-14(in Chinese). [6] YANG W L, CHEN D G, WANG Y Q, et al. Microstructure and mechanical properties of MIG welded joint of mid-thickness high nitrogen steel[J]. Ordnance Material Science and Engineering, 2013, 36(5):100-102(in Chinese). [7] LI D J, LU Sh P, LI D Zh, et al. Investigation of the microstructure and impact properties of the high nitrogen stainless steel weld[J]. Acta Metallurgica Sinica, 2013, 49(2):129-136(in Chinese). doi: 10.3724/SP.J.1037.2012.00514 [8] LI H B, JIANG Z H, FENG H, et al. Microstructure, mechanical and corrosion properties of friction stir welded high nitrogen nickel-free austenitic stainless steel[J]. Materials & Design, 2015, 84(4):291-299. [9] GAO M, ZENG X Y, YAN J, et al. Heat sources interaction of laser-arc hybrid welding[J]. Laser Technology, 2007, 31(5):465-468(in Chinese). [10] ZHANG W Y. Welding metallurgy[M]. Beijing:China Machine Press, 2007:116-127(in Chinese). [11] ZHU Zh X, YAO K F. Engineering materials[J]. 5th ed. Beijng:Tsinghua University Press, 2011:57-58(in Chinese). [12] LIU Q B, BAI L F. Microstructure and properties of ultra-high strength steel 30CrMnSiNi2A by laser welding[J]. Chinese Journal of Lasers, 2009, 36(8):2182-2186(in Chinese). doi: 10.3788/JCL [13] ZHAO P, XIE F Zh, SUN Zh G. Materials science foundation course. Harbin:Harbin Institute of Technology Press, 2002:46-47(in Chinese). [14] XU Y N. Fundamentals of materials science[M]. Beijing:Higher Education Press, 2006:571-572(in Chinese). -

 点击查看大图
点击查看大图

计量
- 文章访问数: 7027
- HTML全文浏览量: 4701
- PDF下载量: 192
- 被引次数: 0
