 网站地图
网站地图










-
近年来,在微流体器件制造、电子封装等领域对高深径比、高质量微孔加工的需求越来越多[1-5]。微孔一般指直径小于300μm的孔,在精密加工领域,尤其对微孔的尺寸及质量提出了很高的要求。传统打孔方法包括机械钻孔、电火花打孔和电子束打孔等都存在一定的局限性[6],采用激光加工技术被认为是实现高效精密制孔的一个有效途径[7],超短脉冲(皮秒、飞秒)激光加工时能够有效减小长脉冲激光产生的热影响等问题,其中飞秒激光的“冷加工”效应能够获得更好的加工质量[8],但造价昂贵的飞秒激光器目前很难实现大规模工业化应用,而性价比相对较高的皮秒激光在微加工行业已得到较为广泛的应用[7-10]。本试验中所用的皮秒激光脉冲宽度为200ps,远高于热量在电子-晶格中的弛豫时间(10ps),在打孔过程中由于热积累会导致热烧蚀,为提高所加工微孔的质量,需研究旋切速率和激光参量等因素对加工质量的影响。
本试验中采取的旋切打孔法通过实现激光束与加工材料的相对旋转运动,可以避免由于高斯光束的能量分布不均匀而造成的微孔圆度缺陷,这种加工方法有效地提高了所加工微孔的圆度,避免了非圆形光斑(如椭圆光斑)造成的加工误差。在激光束相对工件持续旋转扫描运动的过程中,能够逐层去除材料,使得此种加工微孔的工艺方法能够在一定程度上提高所加工孔的深度。此外,在激光旋切打孔过程中,高速旋转可以降低激光脉冲重叠率,从而减少激光加工过程中所产生的热积累,避免严重的热影响。同时,皮秒激光相对较小(几百微焦到几个毫焦)的单脉冲能量能够在打孔过程中降低所产生的等离子体浓度,相对较少的等离子体在高速旋转的光斑再次到达同一加工点之前更容易消散,这就从浓度和时间两个维度降低了等离子体对激光的屏蔽作用,加工出高质量的微孔[11]。
-
自主搭建的皮秒激光旋切法微孔加工设备如图 1所示。该设备的激光器采用Dynasaw系列YPS200型皮秒激光器,激光波长为1064nm;平均功率不小于6W;脉冲宽度不大于200ps;脉冲频率为50kHz。激光通过光学系统的扩束、光阑过滤提高光束质量后经过45°反射镜反射使光束入射聚焦镜,通过工控机控制驱动聚焦镜上下移动的z轴来改变聚焦光斑的位置。将所加工的工件放置在旋转工作台上,旋转工作台由高转速电机驱动,置于x-y两轴水平滑台上,通过工控机控制工件与激光聚焦光斑的相对位置和高速旋转轴的转速。
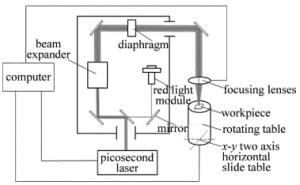
Figure 1. Schematic diagram of micro hole machining equipment by picosecond laser
-
本试验加工材料为0.2mm厚SUS 304不锈钢(06Cr19Ni10)薄板,其物质组成成分如表 1所示。试验过程中采用旋切法进行微孔加工,所加工的工件固定在高速旋转台上,通过控制固定在z轴上的聚焦镜来改变激光聚焦光斑与加工工件的相对位置,通过控制水平滑台,改变激光束与转台旋转轴心的距离来控制所加工微孔的直径大小,如图 2所示[12]。设激光束的聚焦半径为r,高速转台相对激光束轴心的距离为R,则所切孔的直径D如下所示:
$ D=2\left( R+r \right) $
(1) Table 1. Chemical composition(mass fraction)of SUS 304 stainless steel
chemical element Fe Cr Ni Mn Si C P S mass fraction 0.698 0.180 0.090 0.020 0.010 0.0007 0.00035 0.0003 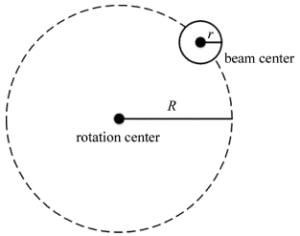
Figure 2. Schematic diagram of pore diameter by laser rotary cutting
激光的重复频率固定为50kHz,采用控制变量法,分别改变旋转速率、激光功率和离焦量进行试验,研究在不同条件下所加工微孔的质量。
-
皮秒激光旋切微孔加工过程中光斑扫描轨迹如图 3所示。
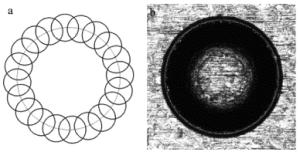
Figure 3. High speed rotary cutting method
旋切速率对微孔加工的质量有较大的影响。一方面,如果旋转速率太快,两个相邻脉冲激光光斑的重叠率太小,材料对激光能量的累积吸收不充分,导致材料的去除率太低,影响加工效率; 另一方面,旋切速率过慢时,会导致相邻的两个脉冲激光光斑的重叠率太大,激光在同一加工点累积的脉冲过多,使得激光能量作用材料所产生的等离子体散逸不完全造成了大量热积累,而且这些未排出的气体和等离子体会吸收下一个激光脉冲的能量,一定程度上减少了激光与加工材料之间的能量耦合,使得材料上吸收到的激光能量减少,影响加工深度。而且材料气化所产生的蒸气和等离子体的热量累积造成孔腔内的温度升高达到材料的熔点,由于材料间的热传导作用使内壁产生热影响区,从而使成孔质量下降[13]。
假设激光光斑的重叠率为μ,加工孔的直径为D,激光光斑直径为Φ,激光脉冲频率为ω, 旋转速率为v,则一个圆周上的光斑个数如下所示:
$ \delta =\frac{\text{ }\!\!\pi\!\!\text{ }\mathit{D}}{\mathit{\Phi }\left( 1-\mu \right)} $
(2) 满足这样的光斑重叠率要求的旋切转速如下所示:
$ v=\omega /\delta $
(3) 一般地,在旋切法加工微孔的过程中将光斑的重叠率控制在50%~95%之间[14],这样能够使受到激光辐照的材料全部气化而得以去除,获得内壁光滑度较好的小孔,同时能够拥有较高的小孔再现性。加工时间为15s、激光功率设置为100%(即对应功率6W)、焦点位置采用不同旋切速率的加工效果如图 4所示。
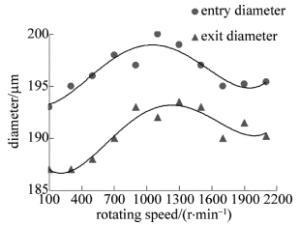
Figure 4. Relationship between rotary cutting speed and machining diameter
由图 4可以看出,旋切转速对微孔孔径有一定影响,当转速低于1400r/min时,随着转速的增加,激光脉冲重叠率降低可以减少金属蒸气和等离子体对激光能量的屏蔽作用,有利于材料的去除,从而导致加工微孔的孔径增加。当转速超过1400r/min后,随着转速的提高,脉冲重叠率进一步减小,未切穿的孔槽内激光脉冲能量累积更少,熔融材料相对较少,从而导致孔径略微减小,孔的锥度也相对减小。
图 5a、图 5b为旋切孔内壁形貌显微放大图。由于微孔尺寸小,不便采用切断面观察,试验采用在材料边缘切半圆的方法来观察孔内壁形貌,由图 5a、图 5b两图可以清晰看出,在图 5a所示低转速(300r/min)条件下,切孔的内壁中下部位出现了明显的热影响区,这是由于低速旋转使脉冲重叠率过高造成了较大的热积累,加工表面出现了热烧蚀,而图 5b所示高转速下没有出现明显的热烧蚀现象。由试验结果得出结论,脉冲宽度为200ps的皮秒激光对金属加工存在一定程度的热影响,通过优化工艺参量能够在一定程度上减小热影响,高转速能够降低高重复频率脉冲激光加工造成的热积累现象,并且一定程度上有助于减小孔的锥度,但由于设备性能限制,尚未进行更低的脉冲重叠率条件下的试验。
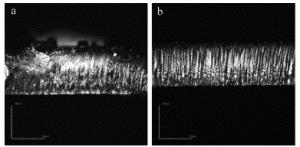
Figure 5. Morphology of micro hole wall with different rotating speeds
-
在激光打孔的过程中,材料主要以熔化和气化形式去除,孔内材料的不断蒸发使得孔深增加,孔壁材料的熔化和孔内蒸气压力携带熔化物质向外飞溅使得孔径增大[15],因此激光功率会对微孔孔径与孔壁质量造成一定影响。试验结果如图 6所示,设置激光功率低于60%时,在设定参量的条件下,微孔出口部分材料的去除不完全,没能将微孔彻底打穿,当设置激光功率达到60%时,微孔被打穿后,金属蒸气从出口喷出同时带走部分熔融金属使出口孔径增大,随着功率的继续增加,孔径略微增加,锥度略微降低,当功率提高到80%之后微孔锥度稳定在12°左右。这种孔径变化趋势是因为激光能量的变化会在一定程度上改变激光作用在材料上的有效聚焦光斑的直径,激光束的能量呈高斯分布,其能量的空间分布如下所示:
$ \varphi \left( s \right)=\frac{2{{E}_{\text{p}}}}{\text{ }\!\!\pi\!\!\text{ }{{\mathit{w}}_{0}}^{2}}\text{exp}\left( -\frac{2{{s}^{2}}}{{{w}_{0}}^{2}} \right) $
(4) 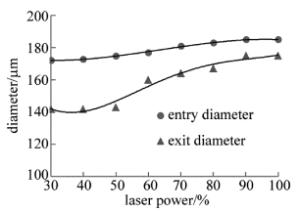
Figure 6. Relationship between laser power and micro pore diameter
式中,Ep是单脉冲能量,s为距离激光束中心距离,w0为激光束束腰半径。当增加激光功率,距离激光束中心s处的能量密度增大,当该位置的能量密度达到了材料的烧蚀阈值时,就能有效地去除试验材料,使作用在不锈钢材料上的有效光斑直径增大。同时根据ANISIMOV等人提出的电子-晶格双温模型[16],激光能量跟电子与晶格的温度成正比,增加激光单脉冲能量,不锈钢材料能够吸收到更多的能量,产生更加剧烈的晶格相爆炸过程,使得材料蒸气与高能粒子喷射产生的压力更强,这就导致材料被更剧烈地烧蚀,从而影响所加工的孔径大小。如表 2所示,增加激光功率会增加孔的入口直径dent,同时也会增加出口直径dext,孔的锥度α有略微减小,$\alpha \left( {}^\circ \right)=\frac{\text{arctan}\left( {{d}_{\text{ent}}}-{{d}_{\text{ext}}} \right)}{2h}\cdot \frac{180}{\text{ }\!\!\pi\!\!\text{ }}$,h为孔的深度。有研究表明[17],当激光穿透材料之后,越大的能量密度会对出口直径产生更大的影响,从而减小孔的锥度。
Table 2. Pore diameter and taper of different laser powers
laser power/ % entry diameter dent/μm exit diameter dext/μm taper α/(°) 60 176.8 161.6 12.36 70 181.8 167.8 12.31 80 183.0 169.4 12.29 90 186.8 177.3 12.04 100 187.1 177.2 12.07 为了便于更加直观地观察到不同功率下激光旋切微孔的切口边缘质量,采用激光共聚焦显微镜扫描合成材料表面等高线图。图 7中,上排为微孔的显微放大图,下排为对应的微孔等高线图。从图 7a中可以看出,设置激光功率为60%时,呈高斯分布的激光能量边缘部分较弱,对切口边缘部分材料去除不完全,导致切口边缘粗糙,随着激光能量的增加,激光束边缘作用在材料上的有效能量增强,即聚焦光斑作用在材料上的有效尺寸增加,对微孔内壁边缘切口处材料去除更彻底,图 7c中,激光功率为100%时孔的边缘更光滑,边缘质量得到明显的改善。
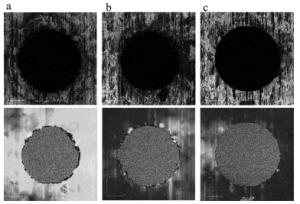
Figure 7. Morphology of micro holes with different laser powers
-
激光的离焦量是指激光聚焦光斑焦点处偏离加工材料表面的距离,如图 8所示,设激光束焦点位置与加工材料表面的距离为f,当激光束焦点在材料表面位置之下,即f < 0mm时称为负离焦,反之称为正离焦。
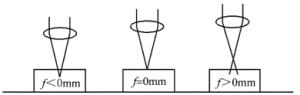
Figure 8. Schematic diagram of positive and negative defocus
在不同离焦量条件下进行旋切法打孔,离焦量f每次增大0.2mm,从-1.0mm增大到+1.0mm。所得的结果如图 9所示。当f < 0mm时,即负离焦条件下加工,随着负离焦量的增加,孔的入口直径增大,而出口直径则随着负离焦的增加而减小,这是由于离焦量大于材料厚度0.2mm之后激光束焦点位于微孔出口平面之下,此时一部分材料吸收激光能量导致液态物质多,气态物质相对少,孔内蒸气压力较低导致排除孔内的材料较少从而使出口孔径较小,当负离焦量超过0.6mm后,离焦处的激光能量密度下降也会造成孔径的下降。当f>0mm时,即正离焦条件下加工,其光束传播截面如图 10所示。
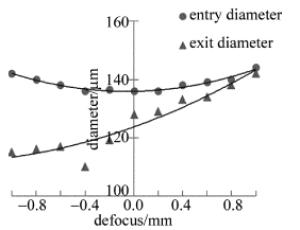
Figure 9. Relationship between defocus and micro pore diameter
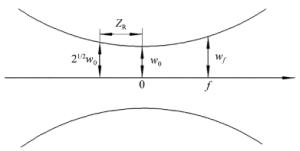
Figure 10. Propagation cross section of Gaussian beam
图 10中wf表示离焦量为f处的激光光斑半径,ZR表示激光束的瑞利长度,其计算公式为:
$ {{Z}_{\text{R}}}=\frac{\text{ }\!\!\pi\!\!\text{ }{{\mathit{w}}_{0}}^{2}}{\lambda } $
(5) $ {{w}_{f}}={{w}_{0}}\sqrt{1+{{\left( \frac{{{M}^{2}}f}{{{Z}_{\text{R}}}} \right)}^{2}}} $
(6) 式中,λ为激光波长,其大小为1064nm; M2为激光的光束质量因子;微孔入口处激光束离焦量为f1, 出口处离焦量f2=f1+0.2mm。由(5)式可得wf1 < wf2,出口处更大尺寸的聚焦光斑使微孔的出口孔径变大,当离焦量达到0.8mm时孔的锥度得到明显改善,但由于离焦处的激光功率密度下降,更大的离焦量会影响出口处孔壁边缘的加工质量。
-
(1) 脉冲宽度为200ps的皮秒激光对金属加工存在一定程度的热影响,通过优化工艺参量能够在一定程度上减小热影响,高转速能够降低高重复频率脉冲激光加工造成的热积累现象,并且一定程度上有助于减小孔的锥度。
(2) 设置激光功率低于60%时,在设定参量的条件下,不能将孔切穿;当设置激光功率高于60%时,随着功率的增加孔径略微增加,锥度略微降低;当功率提高到80%之后, 微孔锥度稳定在12°左右,增加激光功率能够提高微孔加工的效率,将激光功率提高到80%以上在一定程度上能够改善孔壁出口边缘的加工质量。
(3) 离焦量对孔的锥度影响较大,采用正离焦加工微孔能够有效减小孔的锥度,在离焦量为+0.4mm时可以获得锥度较小的微孔,继续增大离焦量可以进一步较小锥度,但较大的离焦量又会降低加工面处激光的能量密度,影响加工效率和加工质量。
皮秒激光旋切加工微孔试验研究
Experimental study about micro hole processing by picosecond laser
-
摘要: 为了解决毫/纳秒激光加工微孔质量低的问题,利用脉冲宽度为200ps的脉冲激光,采用高速旋切法对厚度为0.2mm的SUS 304不锈钢薄板进行直径为200μm的微孔加工试验,用激光共聚焦显微镜观察孔的外观形貌,研究旋切速率、激光功率和离焦量等因素对孔径、锥度和热影响区等加工质量的影响。结果表明,旋切速率对微孔内壁质量有直接的影响;通过提高转速来降低激光脉冲重叠率可以减小微孔内壁的热影响区;适当增加激光功率,能够改善旋切加工微孔切口处的加工质量;采用正离焦加工能够一定程度减小孔的锥度。优化工艺参量能够加工出热影响区小、边缘质量好的小锥度微孔。Abstract: In order to solve the problem of low quality of micro hole processed by micro/nanosecond laser, using pulse laser with pulse width of 200ps and high speed rotary cutting method, a micropore process test with a diameter of 200μm was conducted on SUS 304 stainless steel sheet with thickness of 0.2mm. The morphologies of the micro holes were observed by laser scanning confocal microscope. The effects of cutting speed, laser power and defocusing distance on machining quality of aperture, taper and heat affected zone were investigated. The results show that, the cutting speed has the direct influence on the quality of micro porous wall. By increasing the rotating speed, the overlap rate of laser pulse and the heat affected zone of the inner wall of micro hole can be reduced. At the same time, the machining quality of micro incision by rotary cutting method can be improved by increasing laser power. The taper of micro hole can be reduced to a certain extent by adopting positive defocusing machining. The study shows that, the optimized technological parameters can be used to process small taper pores with small heat affected zone and good edge quality.
-
Key words:
- laser technique /
- micro hole /
- high speed rotary cutting method /
- picosecond laser /
- pulse overlap ratio /
- taper
-
Figure 3. High speed rotary cutting method
a—trajectory of laser spot scanning by high speed rotary cutting method b—effect picture by high speed rotary cutting method
Figure 5. Morphology of micro hole wall with different rotating speeds
a—rotating speed:300r/min b—rotating speed:1400r/min
Figure 7. Morphology of micro holes with different laser powers
a—laser power 60% b—laser power 80% c—laser power 100%
Table 1. Chemical composition(mass fraction)of SUS 304 stainless steel
chemical element Fe Cr Ni Mn Si C P S mass fraction 0.698 0.180 0.090 0.020 0.010 0.0007 0.00035 0.0003  下载: 导出CSV
下载: 导出CSV
Table 2. Pore diameter and taper of different laser powers
laser power/ % entry diameter dent/μm exit diameter dext/μm taper α/(°) 60 176.8 161.6 12.36 70 181.8 167.8 12.31 80 183.0 169.4 12.29 90 186.8 177.3 12.04 100 187.1 177.2 12.07
下载: 导出CSV
-
[1] RUBBIA C, FERMI E. Corrosion news[J]. Materials and Corrosion, 2013, 64(11):10-39. [2] AN R. Femtosecond laser fabrication of elements of glass microfluidic chips[D]. Beijing: Peking University, 2006: 11-13(in Chinese). [3] XIN F L.Study on high quality laser drilling technology[D]. Beijing: Beijing University of Technology, 2006: 5-8(in Chinese). [4] LI Sh L, YE Y K.Development of femtosecond laser direct writing waveguides in transparent optical materials[J]. Laser Technology, 2012, 36(6):783-787(in Chinese). [5] DAI Y T, CUI J L, XU G, et al.Influence of laser parameters on etching performance during 157nm laser micromachining[J]. Laser Technology, 2011, 35(1):36-38(in Chinese). [6] XIA B, JIANG L, WANG S M, et al. Femtosecond laserdrilling of micro-holes[J]. Journal of Chinese Lasers, 2013, 40(2):0201001(in Chinese). doi: 10.3788/CJL [7] WANG G B. The status quo and prospect of optical manufacturing science and technology[J]. Journal of Mechanical Engineering, 2011, 47(21):157-169(in Chinese). doi: 10.3901/JME.2011.21.157 [8] MAO S S, QUERE F, GUIZARD S, et al. Dynamics of femtosecond laser interactions with dielectrics[J]. Applied Physics, 2004, A79(7):1695-1709. [9] JI L F, LING Ch, LI Q R, et al. Picosecond laser engineering application research status and development analysis[J]. Journal of Mechanical Engineering, 2014, 50(5):115-126(in Chinese). doi: 10.3901/JME.2014.05.115 [10] GANG X. Current status and prospect of picosecond laser applications in micro nano fabrication[J]. Science and Technology Vision, 2016(23):419(in Chinese). [11] WANG Y L. Study on laser rotary drilling technology[D]. Wuhan: Huazhong University of Science and Technology, 2012: 9-11(in Chin-ese). [12] AO L, GUAN Sh W, WANG X, et al. Laser focusing and hole drilling[J]. Physics Experimentation, 2014, 32(12):6-9(in Chin-ese). [13] YAN X G, GAO W B, YANG Sh, et al. Effects of laser pulse and workpiece parameters on the quality of laser micro hole processing[J]. Applied Laser, 1994, 14(3):127-130(in Chinese). [14] WELF W, ARNOLD G. Device for drilling and forremoving material using laser beam: US 7842901[P]. 2010-11-30. [15] GUAN Zh Zh. Handbook of laser processing technology[M]. Beijing:China Metrology Publishing House, 2007:82-86(in Chin-ese). [16] ANISIMOV S I, KAPELIOVICH B L, PERELMAN T L, et al. Electron emission from metal surfaces exposed to ultrashort laser pulses[J]. Journal of Experimental and Theoretical Physics, 1974, 39(2):375-377. [17] LOW D K Y. Spatter and taper control in laser percussion drilling[D]. Manchester, UK: University of Manchester Institute of Science and Technology(UMIST), 2001: 7-8. -

 点击查看大图
点击查看大图

图(10) / 表(2)
计量
- 文章访问数: 6824
- HTML全文浏览量: 4381
- PDF下载量: 269
- 被引次数: 0
