 网站地图
网站地图





-
目前,我国正在大力发展高速轨道列车产业,国内外市场需求巨大。激光焊接在列车制造过程中使用越来越广泛,相比于传统焊接方法,具有高质量、高精度、高效率等特点;同时可以解决不锈钢车体密封性差、不适合速率高于200km/h的不锈钢高速车体制造瓶颈[1-2]。激光焊接技术就是通过激光的辐射能量来实现金属焊接[3]。激光焊接过程是一个复杂的、受多因素影响的物理化学过程,熔池小孔、金属蒸汽及光致等离子体包含了大量的信息特征,它们的不稳定状态将会影响焊缝质量。因此, 对不锈钢车体激光焊接过程进行在线监测是有着极为迫切的工业需求。
激光焊接监测是一大研究热点。GAO等人研究了激光焊接熔池红外光辐射信号与焊接工艺参量的关系,表明了焊缝熔宽与红外光辐射信号相对强度具有一定的相关性,利用红外光辐射信号可以相当准确地监测焊缝质量[4]。HU等人在激光深熔焊接光致等离子体形成机理的基础上,分析了致密的光致等离子体对入射激光的屏蔽行为和对焊接的影响[5]。GAO等人利用最小二乘法建立焊缝路径与激光束偏离的近红外视觉模型,建立熔池温度分布参量与焊缝跟踪偏差之间的数学关系,实时监测焊接过程[6]。ZHANG等人通过采集电阻点焊接头表面的数字图像,分析图像信息,探索了一种新的点焊质量无损监测方法[7]。据国外学者研究表明,激光焊接中等离子体光辐射强度与等离子体的温度、长度和熔池物质的蒸发量等有关,等离子体可见光辐射信号的特征信息可以用来反映等离子体与小孔的耦合与波动情况,将其作为激光焊接质量诊断的监测信号具有较为广泛的应用[8-12]。MIRAPEIX则对电弧焊中进行等离子体光谱分析,通过一种亚像素算法对等离子体电子温度进行计算,能够对焊缝的进行在线质量评估,检测焊缝中的常见缺陷[13]。ZHOU等人认为合理的工艺措施可有效抑制底部驼峰的产生,改善焊缝质量[14]。WANG等人发现羽辉的光辐射与焊接过程有着极为密切的联系,对这部分信号的监测将有助于发现焊接过程中稳定性[15]。ZHANG等人利用光电传感器研究了在水下焊接过程中红外和紫外光强度与焊缝质量之间的联系[16]。BARDIN同样基于激光焊接过程中熔池辐射的红外光信号设计了控制焦点位置的闭环系统,该系统可以通过信号的反馈调节激光焦点位置,实时响应性及稳定性高[17]。SIBILLANO等人利用光谱仪进行相关性分析,研究了铝合金激光焊接过程中羽辉的动力学形态与保护气流量之间的关系[18-20]。激光焊接实时监测技术在实际生产中有较为成熟的应用,如美国VIL公司的激光拼焊生产线上就配有焊缝自动监测仪器,可以监测焊接过程的稳定性,但不能识别缺陷;BWM的生产线上采用了LWM 900系统进行焊接的实时在线监测,该系统内使用了紫外、红外及温度传感器进行多传感器融合监测[21]。
激光焊接过程中能够反映焊接质量的信息具有瞬变且多样的特点,本文中通过采集激光焊接过程的光辐射信号来实时监测焊接过程及焊接质量。其中包括光致等离子体发出的可见光信号和熔池发出的红外光信号,对这两种信号的进行监测,同时采用短时傅里叶变换的方法对信号进行时域、频域多维度的分析,并准确识别焊接缺陷。
-
实验中使用的激光器为IPG YRL-4000光纤激光器,该激光器主要参量为:最大功率4000W,激光波长1.07μm,光斑直径0.3mm。实验中所用机器人为ABB IRB4400/60机器人,额定负载60kg。同时使用自行研制的光信号监测系统来实时采集焊接过程中的光信号。其中,传感器内集成了可见光传感器和红外传感器,选用500nm~700nm波段的带通滤光片检测可见光信号,1200nm波段以上透过的高通滤光片检测红外光信号。实验装置示意图如图 1所示。实验材料采用301不锈钢,其化学成分如表 1所示。
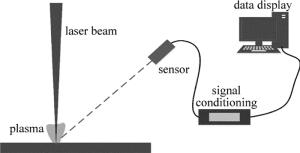
Figure 1. Schematic diagram of experiment setup
Table 1. Chemical compositions (mass fraction) of 301 stainless steel
C Si Mn Cr Ni S P Fe ≤0.0015 ≤0.010 ≤0.020 0.160~0.180 0.060~0.080 ≤0.0003 ≤0.00045 balance -
为了测试光信号对焊接过程中产生的缺陷的识别能力,本次实验以301不锈钢的对接和堆焊两种焊接方式为主,模拟激光焊接过程中容易产生的质量问题,通过采集和分析焊接过程中的两路光信号,实现激光焊接间隙、错边等常见质量问题的监测与识别。
-
本实验中采用零离焦,光斑直径为0.48mm,焊接时的拼缝间隙对于焊接过程和质量有着重要影响,间隙过大导致焊缝下凹、激光能量漏失等问题,严重时导致焊接过程无法进行以致完全不能形成焊缝。本次试验是通过在焊接路径上设置了0.3mm的间隙来测试焊接出现缺陷时信号的检测效果。试验主要工艺参量如表 2所示。其中焊接过程中未加保护气体,目的是防止激光焊接过程中等离子体被吹散,保证采集数据的准确性。
Table 2. Process parameters of gap experiment
process parameters value/range laser power 2.5kW defocus amount 0mm side assist gas flow none welding speed 3.0m/min -
错边也是激光焊接过程中常见的质量问题,引起错边的主要原因有两方面:板材变形和装夹,这两种情况在实际使用中常有发生,尤其是长焊缝对接。
本次实验中在焊接路径上设置了长度为9mm、错边量为1mm的错边,来测试激光焊接过程中错边缺陷的信号变化特点。其工艺参量与间隙的监测实验相同,如表 2所示。
-
焊接结果及采集到的信号时域波形图如图 2所示。从图中可以看出在波形的中间位置,可见光信号时域幅值从1.5V降至0.2V,红外光信号时域幅值由3.5V降至1.0V,与焊缝间隙出现的地方相对应。这是因为当焊接过程中出现0.3mm的间隙时,此时激光能量中绝大部分漏失,间隙两侧的金属熔化填充在间隙内部。由于熔化的金属较少,间隙上存在少量的堆高,背部并未出现熔透后的下榻现象。在该间隙处没有形成小孔,熔池上方的金属蒸汽较少,导致产生的等离子体较少,检测到的可见光信号强度大幅下降。同时形成的熔池尺寸较小,使得红外光信号也大幅下降。
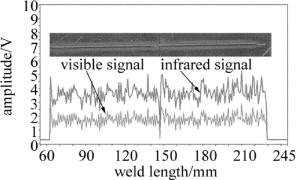
Figure 2. Weld beam of gap experiment and signal time domain curve
-
对信号进行时频分析可以看出信号中包含的频率成分及其在时间域上的分布,从而了解小孔、等离子体以及熔池的波动状态,分别对可见光信号与红外光信号进行短时傅里叶变换,探究其频谱的时变特性。
(1) 可见光信号。从图 3a中可以看出,信号绝大部分能量集中在1000Hz以下,高频部分有一定强度的信号分布。在间隙处,信号的幅值和频率应有明显的下降,但是从信号的主频段时域分布中不能有效地辨别间隙缺陷的位置。对此,将信号进行了滤波处理,提取出2000Hz以上的信号,并对它进行短时傅里叶变换,如图 3b所示。在可见光信号的高频部分,信号能量主要集中在4000Hz以下,从图中可以发现, 焊缝中心部位几乎没有频率的分布,与焊缝试样中间隙产生的位置相对应。
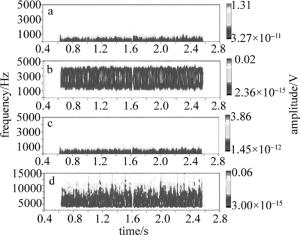
Figure 3. Signal time-frequency graph
(2) 红外光信号。从图 3c中可以看出,红外信号绝大部分能量均集中在1000Hz以下,高频部分存有一定强度的信号分布。与可见光相比,其在间隙出现位置的频率下降更为明显,但其它位置也存有明显地频率下降区,因此不适宜用来反映缺陷的产生。同样,将信号进行高通滤波处理,提取出2000Hz以上的光信号,如图 3d所示。红外信号的高频部分主要集中在7500Hz以下。相比于可见光而言,红外信号中的高频成分能量分布要广于可见光信号,从图中可明显地发现间隙产生的焊缝位置。
-
焊接结果以及采集到的时域波形图如图 4所示。从图中可以看出,在1mm错边出现的位置,信号形成明显的“凹坑”,而“凹坑”的长度与错边的长度相对应,其中可见光信号时域幅值从2.0V降至0.5V,红外光信号时域幅值由4.0V降至0.5V。因为在错边位置,虽然形成了小孔,但小孔较浅,小孔内的蒸汽压力比无错边位置时小,向上喷射形成的等离子体也相应减少,故采集到的可见光信号强度下降。同时熔化的金属量同无错边位置相比大幅度减少,因此采集到的红外信号强度下降幅度较大。在信号形成的“凹坑”内前半段和后半段信号强度存在差异,在错边区域内,前半段形成的焊缝熔宽相比后半段堆高要小,因为从正常位置到错边区域,小孔震荡,焊接过程不稳定,导致热输入量降低,则熔化的金属量降低,待小孔稳定后,熔池上方的等离子体增强、熔化的金属量增加,因此无论是可见光信号还是红外信号,信号强度上升。

Figure 4. Weld beam of misalignment experiment and signal time domain curve
从焊缝形貌中可以看出,在错边区域内,厚板高于平面的上半部分并未在激光能量的影响下熔化,但下部分出现熔化,与薄板面形成了一个倾斜的焊缝表面。这是由于激光光斑能量符合高斯分布,在光斑的外边缘,激光能量较弱,不足以熔化母材,而焊缝边缘母材熔化的热量来源于小孔出口上方金属蒸汽及等离子体的热辐射。所以,厚板高于平面的下半部分紧挨着小孔在金属蒸汽及等离子体的热辐射下加热熔化。
-
分别对可见光信号和红外信号进行短时傅里叶分析,其频谱的时变特性分析如下。
(1) 可见光信号。从图 5a中可以看出,可见光信号大部分能量集中在1000Hz以下,在错边出现的位置,无论是信号幅值还是频率都下降地极为明显。在错边刚发生的位置,焊接过程与小孔失稳,等离子体的频率下降要比在错边达到焊接稳态时更快,尤其是高频成分。当激光从错边位置回到正常焊缝位置时,由于熔池及小孔震荡,信号高频成分略有下降。
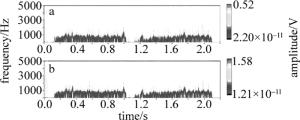
Figure 5. Signal time-frequency graph
(2) 红外光信号。从图 5b中可以看出,红外光信号与可见光信号具有相同的变化规律,大部分能量集中在1000Hz以下,在错边位置处,0Hz~1000Hz频率成分均缺失。同时信号幅值都相应地减小。由于在错边位置,焊接过程未达到稳定状态,信号的频率下降得更快。
基于上述分析,不锈钢激光焊接过程中的可见光及红外光信号的时域和频域特征能够较好地识别激光焊接中常见的间隙和错边缺陷,具有很好的工程应用价值;但还未能实现实时反馈与控制,减少焊接缺陷产生的功能,因此在反馈与控制上需要更深入的研究,采集大量的实验数据,通过智能算法及时反馈并控制焊接系统,实现自动化调整焊接工艺,减少焊接缺陷,提高生产效率,这对智能制造的实现具有深远的影响。
-
(1) 激光焊接过程中,可见光信号和红外信号来源于焊接熔池与等离子体的光辐射,对焊接缺陷具有较强的识别度,其可以用来作为光纤激光焊接质量的监测对象。
(2) 当出现焊接间隙和错边缺陷时,可见光信号和红外信号的时域幅值降低,与焊接缺陷位置对应;同时经过短时傅里叶变换后,在缺陷处频率成分缺失;对信号高通滤波处理后,高频信号对间隙缺陷更为敏感。
(3) 结合时域和频域的分析方法,可以有效地识别激光焊接过程中典型缺陷,具有很好的工程应用价值。
光纤激光焊接过程中缺陷的监测与诊断
Monitoring and detecting of defects during fiber laser welding
-
摘要: 为了识别激光焊接过程中间隙和错边缺陷,采用自身搭建的光纤激光焊接在线监测系统,实现不锈钢焊接过程中等离子体可见光信号及熔池红外光信号的实时监测,并利用滤波和短时傅里叶变换的信号处理方法对不同缺陷的光信号进行数据分析。得到了信号时域频域随焊接缺陷的变化规律,当出现间隙缺陷时,可见光信号时域幅值从1.5V降至0.2V,1000Hz~4000Hz频率成分缺失,红外光信号时域幅值由3.5V降至1.0V,2000Hz~7000Hz频率成分缺失;当出现错边缺陷时,可见光信号时域幅值从2.0V降至0.5V,红外光信号时域幅值由4.0V降至0.5V,两者0Hz~1000Hz频率成分均缺失。结果表明,可见光信号与红外光信号与激光焊接状态存在一定的相关性,利用光信号的幅值与频率的变化可以有效地识别激光焊接过程中的缺陷。这对实际生产具有一定的应用价值。Abstract: In order to identify gap and edge defects in laser welding process, plasma visible light signal and infrared signal of molten pool during the process of stainless steel welding was monitored by a self-made optical fiber laser welding on-line monitoring system. And the signal processing methods of filtering and short time Fourier transform were used to analyze the optical signals with different defects and the variation law of time domain and frequency domain with welding defects was obtained. When a gap defect occurred, the time domain amplitude of the visible signal decreased from 1.5V to 0.2V without any components in the range of 1000Hz~4000Hz. The time domain amplitude of infrared signal decreased from 3.5V to 1.0V without any components in the range of 2000Hz~7000Hz. When an edge defect occurred, the time domain amplitude of the visible signal decreased from 2.0V to 0.5V and the time domain amplitude of infrared signal decreased from 4.0V to 0.5V without any components in the range of 0Hz~1000Hz for both signals. The results show that there is a certain correlation between the visible signal, the infrared signal and the laser welding state. The defects in the laser welding process can be effectively identified by the change of amplitude and frequency of the optical signal. The study has certain application value for actual production.
-
Figure 3. Signal time-frequency graph
a—visible signal b—visible signal with high-pass filtering c—infrared signal d—infrared signal with high-pass filtering
Table 1. Chemical compositions (mass fraction) of 301 stainless steel
C Si Mn Cr Ni S P Fe ≤0.0015 ≤0.010 ≤0.020 0.160~0.180 0.060~0.080 ≤0.0003 ≤0.00045 balance  下载: 导出CSV
下载: 导出CSV
Table 2. Process parameters of gap experiment
process parameters value/range laser power 2.5kW defocus amount 0mm side assist gas flow none welding speed 3.0m/min
下载: 导出CSV
-
[1] ZHANG Sh X, WANG M Y, ZHANG Zh L, et al.Application of laser processing technology in railway vehicle manufacturing [DB/OL].(2013-10-26)[2016-12-28].http://navi.cnki.net/KNavi/DPaperDetail?pcode=CIPD&lwjcode=ZGVE201310002&hycode=020611(in Chinese). [2] TANG Ch.Reasearch of laser welding process of stainless steel train body[D]. Wuhan: Huazhong University of Science and Technology, 2012: 1-70(in Chinese). [3] YANG H L, JIN X Zh, XIU T F, et al.Numerical simulation of fiber laser welding of steel/aluminum dissimilar metals[J]. Laser Techno-logy, 2016, 40(4):606-609(in Chinese). [4] GAO D X, DUAN A Q, MENG L, et al. Relation between relative intensities of infrared radiation and welding parameter during CO2 laser welding of TA15[J]. Transactions of the China Welding Institution, 2012, 33(6):89-92(in Chinese). [5] HU Ch K, CHENG P F, HUANG T. The behavior and control technology of laser induced plasma during laser penetration welding[J]. Laser Journal, 2003, 24(5): 78-80(in Chinese). [6] GAO X D, YOU D Y, KATAYAMA S. A new approach to measure deviation of seam tracking in high-power fiber laser welding[J].Transactions of the China Welding Institution, 2011, 32(5):49-52(in Chinese). [7] ZHANG P X, CHEN J H, DU W J. Quality monitoring of resistance spot welding based on image processing of welding spot surface [J].Transactions of the China Welding Institution, 2006, 27(12):57-60(in Chinese). [8] BRUNCKO J, UHEREK F, MICHALKA M. Monitoring of laser welding by optical emission spectroscopy[J]. Laser Physics, 2003, 13(4): 669-673. [9] SUN A, KANNATEY-ASIBU E, GARTNER M. Monitoring of laser weld penetration using sensor fusion [J]. Journal of Laser Applications, 2002, 14(2):114-121. doi: 10.2351/1.1471562 [10] ALI A, FARSON D. Statistical classification of spectral data for laser weld quality monitoring [J]. Journal of Manufacturing Science and Engineering, Transactions of the ASME, 2002, 124(2): 323-325. doi: 10.1115/1.1455028 [11] SZYMANSKI Z, HOFFMAN J, KURZYNA J. Plasma plume oscillations during welding of thin metal sheets with a CW CO2 laser [J]. Journal of Physics, 2001, D34(2): 189-199. [12] WANG Ch M. Multi-sensor real-time quality diagnosis and its theoretical basis for laser welding [D].Wuhan: Huazhong University of Science and Technology, 2005: 1-154(in Chinese). [13] MIRAPEIX J, COBO A, CONDE O M, et al. Real-time arc welding defect detection technique by means of plasma spectrum optical ana-lysis[J]. NDT & E International, 2006, 39(5): 356-360. [14] ZHOU C, XIA H L, CHEN G Y, et al.Effect of fiber laser welding parameters on root humps[J]. Laser Technology, 2015, 39(5):625-630(in Chinese). [15] WANG J, WANG C, MENG X, et al. Study on the periodic oscillation of plasma/vapour induced during high power fibre laser penetration welding[J]. Optics & Laser Technology, 2012, 44(1):67-70. [16] ZHANG X, CHEN W, ASHIDA E, et al. Relationship between weld quality and optical emissions in underwater Nd:YAG laser welding[J]. Optics & Lasers in Engineering, 2004, 41(5):717-730. [17] BARDIN F, COBO A, LOPEZ-HIGUERA J M, et al. Closed-loop power and focus control of laser welding for full-penetration monitoring.Applied Optics, 2005, 44(1):13-21. doi: 10.1364/AO.44.000013 [18] SIBILLANO T, ANCONA A, BERARDI V, et al. Correlation analysis in laser welding plasma[J]. Optics Communications, 2005, 251(s1/3):139-148. [19] SIBILLANO T, ANCONA A, BERARDI V, et al. Correlation spectroscopy as a tool for detecting losses of ligand elements in laser welding of aluminium alloys[J]. Optics & Lasers in Engineering, 2006, 44(12):1324-1335. [20] SCHMIDT M, OTTO A, KAGELER C. Analysis of YAG laser lap-welding of zinc coated steel sheets[J]. CIRP Annals—Manufacturing Technology, 2008, 57(1):213-216. doi: 10.1016/j.cirp.2008.03.043 [21] SHAO J, YAN Y. Review of techniques for on-line monitoring and inspection of laser welding[C]//Journal of Physics Conference Series. Bristol, UK: IOP Publishing Ltd., 2005: 101-107. -

 点击查看大图
点击查看大图

图(5) / 表(2)
计量
- 文章访问数: 5496
- HTML全文浏览量: 3207
- PDF下载量: 218
- 被引次数: 0
