
A fast strain sensing for intelligent overhead line based on slope-assisted technique
-
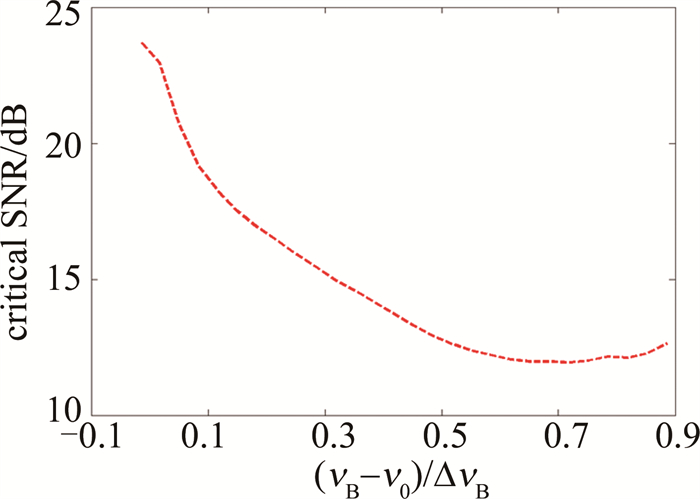
摘要: 为了提高输电线路状态感知实时性, 将单斜坡法和基于伪Voigt模型的最小二乘谱拟合法用于架空线路复合光纤应变的测量, 基于实测布里渊谱系统, 研究了工作点增益的信噪比和布里渊频移对单斜坡法准确性的影响。结果表明, 随着工作点增益信噪比增加, 布里渊频移误差近似成指数规律减小; 随着布里渊频移与工作点频率之差的增加, 布里渊频移误差先快速下降, 然后略有增加; 当工作点处布里渊增益的信噪比不小于25 dB且工作点频率始终小于(或大于)布里渊频移时, 单斜坡法应变误差小于60 με; 根据不同布里渊频移下60 με对应的临界信噪比, 可插值获得不同情况下对应的临界信噪比; 单斜坡法的谱测量时间和计算时间分别为谱拟合法的1/161和1/600左右。该工作为提高智能化光纤复合架空线路态势感知实时性奠定了基础。Abstract: In order to improve the real-time performance of state sensing, the slope-assisted techniqueand the least-squares spectrum fit method based on the pseudo-Voigt model were introduced into the strain measurement of optical fiber composite overhead lines. The programs about the least squares spectrum fitting method and the slope-assisted technique based on the pseudo-Voigt model were written and applied to the strain measurement along an optical fiber composite overhead line. Based on the measured Brillouin spectra, the influence of the signal-to-noise ratio (SNR) of the working point gain and the Brillouin frequency shift (BFS) on the accuracy of the slope-assisted technique was systematically investigated. The results reveal that the BFS error decreases exponentially with SNR. The BFS error decreases rapidly and then increases slightly with the difference between BFS and working point frequency. The strain error of the slope-assisted technique is less than 60 με when the SNR of Brillouin gain at the working point is not less than 25 dB and at the same time, the frequency at the working point is always less or larger than the BFS. In addition, the corresponding critical SNR of 60 με is presented for different BFSs, and the critical SNR corresponding to different cases can be obtained by interpolation. The measurement time and computation time of the slope-assisted technique are about 1/161 and 1/600 of that of the spectrum fitting method, respectively. The work provides a reference for improving the real-time performance of sate sensing of intelligent optical fiber composite overhead lines.
-
引言
金属陶瓷复合涂层,具有硬度高,耐磨耐热等优点,采用激光熔覆技术制备复合涂层,是表面改性技术领域中重要的研究方向[1]。碳化钨(WC)作为常用的陶瓷相粉末,由于硬度高、熔点高,且高温硬度下降小等优异特性常在激光熔覆中作为涂层增强相使用。然而,WC的线胀系数、弹性模量、热导率与熔点等热物理性质与基体金属差异较大,涂层容易产生较大的残余热应力,导致增加涂层的开裂敏感性[2]。Ni50A镍基自熔性合金粉末具有良好的润湿性、耐热耐蚀性与高温不易氧化等优点,可以作为WC的黏结相材料。同时,用Ni50A制备的涂层致密度高、粘接性能好,可作为陶瓷材料涂层与基体的过渡层,改善涂层的结合强度,并降低涂层的开裂敏感性[3]。采用过渡层梯度熔覆等方法改善激光熔覆复合涂层的裂纹缺陷问题,研究裂纹的产生机理,是重要的研究方向。
SHU等人[4]通过梯度激光熔覆在低碳钢基体上原位合成了高体积分数WC增强镍基复合涂层,为制备无孔无裂纹的复合涂层提供了新的思路。ZHIKUN等人[5]在不锈钢表面制备了不同质量分数(0~0.6)的WC颗粒的Ni/WC复合涂层, 涂层致密性高,内部无孔洞与裂纹缺陷。LEE等人[6]通过研究Co基WC+NiCr复合层在激光熔覆过程中的开裂趋势,研究表明,熔覆层内的拉应力可以作为潜在的驱动力,结合裂纹萌生部位如开裂WC颗粒、气孔和凝固裂纹,为大型脆性断裂提供了一种容易的裂纹路径。SHI等人[7]采用激光熔覆法在20CrMnTi合金钢表面制备了梯度复合镀层,选择激光功率、熔覆扫描速率和粉末流量作为正交实验的影响因素, 通过正交实验法、方差分析来优化工艺参数, 获得了无裂纹缺陷性能优异的梯度复合涂层。MA等人[8]采用宽带激光熔覆技术在Q550钢基体上制备了WC颗粒增强镍基复合涂层,研究了宽频带激光功率的调整对共晶组织的生长行为之间的影响,为抑制由于陶瓷等硬质颗粒引起的裂纹缺陷提供了一定的理论基础。WU[9]采用梯度激光熔覆技术制备Fe50A/WC涂层来修复垃圾粉碎机刀盘,研究表明, WC质量分数越高,涂层的裂纹敏感性越高; 而通过使用过渡层方式可以降低裂纹敏感性,减少裂纹缺陷的产生。SONG等人[10]用316不锈钢激光熔覆修复304不锈钢,并用WC粉末进行表面合金化,结果表明,随着WC颗粒的增加,涂层的硬度与未溶WC颗粒也增加,磨损机理由粘着磨损变为磨粒磨损。ZHOU等人[11]使用激光熔覆与激光感应熔覆对比制备镍基WC复活涂层,结果表明,激光感应熔覆能改善WC颗粒的均匀分布。LV等人[12]采用激光熔覆制备钛镍复合涂层,并研究添加不同含量的稀土Ta的影响,结果表明,增加稀土Ta的含量能提高涂层的耐磨性与抗氧化性。YOU等人[13]利用激光熔覆技术在TC4钛合金表面原位合成Ti-Al-N复合涂层,研究了复合涂层的原位合成机理,结果表明,添加少量Al粉能够促进熔池中的TiN和TiAl的反应,从而显著提高了涂层中Ti2AlN MAX相的含量。
本文作者通过对比相同线能量密度工艺条件下,不同熔覆方法制备单层Ni50A/WC复合涂层,有Ni50A过渡层的Ni50A/WC复合涂层,以及双层Ni50A/WC复合涂层,研究其裂纹的开裂特点,对WC影响裂纹的产生机理进行分析,为更好地解决激光熔覆金属陶瓷复合涂层的开裂问题提供一定的理论指导,对解决激光熔覆复合涂层产生裂纹的问题具有一定的意义。
1. 实验材料与方法
1.1 实验材料
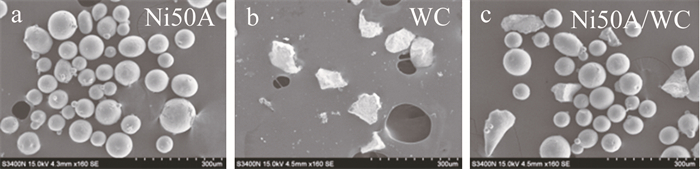
激光熔覆实验基材采用H13钢(热作模具钢4Cr5MoSiV1),基材尺寸为90 mm×45 mm×11 mm,化学成分(质量分数)如表 1所示。熔覆层粉末材料为Ni50A镍基自熔性合金粉末,在Ni50A的基础上混合质量分数为0.1的铸造WC粉末的金属陶瓷复合粉末。Ni50A材料的主要化学成分和WC材料的主要化学成分如表 2和表 3所示。混合前后的粉末形貌扫描电子显微镜图(scanning electron microscope, SEM)如图 1所示,粉末粒经为48 μm~106 μm。激光熔覆实验前,试样均经过磨床粗磨去除表面氧化物,使用无水乙醇超声清洗表面油污。试样和熔覆粉末在激光熔覆前均在真空干燥箱中烘干2 h除去水分。
表 1 H13钢材料的主要化学成分Table 1. Main chemical composition of H13 steel materialelement Cr C Mo V Si Mn Ni P S Fe mass fraction 0.05 0.0042 0.0127 0.0088 0.0089 0.003 0.016 0.0021 0.0008 balance 表 2 Ni50A材料的主要化学成分Table 2. Main chemical composition of Ni50Aelement Cr Fe B Si C Ni mass fraction 0.12 0.05 0.038 0.03 0.005 balance 表 3 WC材料的主要化学成分Table 3. Main chemical composition of WCelement Fe C Cr V W mass fraction 0.22 0.15 0.035 0.001 balance 1.2 涂层制备
激光熔覆设备包含1.4 kW的光纤耦合半导体激光器、侧向同步送粉设备、冷却水循环系统、氩气保护气路与送粉气路以及课题组搭建的xy轴移动平台组成,熔覆过程保护气气压为0.1 MPa。激光熔覆的工艺参数如下:激光功率为817 W, 扫描速率为1.5 mm/s, 离焦量为-10 mm。
试样1采用单层熔覆,Ni50A/WC送粉速率为6 g/min;试样2采用Ni50A粉末作为过渡层,第1层过渡层与第2层送粉速率均为3 g/min,目的是控制每
个试样涂层厚度接近;试样3直接用Ni50A/WC作为中间层,即直接把Ni50A/WC分成两层来熔覆,每层送粉速率3 g/min。
1.3 材料表征及性能测试方法
试样涂层表面的氧化层通过钢丝刷清理,再使用无水乙醇等去污剂清洗干净。使用Lifetime610型X射线衍射显微计算机断层扫描(computed tomography, CT)对试样的涂层的裂纹缺陷进行探伤。选取熔覆层中部稳定均匀的部分,利用线切割沿熔覆层横截面切取15 mm×15 mm×13 mm的试样,然后将横截面用金相砂纸逐级打磨,最后使用抛光液对试样进行机械抛光至横截面达到镜面效果。用浓盐酸和浓硝酸按照3∶1配制的王水的金相腐蚀剂,在室温下腐蚀时间为15 s~20 s,腐烛完成后冲洗干净,吹干后使用OLS4000激光共聚焦显微镜进行显微组织观察。用S3400N型钨灯丝SEM和能谱分析(energy dispersive spectroscopy, EDS)仪分析熔覆层组织;采用D/MAX-RB 12 KW型X射线衍射仪(X-ray diffractometer, XRD)对熔覆层的物相进行分析,采用HVS-1000Z型显微硬度计分析涂层-热影响区-基体的显微硬度,载荷为200 g,加载时间为15 s。
2. 结果与分析
2.1 激光熔覆方法对涂层形貌与组织影响分析
3种激光熔覆方法制备的涂层厚度均接近2.1 mm,表面形貌如图 2所示。对比试样1、试样2和试样3涂层的表面形貌,可知梯度熔覆与双层熔覆制备的涂层表面非常平整光滑,单层熔覆的涂层表面凹凸不平,且有未充分熔化扩散进熔池的颗粒。由于熔覆过程采用了氩气作为保护气,且粉末带有Si,B元素具有良好脱氧造渣性能,3种涂层均未出现氧化。分析3种涂层的表面形貌,单层熔覆的涂层在熔覆过程中熔池存在时间短导致未充分展开,甚至有部分粉末受到激光照射后凝聚为较大的颗粒后没有展开扩散进入到熔池当中,该现象是熔池温度不够的直接体现,表明粉末未能吸收足够的能量, 导致涂层表面凹凸不平并有未熔化扩散进熔池的颗粒。然而,梯度熔覆与双层熔覆的涂层由于熔覆时送粉速率为单层熔覆的一半,因此在激光功率、扫描速率、离焦量都相同,也即激光比能相同的情况下,粉末吸收了更多的能量,熔池得以充分展开,因此涂层表面光滑平整。
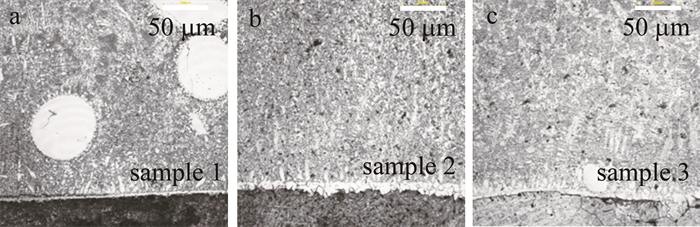
图 3与图 4为3种Ni50A/WC复合涂层的界面放大图。如图所示,3种复合涂层最低处最先形成10 μm厚度的平面晶,这是由于在形成熔池时固液界面温度梯度G较大,结晶速度R小,G/R比值较大,因此形成平面晶[14]。沿着界面往涂层表面方向,温度梯度G逐渐减小,结晶速度R逐渐增大,在平面晶上面的组织生长方式从胞状晶,向树枝晶与等轴晶转变。单层熔覆与双层熔覆的涂层底部组织能看到有WC颗粒,该现象表明,在激光熔覆的过程中,混合粉末中的WC颗粒并未全部溶解于熔池中,而是以残余颗粒的形式分布于涂层中。而梯度熔覆涂层底部未出现该情况,说明第2层(Ni50A/WC层)的未溶解残余WC颗粒未进入到第1层(Ni50A层)中。
分析涂层与基体的结合情况,两个界面放大图均显示出涂层与基体的界面组织致密,说明涂层与基体之间形成良好的冶金结合。
2.2 涂层裂纹产生特点与原因分析
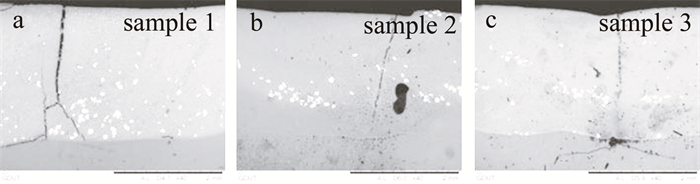
X射线衍射显微CT的裂纹探伤检测情况如图 5所示。图 6为涂层SEM截面图。结合观察涂层裂纹的缝隙宽度,可总结3种涂层的裂纹产生特点。3种涂层均出现裂纹,但从裂纹的数目、总长度与裂纹缝隙的宽度来判断,单层熔覆制备的涂层裂纹长度在三者之中最长,有两条横跨多道熔覆层的粗裂纹,因此开裂最为严重。梯度熔覆与双层熔覆制备的涂层裂纹均为一条,裂纹的缝隙宽度相接近且均比单层熔覆涂层的裂纹小,因此开裂程度较轻。此外,单层熔覆的涂层中下部发生多处开裂,其中最严重的一处开裂从涂层基体交界处扩展到涂层表面,涂层与基体交界面也有部分裂纹,而采用过渡层和双层熔覆的涂层尽管也存在裂纹,但未出现单层熔覆涂层的多处开裂交叉的情况。此外,双层熔覆的基体、基体与涂层界面出现裂纹,表面双层熔覆涂层的开裂程度综合水平要比梯度熔覆严重。
陶瓷在复合涂层中的分布与状态对涂层的开裂有着重要的影响,为了研究3种复合涂层的开裂原因,对3种涂层的残余WC颗粒分布特点进行分析。如图 6所示,3种涂层中均存在着未充分溶解WC陶瓷颗粒,也即残余WC颗粒,该残余WC颗粒在涂层的分布存在相关特性与异同点。图 6a中,残余WC颗粒主要分布在单层熔覆的涂层中下部,越靠近底部越多;图 6b中,残余WC颗粒主要分布在涂层中部,也即Ni50A过渡层的上部,Ni50A/WC层的底部,越接近Ni50A/WC涂层底部越多;图 6c中,残余WC颗粒主要集中在涂层中部与底部,即第2层Ni50A/WC底部与第1层Ni50A/WC底部,其中第2层WC颗粒较多,第1层较少。3种涂层残余WC颗粒的分布形式上各不相同,但是其中均存在着同一个特性,即残余WC颗粒会聚集在Ni50A/WC层的底部。因此,3种涂层中残余WC颗粒的分布均由于WC的聚沉效应[4],在单层熔覆、梯度熔覆、双层熔覆中的体现。结合3种涂层的开裂特点与残余WC颗粒的分布特点,结果表明, 残余WC颗粒聚集的区域与涂层开裂严重的区域重合。陶瓷颗粒在熔池中的溶解与析出状态影响残余WC颗粒的数量,残余WC颗粒的数量影响涂层开裂。通过图像处理,对3种涂层的SEM截面图涂层区域1180×700分辨率的残余WC颗粒进行图像识别,根据残余WC颗粒在该分辨率区域内的面积占比反应3种涂层的残余WC颗粒数量,结果表明,单层熔覆涂层残余WC颗粒面积占比最高,达到2.11%,双层熔覆与梯度熔覆涂层分别为1.42%与1.31%,与单层熔覆涂层相比,残余WC颗粒含量降低了32.7%与37.9%。可知双层熔覆与梯度熔覆能够有效降低残余WC颗粒含量,促进陶瓷颗粒在熔池中的溶解。
对3种试样涂层裂纹的开裂原因进行分析。激光熔覆是一个快速升温与骤冷的过程,因此涂层会因为收缩而存在较大的残余热应力,表现为拉应力。加入WC陶瓷颗粒会提高基体与涂层线胀系数、熔点等物理特性差异,从而导致残余热应力进一步增加,因此涂层具有较高的开裂敏感性。一方面,残余WC颗粒越多,越往同一区域聚集,陶瓷硬质颗粒会导致该区域涂层内部应力集中问题越严重,故涂层的裂纹缺陷越严重。另一方面,残余WC颗粒越靠近H13钢基体,两者由于热物理性质差异比涂层镍基成分更大,残余热应力也更大,涂层开裂越严重,并出现如图 6a所示的界面裂纹。由于双层熔覆与梯度熔覆粉末比单层熔覆吸收了更多的能量,熔池温度更高、存在时间更长,熔池中WC陶瓷颗粒的溶解进行得更充分,故有效降低了涂层残余WC颗粒含量,加上Ni50A层的过渡作用,开裂程度较轻,并且裂纹也主要在Ni50A/WC层。双层熔覆尽管也比单层熔覆吸收了更多的能量,由于缺乏过渡层,第1层的Ni50A/WC层的WC发生涂层底部聚沉,也导致残余WC颗粒靠近H13钢基体,较高的能量也会导致更多的W元素扩散到基体热影响区增加硬脆性,最终引发了界面裂纹与热影响区裂纹。
2.3 WC的组织演变与对涂层裂纹产生机理影响分析
在激光熔覆的过程中,铸造WC颗粒会在高温熔池中发生溶解,逐渐变成钨(W)和碳(C)的自由原子扩散在高温金属液中,最后析出并生成复杂的化合物。由于熔池存在时间较短,WC的溶解过程并不完全充分,因此涂层中还存留着残余WC颗粒。残余WC颗粒溶解与形成化合物沉淀情况如图 7所示。颗粒的边缘留下了溶解的现象,并在该边界及其附近生成了较多的化合物沉淀。
![图 7 Ni50A/WC涂层内部WC颗粒溶解与形成化合物沉淀]() 图 7 Ni50A/WC涂层内部WC颗粒溶解与形成化合物沉淀Figure 7. WC particles in the Ni50A/WC coating dissolved with the boundary to form compound precipitation
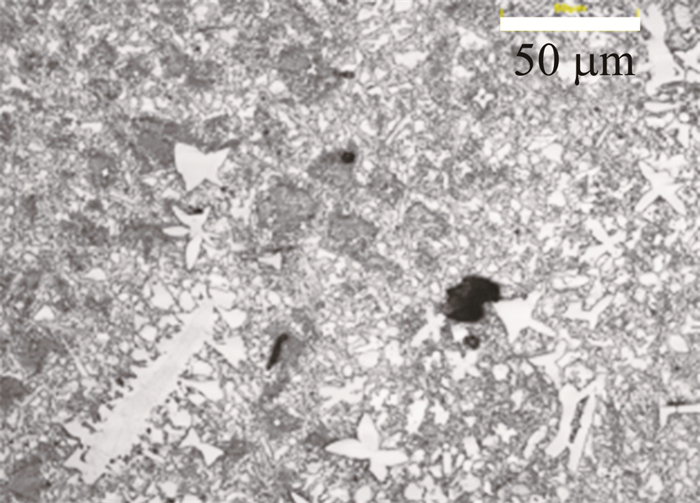
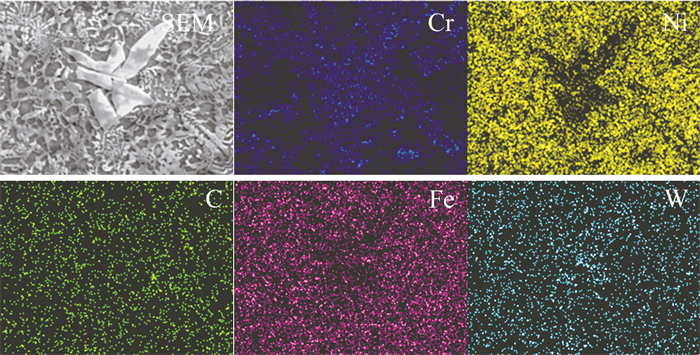
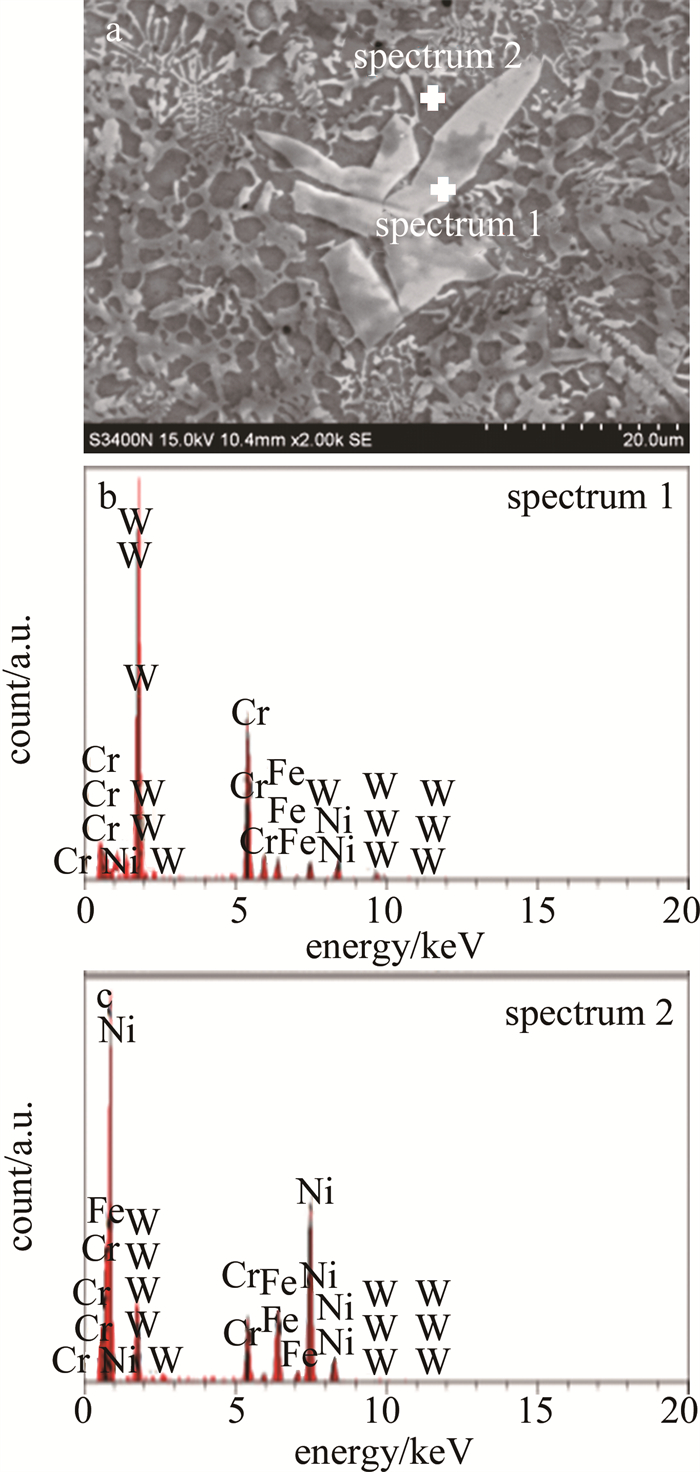
图 7 Ni50A/WC涂层内部WC颗粒溶解与形成化合物沉淀Figure 7. WC particles in the Ni50A/WC coating dissolved with the boundary to form compound precipitation前人的研究表明,WC颗粒的溶解与析出复杂化合物的行为决定了熔池中WC的组织演变[8]。图 8呈现的是单层熔覆的涂层内部距离基体0.7 mm区域中的化合物沉淀,表明在残余WC颗粒聚集的区域也存在着较多的化合物沉淀。通过EDS分析其元素组成,图 9为化合物沉淀的元素分布EDS面扫描图。扫描结果显示,化合物沉淀主要富集Cr与W,其中Cr较为明显,而化合物沉淀之外则主要富集Ni与Fe元素。为了更清晰地分析化合物元素分布,再对其进行EDS点扫描。图 10为化合物沉淀区域的EDS点扫描图。图中,第1取样点选取在化合物沉淀上,第2个取样点选取在沉淀之外的区域,结果显示,化合物沉淀检测出大量Cr与W元素,化合物沉淀之外的地方则检测出大量Ni元素,该元素分布情况表明,化合物沉淀集中了涂层的主要硬质元素Cr与W,而化合物之外则富集了涂层的基础成分元素Ni与Fe,因此,涂层中析出生成的复杂化合物是作为硬质化合物沉淀的形式存在。
![图 8 涂层内残余WC颗粒聚集区域生成的化合物沉淀]() 图 8 涂层内残余WC颗粒聚集区域生成的化合物沉淀Figure 8. Compound precipitates generated by the accumulation of residual WC particles in the coating
图 8 涂层内残余WC颗粒聚集区域生成的化合物沉淀Figure 8. Compound precipitates generated by the accumulation of residual WC particles in the coating![图 9 Ni50A/WC涂层EDS分析化合物沉淀的元素分布]() 图 9 Ni50A/WC涂层EDS分析化合物沉淀的元素分布Figure 9. Element distribution of compound precipitation in Ni50A/WC coating by EDS analysis
图 9 Ni50A/WC涂层EDS分析化合物沉淀的元素分布Figure 9. Element distribution of compound precipitation in Ni50A/WC coating by EDS analysis![图 10 化合物沉淀不同区域元素分布的EDS点分析]() 图 10 化合物沉淀不同区域元素分布的EDS点分析Figure 10. EDS point analysis of element distribution in different regions of compound precipitation
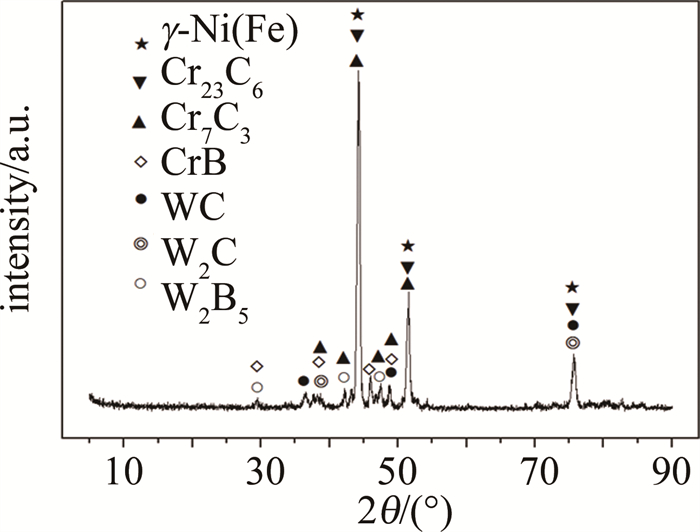
图 10 化合物沉淀不同区域元素分布的EDS点分析Figure 10. EDS point analysis of element distribution in different regions of compound precipitation对涂层进行XRD物相分析,图 11为涂层XRD峰图。图中分别在44.28°, 51.54°和75.64°处出现3个非常明显的特征峰,结果表明,Ni50A/WC金属陶瓷复合涂层主要由γ-Ni(Fe)固溶体、Cr硬质相、W硬质相组成。γ-Ni(Fe)固溶体在涂层中占了绝大多数,主要作为涂层的韧性相,其次是Cr硬质相,最后是W硬质相。Cr主要以Cr23C6、Cr7C3碳化物形式存在,少量CrB的硼化物。Cr元素对γ-Ni(Fe)相固溶强化起促进作用,且熔覆层与基材结合处生成其它固溶体,提升修复试样耐高温性能[15]。前人的研究表明,M23C6碳化物是属于复杂立方晶体,其中M可以是Cr,也可以是Fe或W[16-18],同时WANG等人[19]的研究表明, M23C6碳化物主要为共晶组织。WC的组织演变过程中,WC与Ni50A粉末发生了复杂的反应,其中W主要以WC与W2C的碳化物形式存在,另有少部分硼化物W2B5,而WC与W2C之间可以形成共晶混合物,表明WC在经过组织演变之后,最终在析出的化合物中主要以W硬质相的共晶混合物形式存在。因此,涂层中析出的化合物沉淀,实际上是由Cr,W的碳化物硬质相组成的共晶化合物,该共晶化合物硬度较高,但由于硬质相被集中,因此会造成涂层发生成分偏析,从而增加开裂敏感性。表 4为通过EDS对3种涂层中共晶化合物的硬质相元素含量分析对比。双层熔覆与梯度熔覆与单层熔覆相比,共晶化合物的W元素含量与Cr元素含量均有降低,W元素的质量分数从0.534分别下降到0.417与0.386,降低了硬质相元素集中程度,减少了涂层成分偏析。此外,这种成分偏析普遍发生在残余WC颗粒聚集的区域,因为残余WC颗粒区域生成的这种共晶化合物较多,导致3种涂层均是残余WC颗粒聚集的区域开裂最严重。
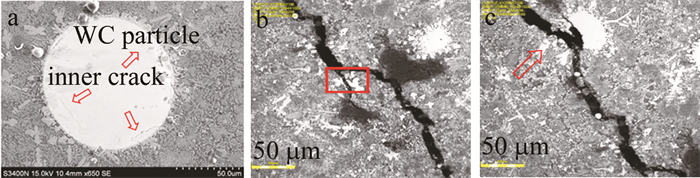
表 4 不同涂层中硬质相共晶化合物W元素与Cr元素含量Table 4. Content of W and Cr in hard phase eutectic compounds in different coatingstype mass fraction of W mass fraction of Cr single-layer 0.534 0.315 double-layer 0.417 0.273 gradient 0.386 0.259 WC颗粒在经历溶解析出的组织演变后,依然留下了较多的残余WC颗粒,图 12a为单层熔覆涂层的残余WC颗粒图。可知涂层内部的残余WC颗粒内部出现裂纹,经过多次取样观察,内部残余WC颗粒开裂为普遍现象。该现象表明, 未充分溶解的残余WC颗粒,由于热物理性质与镍基自熔性合金涂层差异过大,加上激光熔覆快速升温与骤冷过程,对颗粒自身内部也产生较大的残余热应力,此外残余WC硬质颗粒也属于涂层中的应力集中点,因此残余WC颗粒内部容易出现裂纹。如图 12b与图 12c所示,内部有裂纹缺陷的硬质颗粒,也容易成为裂纹源,为涂层的裂纹提供路径,导致涂层裂纹扩散,加剧涂层的裂纹严重情况。
![图 12 涂层内部WC颗粒]() 图 12 涂层内部WC颗粒a—内部裂纹 b—裂纹扩散 c—扩散路径Figure 12. WC particles inside the coatinga—crack inside b—crack diffusion c—a path for the crack
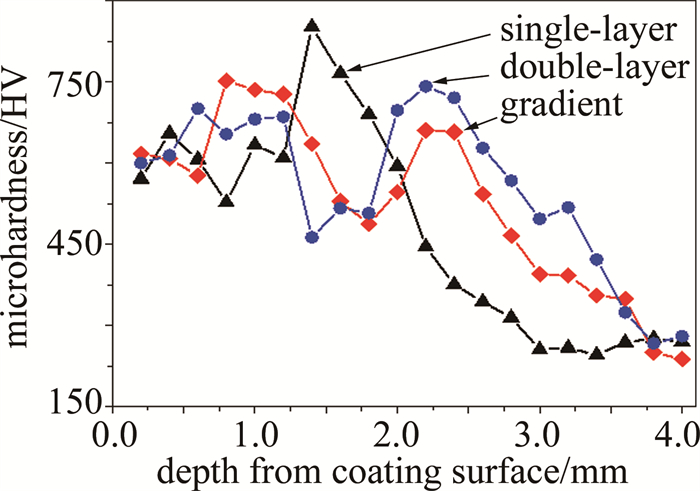
图 12 涂层内部WC颗粒a—内部裂纹 b—裂纹扩散 c—扩散路径Figure 12. WC particles inside the coatinga—crack inside b—crack diffusion c—a path for the crackWC组织演变在涂层显微硬度中也有体现。图 13为3种涂层的显微硬度分布。可知单层熔覆的涂层在距离涂层表面深度约1 mm~1.5 mm处(Ni50A/WC单层中下层区域),试样2/3约1 mm(第2层即Ni50A/WC层底部)与约2 mm(基体界面处区域)处均出现显微硬度峰值,峰值所处的区域、残余WC颗粒聚集区域、涂层裂纹严重区域均相吻合。该现象表明, 沉积的WC及其演变物增强了该区域的涂层硬度[4]。因此,WC的聚沉效应导致残余WC颗粒按聚沉效应在某些区域聚集,该区域析出较多的由W、Cr硬质相的碳化物组成的共晶化合物,共晶化合物与残余WC颗粒增加了涂层开裂敏感性,同时也提高了该区域涂层的硬度。
3. 结论
通过在相同的激光工艺参数下,用单层激光熔覆、Ni50A过渡层梯度熔覆,以及双层熔覆制备了相同厚度的Ni50A/WC复合涂层。分析了3种涂层的形貌与组织、裂纹产生的特点,探究了WC的组织演变与对裂纹产生机理的影响。
(1) 单层熔覆由于能量密度不够,涂层表面形貌凹凸不平,润湿性也相对较差,而梯度熔覆与双层熔覆由于单层粉末量减少,在相同激光工艺参数下获得了更多的能量,因此涂层表面较为光滑平整,润湿性较好。
(2) 单层熔覆制备的复合涂层在三者中开裂最严重,涂层裂纹的产生特点主要受残余WC颗粒的数量、分布影响。残余WC颗粒数量越多,裂纹源越多;分布集中,应力集中越严重;3种涂层残余WC颗粒的分布主要是WC的聚沉效应在不同熔覆方法的体现。双层熔覆与梯度熔覆粉末吸收更多能量,WC溶解更充分,残余WC颗粒面积比比单层熔覆分别下降了32.7%与37.9%,同时也改善了单层熔覆分布集中的缺点。
(3) 3种涂层的主要成分均为γ-Ni(Fe)固溶体,Cr、W硬质相。WC颗粒在熔覆过程的熔池中溶解后析出以碳化物WC与W2C为主的共晶化合物,这些共晶化合物硬度较高且容易与Cr相聚集起来形成硬质相沉淀,使涂层硬度显著提高,涂层最高硬度达850 HV,但也引起成分偏析,提高涂层硬脆性,增加涂层开裂敏感性。双层熔覆与梯度熔覆涂层中的共晶化合物W元素含量与Cr元素含量均有降低,其中W元素的质量分数从0.534分别下降到0.417与0.386,降低了硬质相元素集中程度,减少了涂层成分偏析。
-
![]()
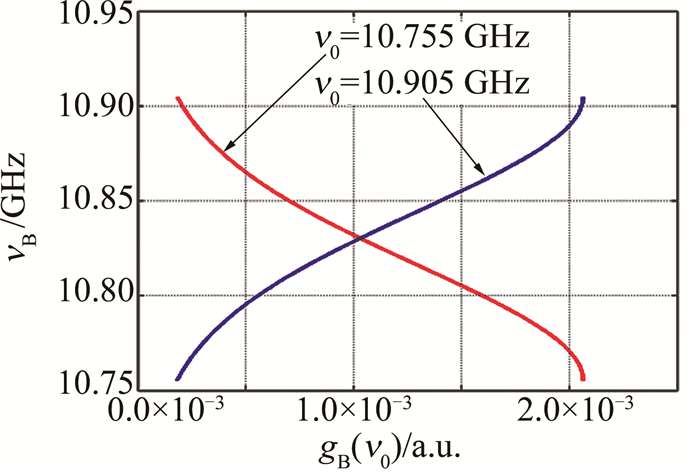
图 2 布里渊频移与典型工作点布里渊增益的关系
Figure 2. Relationship between Brillouin frequency shift and gain
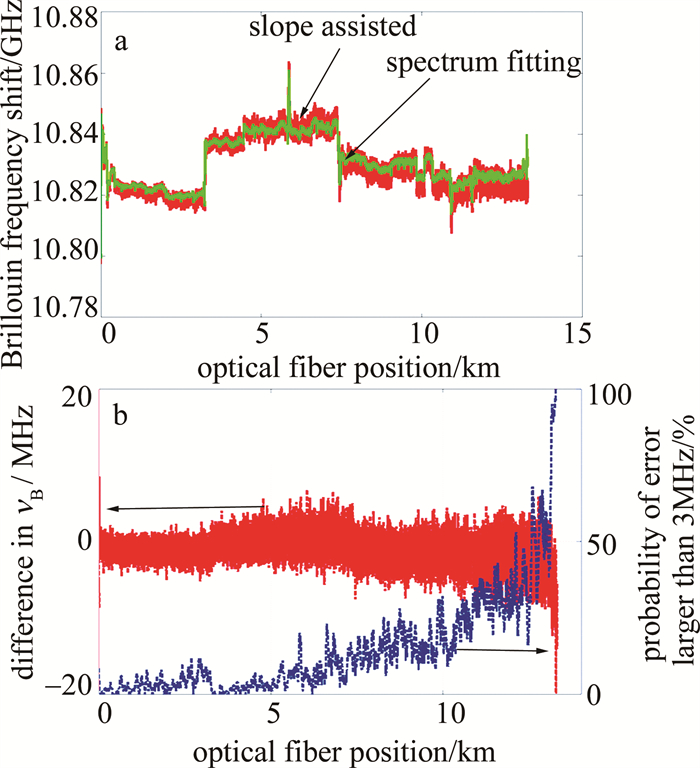
![]()
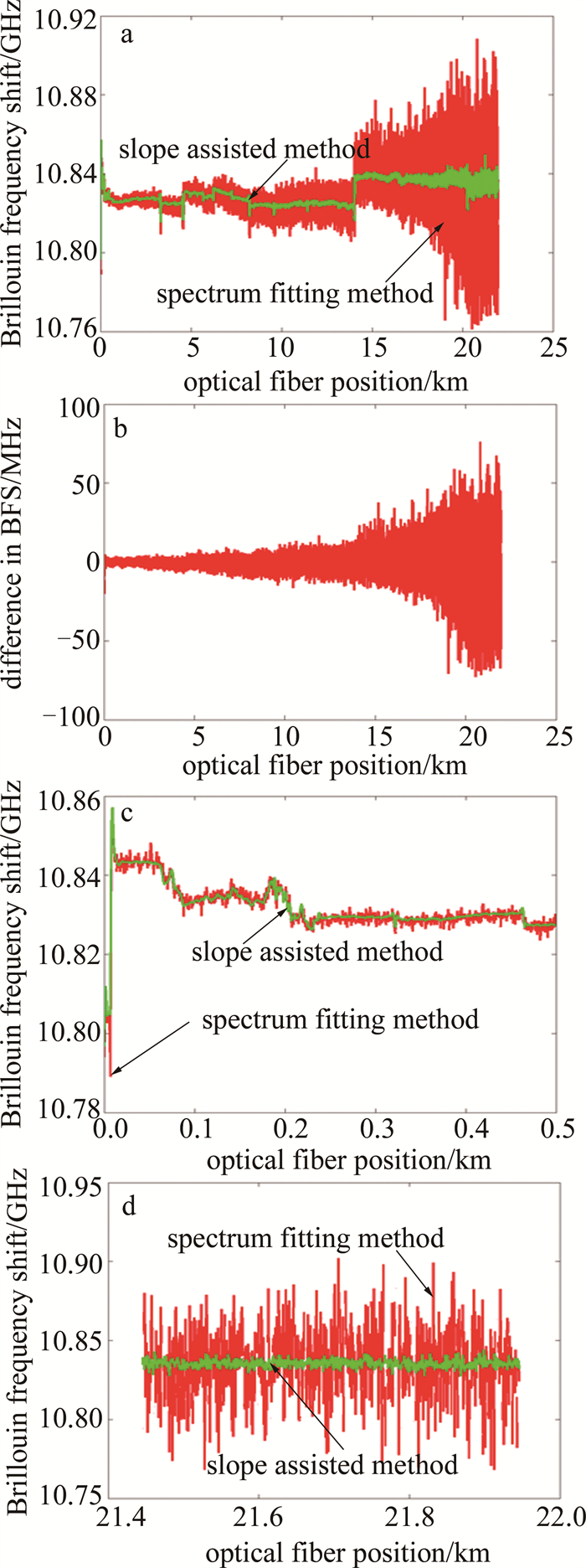
图 3 单斜坡法与谱拟合法计算结果的比较
a—两种方法的计算结果b—两种方法的计算结果之差c—两种方法的计算结果(光纤头部) d—两种方法的计算结果(光纤尾部)
Figure 3. Comparison of calculation results between slope-assisted technique and spectrum fitting method
a—calculation results by two methods b—difference in calculation results by two methods c—calculation results by two methods of head of optical fiber d—calculation results by two methods of tail of optical fiber
![]()
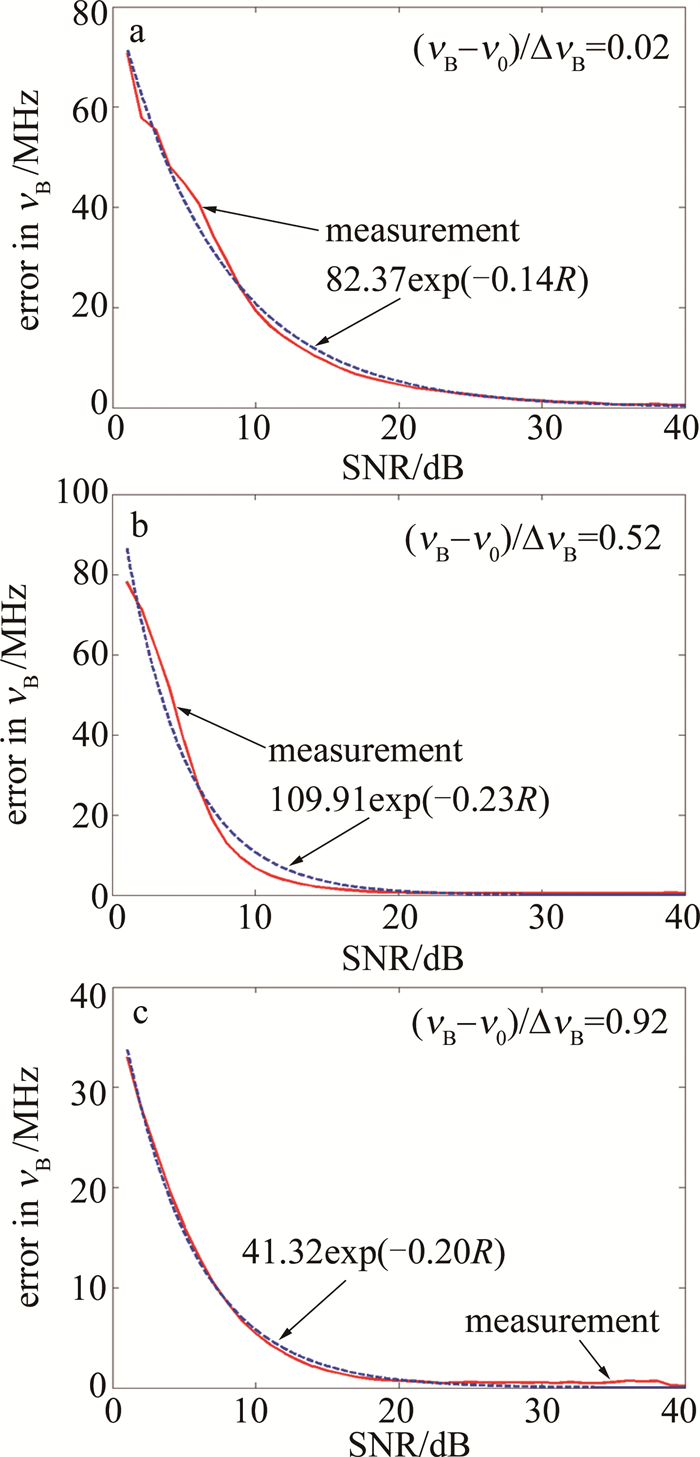
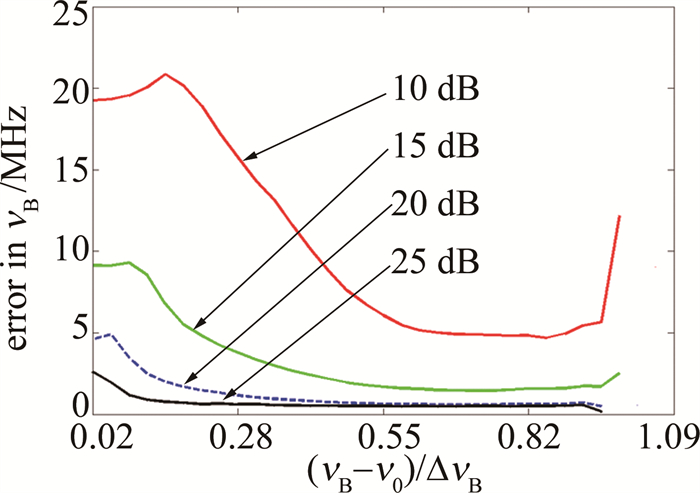
图 4 工作点增益信噪比对布里渊频移误差的影响
Figure 4. Influence of SNR of working point gain on Brillouin frequency shift error
![]()
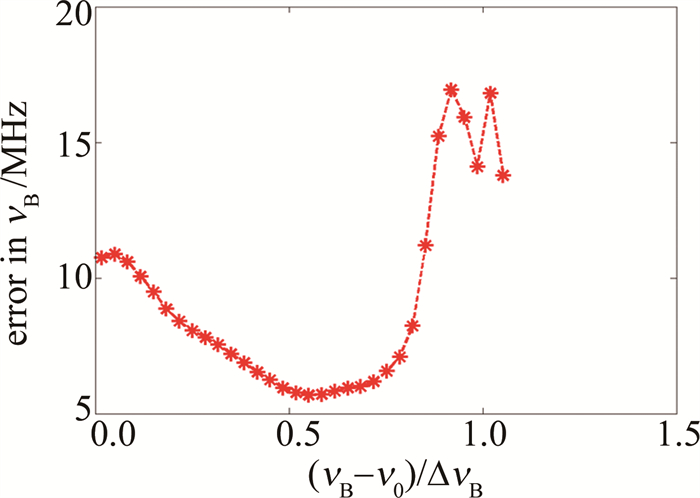
图 5 布里渊频移与工作点频率之差对布里渊频移误差的影响
Figure 5. Influence of the difference between working point frequency and Brillouin frequency shift on Brillouin frequency shift error
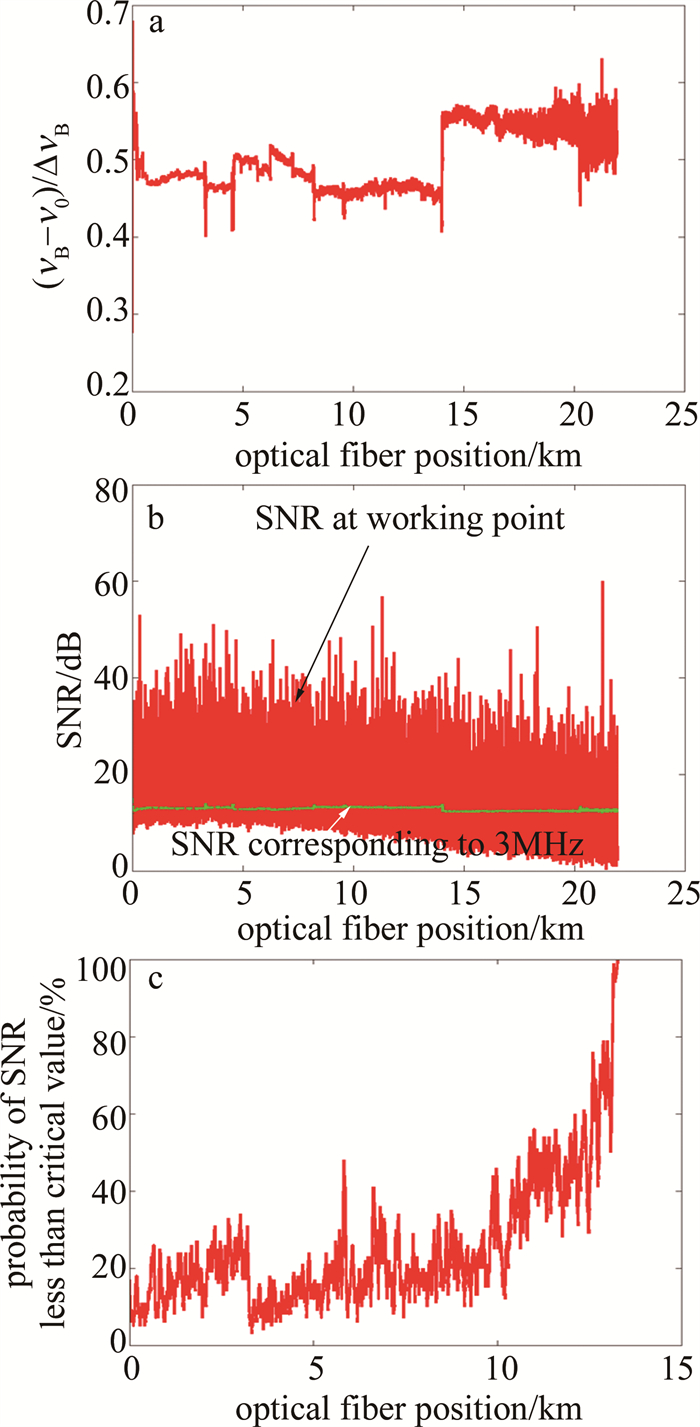
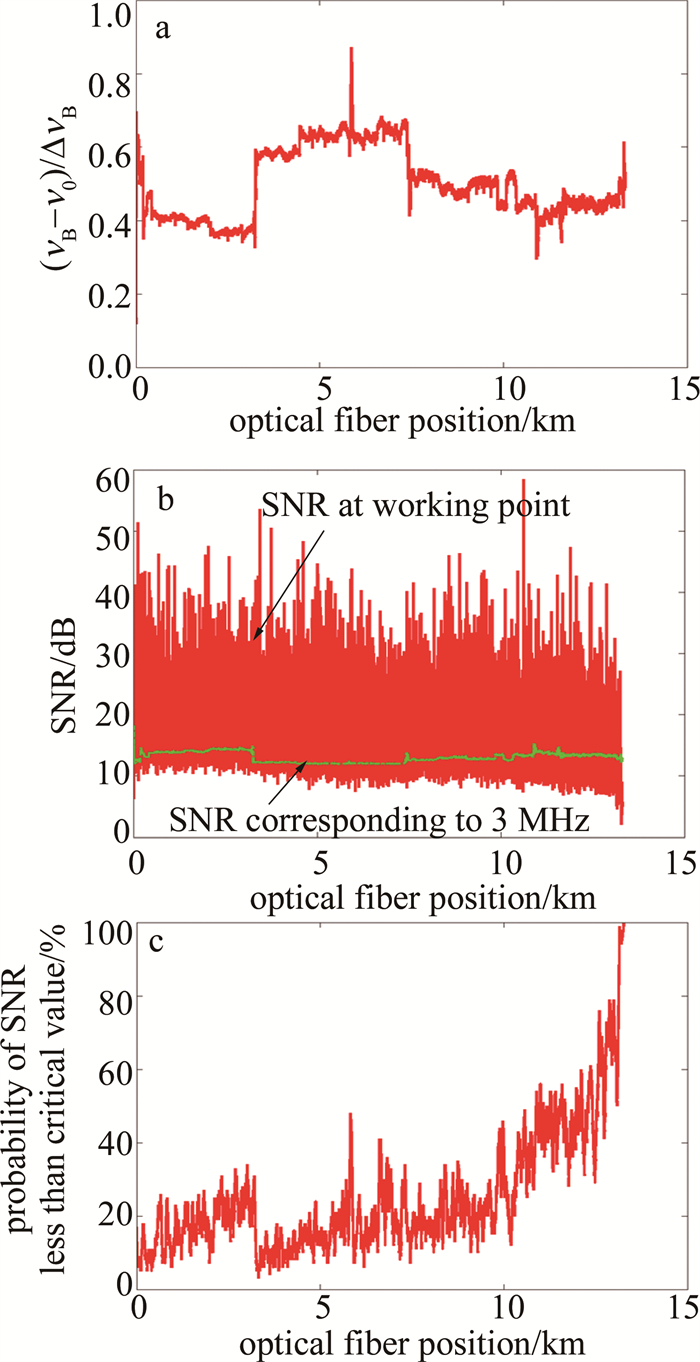
![]()
图 6 工作点频率对布里渊频移误差的影响
Figure 6. Influence of working point frequency on Brillouin frequency shift error
![]()
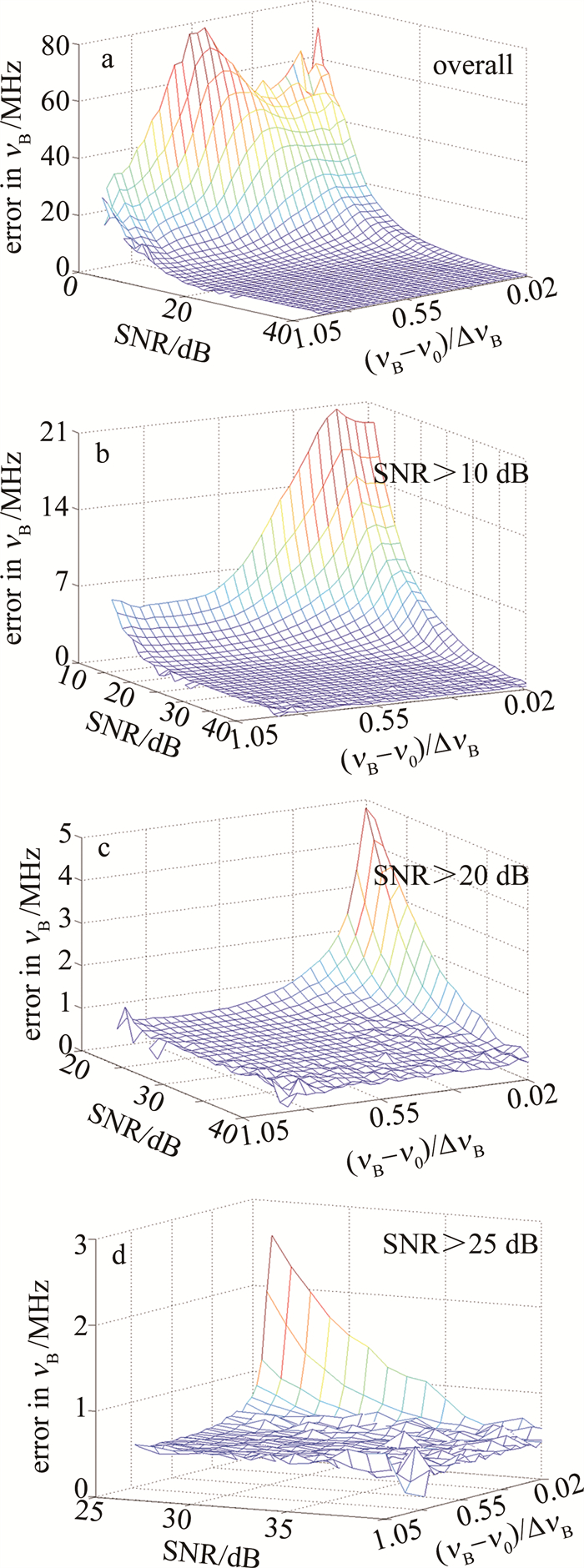
图 7 增益信噪比和工作点频率对布里渊频移误差的影响
Figure 7. Influence of SNR of gain and working point frequency on Brillouin frequency shift error
![]()
![]()
图 10 单斜坡法与谱拟合法计算结果的比较
Figure 10. Comparison of calculation results between slope-assisted technique and spectrum fitting method
-
[1] OOURA K, KANEMARU K, MATSUBARA R, et al. Application of a power line maintenance information system using OPGW to the Nishi-Gunma UHV line[J]. IEEE Transactions on Power Delivery, 1995, 10(1): 511-517. DOI: 10.1109/61.368360
[2] 中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会. 光缆第4部分——分规范光纤复合架空地线: GB/T 7424.4 -2003/IEC 60794-4-1[S]. 北京: 中国标准出版社, 2004: 1-2. CHINA NATIONAL STANDARDIZING COMMITTEE, GENERAL ADMINISTRATION OF QUALITY SUPERVISION, INSPECTION AND QUARANTINE OF THE PEOPLE'S REPUBLIC OF CHINA. Optical fibre cables-Part 4. Section specification-optical fibre composite overhead ground wire: GB/T 7424.4-2003/IEC 60794-4-1[S]. Beijing: China Standard Press, 2004: 1-2(in Chinese).
[3] 吴劲松, 黄琦, 吴钟博, 等. 光纤复合架空相线的工程应用研究[J]. 中国电力, 2013, 46(10): 106-110. https://www.cnki.com.cn/Article/CJFDTOTAL-ZGDL201310027.htm WU J S, HUANG Q, WU Zh B, et al. Study on applications of optical phase conductors (OPPCs) in engineering[J]. Electric Power, 2013, 46(10): 106-110(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-ZGDL201310027.htm
[4] 赵晗祺, 连伟华, 吴斌, 等. 风振对OPGW偏振态和通信的影响[J]. 光通信技术, 2021, 45(3): 58-62. https://www.cnki.com.cn/Article/CJFDTOTAL-GTXS202103014.htm ZHAO H Q, LIAN W H, WU B, et al. Effect of wind vibration on polarization of OPGW and communication[J]. Optical Communication Technology, 2021, 45(3): 58-62(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-GTXS202103014.htm
[5] SUN J R, YAO X L, XU W J, et al. Lightning test method for optical-fiber overhead ground wires[J]. IEEE Transactions on Power Delivery, 2018, 33(5): 2412-2419. DOI: 10.1109/TPWRD.2018.2823061
[6] 汪佛池. 输电线路铝导线憎水性防覆冰涂层的研究[D]. 北京: 华北电力大学, 2011: 1-2. WANG F Ch. Research on ice-phobic coating with hydrophobicity used for transmission aluminum line[D]. Beijing: North China Electric Power University, 2011: 1-2(in Chinese).
[7] WU D, CAO H, LI D, et al. Energy-efficient reconstruction method for transmission lines galloping with conditional generative adversarial network[J]. IEEE Access, 2020, 8: 17310-17319. DOI: 10.1109/ACCESS.2020.2966739
[8] 周游, 隋三义, 陈洁, 等. 基于Himawari-8静止气象卫星的输电线路山火监测与告警技术[J]. 高电压技术, 2020, 46(7): 2561-2569. https://www.cnki.com.cn/Article/CJFDTOTAL-GDYJ202007035.htm ZHOU Y, SUI S Y, CHEN J, et al. Monitor and alarm technology of wildfire occurrences in transmission lines corridors based on Himawari-8 geostationary meteorological satellite[J]. High Voltage Engineering, 2020, 46(7): 2561-2569(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-GDYJ202007035.htm
[9] 符杨, 荣帅昂, 刘恩圻, 等. 架空输电通道图像监测中大场景双目测距的方法及校正算法[J]. 高电压技术, 2019, 45(2): 377-385. https://www.cnki.com.cn/Article/CJFDTOTAL-GDYJ201902004.htm FU Y, RONG Sh A, LIU E Q, et al. Calibration method and regulation algorithm of binocular distance measurement in the large scene of image monitoring for overhead transmission lines[J]. High Voltage Engineering, 2019, 45(2): 377-385(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-GDYJ201902004.htm
[10] 彭向阳, 宋爽, 钱金菊, 等. 无人机激光扫描作业杆塔位置提取算法[J]. 电网技术, 2017, 41(11): 3670-3677. https://www.cnki.com.cn/Article/CJFDTOTAL-DWJS201711040.htm PENG X Y, SONG Sh, QIAN J J, et al. Research on automatic positioning algorithm of power transmission towers[J]. Power System Technology, 2017, 41(11): 3670-3677(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-DWJS201711040.htm
[11] 刘紫娟, 李永倩, 张立欣, 等. 基于光纤传感的形状传感发展研究[J]. 激光技术, 2021, 45(6): 760-766. https://www.cnki.com.cn/Article/CJFDTOTAL-JGJS202206002.htm LIU Z J, LI Y Q, ZHANG L X, et al. Research on the development of shape sensing based on optical fiber sensing[J]. Laser Technology, 2021, 45(6): 760-766(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-JGJS202206002.htm
[12] 刘闯闯, 朱学华, 苏浩. 高灵敏度全光纤电流传感器研究进展[J]. 激光技术, 2021, 45(2): 175-181. DOI: 10.7510/jgjs.issn.1001-3806.2022.02.005 LIU Ch Ch, ZHU X H, SU H. Research progress of high sensitivity all fiber optic current sensor[J]. Laser Technology, 2021, 45(2): 175-181(in Chinese). DOI: 10.7510/jgjs.issn.1001-3806.2022.02.005
[13] 郭斌, 刘永莉, 周文佐, 等. 布里渊光时域反射技术应用于模型实验测试的研究[J]. 科学技术与工程, 2021, 21(4): 1422-1428. https://www.cnki.com.cn/Article/CJFDTOTAL-KXJS202104025.htm GUO B, LIU Y L, ZHOU W Z, et al. Study of Brillouin optical time-domain reflectometer applied to model experimental test[J]. Science Technology and Engineering, 2021, 21(4): 1422-1428(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-KXJS202104025.htm
[14] SUN J X, ZHANG Z G, LI Y M, et al. Distributed transmission line ice-coating recognition system based on BOTDR temperature monitoring[J]. Journal of Lightwave Technology, 2021, 39(12): 3967-3973.
[15] 王振伟, 孔勇, 丁伟, 等. 复合光纤对φ-OTDR振动传感远程敏感[J]. 激光技术, 2021, 45(4): 436-440. DOI: 10.7510/jgjs.issn.1001-3806.2021.04.005 WANG Zh W, KONG Y, DING W, et al. Composite optical fiber bring about remote sensitive to vibration of φ-OTDR[J]. Laser Technology, 2021, 45(4): 436-440(in Chinese). DOI: 10.7510/jgjs.issn.1001-3806.2021.04.005
[16] MOTIL A, BERGMAN A, TUR M. State of the art of Brillouin fiber-optic distributed sensing[J]. Optics & Laser Technology, 2016, 78: 81-103.
[17] BERNINI R, MINARDO A, ZENI L. Dynamic strain measurement in optical fibers by stimulated Brillouin scattering[J]. Optical Letters, 2009, 34(17): 2613-2615.
[18] URRICELQUI J, ZORNOZA A, SAGUES M, et al. Dynamic BOTDA measurements based on Brillouin phase-shift and RF demodulation[J]. Optics Express, 2012, 20(24): 26942-26949.
[19] MARAVAL D, GABET R, JAOUEN Y, et al. Dynamic optical fiber sensing with Brillouin optical time domain reflectometry: Application to pipeline vibration monitoring[J]. Journal of Lightwave Technology, 2017, 35(16): 3296-3302.
[20] MINARDO A, COSCETTA A, BERNINI R, et al. Structural damage identification in an aluminum composite plate by Brillouin sensing[J]. IEEE Sensors Journal, 2015, 15(2): 659-660.
[21] WU H, WANG L, GUO N, et al. Brillouin optical time-domain analyzer assisted by support vector machine for ultrafast temperature extraction[J]. Journal of Lightwave Technology, 2017, 35(19): 4159-4167.
-
期刊类型引用(14)
1. 贾娜,余本军,张纯朴,王春昕,刘九庆. 选区激光熔化WC-12Co单道成型工艺参数优化. 激光技术. 2025(01): 113-120 .  本站查看
本站查看
2. 赵欣,徐强,黄天明,高冰,熊礼,黄延伟. 不锈钢基材表面激光熔覆钴基合金涂层组织对比研究. 铸造. 2024(07): 982-989 . 百度学术
3. 于海峰,陈翔,郭海华. 基于TRIZ理论的刀具梯度熔覆WC涂层的修复工艺改进. 金属加工(冷加工). 2024(08): 58-61 . 百度学术
4. 郭海华,陈翔,李金华,姚芳萍,王天赐. M2高速钢表面激光熔覆WC-12Co梯度涂层的制备工艺与实验研究. 制造技术与机床. 2024(09): 71-78 . 百度学术
5. 陈颖,黄海鸿,徐鸿蒙,刘志峰. 基于熔池热历史的陶瓷增强金属基复材激光定向能量沉积质量实时监测方法. 计算机集成制造系统. 2024(11): 3943-3953 . 百度学术
6. 李艳,王晨旭,江怡蔚,何静,唐冉,刘生龙,琚中毅,唐文健,冷静健,常发成,刘博鑫,刘秀清,王云龙. 65Mn钢表面激光熔覆Fe60-WC复合涂层组织及性能研究. 应用激光. 2024(10): 31-39 . 百度学术
7. 徐国辉,李喜春,董彬,于世奇,王林,徐存鑫,郑希,叶晓慧. 激光制备新型石墨烯/铜基复合电触头. 激光技术. 2023(02): 225-232 . 本站查看
8. 黄江,朱志凯,李凯玥,师文庆,吴香林,谢玉萍. 304不锈钢表面激光熔覆铁基复合涂层的组织与性能研究. 应用激光. 2023(06): 29-35 . 百度学术
9. 梁飞龙,师文庆,李凯玥,朱志凯,吴腾. Cu质量分数对激光熔覆Ni-Cu-WC涂层组织和性能的影响. 激光技术. 2023(05): 653-658 . 本站查看
10. 王杉杉,师文庆,吴腾,程才,朱志凯,陈熙淼,谢林圯,何宽芳. WC质量分数对激光熔覆Ni基涂层组织和性能的影响. 激光技术. 2023(04): 463-468 . 本站查看
11. 朱志凯,李凯玥,黄江,师文庆,谢玉萍,何敏仪,刘文娟,王杉杉. WC强化Fe60激光熔覆层研究. 应用激光. 2023(08): 10-17 . 百度学术
12. 杨倩倩,刘源,叶晓慧,强豪,邵星海,曹磊. 激光制备新型石墨烯/银基触头及其性能研究. 激光技术. 2023(06): 766-771 . 本站查看
13. 贺敏波,任伟艳,杨雨川,邬志华,胡月宏. 掺杂相对ZrB_2陶瓷涂层抗激光烧蚀性能的影响. 应用光学. 2023(06): 1177-1184 . 百度学术
14. 张理,毕贵军,曹立超,常云龙. 激光熔覆60%WC-Ni涂层参数及性能研究. 自动化与信息工程. 2022(02): 1-7+22 . 百度学术
其他类型引用(8)
 下载:
下载:




计量
- 文章访问数: 412
- HTML全文浏览量: 0
- PDF下载量: 4
- 被引次数: 22