
Experimental study of 7075 aluminum alloy under laser and external loading
-
摘要: 为了研究7075铝合金在激光与外载荷联合加载下的失效行为, 采用最大拉力50 kN的拉伸伺服试验机与工作波长为1070 nm的6 kW连续光纤激光系统对7075铝合金进行了不同预载荷与不同激光功率密度下的联合加载实验, 获得了该材料的拉应力-时间曲线、温度-时间曲线、失效时间-功率密度曲线、失效温度-功率密度曲线等, 分析了功率密度与预载荷对失效过程、失效温度和断裂形貌的影响。结果表明, 在相同的预载荷下, 激光功率密度的增大会导致失效时间非线性下降, 失效温度是否有较大变化取决于预载荷的大小, 当预载荷大(330 MPa, 440 MPa)时, 失效温度随功率密度增加略有升高, 预载荷较小(110 MPa, 220 MPa)时, 失效温度变化规律不单调; 在相同的激光功率密度下, 预载荷增大, 失效时间减少, 功率密度较大、预载荷较小时, 失效行为变得相似; 在一定的功率密度(315 W/cm2, 351 W/cm2)下, 失效温度随预载荷的增大先增大后减小。该结果进一步揭示了7075铝合金的失效机理。Abstract: In order to study the failure behavior of 7075 aluminum alloy under the combined loading of laser and external load, the joint loading experiments of 7075 aluminum alloy under different preloads and different laser power densities were carried out by using a tensile servo test machine with the maximum tension of 50 kN and a 6 kW continuous fiber laser system with the operating wavelength of 1070 nm. The tensile stress-time curve, temperature-time curve, fracture time-power density curve, and fracture temperature-power density curve were obtained. The effects of power density and preload on fracture process, fracture temperature, and fracture morphology were respectively analyzed. The results show that, under the same preload, the increase of laser power density leads to the nonlinear decline of fracture time, and the fracture temperature varies greatly depending on the size of preload. When the preload is large (330 MPa and 440 MPa), the fracture temperature increases slightly with the increase of power density, and when the preload is small (110 MPa and 220 MPa), the fracture temperature increases slightly with the increase of power density. Fracture temperature change rule is not monotonous, under the same laser power density, the fracture time decreases with the increase of preload, and the fracture behavior becomes similar with the increase of power density and the decrease of preload. At a certain power density (315 W/cm2 and 351 W/cm2), the fracture temperature increases first and then decreases with the increase of preload. The results further reveal the fracture mechanism of 7075 aluminum alloy.
-
Keywords:
- laser technique /
- fracture temperature /
- fracture time /
- preload /
- 7075 aluminum alloy
-
引言
金属陶瓷复合涂层,具有硬度高,耐磨耐热等优点,采用激光熔覆技术制备复合涂层,是表面改性技术领域中重要的研究方向[1]。碳化钨(WC)作为常用的陶瓷相粉末,由于硬度高、熔点高,且高温硬度下降小等优异特性常在激光熔覆中作为涂层增强相使用。然而,WC的线胀系数、弹性模量、热导率与熔点等热物理性质与基体金属差异较大,涂层容易产生较大的残余热应力,导致增加涂层的开裂敏感性[2]。Ni50A镍基自熔性合金粉末具有良好的润湿性、耐热耐蚀性与高温不易氧化等优点,可以作为WC的黏结相材料。同时,用Ni50A制备的涂层致密度高、粘接性能好,可作为陶瓷材料涂层与基体的过渡层,改善涂层的结合强度,并降低涂层的开裂敏感性[3]。采用过渡层梯度熔覆等方法改善激光熔覆复合涂层的裂纹缺陷问题,研究裂纹的产生机理,是重要的研究方向。
SHU等人[4]通过梯度激光熔覆在低碳钢基体上原位合成了高体积分数WC增强镍基复合涂层,为制备无孔无裂纹的复合涂层提供了新的思路。ZHIKUN等人[5]在不锈钢表面制备了不同质量分数(0~0.6)的WC颗粒的Ni/WC复合涂层, 涂层致密性高,内部无孔洞与裂纹缺陷。LEE等人[6]通过研究Co基WC+NiCr复合层在激光熔覆过程中的开裂趋势,研究表明,熔覆层内的拉应力可以作为潜在的驱动力,结合裂纹萌生部位如开裂WC颗粒、气孔和凝固裂纹,为大型脆性断裂提供了一种容易的裂纹路径。SHI等人[7]采用激光熔覆法在20CrMnTi合金钢表面制备了梯度复合镀层,选择激光功率、熔覆扫描速率和粉末流量作为正交实验的影响因素, 通过正交实验法、方差分析来优化工艺参数, 获得了无裂纹缺陷性能优异的梯度复合涂层。MA等人[8]采用宽带激光熔覆技术在Q550钢基体上制备了WC颗粒增强镍基复合涂层,研究了宽频带激光功率的调整对共晶组织的生长行为之间的影响,为抑制由于陶瓷等硬质颗粒引起的裂纹缺陷提供了一定的理论基础。WU[9]采用梯度激光熔覆技术制备Fe50A/WC涂层来修复垃圾粉碎机刀盘,研究表明, WC质量分数越高,涂层的裂纹敏感性越高; 而通过使用过渡层方式可以降低裂纹敏感性,减少裂纹缺陷的产生。SONG等人[10]用316不锈钢激光熔覆修复304不锈钢,并用WC粉末进行表面合金化,结果表明,随着WC颗粒的增加,涂层的硬度与未溶WC颗粒也增加,磨损机理由粘着磨损变为磨粒磨损。ZHOU等人[11]使用激光熔覆与激光感应熔覆对比制备镍基WC复活涂层,结果表明,激光感应熔覆能改善WC颗粒的均匀分布。LV等人[12]采用激光熔覆制备钛镍复合涂层,并研究添加不同含量的稀土Ta的影响,结果表明,增加稀土Ta的含量能提高涂层的耐磨性与抗氧化性。YOU等人[13]利用激光熔覆技术在TC4钛合金表面原位合成Ti-Al-N复合涂层,研究了复合涂层的原位合成机理,结果表明,添加少量Al粉能够促进熔池中的TiN和TiAl的反应,从而显著提高了涂层中Ti2AlN MAX相的含量。
本文作者通过对比相同线能量密度工艺条件下,不同熔覆方法制备单层Ni50A/WC复合涂层,有Ni50A过渡层的Ni50A/WC复合涂层,以及双层Ni50A/WC复合涂层,研究其裂纹的开裂特点,对WC影响裂纹的产生机理进行分析,为更好地解决激光熔覆金属陶瓷复合涂层的开裂问题提供一定的理论指导,对解决激光熔覆复合涂层产生裂纹的问题具有一定的意义。
1. 实验材料与方法
1.1 实验材料
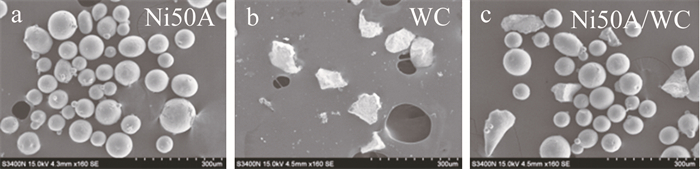
激光熔覆实验基材采用H13钢(热作模具钢4Cr5MoSiV1),基材尺寸为90 mm×45 mm×11 mm,化学成分(质量分数)如表 1所示。熔覆层粉末材料为Ni50A镍基自熔性合金粉末,在Ni50A的基础上混合质量分数为0.1的铸造WC粉末的金属陶瓷复合粉末。Ni50A材料的主要化学成分和WC材料的主要化学成分如表 2和表 3所示。混合前后的粉末形貌扫描电子显微镜图(scanning electron microscope, SEM)如图 1所示,粉末粒经为48 μm~106 μm。激光熔覆实验前,试样均经过磨床粗磨去除表面氧化物,使用无水乙醇超声清洗表面油污。试样和熔覆粉末在激光熔覆前均在真空干燥箱中烘干2 h除去水分。
表 1 H13钢材料的主要化学成分Table 1. Main chemical composition of H13 steel materialelement Cr C Mo V Si Mn Ni P S Fe mass fraction 0.05 0.0042 0.0127 0.0088 0.0089 0.003 0.016 0.0021 0.0008 balance 表 2 Ni50A材料的主要化学成分Table 2. Main chemical composition of Ni50Aelement Cr Fe B Si C Ni mass fraction 0.12 0.05 0.038 0.03 0.005 balance 表 3 WC材料的主要化学成分Table 3. Main chemical composition of WCelement Fe C Cr V W mass fraction 0.22 0.15 0.035 0.001 balance 1.2 涂层制备
激光熔覆设备包含1.4 kW的光纤耦合半导体激光器、侧向同步送粉设备、冷却水循环系统、氩气保护气路与送粉气路以及课题组搭建的xy轴移动平台组成,熔覆过程保护气气压为0.1 MPa。激光熔覆的工艺参数如下:激光功率为817 W, 扫描速率为1.5 mm/s, 离焦量为-10 mm。
试样1采用单层熔覆,Ni50A/WC送粉速率为6 g/min;试样2采用Ni50A粉末作为过渡层,第1层过渡层与第2层送粉速率均为3 g/min,目的是控制每
个试样涂层厚度接近;试样3直接用Ni50A/WC作为中间层,即直接把Ni50A/WC分成两层来熔覆,每层送粉速率3 g/min。
1.3 材料表征及性能测试方法
试样涂层表面的氧化层通过钢丝刷清理,再使用无水乙醇等去污剂清洗干净。使用Lifetime610型X射线衍射显微计算机断层扫描(computed tomography, CT)对试样的涂层的裂纹缺陷进行探伤。选取熔覆层中部稳定均匀的部分,利用线切割沿熔覆层横截面切取15 mm×15 mm×13 mm的试样,然后将横截面用金相砂纸逐级打磨,最后使用抛光液对试样进行机械抛光至横截面达到镜面效果。用浓盐酸和浓硝酸按照3∶1配制的王水的金相腐蚀剂,在室温下腐蚀时间为15 s~20 s,腐烛完成后冲洗干净,吹干后使用OLS4000激光共聚焦显微镜进行显微组织观察。用S3400N型钨灯丝SEM和能谱分析(energy dispersive spectroscopy, EDS)仪分析熔覆层组织;采用D/MAX-RB 12 KW型X射线衍射仪(X-ray diffractometer, XRD)对熔覆层的物相进行分析,采用HVS-1000Z型显微硬度计分析涂层-热影响区-基体的显微硬度,载荷为200 g,加载时间为15 s。
2. 结果与分析
2.1 激光熔覆方法对涂层形貌与组织影响分析
3种激光熔覆方法制备的涂层厚度均接近2.1 mm,表面形貌如图 2所示。对比试样1、试样2和试样3涂层的表面形貌,可知梯度熔覆与双层熔覆制备的涂层表面非常平整光滑,单层熔覆的涂层表面凹凸不平,且有未充分熔化扩散进熔池的颗粒。由于熔覆过程采用了氩气作为保护气,且粉末带有Si,B元素具有良好脱氧造渣性能,3种涂层均未出现氧化。分析3种涂层的表面形貌,单层熔覆的涂层在熔覆过程中熔池存在时间短导致未充分展开,甚至有部分粉末受到激光照射后凝聚为较大的颗粒后没有展开扩散进入到熔池当中,该现象是熔池温度不够的直接体现,表明粉末未能吸收足够的能量, 导致涂层表面凹凸不平并有未熔化扩散进熔池的颗粒。然而,梯度熔覆与双层熔覆的涂层由于熔覆时送粉速率为单层熔覆的一半,因此在激光功率、扫描速率、离焦量都相同,也即激光比能相同的情况下,粉末吸收了更多的能量,熔池得以充分展开,因此涂层表面光滑平整。
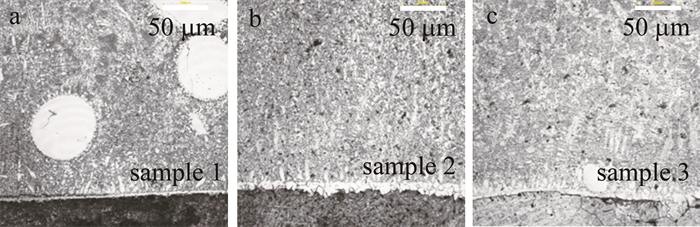
图 3与图 4为3种Ni50A/WC复合涂层的界面放大图。如图所示,3种复合涂层最低处最先形成10 μm厚度的平面晶,这是由于在形成熔池时固液界面温度梯度G较大,结晶速度R小,G/R比值较大,因此形成平面晶[14]。沿着界面往涂层表面方向,温度梯度G逐渐减小,结晶速度R逐渐增大,在平面晶上面的组织生长方式从胞状晶,向树枝晶与等轴晶转变。单层熔覆与双层熔覆的涂层底部组织能看到有WC颗粒,该现象表明,在激光熔覆的过程中,混合粉末中的WC颗粒并未全部溶解于熔池中,而是以残余颗粒的形式分布于涂层中。而梯度熔覆涂层底部未出现该情况,说明第2层(Ni50A/WC层)的未溶解残余WC颗粒未进入到第1层(Ni50A层)中。
分析涂层与基体的结合情况,两个界面放大图均显示出涂层与基体的界面组织致密,说明涂层与基体之间形成良好的冶金结合。
2.2 涂层裂纹产生特点与原因分析
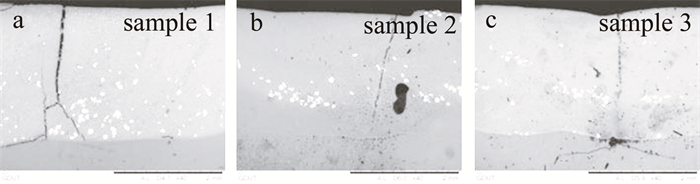
X射线衍射显微CT的裂纹探伤检测情况如图 5所示。图 6为涂层SEM截面图。结合观察涂层裂纹的缝隙宽度,可总结3种涂层的裂纹产生特点。3种涂层均出现裂纹,但从裂纹的数目、总长度与裂纹缝隙的宽度来判断,单层熔覆制备的涂层裂纹长度在三者之中最长,有两条横跨多道熔覆层的粗裂纹,因此开裂最为严重。梯度熔覆与双层熔覆制备的涂层裂纹均为一条,裂纹的缝隙宽度相接近且均比单层熔覆涂层的裂纹小,因此开裂程度较轻。此外,单层熔覆的涂层中下部发生多处开裂,其中最严重的一处开裂从涂层基体交界处扩展到涂层表面,涂层与基体交界面也有部分裂纹,而采用过渡层和双层熔覆的涂层尽管也存在裂纹,但未出现单层熔覆涂层的多处开裂交叉的情况。此外,双层熔覆的基体、基体与涂层界面出现裂纹,表面双层熔覆涂层的开裂程度综合水平要比梯度熔覆严重。
陶瓷在复合涂层中的分布与状态对涂层的开裂有着重要的影响,为了研究3种复合涂层的开裂原因,对3种涂层的残余WC颗粒分布特点进行分析。如图 6所示,3种涂层中均存在着未充分溶解WC陶瓷颗粒,也即残余WC颗粒,该残余WC颗粒在涂层的分布存在相关特性与异同点。图 6a中,残余WC颗粒主要分布在单层熔覆的涂层中下部,越靠近底部越多;图 6b中,残余WC颗粒主要分布在涂层中部,也即Ni50A过渡层的上部,Ni50A/WC层的底部,越接近Ni50A/WC涂层底部越多;图 6c中,残余WC颗粒主要集中在涂层中部与底部,即第2层Ni50A/WC底部与第1层Ni50A/WC底部,其中第2层WC颗粒较多,第1层较少。3种涂层残余WC颗粒的分布形式上各不相同,但是其中均存在着同一个特性,即残余WC颗粒会聚集在Ni50A/WC层的底部。因此,3种涂层中残余WC颗粒的分布均由于WC的聚沉效应[4],在单层熔覆、梯度熔覆、双层熔覆中的体现。结合3种涂层的开裂特点与残余WC颗粒的分布特点,结果表明, 残余WC颗粒聚集的区域与涂层开裂严重的区域重合。陶瓷颗粒在熔池中的溶解与析出状态影响残余WC颗粒的数量,残余WC颗粒的数量影响涂层开裂。通过图像处理,对3种涂层的SEM截面图涂层区域1180×700分辨率的残余WC颗粒进行图像识别,根据残余WC颗粒在该分辨率区域内的面积占比反应3种涂层的残余WC颗粒数量,结果表明,单层熔覆涂层残余WC颗粒面积占比最高,达到2.11%,双层熔覆与梯度熔覆涂层分别为1.42%与1.31%,与单层熔覆涂层相比,残余WC颗粒含量降低了32.7%与37.9%。可知双层熔覆与梯度熔覆能够有效降低残余WC颗粒含量,促进陶瓷颗粒在熔池中的溶解。
对3种试样涂层裂纹的开裂原因进行分析。激光熔覆是一个快速升温与骤冷的过程,因此涂层会因为收缩而存在较大的残余热应力,表现为拉应力。加入WC陶瓷颗粒会提高基体与涂层线胀系数、熔点等物理特性差异,从而导致残余热应力进一步增加,因此涂层具有较高的开裂敏感性。一方面,残余WC颗粒越多,越往同一区域聚集,陶瓷硬质颗粒会导致该区域涂层内部应力集中问题越严重,故涂层的裂纹缺陷越严重。另一方面,残余WC颗粒越靠近H13钢基体,两者由于热物理性质差异比涂层镍基成分更大,残余热应力也更大,涂层开裂越严重,并出现如图 6a所示的界面裂纹。由于双层熔覆与梯度熔覆粉末比单层熔覆吸收了更多的能量,熔池温度更高、存在时间更长,熔池中WC陶瓷颗粒的溶解进行得更充分,故有效降低了涂层残余WC颗粒含量,加上Ni50A层的过渡作用,开裂程度较轻,并且裂纹也主要在Ni50A/WC层。双层熔覆尽管也比单层熔覆吸收了更多的能量,由于缺乏过渡层,第1层的Ni50A/WC层的WC发生涂层底部聚沉,也导致残余WC颗粒靠近H13钢基体,较高的能量也会导致更多的W元素扩散到基体热影响区增加硬脆性,最终引发了界面裂纹与热影响区裂纹。
2.3 WC的组织演变与对涂层裂纹产生机理影响分析
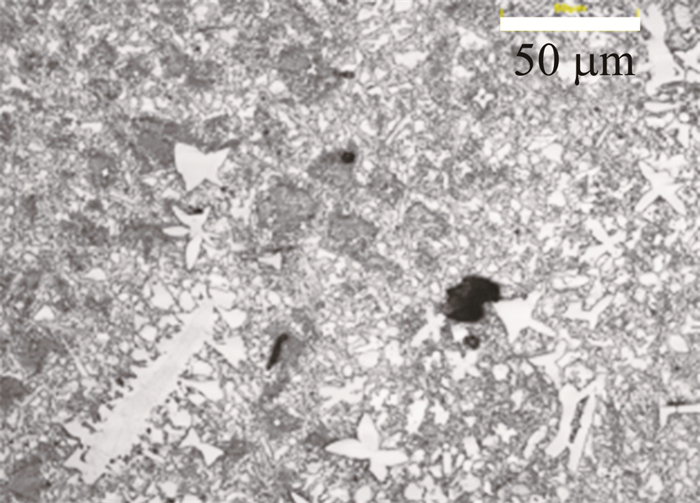
在激光熔覆的过程中,铸造WC颗粒会在高温熔池中发生溶解,逐渐变成钨(W)和碳(C)的自由原子扩散在高温金属液中,最后析出并生成复杂的化合物。由于熔池存在时间较短,WC的溶解过程并不完全充分,因此涂层中还存留着残余WC颗粒。残余WC颗粒溶解与形成化合物沉淀情况如图 7所示。颗粒的边缘留下了溶解的现象,并在该边界及其附近生成了较多的化合物沉淀。
![图 7 Ni50A/WC涂层内部WC颗粒溶解与形成化合物沉淀]() 图 7 Ni50A/WC涂层内部WC颗粒溶解与形成化合物沉淀Figure 7. WC particles in the Ni50A/WC coating dissolved with the boundary to form compound precipitation
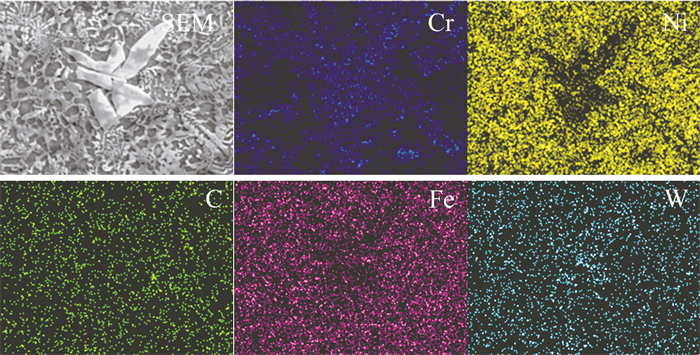
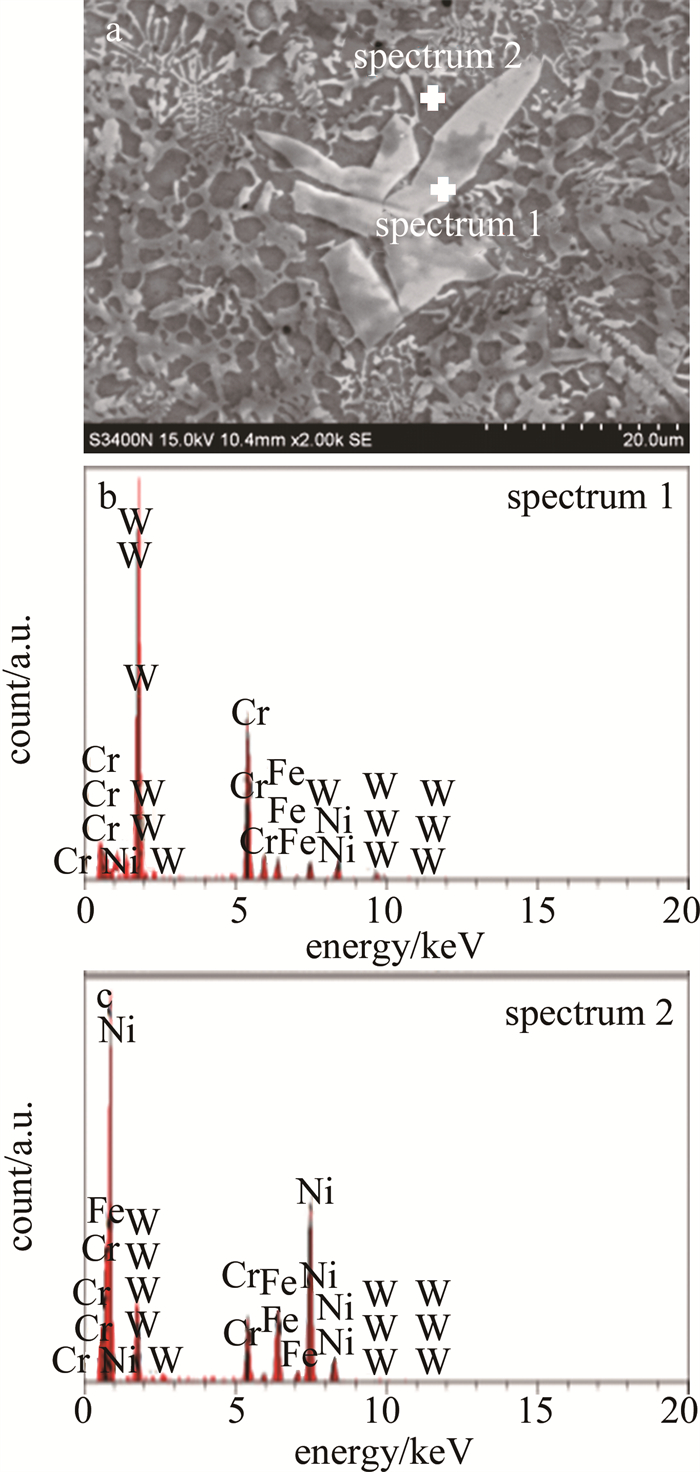
图 7 Ni50A/WC涂层内部WC颗粒溶解与形成化合物沉淀Figure 7. WC particles in the Ni50A/WC coating dissolved with the boundary to form compound precipitation前人的研究表明,WC颗粒的溶解与析出复杂化合物的行为决定了熔池中WC的组织演变[8]。图 8呈现的是单层熔覆的涂层内部距离基体0.7 mm区域中的化合物沉淀,表明在残余WC颗粒聚集的区域也存在着较多的化合物沉淀。通过EDS分析其元素组成,图 9为化合物沉淀的元素分布EDS面扫描图。扫描结果显示,化合物沉淀主要富集Cr与W,其中Cr较为明显,而化合物沉淀之外则主要富集Ni与Fe元素。为了更清晰地分析化合物元素分布,再对其进行EDS点扫描。图 10为化合物沉淀区域的EDS点扫描图。图中,第1取样点选取在化合物沉淀上,第2个取样点选取在沉淀之外的区域,结果显示,化合物沉淀检测出大量Cr与W元素,化合物沉淀之外的地方则检测出大量Ni元素,该元素分布情况表明,化合物沉淀集中了涂层的主要硬质元素Cr与W,而化合物之外则富集了涂层的基础成分元素Ni与Fe,因此,涂层中析出生成的复杂化合物是作为硬质化合物沉淀的形式存在。
![图 8 涂层内残余WC颗粒聚集区域生成的化合物沉淀]() 图 8 涂层内残余WC颗粒聚集区域生成的化合物沉淀Figure 8. Compound precipitates generated by the accumulation of residual WC particles in the coating
图 8 涂层内残余WC颗粒聚集区域生成的化合物沉淀Figure 8. Compound precipitates generated by the accumulation of residual WC particles in the coating![图 9 Ni50A/WC涂层EDS分析化合物沉淀的元素分布]() 图 9 Ni50A/WC涂层EDS分析化合物沉淀的元素分布Figure 9. Element distribution of compound precipitation in Ni50A/WC coating by EDS analysis
图 9 Ni50A/WC涂层EDS分析化合物沉淀的元素分布Figure 9. Element distribution of compound precipitation in Ni50A/WC coating by EDS analysis![图 10 化合物沉淀不同区域元素分布的EDS点分析]() 图 10 化合物沉淀不同区域元素分布的EDS点分析Figure 10. EDS point analysis of element distribution in different regions of compound precipitation
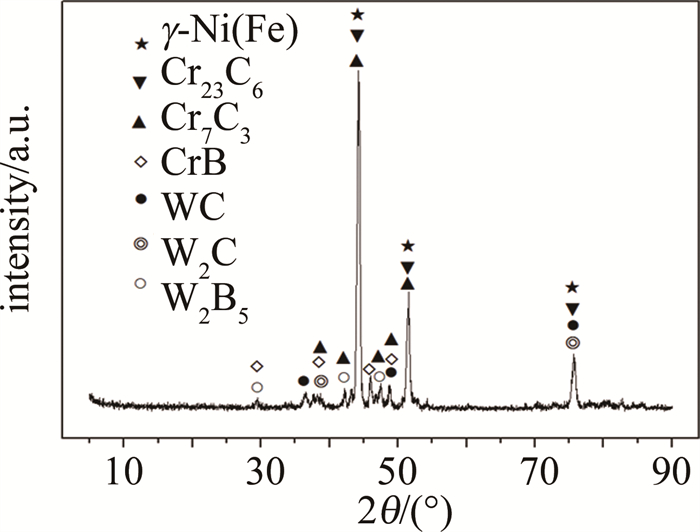
图 10 化合物沉淀不同区域元素分布的EDS点分析Figure 10. EDS point analysis of element distribution in different regions of compound precipitation对涂层进行XRD物相分析,图 11为涂层XRD峰图。图中分别在44.28°, 51.54°和75.64°处出现3个非常明显的特征峰,结果表明,Ni50A/WC金属陶瓷复合涂层主要由γ-Ni(Fe)固溶体、Cr硬质相、W硬质相组成。γ-Ni(Fe)固溶体在涂层中占了绝大多数,主要作为涂层的韧性相,其次是Cr硬质相,最后是W硬质相。Cr主要以Cr23C6、Cr7C3碳化物形式存在,少量CrB的硼化物。Cr元素对γ-Ni(Fe)相固溶强化起促进作用,且熔覆层与基材结合处生成其它固溶体,提升修复试样耐高温性能[15]。前人的研究表明,M23C6碳化物是属于复杂立方晶体,其中M可以是Cr,也可以是Fe或W[16-18],同时WANG等人[19]的研究表明, M23C6碳化物主要为共晶组织。WC的组织演变过程中,WC与Ni50A粉末发生了复杂的反应,其中W主要以WC与W2C的碳化物形式存在,另有少部分硼化物W2B5,而WC与W2C之间可以形成共晶混合物,表明WC在经过组织演变之后,最终在析出的化合物中主要以W硬质相的共晶混合物形式存在。因此,涂层中析出的化合物沉淀,实际上是由Cr,W的碳化物硬质相组成的共晶化合物,该共晶化合物硬度较高,但由于硬质相被集中,因此会造成涂层发生成分偏析,从而增加开裂敏感性。表 4为通过EDS对3种涂层中共晶化合物的硬质相元素含量分析对比。双层熔覆与梯度熔覆与单层熔覆相比,共晶化合物的W元素含量与Cr元素含量均有降低,W元素的质量分数从0.534分别下降到0.417与0.386,降低了硬质相元素集中程度,减少了涂层成分偏析。此外,这种成分偏析普遍发生在残余WC颗粒聚集的区域,因为残余WC颗粒区域生成的这种共晶化合物较多,导致3种涂层均是残余WC颗粒聚集的区域开裂最严重。
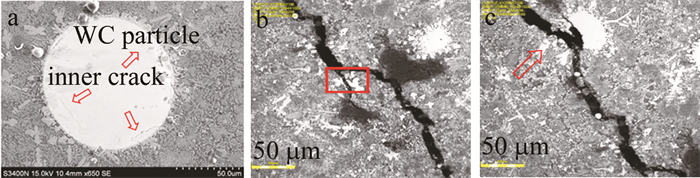
表 4 不同涂层中硬质相共晶化合物W元素与Cr元素含量Table 4. Content of W and Cr in hard phase eutectic compounds in different coatingstype mass fraction of W mass fraction of Cr single-layer 0.534 0.315 double-layer 0.417 0.273 gradient 0.386 0.259 WC颗粒在经历溶解析出的组织演变后,依然留下了较多的残余WC颗粒,图 12a为单层熔覆涂层的残余WC颗粒图。可知涂层内部的残余WC颗粒内部出现裂纹,经过多次取样观察,内部残余WC颗粒开裂为普遍现象。该现象表明, 未充分溶解的残余WC颗粒,由于热物理性质与镍基自熔性合金涂层差异过大,加上激光熔覆快速升温与骤冷过程,对颗粒自身内部也产生较大的残余热应力,此外残余WC硬质颗粒也属于涂层中的应力集中点,因此残余WC颗粒内部容易出现裂纹。如图 12b与图 12c所示,内部有裂纹缺陷的硬质颗粒,也容易成为裂纹源,为涂层的裂纹提供路径,导致涂层裂纹扩散,加剧涂层的裂纹严重情况。
![图 12 涂层内部WC颗粒]() 图 12 涂层内部WC颗粒a—内部裂纹 b—裂纹扩散 c—扩散路径Figure 12. WC particles inside the coatinga—crack inside b—crack diffusion c—a path for the crack
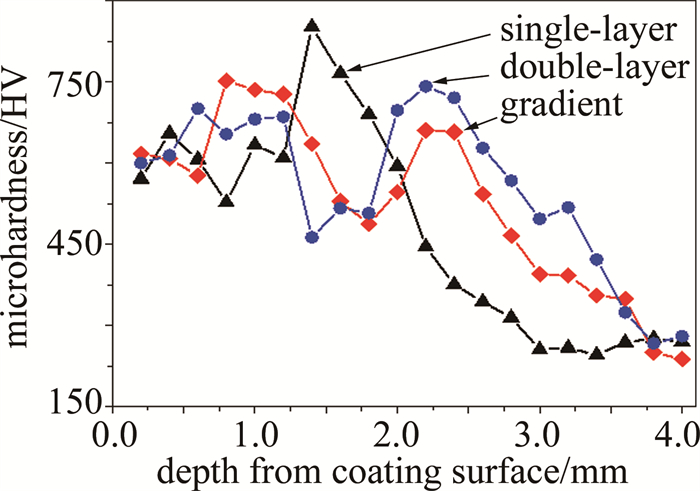
图 12 涂层内部WC颗粒a—内部裂纹 b—裂纹扩散 c—扩散路径Figure 12. WC particles inside the coatinga—crack inside b—crack diffusion c—a path for the crackWC组织演变在涂层显微硬度中也有体现。图 13为3种涂层的显微硬度分布。可知单层熔覆的涂层在距离涂层表面深度约1 mm~1.5 mm处(Ni50A/WC单层中下层区域),试样2/3约1 mm(第2层即Ni50A/WC层底部)与约2 mm(基体界面处区域)处均出现显微硬度峰值,峰值所处的区域、残余WC颗粒聚集区域、涂层裂纹严重区域均相吻合。该现象表明, 沉积的WC及其演变物增强了该区域的涂层硬度[4]。因此,WC的聚沉效应导致残余WC颗粒按聚沉效应在某些区域聚集,该区域析出较多的由W、Cr硬质相的碳化物组成的共晶化合物,共晶化合物与残余WC颗粒增加了涂层开裂敏感性,同时也提高了该区域涂层的硬度。
3. 结论
通过在相同的激光工艺参数下,用单层激光熔覆、Ni50A过渡层梯度熔覆,以及双层熔覆制备了相同厚度的Ni50A/WC复合涂层。分析了3种涂层的形貌与组织、裂纹产生的特点,探究了WC的组织演变与对裂纹产生机理的影响。
(1) 单层熔覆由于能量密度不够,涂层表面形貌凹凸不平,润湿性也相对较差,而梯度熔覆与双层熔覆由于单层粉末量减少,在相同激光工艺参数下获得了更多的能量,因此涂层表面较为光滑平整,润湿性较好。
(2) 单层熔覆制备的复合涂层在三者中开裂最严重,涂层裂纹的产生特点主要受残余WC颗粒的数量、分布影响。残余WC颗粒数量越多,裂纹源越多;分布集中,应力集中越严重;3种涂层残余WC颗粒的分布主要是WC的聚沉效应在不同熔覆方法的体现。双层熔覆与梯度熔覆粉末吸收更多能量,WC溶解更充分,残余WC颗粒面积比比单层熔覆分别下降了32.7%与37.9%,同时也改善了单层熔覆分布集中的缺点。
(3) 3种涂层的主要成分均为γ-Ni(Fe)固溶体,Cr、W硬质相。WC颗粒在熔覆过程的熔池中溶解后析出以碳化物WC与W2C为主的共晶化合物,这些共晶化合物硬度较高且容易与Cr相聚集起来形成硬质相沉淀,使涂层硬度显著提高,涂层最高硬度达850 HV,但也引起成分偏析,提高涂层硬脆性,增加涂层开裂敏感性。双层熔覆与梯度熔覆涂层中的共晶化合物W元素含量与Cr元素含量均有降低,其中W元素的质量分数从0.534分别下降到0.417与0.386,降低了硬质相元素集中程度,减少了涂层成分偏析。
-
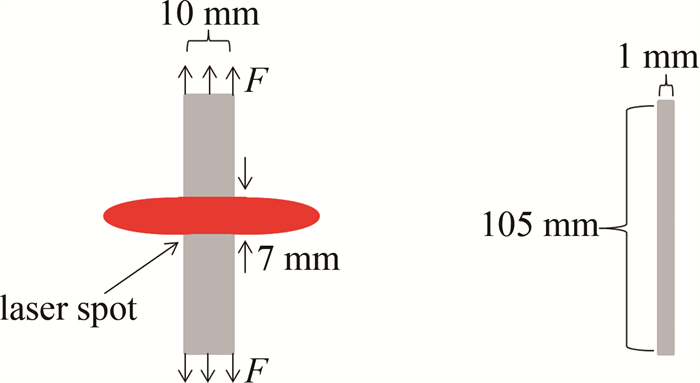
![]()
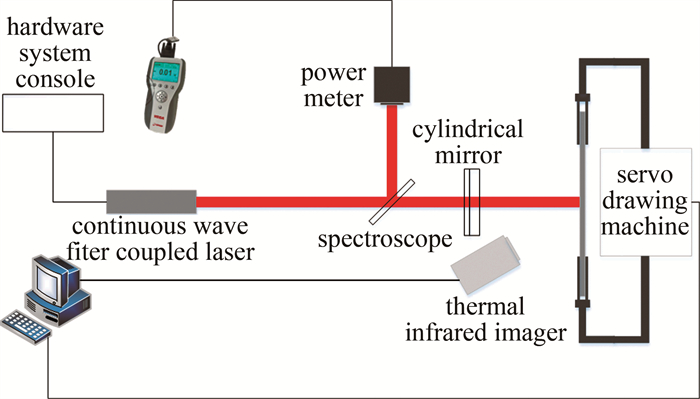
图 2 激光与外载荷联合作用示意图
Figure 2. Schematic diagram of the combined action of laser and load
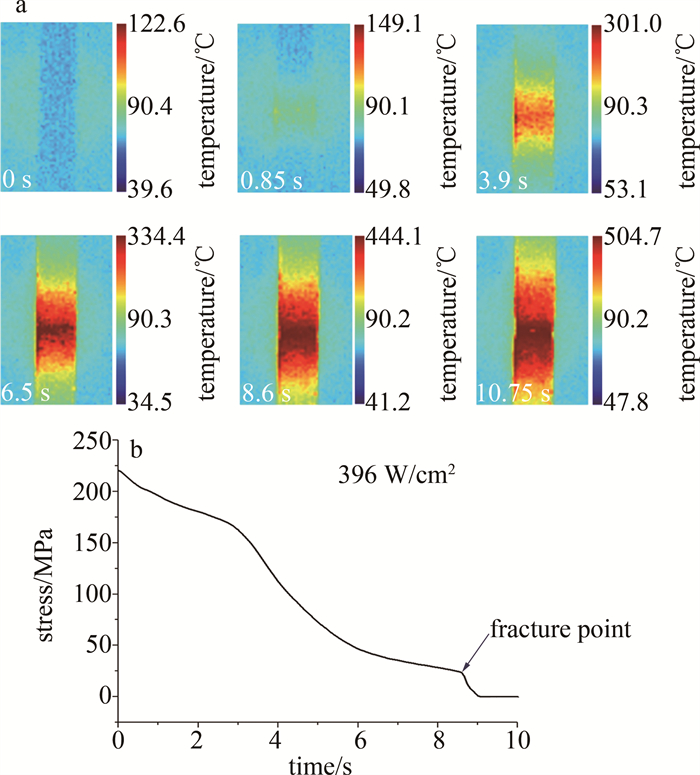
![]()
图 3 激光功率密度为396 W/cm2、预载荷为220 MPa时的失效过程示意图
a—温度场随时间的变化 b—拉应力随时间的变化
Figure 3. Schematic diagram of the fracture process when the laser power density is 396 W/cm2 and the preload is 220 MPa
a—the temperature field changes with time b—tensile stress changes with times
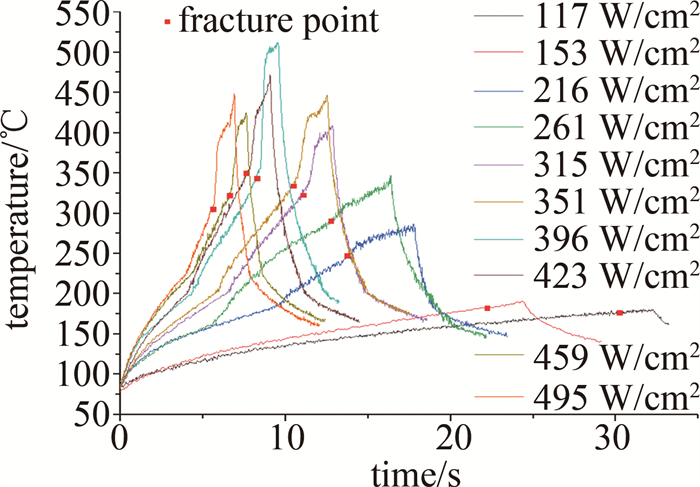
![]()
图 4 预载荷为220 MPa时不同激光功率密度下靶材断口的温升记录
Figure 4. Temperature rise record of target fracture under different laser power densities under 220 MPa preload
![]()
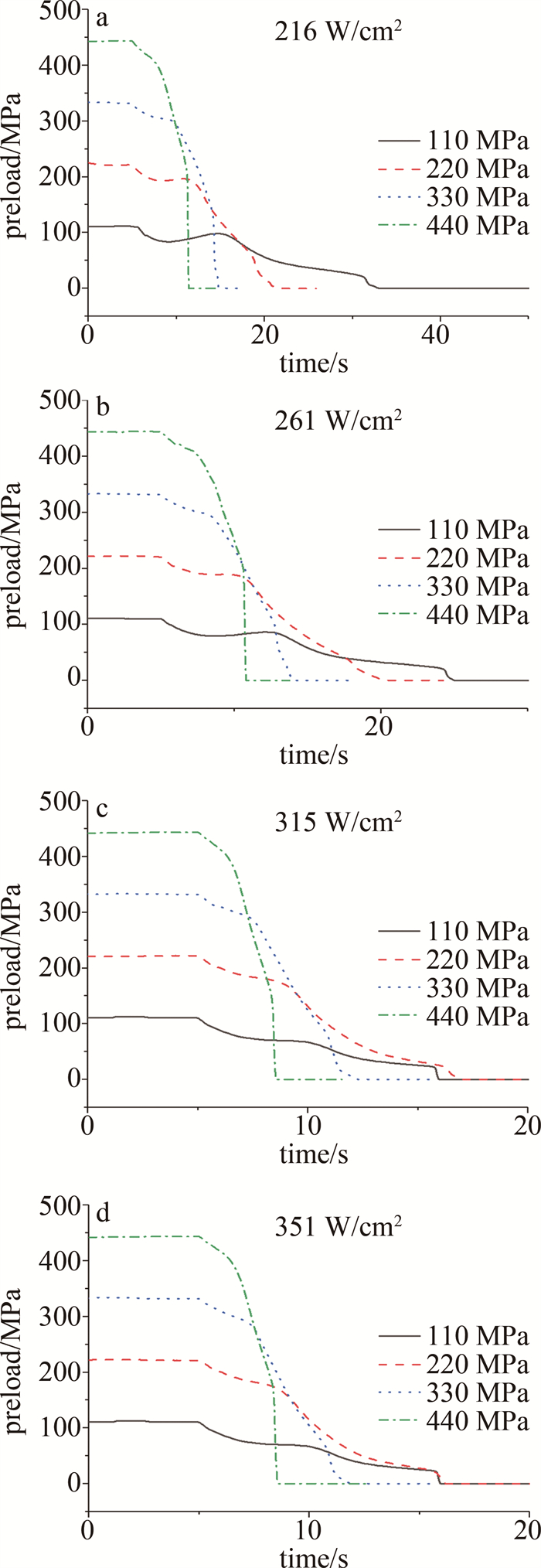
图 5 在固定的激光功率密度下,7075铝合金试样的失效行为与预载荷的关系
Figure 5. Relationship between the fracture behavior of the 7075 aluminum alloy specimen and the preload at a fixed laser power density
![]()
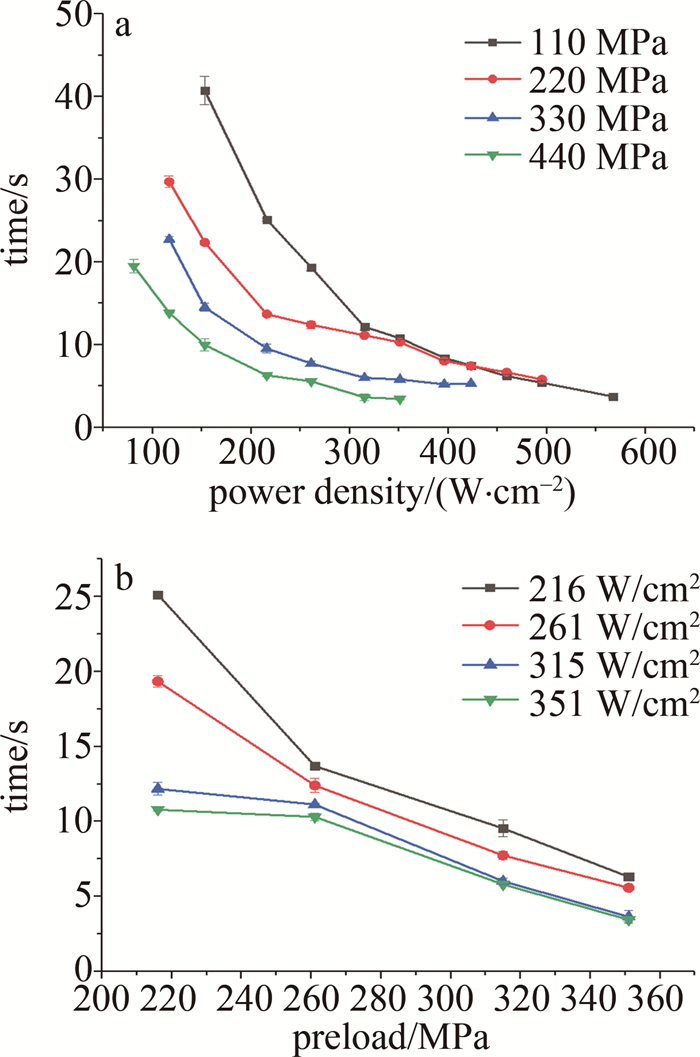
图 6 在不同激光功率密度和预载荷下7075铝合金失效时间的变化
Figure 6. Changes of 7075 aluminum alloy fracture time under various laser power densities and preloads
![]()
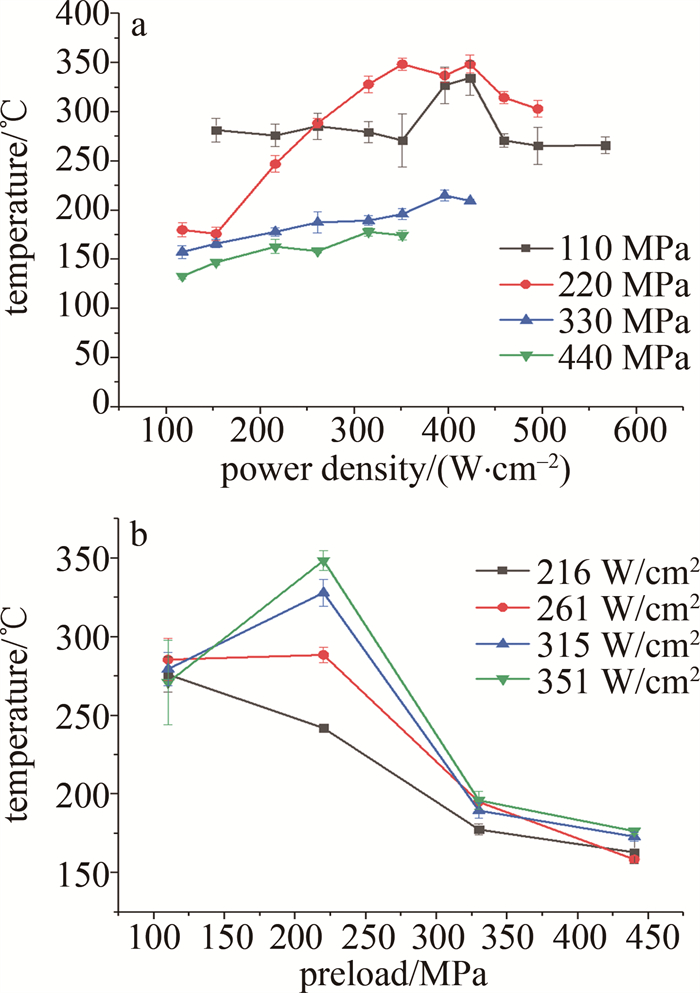
图 7 在不同激光功率密度和预载荷下7075铝合金失效温度的变化
Figure 7. Changes of 7075 aluminum alloy fracture temperature under various laser power densities and preloads
![]()
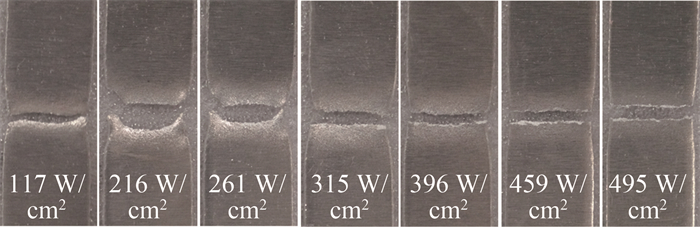
图 8 预载荷为220 MPa时不同功率密度下7075铝合金的断裂形貌
Figure 8. Fracture morphology of 7075 aluminum alloy under different power densities when the preload is 220 MPa
ultimate tensile strength at room temperature/MPa density/(g·cm-3) melting temperature/℃ thermal conductivity/(W·m-1·K-1) thermal diffusivity/(mm2·s-1) specific heat capacity/(J·kg-1·K-1) 550 2.8 475~635 130 46 910  下载: 导出CSV
下载: 导出CSV
-
[1] 林高用, 张辉, 郭武超, 等. 7075铝合金热压缩变形流变应力[J]. 中国有色金属学报, 2001, 11(3): 412-415. DOI: 10.3321/j.issn:1004-0609.2001.03.015 LIN G Y, ZHANG H, GUO W Ch, et al. Flow stress of 7075 aluminum alloy during hot compression deformation[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(3): 412-415(in Chinese). DOI: 10.3321/j.issn:1004-0609.2001.03.015
[2] 陈康华, 刘允中, 刘红卫. 7075和2024铝合金的固溶组织与力学性能[J]. 中国有色金属学报, 2000, 10(6): 819-822. DOI: 10.3321/j.issn:1004-0609.2000.06.011 CHEN K H, LIU Y Zh, LIU H W. Microstructure and mechanical properties of enhanced solution treated 7075 and 2024 aluminum alloys[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 819-822(in Chinese). DOI: 10.3321/j.issn:1004-0609.2000.06.011
[3] 丛福官, 赵刚, 田妮, 等. 7×××系超高强铝合金的强韧化研究进展及发展趋势[J]. 轻合金加工技术, 2012, 40(10): 23-33. https://www.cnki.com.cn/Article/CJFDTOTAL-QHJJ201210003.htm CONG F G, ZHAO G, TIAN N, et al Research progress and development trend of strengthening-toughening of ultra-high strength 7××× aluminum alloy[J]. Light Alloy Fabrication Technology, 2012, 40(10): 23-33 (in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-QHJJ201210003.htm
[4] 田恺惝. 高强度铝合金7075-T6温热成形极限实验研究[D]. 大连: 大连理工大学, 2017: 1-9. TIAN K Ch. Experimental research on forming limit of high strength 7075-T6 aluminum alloy under warm forming[D]. Dalian: Dalian University of Technology, 2017: 1-9(in Chinese).
[5] 陈海韬, 夏生杰, 李旭昌, 等. 受拉铝板对连续波CO2激光的热机械响应[J]. 强激光与粒子束, 1992, 4(1): 141-147. https://www.cnki.com.cn/Article/CJFDTOTAL-QJGY199201020.htm CHEN H T, XIA Sh J, LI X Ch, et al. Thermo-mechanical response of Al plates under tension to CW CO2 laser radiation[J]. High Power Laser and Particle Beams, 1992, 4(1): 141-147(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-QJGY199201020.htm
[6] 陈裕泽, 李思忠, 张光军. 连续波CO2激光作用下受拉铝板的瞬态破坏效应研究[J]. 强激光与粒子束, 1995, 7(2): 245-251. https://www.cnki.com.cn/Article/CJFDTOTAL-QJGY502.013.htm CHEN Y Z, LI S Zh, ZHANG G J. Transient fracture of the aluminum plate in tension and irradiated by CW CO2 laser beam[J]. High Power Laser and Particle Beams, 1995, 7(2): 245-251(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-QJGY502.013.htm
[7] 吴东江, 张天武, 马广义, 等. 连续激光焊接Fe-Ni合金工艺参数对焊缝形貌的影响[J]. 中国激光, 2013, 40(3): 0303003. https://www.cnki.com.cn/Article/CJFDTOTAL-JJZZ201303014.htm WU D J, ZHANG T W, MA G Y, et al. Influence of welding parameters on the morphology of Fe-Ni alloy with continuous wave YAG laser[J]. Chinese Journal of Lasers, 2013, 40(3): 0303003(in Ch-inese). https://www.cnki.com.cn/Article/CJFDTOTAL-JJZZ201303014.htm
[8] 谭宇, 陆健. 连续激光辐照三结GaAs太阳电池热应力场研究[J]. 激光技术, 2020, 44(2): 250-254. DOI: 10.7510/jgjs.issn.1001-3806.2020.02.020 TAN Y, LU J. Study on three-junction GaAs solar cell thermal stress field by continuous wave laser irradiation[J]. Laser Technology, 2020, 44(2): 250-254(in Chinese). DOI: 10.7510/jgjs.issn.1001-3806.2020.02.020
[9] 谢灿军, 童明波, 刘富, 等. 7075-T6铝合金动态力学试验及本构模型研究[J]. 振动与冲击, 2014, 33(18): 110-114. https://www.cnki.com.cn/Article/CJFDTOTAL-ZDCJ201418018.htm XIE C J, TONG M B, LIU F, et al. Dynamic tests and constitutive model for 7075-T6 aluminum alloy[J]. Journal of Vibration and Shock, 2014, 33(18): 110-114(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-ZDCJ201418018.htm
[10] 蒋招绣, 辛铭之, 王永刚. 高强铝合金的动态拉伸断裂行为实验研究[J]. 固体力学学报, 2014, 35(6): 552-558. https://www.cnki.com.cn/Article/CJFDTOTAL-GTLX201406007.htm JIANG Zh X, XING M Zh, WANG Y G. Experimental study on dynamic tensile fracture of selected aluminum alloys[J]. Chinese Journal of Solid Mechanics, 2014, 35(6): 552-558(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-GTLX201406007.htm
[11] 刘立婷. 连续激光辐照和力载荷共同作用下材料结构的失效[D]. 北京: 北京工业大学, 2012: 17-23. LIU L T. Fracture of materials or structures under continuous wave laser and mechanical load[D]. Beijing: Beijing University of Technology, 2012: 17-23(in Chinese).
[12] PANDYA K S, ROTH C C, MOHR D. Strain rate and temperature dependent fracture of aluminum alloy 7075: Experiments and neural network modeling[J]. International Journal of Plasticity, 2020, 135: 102788.
[13] JIANG Y F, WANG S L, JIANG W F, et al. Fatigue life and fracture evolution of small-hole specimens by laser shock processing[J]. Optics and Laser Technology, 2020, 131: 106423.
[14] 张伟, 肖新科, 魏刚. 7A04铝合金的本构关系和失效模型[J]. 爆炸与冲击, 2011, 31(1): 81-87. https://www.cnki.com.cn/Article/CJFDTOTAL-BZCJ201101016.htm ZHANG W, XIAO X K, WEI G. Constitutive relation and fracture model of 7A04 aluminum alloy[J]. Explosion and Shock Waves, 2011, 31(1): 81-87(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-BZCJ201101016.htm
[15] 衣海娇, 甄莹, 曹宇光, 等. 6061-T6铝合金断裂应变与应力三轴度关系研究[J]. 机械强度, 2020, 42(3): 551-558. https://www.cnki.com.cn/Article/CJFDTOTAL-JXQD202003007.htm YI H J, ZHEN Y, CAO Y G, et al. Research on the relationship between fracture strain and triaxiality of 6061-T6 aluminum alloy[J]. Journal of Mechanical Strength, 2020, 42(3): 551-558(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-JXQD202003007.htm
[16] JELANI M, LI Z W, SHEN Z H, et al. Experimental investigations on thermo mechanical behaviour of aluminium alloys subjected to tensile loading and laser irradiation[J]. Proceedings of the SPIE, 2017, 10173: 101730E.
[17] ZHOU G W, LI D Y, PENG Y H. Investigation of tensile deformation behavior of 7075-T6 at elevated temperatures[J]. Applied Mechanics and Materials, 2012, 152: 358-363.
[18] ZHANG P, LI J, CHEN M H. Effect of different temperatures on the metallographic structure and tensile property of 2024-T4 alloy in integral heating single point incremental forming[J]. Microscopy Research and Technique, 2020, 83(8): 920-927.
-
期刊类型引用(14)
1. 贾娜,余本军,张纯朴,王春昕,刘九庆. 选区激光熔化WC-12Co单道成型工艺参数优化. 激光技术. 2025(01): 113-120 .  本站查看
本站查看
2. 赵欣,徐强,黄天明,高冰,熊礼,黄延伟. 不锈钢基材表面激光熔覆钴基合金涂层组织对比研究. 铸造. 2024(07): 982-989 . 百度学术
3. 于海峰,陈翔,郭海华. 基于TRIZ理论的刀具梯度熔覆WC涂层的修复工艺改进. 金属加工(冷加工). 2024(08): 58-61 . 百度学术
4. 郭海华,陈翔,李金华,姚芳萍,王天赐. M2高速钢表面激光熔覆WC-12Co梯度涂层的制备工艺与实验研究. 制造技术与机床. 2024(09): 71-78 . 百度学术
5. 陈颖,黄海鸿,徐鸿蒙,刘志峰. 基于熔池热历史的陶瓷增强金属基复材激光定向能量沉积质量实时监测方法. 计算机集成制造系统. 2024(11): 3943-3953 . 百度学术
6. 李艳,王晨旭,江怡蔚,何静,唐冉,刘生龙,琚中毅,唐文健,冷静健,常发成,刘博鑫,刘秀清,王云龙. 65Mn钢表面激光熔覆Fe60-WC复合涂层组织及性能研究. 应用激光. 2024(10): 31-39 . 百度学术
7. 徐国辉,李喜春,董彬,于世奇,王林,徐存鑫,郑希,叶晓慧. 激光制备新型石墨烯/铜基复合电触头. 激光技术. 2023(02): 225-232 . 本站查看
8. 黄江,朱志凯,李凯玥,师文庆,吴香林,谢玉萍. 304不锈钢表面激光熔覆铁基复合涂层的组织与性能研究. 应用激光. 2023(06): 29-35 . 百度学术
9. 梁飞龙,师文庆,李凯玥,朱志凯,吴腾. Cu质量分数对激光熔覆Ni-Cu-WC涂层组织和性能的影响. 激光技术. 2023(05): 653-658 . 本站查看
10. 王杉杉,师文庆,吴腾,程才,朱志凯,陈熙淼,谢林圯,何宽芳. WC质量分数对激光熔覆Ni基涂层组织和性能的影响. 激光技术. 2023(04): 463-468 . 本站查看
11. 朱志凯,李凯玥,黄江,师文庆,谢玉萍,何敏仪,刘文娟,王杉杉. WC强化Fe60激光熔覆层研究. 应用激光. 2023(08): 10-17 . 百度学术
12. 杨倩倩,刘源,叶晓慧,强豪,邵星海,曹磊. 激光制备新型石墨烯/银基触头及其性能研究. 激光技术. 2023(06): 766-771 . 本站查看
13. 贺敏波,任伟艳,杨雨川,邬志华,胡月宏. 掺杂相对ZrB_2陶瓷涂层抗激光烧蚀性能的影响. 应用光学. 2023(06): 1177-1184 . 百度学术
14. 张理,毕贵军,曹立超,常云龙. 激光熔覆60%WC-Ni涂层参数及性能研究. 自动化与信息工程. 2022(02): 1-7+22 . 百度学术
其他类型引用(8)




计量
- 文章访问数: 16
- HTML全文浏览量: 6
- PDF下载量: 27
- 被引次数: 22