
Effect of defocuson performance of butt joints of pure titanium sheet
-
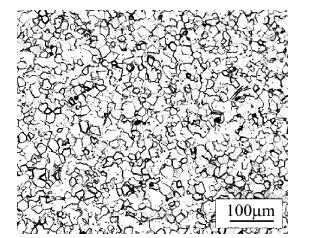
摘要: 为了研究纯钛薄板激光对焊接头性能,采用光纤激光器及其配备的机器人组成的焊接系统对其进行了焊接试验,通过测试接头拉伸性能、扩孔率及杯突值,综合评价离焦量对接头性能的影响,并揭示了接头显微组织构成。结果表明,接头拉伸及成形性能均低于母材,离焦量对拉伸性能无直接影响,在一定范围内,接头成形性能随离焦量升高呈现上升趋势,当离焦量为+20mm时,接头拉伸性能及成形性能最佳;焊缝区显微组织为粗大α晶粒+锯齿状α晶粒+少量针状α晶粒,针状α晶粒的存在有利于提高接头的成形性能,热影响区显微组织构成为不规则的粗大α晶粒+锯齿状α晶粒,热影响区晶粒尺寸低于焊缝区晶粒尺寸。该研究对纯钛激光焊接具有一定的理论指导意义。Abstract: In order to study the properties of laser butt welding joint of pure titanium sheet, a welding system consisting of fiber laser and robot was used to carry out the welding test. Effect of defocus on the properties of the joint was evaluated comprehensively by testing the tensile properties, porosity and cupping value of the joint. The microstructure of the joint was revealed. The results show that the tensile and forming properties of the joints are lower than those of the base metal. The defocus has no direct effect on the tensile properties. To a certain extent, the formability of the joint increases with the increase of defocus. When the defocus is +20mm, the joint has the best tensile and forming properties. The microstructures in the weld zone are coarse α grains + serrated α grains + a small amount of acicular α grains. The existence of acicular α grains is beneficial to improve the formability of the joints. The microstructure of heat affecting zone (HAZ) is composed of irregular coarse α grains + serrated α grains. The grain size of HAZ is lower than that of weld zone. This research has certain theoretical guiding significance for laser welding of pure titanium.
-
Keywords:
- laser technique /
- laser welding /
- defocus /
- property /
- microstructure
-
-
Table 1 Chemical composition (mass fraction) of commercial pure tita-nium TA2 and tensile properties
C N O H Fe Al Ti 0.008 0.005 0.041 0.0006 0.029 0.015 balance Rp0.2/MPa Rm/MPa A/% 247 360 36.5  下载: 导出CSV
下载: 导出CSV
Table 2 Tensile properties of weld joints
joints defocusing distance/mm Rp0.2/MPa Rm/MPa A/% a +10 260 347 29.0 b +15 253 336 24.5 c +20 264 348 29.0 d +30 260 343 5.5
下载: 导出CSV
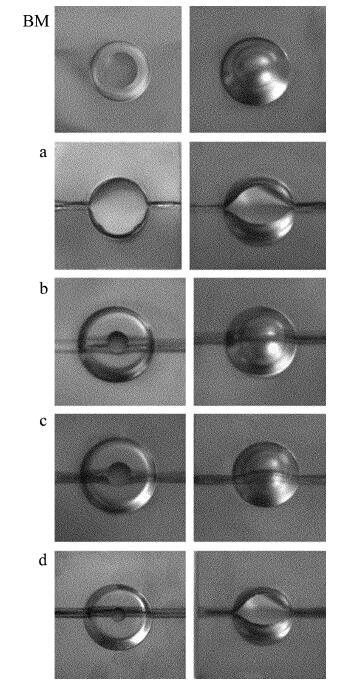
Table 3 Forming properties of weld joints
specimen hole expanding rate λ/% Erichsen cupping value /mm BM 192.0 9.44 a — — b 48.75 8.86 c 62.59 10.37 d 14.31 —
下载: 导出CSV
-
[1] SHI J, WEN B B, YU Z T, et al. Influencing factors of titanium and titanium alloys shell's stamp forming and its application status[J]. Titanium Industry Progress, 2016, 33(5):1-5(in Chinese).
[2] XING Q L, PENG P, ZHANG Ch J, et al. Influencing factors and technology advances of titanium alloy plate in deep drawing[J]. Titanium Industry Progress, 2015, 32(4):1-7(in Chinese).
[3] YANG J D, ZHOU Y F, YANG T, et al. Nanocrystallization of Ti-6Al-4V alloy by multiple laser shock processing[J]. Laser Technology, 2017, 41(5):754-758(in Chinese).
[4] FU M J, ZHANG T, HAN X Q, et al. Superplastic deformation be-havior of TNW700 titanium alloy sheet[J]. Chinese Journal of Rare Metals, 2016, 40(1):1-7(in Chinese).
[5] XU G D, WANG G Sh. The development of titanium metal and titanium industry[J]. Chinese Journal of Rare Metals, 2009, 33(6):903-912(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/jsks201806012
[6] XIAO L, SONG W, CHENG W, et al. Mechanical properties of open-cell rhombic dodecahedron titanium alloy lattice structure manufactured using electron beam melting under dynamic loading[J]. International Journal of Impact Engineering, 2017, 100:75-89. DOI: 10.1016/j.ijimpeng.2016.10.006
[7] JIA X, LU F Sh, HAO B. Report on china titanium industry progress in 2016[J]. Titanium Industry Progress, 2017, 34(2):1-7(in Ch-inese).
[8] JIA X, LU F Sh, HAO B. Report on China Titanium industry progress in 2017[J]. Iron Steel Vanadium Titanium, 2018, 39(2):1-7(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/tgyjz201802001
[9] JIANG J H, DING Y, SHAN A D. Microstructure and mechanical properties of commercial purity Ti rolled at room temperature[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(s1):58-61(in Ch-inese).
[10] CUI C J, PENG Q, ZHANG M J, et al. Characterization of cathodic polarization of industrial pure titanium in sea water by ac impedance technique[J]. Corrosion Science and Protection Technology, 2003, 15(6):327-330(in Chinese).
[11] ZHANG Y, SUN D Q, GU X Y, et al. A hybrid joint based on two kinds of bonding mechanisms for titanium alloy and stainless steel by pulsed laser welding[J]. Materials Letters, 2016, 185:152-155. DOI: 10.1016/j.matlet.2016.08.138
[12] PANWISAWAS C, PERUMAL B, WARD R M, et al. Keyhole formation and thermal fluid flow-induced porosity during laser fusion welding in titanium alloys:Experimental and modelling[J]. Acta Materialia, 2017, 126:251-263. DOI: 10.1016/j.actamat.2016.12.062
[13] LIU L M, SHI J P, WANG H Y. Research on the low power laser induced arc hybrid welding of titanium alloy thin sheet[J]. Journal of Mechanical Engineering, 2016, 52(18):38-43(in Chinese).
[14] PENG H S, CHEN B H, TANG J L, et al. Effect of laser welding technology on mechanical properties of K418 and 0Cr18Ni9 weld joints[J]. Laser Technology, 2018, 42(2):229-233(in Chinese).
[15] LI Zh, SHI Y, LIU J, et al. Effect of laser welding parameters on microstructure and mechanical properties of commercial pure titanium[J]. Applied Laser, 2016, 36(1):53-57(in Chinese).
[16] XU W F, ZHANG Z L. Microstructure and mechanical properties of laser beam welded TC4/TA15 dissimilar joints[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(12):3135-3146. DOI: 10.1016/S1003-6326(16)64445-X
[17] LI Y, XU G X. Metallographic sample preparation and microstructure analysis of TC4 titanium alloy laser welding joints[J]. Hot Working Technology, 2016(13):187-189(in Chinese).
[18] HUANG Sh Sh, QIU Zh W. Research on mechanical properties and microstructure of laser welding joint of automotive TC15 titanium a-lloy[J]. Rare Metals and Cemented Carbides, 2017(5):46-49(in Chinese).
[19] LI B, YUAN F B, LI F N, et al. Feature analysis of coaxial monitoring of welding pool and keyhole during laser deep penetration welding[J]. Laser Technology, 2017, 41(2):255-259(in Chinese).
[20] YANG Ch Ch, XU Y L, TONG Sh, et al. Process research fiber laser welding of TC4 titanium alloy[J]. Applied Laser, 2016, 36(5):543-546(in Chinese).

计量
- 文章访问数: 7
- HTML全文浏览量: 0
- PDF下载量: 2