
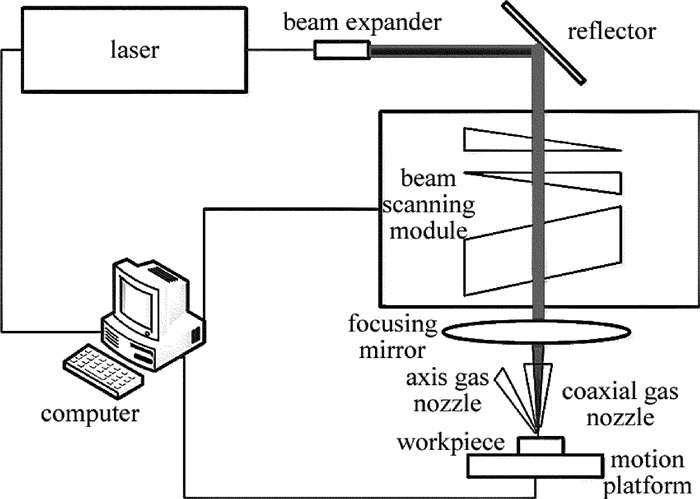
Simulation and experimental research of auxiliary gas blowing in ultrafast laser hole drilling
-
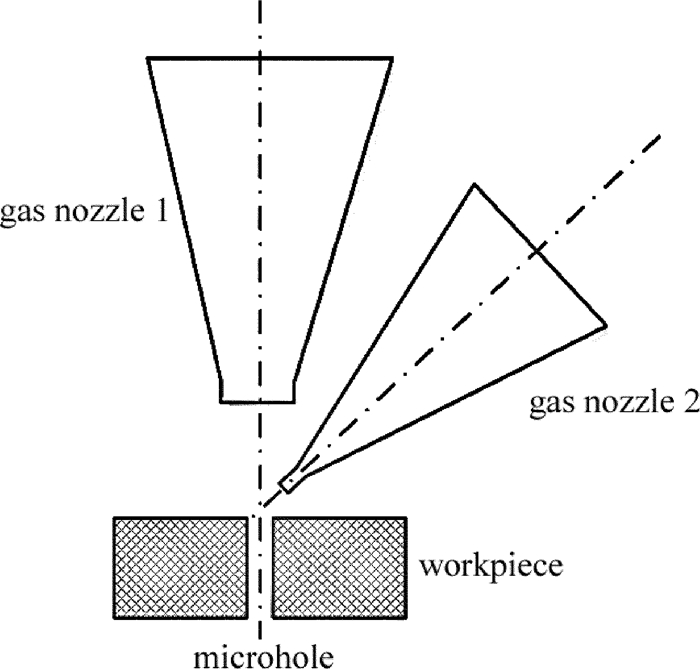
摘要: 同轴吹气结构辅助吹气对飞秒激光深孔加工效率有着重要影响,但在加工过程中存在排渣效果较差等情况。为了提升排渣能力,采用ANSYS CFD软件分别仿真了同轴吹气、旁轴吹气以及双路吹气的流场分布,并设计双路辅助吹气实验平台,进行了理论分析和实验验证,取得了微孔内部及周围的动态流场和流速矢量分布,以及同轴、旁轴和双路吹气结构辅助下微孔加工后孔口形貌。结果表明,双路辅助吹气不但可以提升加工效率,同时也有助于工件表面洁净度的提升,对飞秒激光高效深孔加工的实现有着重要意义。Abstract: Coaxial auxiliary gas blowing structure has important effect on the efficiency of deep hole machining by femtosecond laser, but there is poor effect of slag removal in the process. In order to improve the capacity of slag removal, ANSYS CFD software was used to simulate the distribution of flow field with coaxial gas blowing, paraxial gas blowing and double-channel gas blowing. Experimental platform of double-channel auxiliary gas blowing was designed. After theoretical analysis and experimental verification, the distribution of dynamic flow field and velocity vector of micropore inner and around the micropores were obtained. The hole morphologies were obtained after micropore treatment assisted by coaxial, paraxial and double-channel gas blowing structures. The results show that double-channel auxiliary gas blowing can not only improve processing efficiency but also help to clean the workpiece surface. It is of great significance to the realization of high efficiency deep hole processing by femtosecond laser.
-
Keywords:
- optical fabrication /
- machining efficiency /
- auxiliary blowing /
- flow field analysis
-
-
![]()
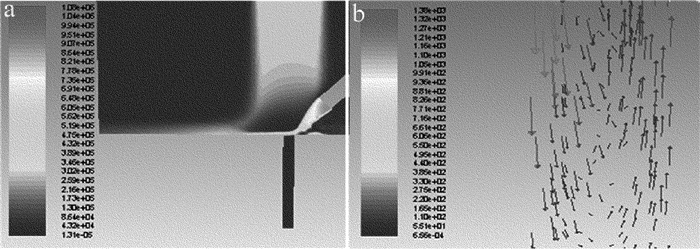
Figure 4. Contour map of flow field dynamic pressure of coaxial and paraxial gas blowing
a—p1=0.4MPa, p2=0MPa b—p1=0MPa, p2=0.4MPa
![]()
Figure 5. Vector graph of pressure velocity in micro-hole of coaxial and paraxial gas blowing
a—p1=0.4MPa, p2=0MPa b—p1=0MPa, p2=0.4MPa
![]()
Figure 6. Vector diagram of dynamic pressure and velocity of flow field when p1=0.4MPa and p2=1MPa
a—pressure b—velocity
![]()
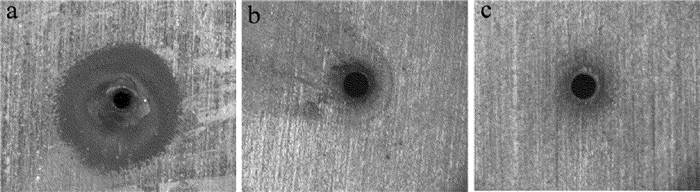
Figure 8. Hole morphology at different air blowing modes
a—coaxial blowing b—paraxial blowing c—double air blowing
Table 1 Processing time under different blowing modes
p1/MPa p2/MPa t/s 0.4 0 105 0 0.4 78 0.4 1 69  下载: 导出CSV
下载: 导出CSV
-
[1] HE F, CHENG Y. Femtosecond laser micromachining:frontier in laser precision micromachining[J]. Chinese Journal of Lasers, 2007, 34(5):595-622(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/gxjmgc201712012
[2] ZHANG X Zh, XIA F, XU J J. The mechanisms and research progress of laser fabrication technologies beyond diffraction limit[J]. Acta Physica Sinica, 2017, 66(14):144207(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/wlxb201714007
[3] CHICHKOV B N, MOMMA C, NOLTE S, et al. Femtosecond, picosecond and nanosecond laser ablation of solids[J]. Applied Physics, 1996, A63(2):109-115. DOI: 10.1007/BF01567637
[4] DAUSINGER F. Femtosecond technology for precision manufacturing:fundamental and technical aspects[J]. Riken Review, 2003, 4830(50):77-82. http://proceedings.spiedigitallibrary.org/proceeding.aspx?articleid=871508
[5] CHENG C, XU X. Mechanisms of decomposition of metal during femtosecond laser ablation[J]. Physical Review, 2005, B72(16):165415. http://scitation.aip.org/getabs/servlet/GetabsServlet?prog=normal&id=VIRT05000004000011000114000001&idtype=cvips&gifs=Yes
[6] XIA B, JIANG L, WANG S M, et al. Femtosecond laser drilling of micro-holes[J]. Chinese Journal of Lasers, 2013, 40(2):0201001(in Chinese). DOI: 10.3788/CJL
[7] ZHANG J, CAI Y. Influence of side-blow assist gas nozzle position on plasma dimensions characteristic[J]. Hot Working Technology, 2012, 41(3):104-107(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTotal-SJGY201203036.htm
[8] WANG Zh Y, CHEN K, ZUO T Ch, et al. Study on the influence of assisted gas on laser drilling[J]. Laser Journal, 2000, 21(6):44-46(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTotal-JGZZ200006023.htm
[9] KHAN A H, O'NEILL W, TUNNA L, et al. Numerical analysis of gas-dynamic instabilities during the laser drilling process[J]. Optics and Lasers in Engineering, 2006, 44(7):826-841. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=3ce92c038bc65720dbd25f785aeda27b
[10] HU J, GUO Sh G, LUO L, et al. Dynamic characteristic analysis of impinging jet in laser drilling[J]. Chinese Journal of Lasers, 2008, 35(8):1250-1254(in Chinese). DOI: 10.3788/JCL
[11] YANG Y D, LIU J, SHI Y, et al. Influence of nozzle shape on the quality of aluminum joints product by laser-arc hybrid welding[J], Laser Technology, 2018, 42(2):222-228(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201802016
[12] ZHENG L, ZHANG Q P. Study on fiber laser cutting parameters of stainless steel sheet based on ANSYS software[J]. Journal of University of Ji'nan (Science and Technology Edition), 2018, 32(1):7-12(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=sdjcxy201801002
[13] MI Ch L. The study on the laser cutting special steel sheet controlled by rotating gas flow[D]. Shanghai: Shanghai Maritime University, 2007: 26-57(in Chinese).
[14] YAKHOT V, ORSZAG S A. Renormalization group analysis of turbulence[J]. Journal of Scientific Computing, 1986, 1(1):3-5. http://d.old.wanfangdata.com.cn/OAPaper/oai_doaj-articles_338b547df57546a86021c676015ff03f
[15] MAI Ch Ch, LIN J. Flow structures around an inclined substrate subjected to a supersonic impinging jet in laser cutting[J]. Optics & Laser Technology, 2002, 34(6):479-486. http://www.sciencedirect.com/science/article/pii/S0030399202000464
-
期刊类型引用(3)
1. 崔子健,张庆才,谭晓茗,张靖周. 带同轴引气激光制孔中的气动特性分析. 南京航空航天大学学报. 2024(04): 658-667 .  百度学术
百度学术
2. 王海龙,李铁,王宏建. AlN陶瓷的飞秒激光螺旋制孔研究. 机械工程与自动化. 2021(06): 120-121+123 . 百度学术
3. 王桂霞,崔智勇. 基于激光雷达的机器人精准制孔控制系统设计. 激光杂志. 2019(10): 103-106 . 百度学术
其他类型引用(7)
计量
- 文章访问数: 3
- HTML全文浏览量: 1
- PDF下载量: 15
- 被引次数: 10