
Analysis of microstructure properties of welded joint of high nitrogen steel by hybrid welding
-
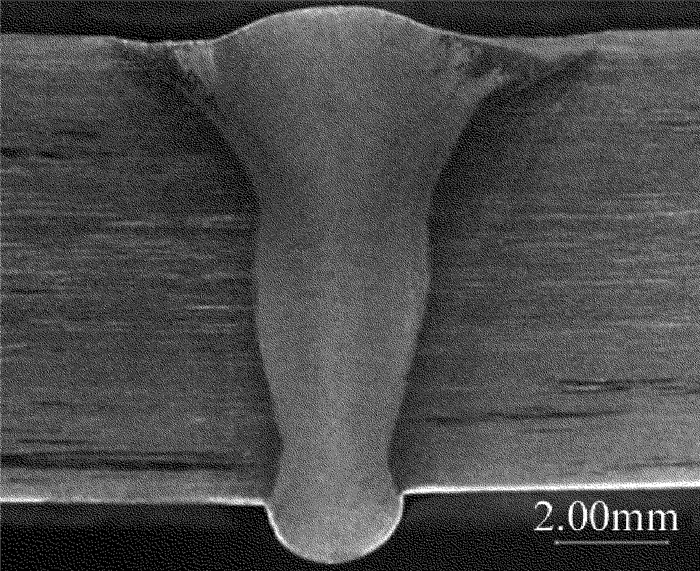
摘要: 为了研究在不同热输入下高氮钢焊接接头各区微观组织和硬度分布,采用了Nd:YAG-MAG电弧复合焊接方法焊接高氮奥氏体不锈钢,进行了理论分析和试验验证,取得了不同热输入下焊接接头各区形貌、微观组织和显微硬度数据。结果表明,高氮钢复合焊接接头截面形貌呈"高脚杯"状,上部为电弧作用区,下部为激光作用区;焊缝组织由奥氏体和少量铁素体组成,随着热输入的增加,铁素体含量增多,铁素体树枝晶主干增长、增粗,有二次支晶分布在树枝晶主干两侧;焊接接头硬度分布不均匀,母材硬度最高,其值在330HV~370HV之间,焊缝区硬度在260HV~300HV之间;随着热输入的增加,焊接接头硬度降低;焊接接头没有出现软化区。这一结果对高氮钢复合焊接在不同热输入参量下获得良好焊缝提供了理论基础。Abstract: In order to study microstructure and microhardness distributions of welded joint of high nitrogen steel at different heat inputs, high nitrogen austenitic stainless steel was welded by Nd:YAG-MAG hybrid welding technology. After theoretical analysis and experimental verification, microstructures and microhardness data of the welded joint were obtained under different heat inputs. The results show that, hybrid welding joint of high nitrogen steel cross-sectional is "goblet" shape. The upper is arc action area, and the lower is laser action area. The microstructure consists of austenite and a small amount of ferrite. With the increasing of heat input, the ferrite fraction increases, the ferrite branch crystal trunk grows longer and thicker, and the secondary dendrites is distributed on both sides of the branch crystal trunk. The microhardness distribution of welded joint is not uniform. The hardness of base metal zone is the highest and the value is between 330HV~370HV. The hardness of welding is the lowest, and the value is between 260HV~300HV. The hardness of welded joint decreases with the increasing of heat input. There is no soft zone in welded joint. The study provides a theoretical basis for the welding of high nitrogen steel under the certain heat input parameters.
-
Keywords:
- laser technique /
- laser-arc hybrid welding /
- high nitrogen steel /
- hardness /
- microstructure
-
-
![]()
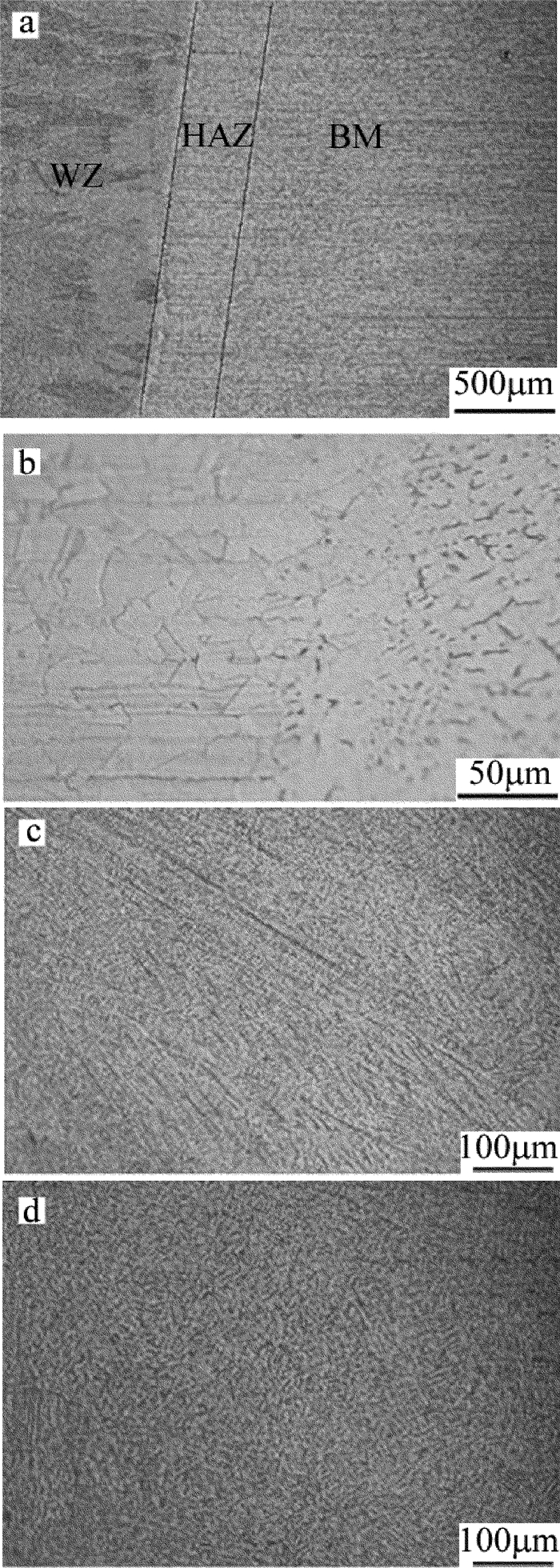
Figure 4. Microstructure morphology of hybrid welding joint of high nitrogen steel
a—microstructure of welding zone, heat affected zone and base metal zone b—microstructure at the fusion line c—microstructure near the fusion line d—microstructure at welding center
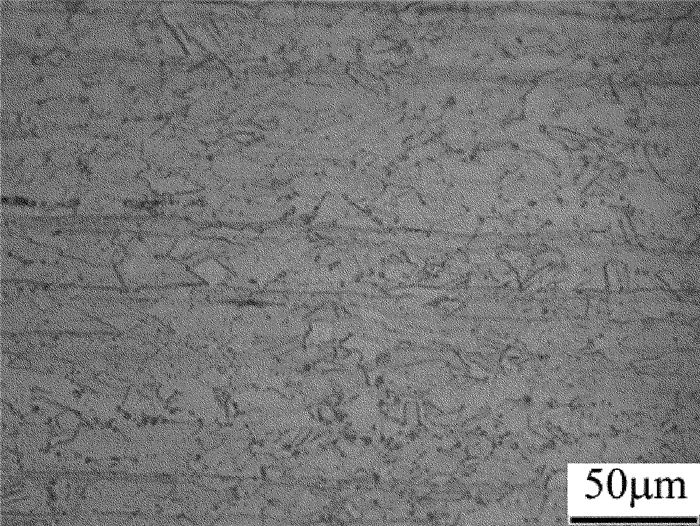
![]()
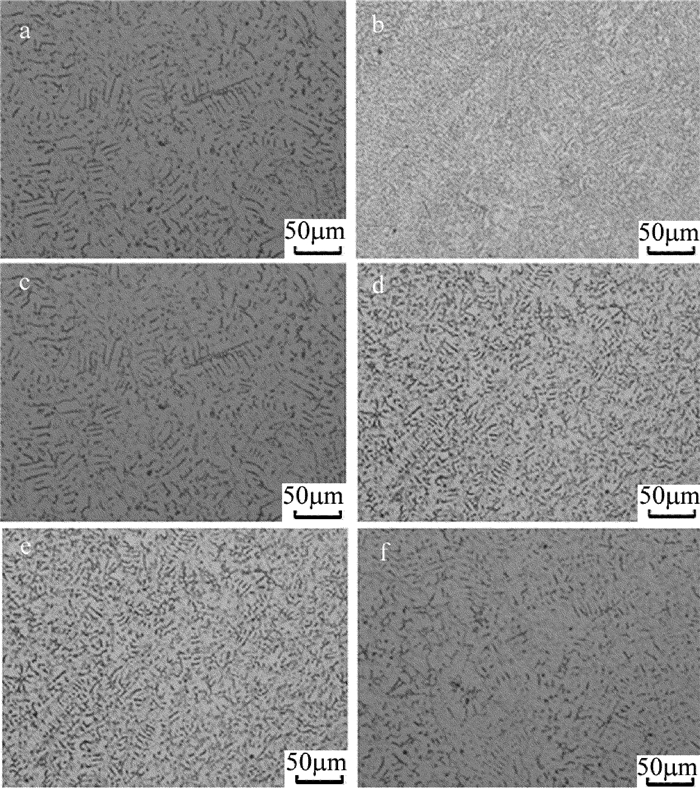
Figure 5. Microstructure of welding at different heat input parameters
a—B1(P=2kW) b—B5(P=2.8kW) c—C1(I=230A, U=25V)d—C5(I=270A, U=25V) e—D1(v=0.6m/s) f—D5(v=1.0m/s)
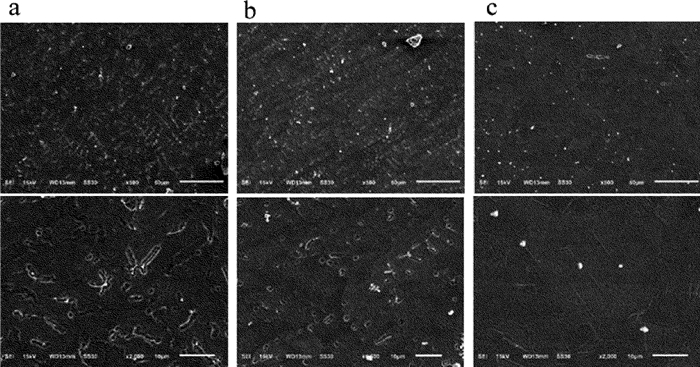
![]()
Figure 6. SEM microstructure of hybrid welding joint of high nitrogen steel (P=2.4kW, I=270A, U=25V, v=0.8m/min)
a—welding zone b—heat affected zone c—base metal zone
![]()
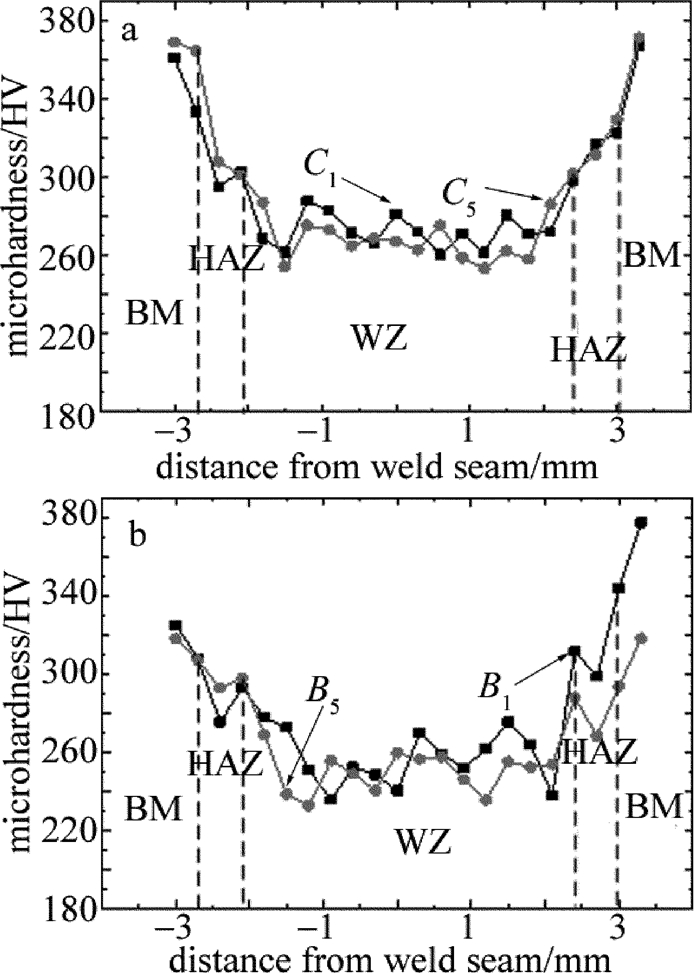
Figure 7. Microhardness distribution of the welded joint
a—under different laser powers b—under different welding currents
Table 1 Main chemical composition of high nitrogen steel
element C Si Mn Cr Ni N Fe mass fraction 0.00148 0.0049 0.16 0.2207 0.0047 0.0056 balance  下载: 导出CSV
下载: 导出CSV
Table 2 Main welding parameters
number laser power/kW number arc parameter/(A/V) number welding speed/(m·min-1) B1 2 C1 230/25 D1 0.6 B2 2.2 C2 240/25 D2 0.7 B3 2.4 C3 250/25 D3 0.8 B4 2.6 C4 260/25 D4 0.9 B5 2.8 C5 270/25 D5 1.0
下载: 导出CSV
-
[1] SPEIDEL M O. Nitrogen containing austenitic stainless steels[J].Material Wissenschaft and Werkstofftechnik, 2006, 37(10):875-880. DOI: 10.1002/(ISSN)1521-4052
[2] FENG Sh, ZHANG Sh G. High nitrogen steel[J]. Materials For Mechanical Engineering, 1993, 17(6):31-33(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/zgysjsxb-e2012z2045
[3] SIMMONS J W. Overview:high-nitrogen alloying of stainless steels[J].Materials Science & Engineering, 1996, A207(2):159-169. http://d.old.wanfangdata.com.cn/Periodical/cdtyxyxb201704005
[4] HARZENMOSER M. Welding of high nitrogen steel[J]. Materials and Manufacturing Processes, 2004, 19(1):75-86. DOI: 10.1081/AMP-120027503
[5] XIONG Y J, ZHU J, PENG Y, et al. Microstructure and mechanical properties of EBW welded joint of high nitrogen steel[J]. Machine Building & Automation, 2017, 12(1):12-14(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jxzzyzdh201701003
[6] YANG W L, CHEN D G, WANG Y Q, et al. Microstructure and mechanical properties of MIG welded joint of mid-thickness high nitrogen steel[J]. Ordnance Material Science and Engineering, 2013, 36(5):100-102(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=bqclkxygc201305038
[7] LI D J, LU Sh P, LI D Zh, et al. Investigation of the microstructure and impact properties of the high nitrogen stainless steel weld[J]. Acta Metallurgica Sinica, 2013, 49(2):129-136(in Chinese). DOI: 10.3724/SP.J.1037.2012.00514
[8] LI H B, JIANG Z H, FENG H, et al. Microstructure, mechanical and corrosion properties of friction stir welded high nitrogen nickel-free austenitic stainless steel[J]. Materials & Design, 2015, 84(4):291-299. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=7076af1c74c09e01c5057ee46a685aa4
[9] GAO M, ZENG X Y, YAN J, et al. Heat sources interaction of laser-arc hybrid welding[J]. Laser Technology, 2007, 31(5):465-468(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTOTAL-JGJS200705005.htm
[10] ZHANG W Y. Welding metallurgy[M]. Beijing:China Machine Press, 2007:116-127(in Chinese).
[11] ZHU Zh X, YAO K F. Engineering materials[J]. 5th ed. Beijng:Tsinghua University Press, 2011:57-58(in Chinese).
[12] LIU Q B, BAI L F. Microstructure and properties of ultra-high strength steel 30CrMnSiNi2A by laser welding[J]. Chinese Journal of Lasers, 2009, 36(8):2182-2186(in Chinese). DOI: 10.3788/JCL
[13] ZHAO P, XIE F Zh, SUN Zh G. Materials science foundation course. Harbin:Harbin Institute of Technology Press, 2002:46-47(in Chinese).
[14] XU Y N. Fundamentals of materials science[M]. Beijing:Higher Education Press, 2006:571-572(in Chinese).
-
期刊类型引用(2)
1. 黄雅馨,孙明辉,乔雷,马青军,韦晨,武鹏博,孙徕博. 节镍型中/高氮奥氏体不锈钢焊接研究进展. 金属加工(热加工). 2022(12): 17-23 .  百度学术
百度学术
2. 马波,高向东,张南峰,张艳喜,游德勇. 多层单道电弧增材表面3-D重构方法研究. 激光技术. 2020(03): 321-325 . 本站查看
其他类型引用(1)
计量
- 文章访问数: 4
- HTML全文浏览量: 0
- PDF下载量: 5
- 被引次数: 3