
Taguchi experimental investigation on process energy efficiency of laser direct metal deposition
-
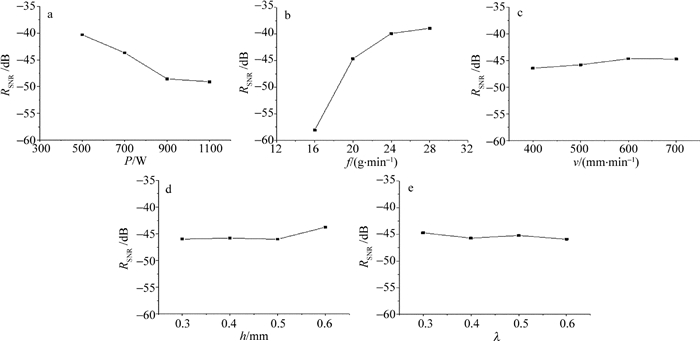
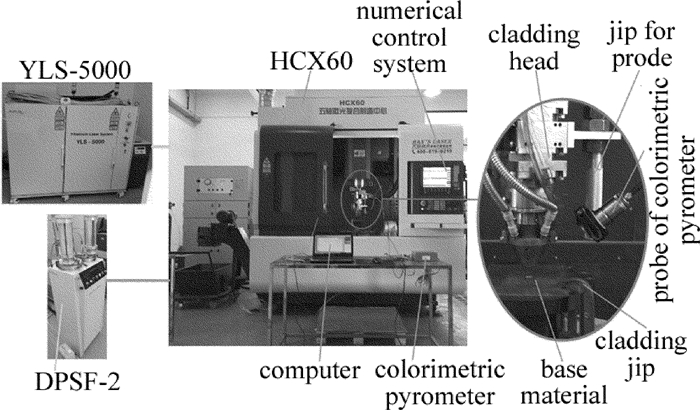
摘要: 为了研究金属激光直接沉积工艺过程中工艺参量对工艺能效的影响,采用自主研发的HCX60五轴激光复合制造机床开展工艺能效田口试验,并对其结果进行了信噪比分析、极差分析以及方差分析,得到激光功率、送粉量、扫描速率、提升量以及搭接率对工艺能效的影响主次关系,提出了工艺因素优化组合。结果表明,送粉量对工艺能效的影响最为显著,最佳参量组合为激光功率P=500W,送粉量f=28g/min,扫描速率v=600mm/min,提升量h=0.6mm和搭接率λ=30%。这为研究增材制造工艺参量对工艺能效的作用及影响规律提供了理论借鉴和实验基础。Abstract: In order to study influence of direct metal laser deposition process parameters on the process efficiency, a self-developed HCX60 five-axis laser composite manufacturing center was adopted to carry out Taguchi experiment for process efficiency. Signal-to-noise ratio analysis, range analysis and variance analysis were used to analyze the results. The influence of laser power, powder feed rate, scanning rate, lifting capacity and overlap ratio on process energy efficiency was discussed and the optimum combination of technological factors was put forward. The results show that, powder feeding rate is the most significant parameter for the process of energy efficiency. The best combination of parameters is laser power P of 500W, powder feeding rate f of 28g/min, scanning speed v of 600mm/min, lifting capacity h of 0.6mm and overlap rate λ of 30%. The research provides theoretical and experimental grounds for further studying the effect of process parameters on process energy efficiency and its influence rule.
-
-
Table 1 Chemical components of 316L stainless steel
chemical element C Ni Cr Mo Mn Si P S Fe mass fraction 0.00021 0.12 0.18 0.026 0.015 0.0058 0.00027 0.00011 balance  下载: 导出CSV
下载: 导出CSV
Table 2 Orthogonal experimental design of process parameters
level of factor P/W f/(g·min-1) v/(mm·min-1) h/mm λ/% 1 500 16 400 0.3 30 2 700 20 500 0.4 40 3 900 24 600 0.5 50 4 1100 28 700 0.6 60
下载: 导出CSV
Table 3 Process efficiency of laser direct metal deposition
test number Eef/(J·mm-3) 1 499.5 2 108.3 3 53.2 4 40.1 5 782.9 6 128.2 7 83.1 8 64.7 9 1217.5 10 224.5 11 178.3 12 139.3 13 1163.6 14 273.1 15 121.5 16 170.1
下载: 导出CSV
Table 4 Orthogonal test table and experimental result
test
numberfactor measuring result laser power
P/Wfeed rate
f/(g·min-1)scan speed
v/(mm·min-1)uplift
h/mmoverlapping ratio
λ/%light time of single layer
t/sworkpiece volume
V/mm31 500 16 400 0.3 30 37.025 630 2 500 20 500 0.4 40 34.968 2744 3 500 24 600 0.5 50 33.805 5404 4 500 28 700 0.6 60 36.493 7741 5 700 16 500 0.5 60 50.006 990 6 700 20 400 0.6 50 49.400 5971 7 700 24 700 0.3 40 25.250 4707 8 700 28 600 0.4 30 25.306 6067 9 900 16 600 0.6 40 39.500 730 10 900 20 700 0.5 30 21.944 2199 11 900 24 400 0.4 60 61.944 7818 12 900 28 500 0.3 50 39.944 6451 13 1100 16 700 0.4 50 29.306 743 14 1100 20 600 0.3 60 49.250 5319 15 1100 24 500 0.6 30 30.006 7284 16 1100 28 400 0.5 40 43.444 7535
下载: 导出CSV
Table 5 Orthogonal polar difference analysis and variance analysis
content laser power
P/Wfeed rate
f/(g·min-1)scan speed
v/(mm·min-1)uplift
h/mmoverlapping ratio
λ/%k1 175.1 838.5 243.9 248.6 227.4 k2 264.6 183.6 287.9 378.7 317.7 k3 362.9 109.0 325.1 307.6 371.0 k4 432.0 103.6 377.8 299.8 318.5 K 256.9 734.9 133.9 130.1 173.6 priorities f>P>λ>v>h devsq 151657.327 1512966.772 38679.667 34353.722 42673.852 degrees of freedom 3 3 3 3 3 F 0.426 4.249 0.109 0.096 0.120 threshold of F 3.290 3.290 3.290 3.290 3.290
下载: 导出CSV
-
[1] HERRING H. Energy efficiency-a critical view[J]. Energy, 2006, 31(1):10-20. DOI: 10.1016/j.energy.2004.04.055
[2] APOSTOLOS F, ALEXIOS P, GEORGIOS P, et al. Energy efficiency of manufacturing processes:a critical review[J]. Procedia Cirp, 2013, 7(5):628-633. http://d.old.wanfangdata.com.cn/Periodical/pre_d46de0d1-6939-4f53-b358-359027467fa6
[3] LONG R Sh, LIU W J, SHANG X F. Numerical simulation of temperature field on laser metal deposition shaping[J]. Laser Technology, 2007, 31(4):394-396(in Chinese). http://www.en.cnki.com.cn/Article_en/CJFDTOTAL-JGJS200704017.htm
[4] MENG W D, SHI Sh H, FU G Y, et al. Experimental study about vertical surface accumulation with coaxial inside-beam power feeding[J]. Laser Technology, 2015, 39(5):594-597(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201505003
[5] DAHMEN M, GüDüKKURT O, KAIERLE S. The ecological footprint of laser beam welding[J]. Physics Procedia, 2010, 5:19-28. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=Open J-Gate000004006207
[6] FYSIKOPOULOS A, PASTRAS G, ALEXOPOULOS T, et al. On a generalized approach to manufacturing energy efficiency[J]. The International Journal of Advanced Manufacturing Technology, 2014, 73(9/12):1437-1452. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=2fa3e1c43a4e2295d27a95fa53d2a8c4
[7] XUE H, KUMAR V, SUTHERLAND J W. Material flows and environmental impacts of manufacturing systems via aggregated input-output models[J]. Journal of Cleaner Production, 2007, 15(13/14):1349-1358. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=5ee7d7017bab25da52a2e24267b7e04a
[8] BRANHAM M, GUTOWSKI T G, JONES A, et al. A thermodynamic framework for analyzing and improving manufacturing processes[C]//International Symposium on Electronics and the Environment.New York, USA: IEEE, 2008: 1-6.
[9] CHOI A C K, KAEBERNICK H, LAI W H. Manufacturing processes modelling for environmental impact assessment[J]. Journal of Materials Processing Technology, 1997, 70(1/3):231-238. DOI: 10.1016-S0924-0136(97)00067-8/
[10] BHUSHAN R K. Optimization of cutting parameters for minimizing power consumption and maximizing tool life during machining of Al alloy SiC particle composites[J]. Journal of Cleaner Production, 2013, 39(1):242-254. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=89dce3da6c036d4d556524e5b29019b8
[11] DRAGANESCU F, GHEORGHE M, DOICIN C V. Models of machine tool efficiency and specific consumed energy[J]. Journal of Materials Processing Technology, 2003, 141(1):9-15. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=237965722e59be6e6b0bf4df8dfd21fd
[12] YAN J H, FENG C H, LI L. Sustainability assessment of machining process based on extension theory and entropy weight approach[J]. The International Journal of Advanced Manufacturing Technology, 2014, 71(5/8):1419-1431. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=7a8b7c141fb3f48cd13bf61f46b2033f
[13] FRANCO A, ROMOLI L. Characterization of laser energy consumption in sintering of polymer based powders[J]. Journal of Materials Processing Technology, 2012, 212(4):917-926. DOI: 10.1016/j.jmatprotec.2011.12.003
[14] PASTRAS G, FYSIKOPOULOS A, STAVROPOULOS P, et al. An approach to modelling evaporation pulsed laser drilling and its energy efficiency[J]. The International Journal of Advanced Manufacturing Technology, 2014, 72(9/12):1227-1241. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=ef63b410efd6993ec4181c3545247659
[15] LI W, KARA S. An empirical model for predicting energy consumption of manufacturing processes:a case of turning process[J]. Proceedings of the Institution of Mechanical Engineers, 2011, B225(9):1636-1646. http://cn.bing.com/academic/profile?id=e11245cfda5f50f657fb330e40d278d3&encoded=0&v=paper_preview&mkt=zh-cn
[16] MORI M, FUJISHIMA M, INAMASU Y, et al. A study on energy efficiency improvement for machine tools[J]. CIRP Annals-Manufacturing Technology, 2011, 60(1):145-148. DOI: 10.1016/j.cirp.2011.03.099
[17] LI L, YAN J, XING Z. Energy requirements evaluation of milling machines based on thermal equilibrium and empirical modelling[J]. Journal of Cleaner Production, 2013, 52(4):113-121. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=d5ad3da338a77a10a7f78c44545ba3b2
[18] GUO Y, DUFLOU J R, LAUWERS B. Energy-based optimization of the material stock allowance for turning-grinding process sequence[J]. The International Journal of Advanced Manufacturing Technology, 2014, 75(1):503-513. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=a514fbbe3b7fe8195cad496f2437fc52
[19] HUANG Zh T, YANG J, ZhANG Ch Y, et al. Energy-oriented CNC milling process modelling and parameter optimization[J]. Chinese Journal of Mechanical Engineering, 2016, 27(18):2524-2532(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/zgjxgc201618019
[20] SHI B F, ZHANG A F, QI B L, et al. Influence of heat accumulation on microstructure and property of Ti-6Al-4V in laser direct forming[J]. Laser Technology, 2016, 40(1):29-32(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201601008
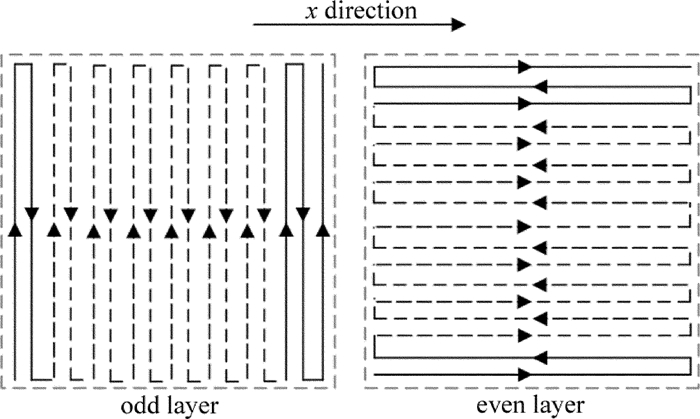
[21] ZHANG D Q, LIU X D, ZHANG W B, et al. Study on effect of scanning path on quality of single laser cladding layer[J]. Hot Working Technology, 2016, 45(20):149-152(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTOTAL-SJGY201620044.htm
计量
- 文章访问数: 3
- HTML全文浏览量: 0
- PDF下载量: 7