
Influence of different light absorbing coating on property of laser surface texturing
-
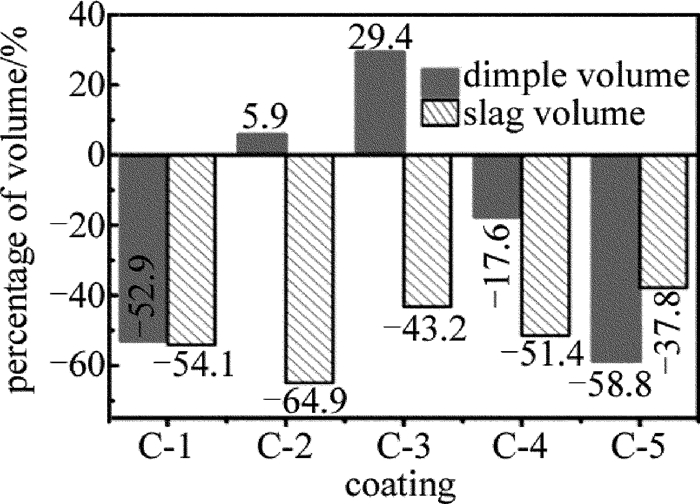
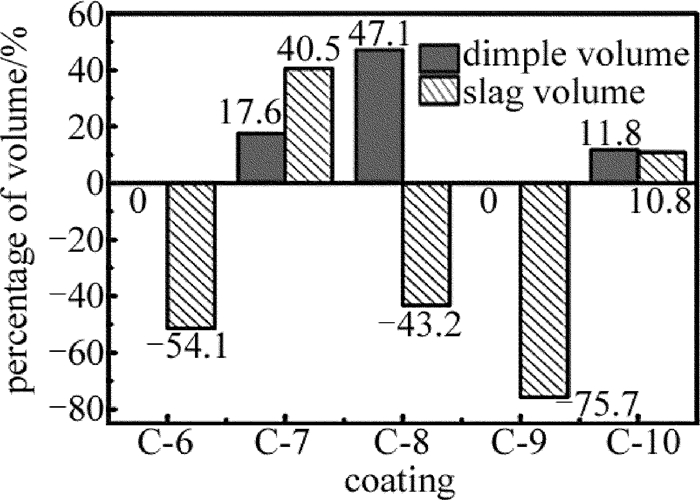
摘要: 为了提高激光微织构加工效率和改善微织构加工质量,采用W-71s型喷枪在GCr15轴承钢表面分别喷涂用黑漆、水玻璃、黄料、磷酸锌和石墨制备的涂层。利用Nd:YAG激光加工机对其进行激光微织构加工,使用3维形貌分析仪对微凹坑的形貌进行了检测。结果表明,与无涂层试样相比,采用水玻璃和黄料涂层试样表面蚀除凹坑体积均增加,凹坑边缘熔渣体积均减少,其中黄料涂层表面蚀除凹坑体积增加了29.4%,水玻璃涂层凹坑边缘熔渣体积减少了64.9%;在一定条件下,复合涂层相比单一涂层具有更好的激光加工性能,其中黄料与水玻璃复合涂层的性能最为显著,与未经涂层的相比,凹坑蚀除体积增加了47.1%,凹坑边缘熔渣体积减少了43.2%。这一结果对提高激光微织构加工效率、改善微织构加工质量具有一定的指导意义。Abstract: In order to improve machining efficiency and the surface quality of laser surface texturing for metal surface, the W-71s type spray gun was used to spray black paint, water glass, yellow material, zinc phosphate and graphite on the surface of GCr15 bearing steels respectively. Then, the samples were processed by Nd:YAG laser. Finally, the morphology of material was measured by 3-D morphology analyzer. The experimental results show that compared with uncoated specimens, the removing volume and slag volume around the dimple of specimen surface coated with water glass and yellow material increase and decrease respectively. The removing volume of the sample coated with yellow material increases by 29.4% and the slag volume of specimen surface coated with water glass decreases by 64.9%. Compared with single coating, some composite coating has better laser surface texturing performance. The composite coating with water glass and yellow material has great laser surface texturing performance. Compared with uncoated specimens, the removing volume increases by 47.1%, the slag volume decreases by 43.2%. The result is very instructive to improve the machining efficiency and surface quality of laser surface texturing.
-
Keywords:
- laser technique /
- light absorbing coating /
- morphology detection /
- composite coating /
- dimple volume /
- slag volume
-
-
![]()
Figure 8. The change of volume percentage of micro-dimple coated with composite material
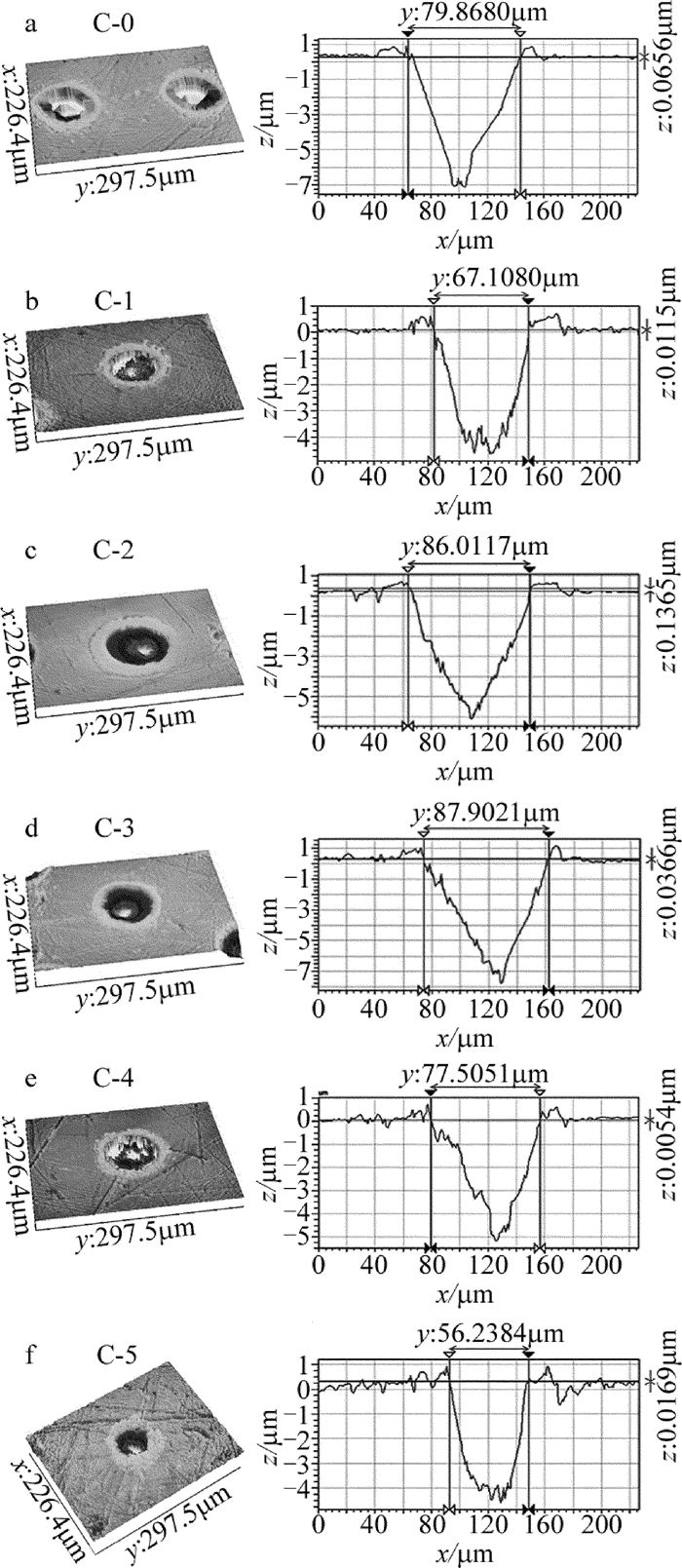
Table 1 Parameters of dimple morphology
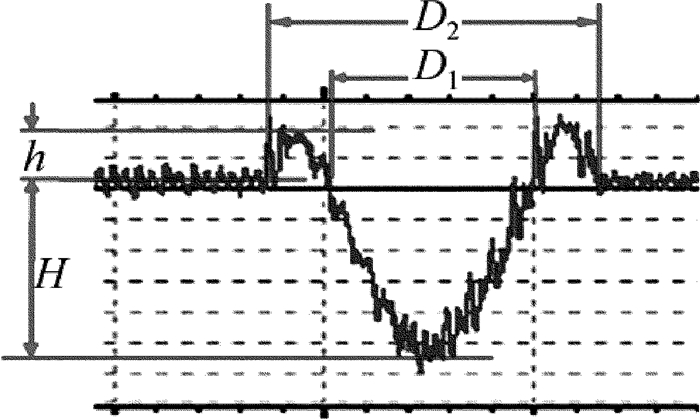
number coating type inner diameter D1/μm outer diameter D2/μm height h/μm depth H/μm dimple volume V1/10-5mm3 slag volume V2/10-5mm3 C-0 none 79 114 0.70 7.0 1.73 0.37 C-1 black paint 67 100 0.40 6 0.83 0.17 C-2 water glass 86 110 0.36 6.0 1.75 0.13 C-3 yellow material 87 110 0.60 7.4 2.22 0.21 C-4 zinc phosphate 77.5 108 0.4 5.8 1.38 0.18 C-5 graphite 56 102.5 0.4 5.9 0.74 0.23 C-6 water glass+zinc phosphate 86 110 0.5 5.7 1.66 0.18 C-7 water glass+black paint 85.5 118.1 1 6.8 1.97 0.52 C-8 yellow material+water glass 88.3 108.2 0.7 8 2.48 0.21 C-9 yellow material+black paint 79 108.6 0.2 6.8 1.68 0.09 C-10 yellow material+zinc phosphate 84.5 117 0.8 6.8 1.92 0.41  下载: 导出CSV
下载: 导出CSV
-
[1] HUA X J, SUN J G, ZHANG P, et al. Research on discriminating partition laser surface micro-texturing technology of engine cylinder. Tribology International, 2016, 98:190-196. DOI: 10.1016/j.triboint.2016.02.010
[2] PENG X D, DU D B, LI J Y. Effect of different section profile micro-pores on seal performance of a laser surface textured mechanical seal. Tribology, 2006, 26(4):367-371(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=mcxxb200604016
[3] GOLLOCH R, MERKER G P, KESSEN U, et al. Benefits of laser-structured cylinder liners for internal combustion engines//14th International Colloquium Tribology. Esslingen, Germany: Technische Akademie Esslingen, 2004, 1: 321-328.
[4] DENG J, LIAN Y, WU Z, et al. Performance of femtosecond laser-textured cutting tools deposited with WS 2, solid lubricant coatings. Surface & Coatings Technology, 2013, 222:135-143. http://www.sciencedirect.com/science/article/pii/S0257897213001709
[5] KAPLAN A F H. Absorptivity modulation on wavy molten steel surfaces: The influence of laser wavelength a nd angle of incidence. Applied Physics Letters, 2012, 101(15): 151605. DOI: 10.1063/1.4759126
[6] CHEN J, ZHANG Q L, YAO J H, et al. Influence of surface roughness on laser absorptivity. Laser Technology, 2008, 32(6): 624-627(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTOTAL-JGJS200806021.htm
[7] XU G C. Study of coating on metal surface in laser processing. Laser & Infrared, 1997, 27(1):27-29(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTOTAL-JGHW199701007.htm
[8] BARRADAS S, JEANDIN M, BOLIS C, et al. Study of adhesion of PROTAL (R) copper coating of Al 2017 using the laser shock adhesion test (LASAT). Journal of Materials Science, 2004, 39(8):2707-2716. DOI: 10.1023/B:JMSC.0000021445.74736.b3
[9] MONTROSS C S, FLOREA V, SWAIN M V. The influence of coatings on subsurface mechanical properties of laser peened 2011-T3 aluminum. Journal of Materials Science, 2001, 36(7): 1801-1807. DOI: 10.1023/A:1017537011772
[10] MA H W, WANG Y, HAN B, et al. Manufacture and process optimization of commercial laser absorbing coatings. Paint & Coatings Industry, 2009, 39(6):6-9(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=tlgy200906002
[11] ZOU G C, WANG H P, DAI J Q, et al. Investigation and development of a new-type-laser-absorbable coat. Heat Treatment, 2002, 17(4):21-23(in Chinese).
[12] WANG Z M, LI G, QIN S, et al. Application of self-made coating agent in laser surface hardening of 65Mn. Ordnance Material Science and Engineering, 2016, 39(1): 101-103(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTotal-BCKG201601036.htm
[13] GENG G G, YAO J H, WANG W F, et al. Comparative research on absorption properties of different metal oxides for CO2 laser. Applied Laser, 2010, 30(6): 447-450(in Chinese). DOI: 10.3788/AL
[14] GENG G G. Design and optimization for light absorption for laser heat treatment. Hangzhou: Zhejiang University of Technology, 2011:46-56(in Chinese).
[15] FU Y H, HUA X J, TAO G N, et al. Experimental study on technical parameters of laser-surface-micro-textured friction units. Applied Laser, 2006, 26(5):295-298(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=yyjg200605003
-
期刊类型引用(2)
1. 黎垚,江昊男,周自平,董金沛,陈恩果,叶芸,徐胜,孙捷,严群,郭太良. 超微型Micro-LED投影显示光学引擎设计. 液晶与显示. 2023(07): 910-918 .  百度学术
百度学术
2. 樊润东,赵会富,曾翌,段文举,郝影. 基于双高斯结构与自由曲面照明的小畸变投影系统设计. 激光与光电子学进展. 2021(23): 296-304 . 百度学术
其他类型引用(4)


计量
- 文章访问数:
- HTML全文浏览量:
- PDF下载量:
- 被引次数: 6