
Damage threshold and drilling mechanism of aluminum plate by nanosecond laser with different pulse widths
-
摘要: 为了获得纳秒激光脉宽对铝材的损伤特性,给纳秒激光金属加工的脉宽选择提供依据,采用面积推算法,利用光学显微镜、扫描电镜、表面轮廓仪等仪器,测试了37种脉宽纳秒激光(脉宽10ns~520ns,波长1064nm)对铝材的损伤阈值。研究了脉宽不变时激光脉冲数目对铝板的损伤规律,揭示了不同脉宽纳秒激光对铝板打孔的作用机理。结果表明,单脉冲损伤阈值与纳秒激光脉宽的平方根成线性关系。当脉冲个数增加时,材料的损蚀阈值呈现下降趋势; 铝板打孔时,纳秒激光的脉宽越窄,对铝的损伤阈值越低; 打孔过程中蒸发过程占主导,孔内壁烧蚀熔融物越少,孔圆度越好,孔口喷溅物越少,打孔质量越高。该结果可为纳秒激光金属加工的脉宽选择提供参考。Abstract: In order to get the damage features of nanosecond laser pulse width to aluminium and provided the basis for choosing proper pulse width in the processing of metals by nanosecond laser, by using the area calculation method and instruments (optical microscope, scanning electron microscope and surface profiler), the damage thresholds of 37 kinds of nanosecond laser (pulse width of 10ns~520ns, wavelength of 1064nm) on aluminium were obtained. The effects of laser pulse number on damage thresholds of aluminium were analyzed with constant pulse width. The function mechanism of nanosecond laser pulse width on the quality of drilling holes in aluminium was also revealed. The results show that the damage threshold of single pulse is linearly related to the square root of laser pulse width of nanosecond laser. The damage threshold of aluminium decreases with the increase of the number of pulse width. The narrower the pulse width of nanosecond laser is, the higher the damage threshold to aluminium is. Evaporation process occupies the leading position during the drilling process. Furthermore, the less the melted thing on the inner wall of hole is, the better the circular degree of hole will be. The less the spraying materials in the orifice is, the higher the quality of drilling will be. The results provide the guide for choosing proper pulse width in the processing of metals with nanosecond laser.
-
Keywords:
- laser technique /
- damage threshold /
- pulse width /
- aluminum plate /
- mechanism
-
引言
激光与材料相互作用过程的研究是激光技术应用的重要理论基础之一,大多数的激光应用都要通过激光与材料相互作用这座桥梁得以实现。激光微打孔技术借助高能量密度的激光束直接作用于材料表面,使材料熔化、气化,从而去除材料实现打孔[1]。激光打孔技术具有速度快、成本低、效率高、变形小、适用性广等特点,特别适合于加工微细深孔,是最早实用化的激光加工技术,正成为工业生产中最有效的微孔加工方法之一[2-3],是改造传统加工的一种有效手段[4-5],成为现代制造领域的关键技术之一[6]。
激光打孔虽然有很多优点,但是对不同的材料,如果激光参量选择不当,特别是激光脉宽较大时,会出现液态金属粘附在孔壁、锥度大以及孔壁存在再铸层和裂纹等问题,制约了激光打孔技术的广泛应用[7-8]。在激光短脉冲(大于10ps)打孔过程中,由于有较强的热效应,激光脉冲的脉宽、脉冲形状、占空比等因素对激光打孔质量均有影响[9],其中激光脉宽不仅影响材料对光束的吸收,也影响对材料的热效应、溅射、微裂纹等现象。现有文献中对于几个激光脉宽的研究对比较多,但对多种脉宽的详细分析较少,所以本文中选取了37种脉宽激光进行系统分析,研究了不同脉宽对铝的损伤特性的影响。然后在厚度为0.12mm厚的铝板进行激光微打孔,在现有纳秒激光与金属材料的作用机理的基础上,分析了不同脉宽对铝打孔的作用机理,以及脉冲宽度对圆度的影响。为纳秒激光对金属加工的脉宽选择提供了参考。
1. 实验材料与方法
1.1 实验材料
材料为0.12mm厚的铝板(含铝99.6%),实验前先用丙酮超声波清洗,然后再用去离子水清洗,使得材料表面足够清洁,以减少实验加工过程中因表面不干净而造成的影响。
1.2 实验方法
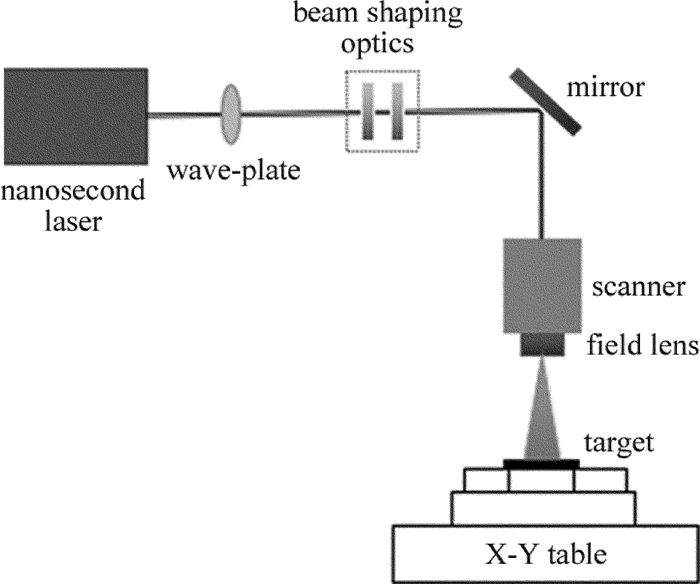
本实验中采用短脉冲光纤激光器(波长1064nm),实验加工系统如图 1所示。试验样品使用轮廓仪测得工件的表面粗糙度值为241nm,采用显微镜观察检测损伤直径的大小,用扫描电镜(scanning electron microscope, SEM)观察孔的形貌,并进行能谱分析(energy dispersive spectrometer, EDS)。圆度误差采用最小区域法进行测量,对实验结果进行5次测量,然后求平均值,每次实验前先用丙酮对材料进行超声波清洗,使得材料表面相对清洁。
2. 结果与分析
2.1 纳秒激光的脉冲宽度对铝板损伤阈值的影响
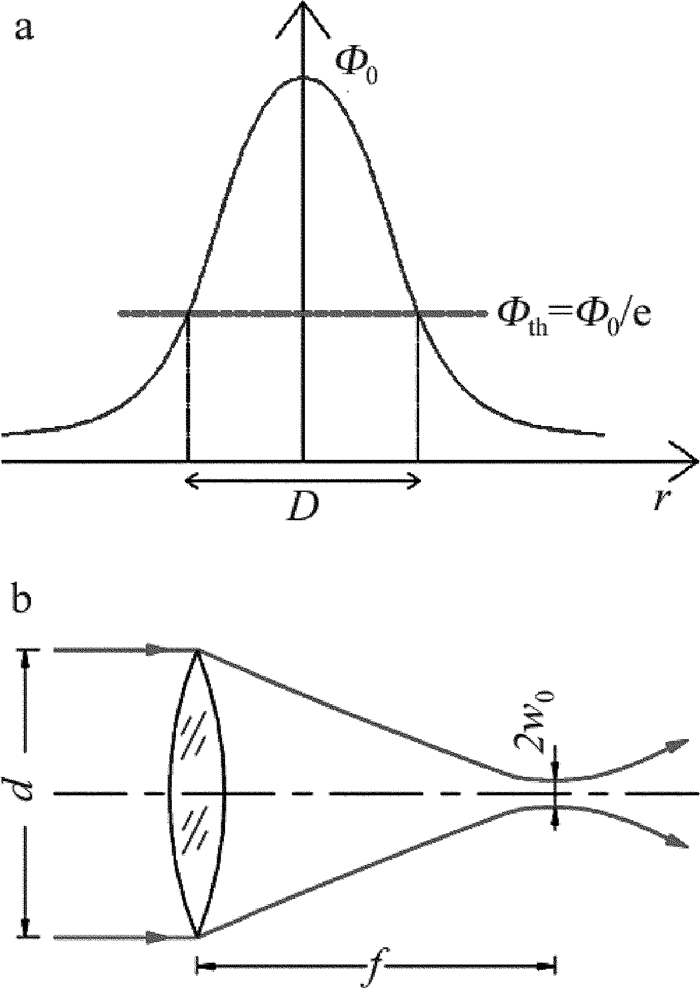
纳秒脉冲激光的能量分布成高斯分布,如图 2a所示,其能量密度与截面半径间的关系为[10-11]:
Φ(r)=Φ0exp(−2r2/w02) (1) 式中, r为到光束中心的距离(单位为μm),Φ(r)是半径为r的区域内损伤时外轮廓的能量密度,Φ0为激光束的能量密度(单位为J/cm2),w0为光束束腰半径(单位为μm),如图 2b所示,图中d为透镜直径。
故激光的脉冲能量:
Ep=∫+∞02πΦ(r)dr=πw022Φ0 (2) 而激光脉冲能量与平均功率之间有:
Ep=Pf (3) 式中,f为脉冲重复频率(Hz),P为激光平均功率(mW)。
则激光束的能量密度为:
Φ0=2Pfπw02 (4) 若设Φth为直径为D的区域内损伤时外轮廓的能量密度,则Φth就是该激光能够进行材料损伤的边界能量,即材料的损伤阀值:
Φth=Φ0exp[−D2/(2w02)] (5) 由(5)式可以得到:
D2=2w02ln(Φ0Φth) (6) 可以看到, 方程为一条D2-lnΦ0的直线,k=2w02。当D=0时,损伤阈值Φth=Φ0。根据损伤阀值的定义,单脉冲激光损伤直径为零时的能量密度值是激光与材料作用的损伤阀值,通过线性拟合就可以计算出材料的损伤阀值。
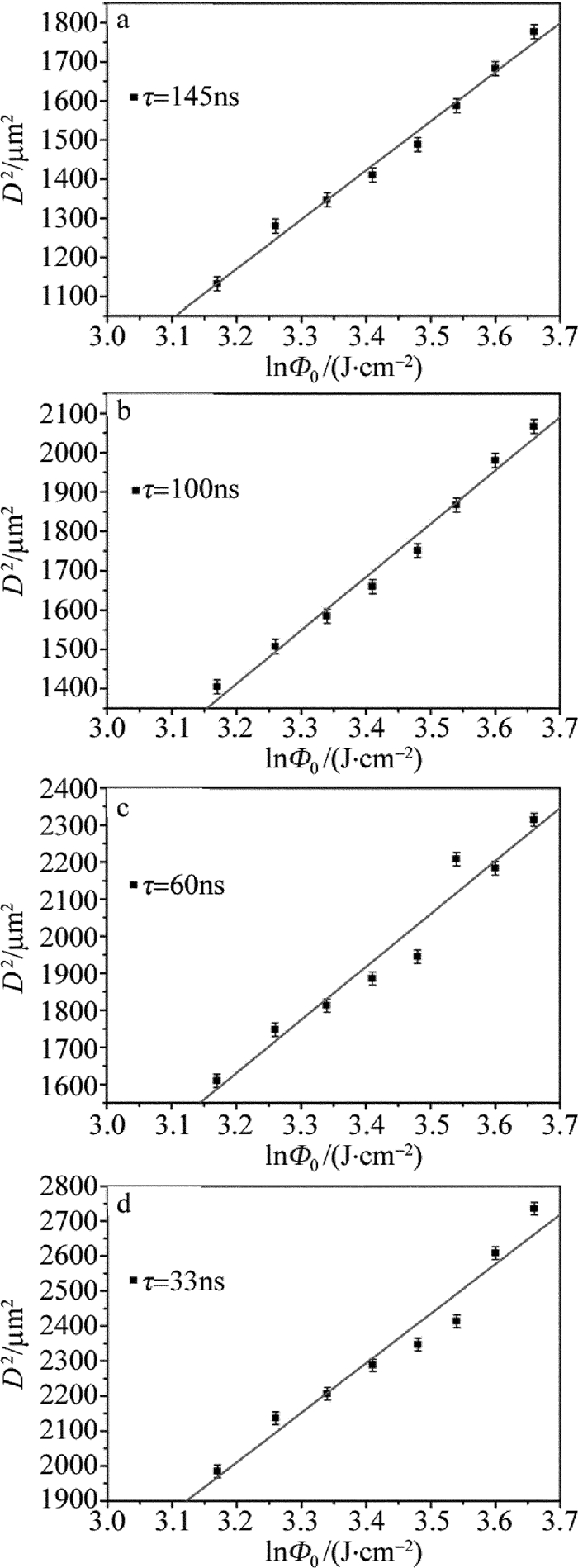
本文中研究了37种脉宽纳秒激光的损伤阈值,图 3为线性拟合的4种不同脉宽τ下激光束能量密度对数与损伤直径平方的关系图。图 4为37种不同脉宽的纳秒激光对铝板的损伤阈值与脉宽的关系图。
![Figure 3. Relationship between pulse energy density logarithm and diameter square with different pulse widths]() Figure 3. Relationship between pulse energy density logarithm and diameter square with different pulse widthsa—τ=145ns b—τ=100ns c—τ=60ns d—τ=33ns
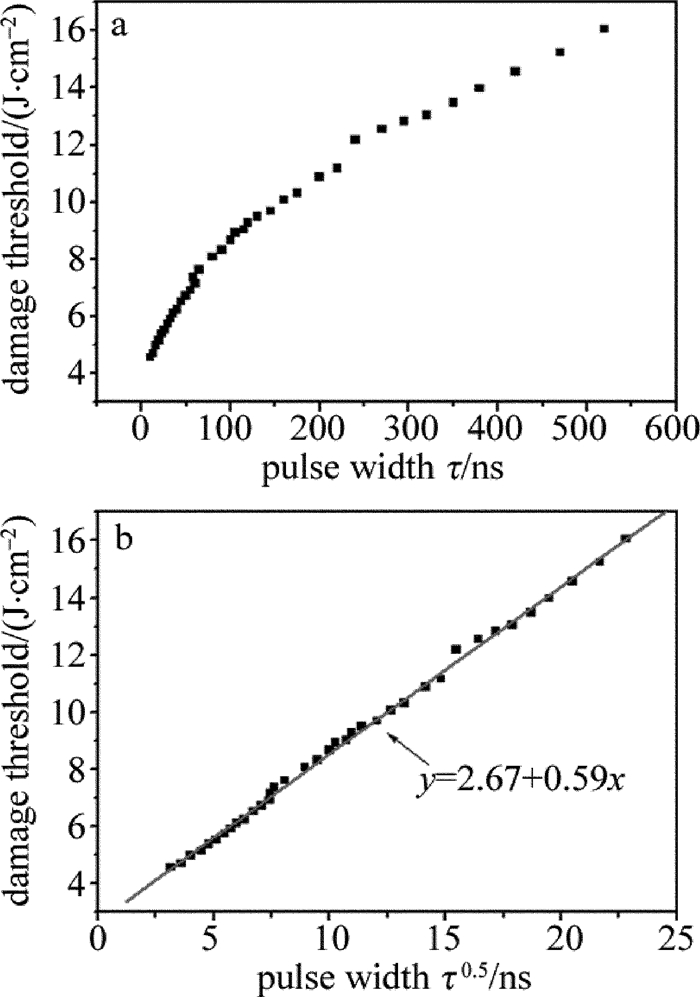
Figure 3. Relationship between pulse energy density logarithm and diameter square with different pulse widthsa—τ=145ns b—τ=100ns c—τ=60ns d—τ=33ns![Figure 4. Relationship between damage thresholds and 37 pulse widths]() Figure 4. Relationship between damage thresholds and 37 pulse widthsa—pulse width b—square root of pulse width
Figure 4. Relationship between damage thresholds and 37 pulse widthsa—pulse width b—square root of pulse width从图 4可以看到,材料的损伤阈值受脉冲宽度的影响较大,其影响规律为:脉冲宽度越宽,材料的损伤阈值越大。之前有研究者在熔融石英上做过脉宽与损伤阈值的相关研究,研究发现,单脉冲损伤阈值与脉宽的平方根成正比[12]。这里,作者先将脉宽取平方根,结合损伤阈值结果,拟合计算发现,单脉冲纳秒激光对铝的损伤阈值y与脉宽τ的平方根成一定的线性关系,即:y=2.67+0.59x (x=τ0.5),而非绝对的正比关系。
2.2 多脉冲的损伤阈值
表 1为多脉冲损伤阈值实验设计参量表。实验中选择脉冲宽度为30ns、脉冲数目分别为1, 20, 40, 80, 160, 320, 500的激光,设置重复频率为150kHz,脉冲数等于重复频率与持续时间的乘积,即设置不同的持续时间便得到不同的脉冲数。设置不同的功率能量密度、入射烧蚀材料铝,得到不同脉冲个数下的损伤直径的平方与激光能量密度的关系曲线。
Table 1. Experiment parameters of multi-pulse damage thresholdNo. duration/s number
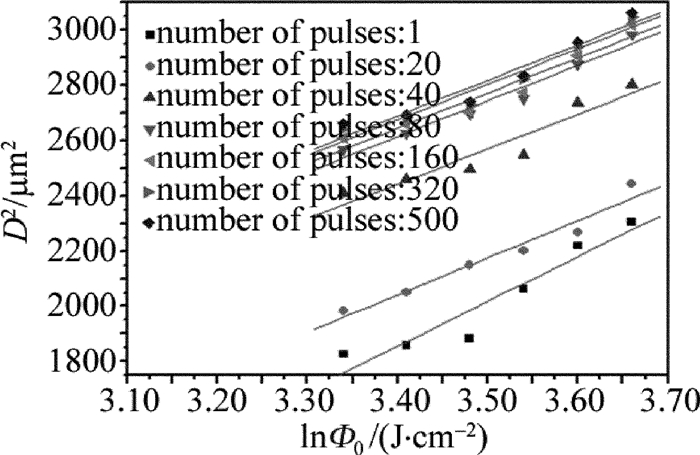
of pulseslaser fluence/(J·cm-2) 1 1/150 1 28.22, 30.27, 32.46, 34.47, 36.6 2 20/150 20 28.22, 30.27, 32.46, 34.47, 36.6 3 40/150 40 28.22, 30.27, 32.46, 34.47, 36.6 4 80/150 80 28.22, 30.27, 32.46, 34.47, 36.6 5 160/150 160 28.22, 30.27, 32.46, 34.47, 36.6 6 320/150 320 28.22, 30.27, 32.46, 34.47, 36.6 7 500/150 500 28.22, 30.27, 32.46, 34.47, 36.6 将激光损伤后的实验样品放在尼康显微镜下观察,然后测量出各激光功率密度、不同脉冲数目下的损伤孔径,通过计算,然后线性拟合,如图 5所示。得出不同脉冲数目下的损伤阈值如表 2所示。
![Figure 5. Relationship between laser power logarithm and ablation diameter square with different laser pulse]() Figure 5. Relationship between laser power logarithm and ablation diameter square with different laser pulseTable 2. Damage threshold of aluminum under different laser pulse
Figure 5. Relationship between laser power logarithm and ablation diameter square with different laser pulseTable 2. Damage threshold of aluminum under different laser pulsenumber of pulses 1 20 40 80 160 320 500 damage threshold/
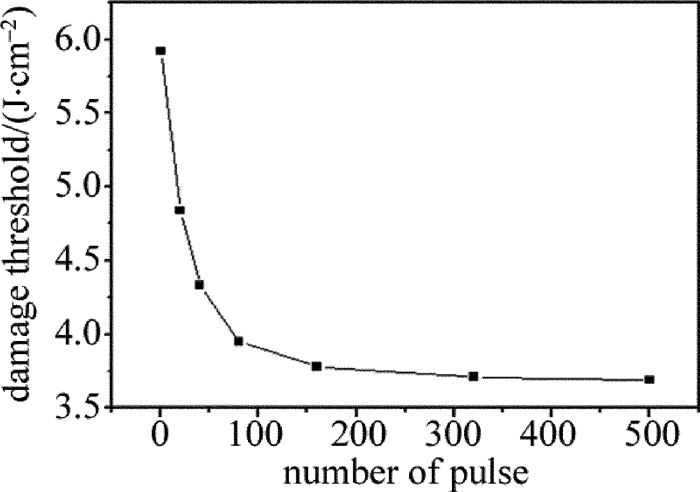
(J·cm-2)5.92 4.84 4.33 3.95 3.78 3.71 3.69 损伤阈值与脉冲个数之间的关系如图 6所示。由图可见,当作用在铝板上的激光脉冲个数增加时,材料的损蚀阈值呈减小的趋势。而脉冲个数较少时,材料的损伤阈值随着脉冲个数的增加而急剧下降,当脉冲达到一定数量以后,材料的损伤阈值下降减缓,趋于稳定。
铝同时吸收了多个激光脉冲的能量,在相同的脉冲能量下,获得了更多的能量,更容易产生烧蚀和材料去除,所以材料的损蚀阈值会降低。而当脉冲个数达到一定的数量以后,材料铝对激光脉冲能量的吸收接近饱和,此时损伤阈值变化减缓,趋向稳定。
2.3 脉冲宽度对金属铝的打孔机理研究
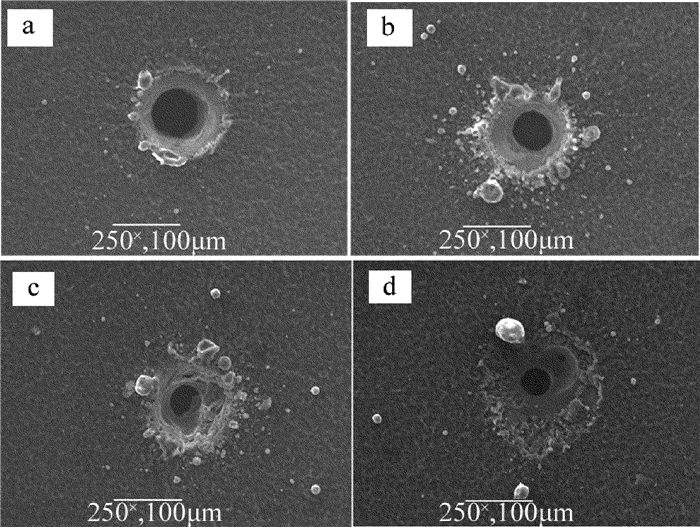
图 7为4种不同脉宽、输出功率为60W、重复频率f=286kHz、扫描速率为2000mm/s、单脉冲能量同时为0.21mJ情况下,在铝板上的旋切打孔的正面扫描电镜照片。
![Figure 7. Effect of pulse width on ns laser micro-drilling]() Figure 7. Effect of pulse width on ns laser micro-drillinga—τ=33ns b—τ=60ns c—τ=100ns d—τ=145ns
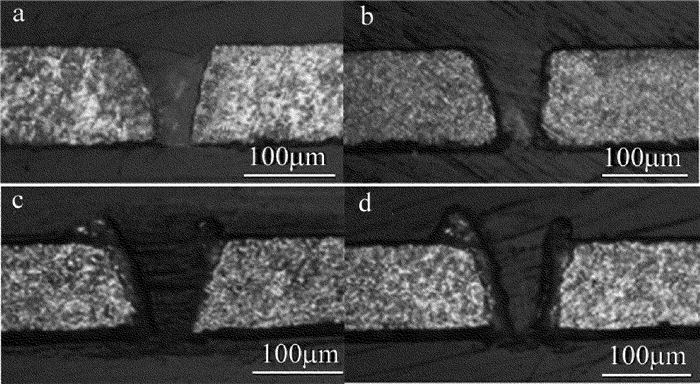
Figure 7. Effect of pulse width on ns laser micro-drillinga—τ=33ns b—τ=60ns c—τ=100ns d—τ=145ns纳秒脉冲激光照射到材料表面,能量被表层材料吸收,然后向材料内部逐渐传递。当吸收的能量达到一定值以后,材料表面开始熔化。在脉冲激光的持续照射下,温度会继续升高,材料开始汽化蒸发,同时会形成较高电离度的等离子体。随着材料的汽化蒸发,材料内部形成一定的气体积聚,同时等离子体迅速膨胀,会给表层材料一定的拉伸力,随着材料内部气压的逐渐升高,进而膨胀喷发,同时向下冲击下表层材料形成小孔[13-14]。从图 7可以看到,孔口周围存在一定的喷溅毛刺和颗粒,为对打孔机理做进一步分析,需对孔内壁进行观察。图 8为保持单脉冲能量相同的情况下,不同脉冲宽度纳秒激光在铝板上的打孔后的孔壁截面照片。
![Figure 8. Cross-cectional view of the holes drilled with different pulse widths]() Figure 8. Cross-cectional view of the holes drilled with different pulse widthsa—τ=33ns b—τ=60ns c—τ=100ns d—τ=145ns
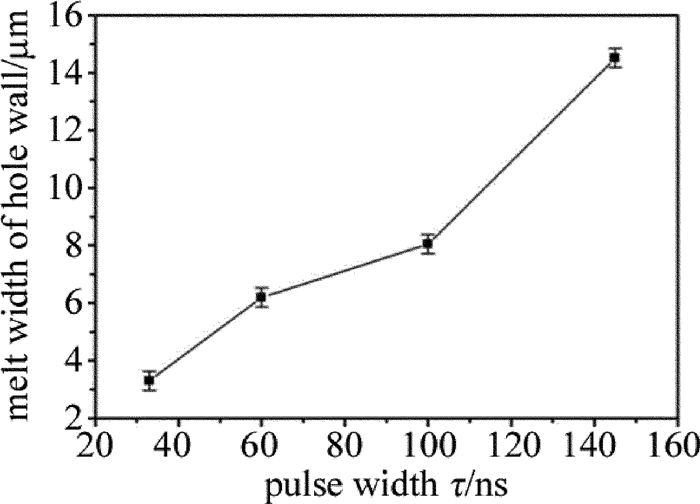
Figure 8. Cross-cectional view of the holes drilled with different pulse widthsa—τ=33ns b—τ=60ns c—τ=100ns d—τ=145ns在显微镜下对各脉宽所打微孔的孔内壁重熔层厚度进行测量,得到脉冲宽度与孔内壁烧蚀厚度的关系曲线图,如图 9所示。可以看到, 脉宽越大,孔内壁烧蚀越严重,熔融物越多。当脉宽τ=145ns时,孔内壁熔融物最多,说明在熔化蒸发过程中,熔化占主导,材料融化后,蒸发较少,待其冷却凝固后,留下了较多的熔融物,孔口会有一定的毛刺和喷溅物颗粒;脉宽τ=33ns时,孔内壁熔融物最少,说明在熔化蒸发过程中,蒸发占主导,待其冷却凝固后,留下的熔融物就较少,孔口的毛刺和喷溅物也会较少。
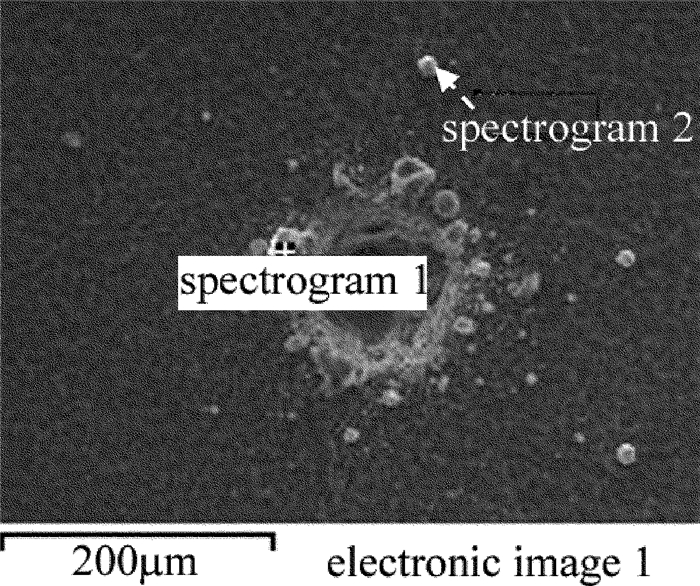
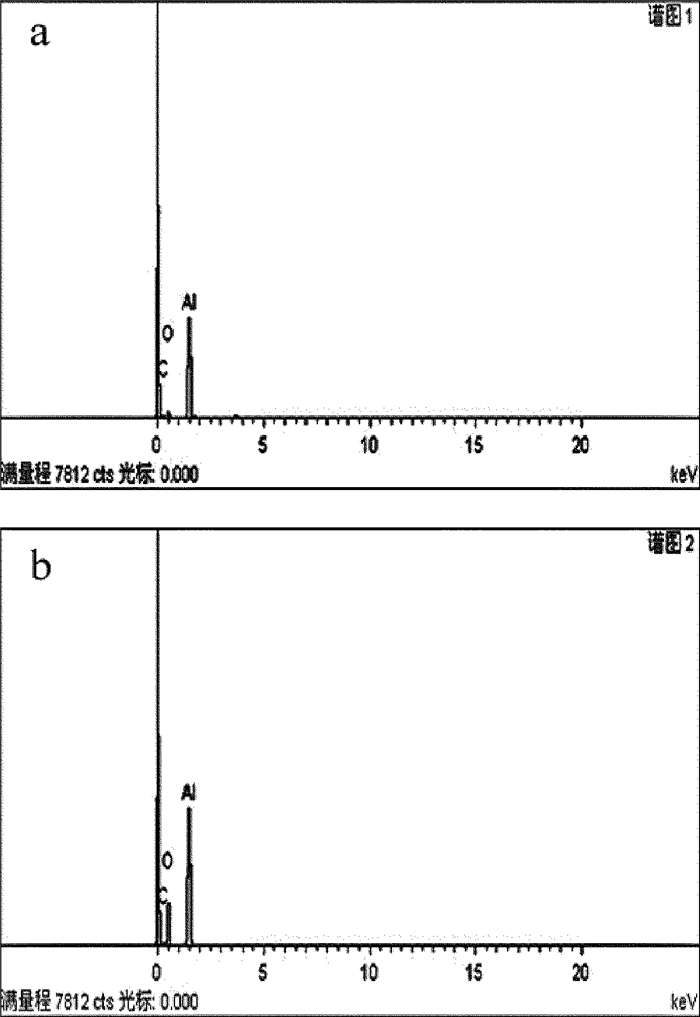
图 10是孔口喷溅物形貌及其能谱位置图,由图可见,喷溅物有毛刺和颗粒。图 11为孔表面毛刺和喷溅物做EDS元素分析图。从谱图 1和谱图 2中可以看到,喷溅物毛刺和颗粒由C, O, Al这3种元素组成。喷溅物外层可能为高温喷溅金属微滴在空气中形成的铝的金属氧化物。
2.4 脉冲宽度对圆度的影响
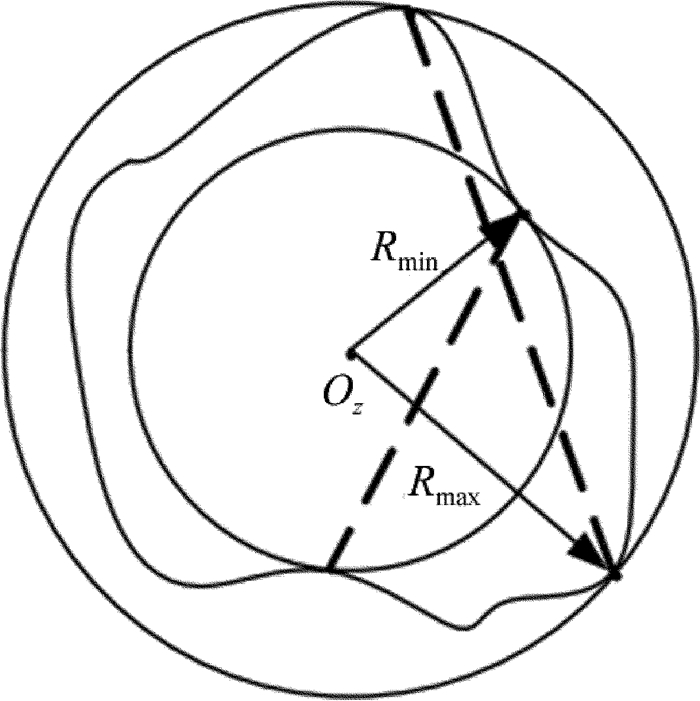
圆度评定采用最小区域法[15-16],如图 12所示。两个同心的包容圆与实际轮廓至少有4个接触点,且外包容圆上两接触点的连线与内包容圆上两接触点的连线有内交,即测量轮廓上至少有4个点在同心包容圆的内圆和外圆上交替出现,外包容圆半径与内包容圆半径差值为该实际轮廓的圆度误差,计算公式见下:
f1=Rmax (7) 式中, f1为圆度误差,Rmax为外包容圆半径,Rmin为内包容圆半径。
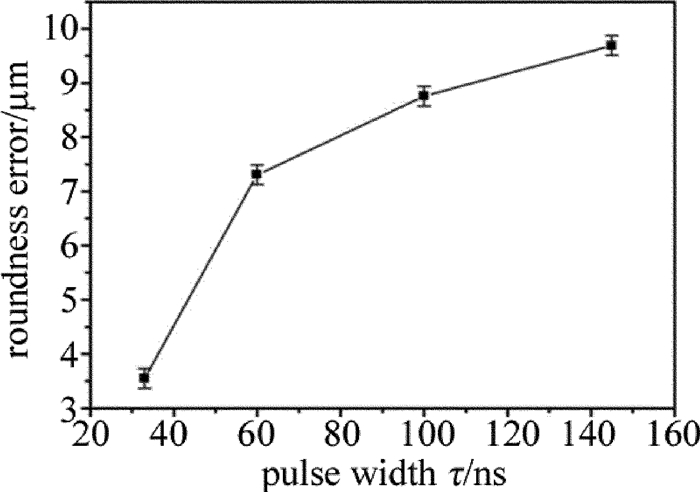
通过对4个脉宽打出的孔进行圆度误差测量计算,结果如图 13所示。从图 13中可以看到,脉冲宽度对圆度误差的影响规律是:脉冲宽度越大,圆度误差越大。结合前面的打孔机理,当脉宽较大时,对铝的损伤阈值也较大,更难以去除材料,在打孔的过程中,熔化过程占主导,当气体冲破材料表层时,孔口留下较多的喷溅物毛刺和颗粒,影响了孔的圆度和质量。而当脉宽变窄时,对铝的损伤阈值降低,在打孔过程中,蒸发过程占主导,当气体冲破材料表层时,孔口就比较干净,圆度比较高。
3. 结论
通过纳秒激光的37种脉宽对铝进行损伤阈值实验, 研究发现:脉冲宽度越大,材料的单脉冲损伤阈值越大;单脉冲损伤阈值与脉宽的平方根成一定线性关系,即:y=2.67+0.59x (x=τ0.5)。当作用在金属铝上的激光脉冲个数增加时,材料的损蚀阈值呈现降低的趋势,并且当脉冲个数较少时,材料的损伤阈值随着脉冲个数的增加急剧下降,当脉冲达到一定数量以后,材料的损伤阈值下降较慢,且基本趋向稳定。对纳秒激光打孔进行机理分析发现:脉宽越宽,熔化蒸发过程中,熔化占主导;脉宽越窄,蒸发过程占主导。不同脉宽对激光打孔圆度的影响规律是:脉宽越窄,圆度越高,孔质量较好。
-
![]()
Figure 3. Relationship between pulse energy density logarithm and diameter square with different pulse widths
a—τ=145ns b—τ=100ns c—τ=60ns d—τ=33ns
![]()
Figure 4. Relationship between damage thresholds and 37 pulse widths
a—pulse width b—square root of pulse width
![]()
Figure 5. Relationship between laser power logarithm and ablation diameter square with different laser pulse
![]()
Figure 7. Effect of pulse width on ns laser micro-drilling
a—τ=33ns b—τ=60ns c—τ=100ns d—τ=145ns
![]()
Figure 8. Cross-cectional view of the holes drilled with different pulse widths
a—τ=33ns b—τ=60ns c—τ=100ns d—τ=145ns
Table 1 Experiment parameters of multi-pulse damage threshold
No. duration/s number
of pulseslaser fluence/(J·cm-2) 1 1/150 1 28.22, 30.27, 32.46, 34.47, 36.6 2 20/150 20 28.22, 30.27, 32.46, 34.47, 36.6 3 40/150 40 28.22, 30.27, 32.46, 34.47, 36.6 4 80/150 80 28.22, 30.27, 32.46, 34.47, 36.6 5 160/150 160 28.22, 30.27, 32.46, 34.47, 36.6 6 320/150 320 28.22, 30.27, 32.46, 34.47, 36.6 7 500/150 500 28.22, 30.27, 32.46, 34.47, 36.6  下载: 导出CSV
下载: 导出CSV
Table 2 Damage threshold of aluminum under different laser pulse
number of pulses 1 20 40 80 160 320 500 damage threshold/
(J·cm-2)5.92 4.84 4.33 3.95 3.78 3.71 3.69
下载: 导出CSV
-
[1] WANG X D, MICHALOWSKI A, WALTER D. Laser drilling of stainless steel with nanosecond double pulse[J]. Optics & Laser Technology, 2009, 41(2): 148-153. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=0575573f2556b5c2e233f68f5ca24d80
[2] WANG X D, ZHAO X M, WANG Sh L, et al. The study on dynamic and high speed laser drilling system[J]. Laser Technology, 2003, 27(6): 563-566(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs200306029
[3] WANG Z Y, LI Q. Comparison of drilling between free running and acoustic-optical Q-switch-Ed laser[J]. Chinese Journal of Lasers, 2002, 29(6): 552-555. http://www.opticsjournal.net/ViewObject.htm?oid=OJ130223000197JfMiOl&otype=OJ
[4] TOSTO S. Modeling and computer simulation of pulsed laser induced ablation[J]. Applied Physics, 2002, A68(4): 439-446. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=be6fc04cffebde2b78ccea4bb28224f8
[5] HAN Y X, CHEN P F, ZHOU Zh Y, et al. Laser perforating technology of tipping paper[J]. Laser Technology, 2002, 26(5): 330-333 (in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs200205018
[6] CHEN L, WANG J, LIU D. Experimental and mechanism analysis of holes drilling on rubber damping material using nanosecond laser[J]. Acta Optica Sinica, 2015, 35(s2): 173-178 (in Chinese).
[7] ZHANG H, DI J, ZHOU M, et al. A comparison in laser precision drilling of stainless steel 304 with nanosecond and picosecond laser pulses[J]. Chinese Journal of Mechanical Engineering, 2014, 27(5): 972-977. DOI: 10.3901/CJME.2014.0723.125
[8] CHEN X, LOTSHAW W T, ORTIZ A L, et al. Laser drilling of advanced materials: effects of peak power, pulse format and wave length[J]. Journal of Laser Applications, 1996, 8(5): 233-239. DOI: 10.2351/1.4745427
[9] NATH A K. Laser drilling of metallic and nonmetallic substrates[J]. Comprehensive Materials Processing, 2014, 5(9): 177-194. http://www.sciencedirect.com/science/article/pii/B9780080965321009043
[10] MANNION P T, MAGGEE J, COYNE E, et al. The effect of damage accumulation behaviour on ablation thresholds and damage morphology in ultrafast laser micro-machining of common metals in air[J]. Applied Surface Science, 2004, 233(1/4): 275-287. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=4f56a7b81079a4efcc221ea43c784a6c
[11] YASEEN N, BASHIR S, SHABBIR M K, et al. Nanosecond pulsed laser ablation of Ge investigated by employing photoacoustic deflection technique and SEM analysis[J]. Physica: Condensed Matter, 2016, B490: 31-40. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=e3d9657008aabd8fd70b7f3294dd530b
[12] STUART B, FEIT M D, RUBENCHIK A M, et al. Laser-induced damage in dielectrics with nanosecond to subpicosecond pulses[J]. Physical Review Letters, 1995, 74(12): 2248-2251. DOI: 10.1103/PhysRevLett.74.2248
[13] BULGAKOVA N M, EVTUSHENKO A B, SHUKHOVY G, et al. Role of laser-induced plasma in ultra deep drilling of materials by nanosecond laser pulses[J]. Applied Surface Science, 2011, 257(24): 10876-10882. DOI: 10.1016/j.apsusc.2011.07.126
[14] KRSTULOVIC' N, MILOŠEVIC' S. Drilling enhancement by nanosecond-nanosecond collinear dual-pulse laser ablation of titanium in vacuum[J]. Applied Surface Science, 2010, 256(13): 4142-4148. DOI: 10.1016/j.apsusc.2010.01.098
[15] JYWE W Y, LIU C H, CHEN C K. The min-max problem for evaluating the form error of a circle[J]. Measurement, 1999, 26(4): 273-282. DOI: 10.1016/S0263-2241(99)00052-4
[16] BHARATISH A, MURTHY H, ANAND B, et al. Characterization of hole circularity and heat affected zone in pulsed CO2 laser drilling of alumina ceramics[J]. Optics & Laser Technology, 2013, 53(53): 22-32. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=69fea565fa06a337e15ae728a6c0fd62
-
期刊类型引用(6)
1. 杨文锋,李天权,林德惠,李绍龙,杨帆. 纳秒激光脉冲宽度对2024铝合金损伤特性的影响. 宇航材料工艺. 2024(01): 36-42 .  百度学术
百度学术
2. 潘瑞,冯英豪,蒋凡,陈树君. 界面间隙对纳秒激光连接石英玻璃/铜的影响. 机械工程学报. 2024(22): 68-75 . 百度学术
3. 刘晓东,陈亮,王曦照,熊政军. 紫外激光微铣削Al_2O_3陶瓷盲孔的工艺研究. 激光与光电子学进展. 2021(05): 203-210 . 百度学术
4. 明兴祖,申警卫,金磊,明瑞. 脉冲激光精微烧蚀合金钢表面热影响研究. 应用激光. 2020(01): 42-49 . 百度学术
5. 吴鹏,范云茹,郭嘉伟,刘晓旭,周强,邓光伟,宋海智,王浟. 纳秒脉冲激光加工高反射率铝膜. 激光技术. 2019(06): 779-783 . 本站查看
6. 王琪琪,任乃飞,任旭东. GH4037镍基高温合金激光打孔相变过程数值模拟. 激光技术. 2018(06): 764-768 . 本站查看
其他类型引用(5)
计量
- 文章访问数: 4
- HTML全文浏览量: 0
- PDF下载量: 5
- 被引次数: 11