
Design of coupling device for laser cutting guided by water beam
-
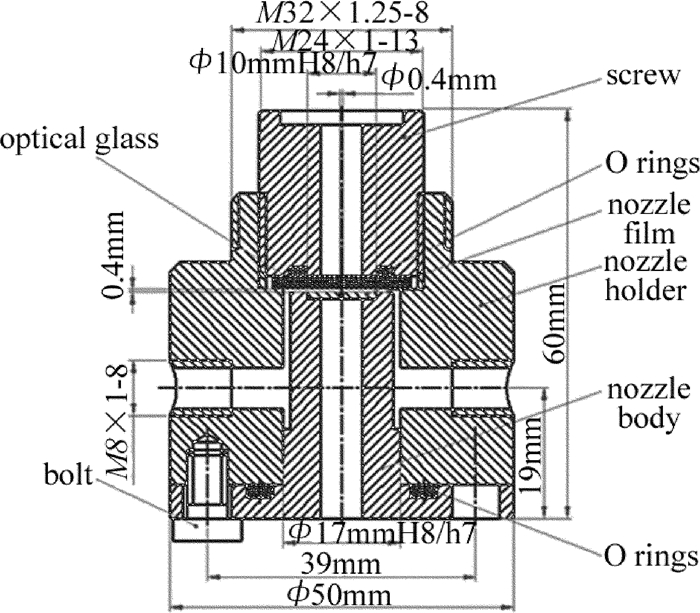
摘要: 为了解决激光切割钢化玻璃过程中由于热应力导致产生裂纹并发生破裂的技术难题,建立了光液耦合模型,采用FLUENT软件进行了耦合腔内多场分析,获得了微水导激光切割钢化玻璃的工艺参量。结果表明,在喷口口径为0.4mm、水束压力为20MPa、激光功率为48W、切割速率为20mm/s的工艺条件下,厚度为0.5mm及1.0mm的玻璃试样的切割表面均比较光滑、基体内无微裂纹存在,切缝宽度约为100μm。该双注水口耦合装置的设计是合理的,能够满足钢化玻璃切割工艺的要求。Abstract: In order to solve the crack caused by thermal stress during the process of laser cutting for the toughened glass, the FLUENT software was adopted to analysis the water presure and the stability of water beam based on water & laser coupling model, and the optimised parameters were obtained. Then experiment based on the optimised parameters was conducted to verify the anslysis results. The results show that, incision surfaces of both No.1 and No.2 samples are smooth and slot with the width of 100μm under the condition of nozzle diameter 0.4mm, water pressure 20MPa, laser power 48W and cutting speed 20mm/s. Thedesign of coupling device with two water filling nozzles is applicable in the whole process of laser cutting for the toughened glass.
-
-
![]()
Figure 5. Pressure distribution in thin water layer region at the top of coupling cavity in single water injection nozzle
![]()
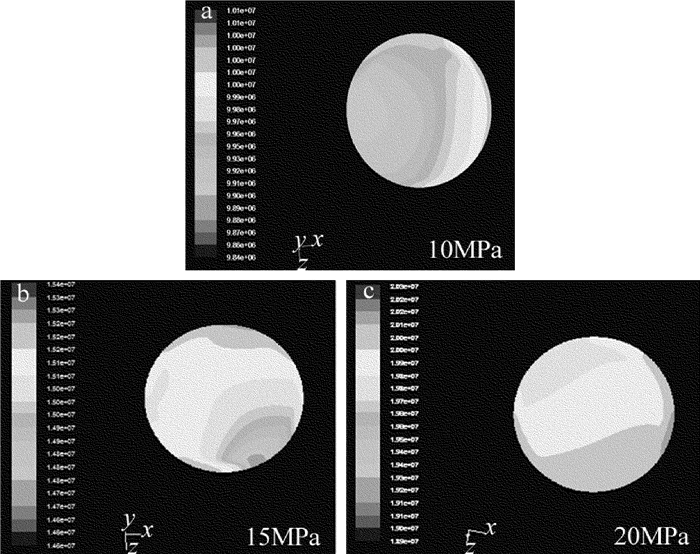
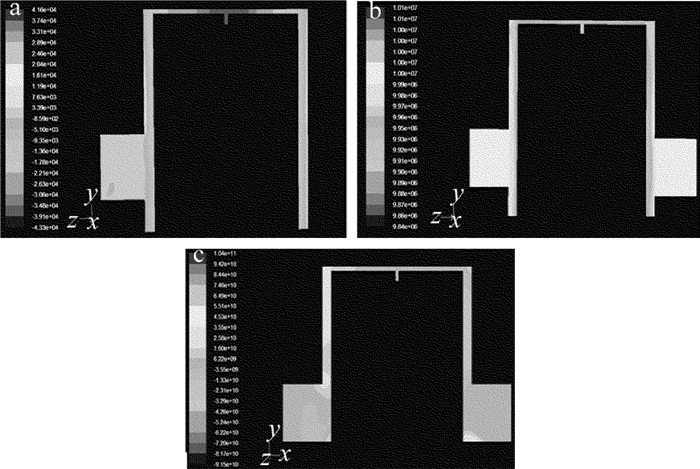
Figure 6. Pressure distribution of coupling cavity
a—with one water filling nozzle b—with two water filling nozzles c—with four water filling nozzles
![]()
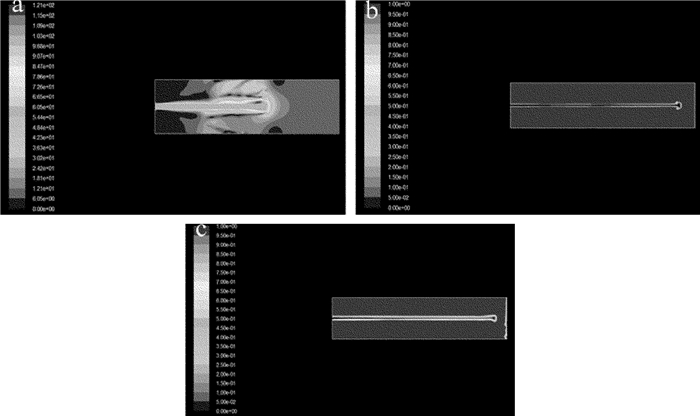
Figure 7. Stability simulation of water beam with different nozzle diameter
a—0.3mm b—0.4mm c—0.5mm
![]()
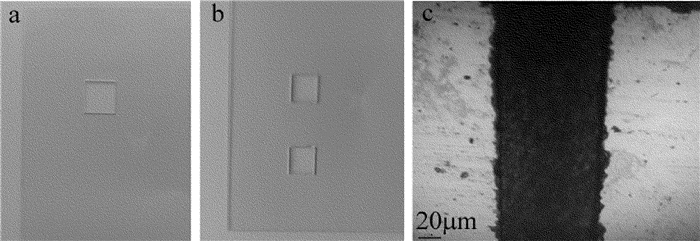
Figure 8. Samples after laser cutting
a—No.1 sample(0.5mm) b—No.2 sample(1.0mm) c—kerf micro morphology of No.1 sample(500×)
-
[1] SHAO G Zh, WANG Q S, ZHAO H, et al. Thermal breakage of tempered glass facade with down-flowing water film under different heating rates[J]. Fire Technology, 2016, 52(5):563-580. DOI: 10.1007/s10694-015-0499-5
[2] CHEN J Sh, ZHU L Y, LOU X Ch. Method discussion of glass tempering[J].Material Review, 2012, 26(20):135-138(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTotal-CLDB2012S2037.htm
[3] CHEN F, AN B J, YANG B Zh. Chemical tempering and perfor-mance analysis of thin glass used for display panel[J].Glass, 2012, 23(5):45-47(in Chinese). http://cn.bing.com/academic/profile?id=3577366028d3d4913cc38779ceb8ef16&encoded=0&v=paper_preview&mkt=zh-cn
[4] HAN B K, ZHANG Y Ch. Analysis of structural failure of curtain walls used in high-rise buildings[J]. Structural Engineers, 2011, 27(3):51-56(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTOTAL-JGGC201103011.htm
[5] SONG L X, HU X F. Effects of thermal tempering on strenth of window glass of manned spacecraft[J]. Chinese Space Science and Technology, 1996, 27(4):43-49(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTOTAL-ZGKJ604.006.htm
[6] NIELSEN J H, OLESEN J F, POULSEN P N, et al. Simulation of residual stresses at holes in tempered glass:a parametric study[J]. Materials and Structures, 2010, 43(10):947-961. DOI: 10.1617/s11527-009-9558-z
[7] SHENG X J. The simulation and experimental analysis of laser-controlled thermal stress cutting of alumina ceramic[D]. Shanghai: Shanghai Jiaotong University, 2010: 17-19(in Chinese).
[8] ROBERTO D, RICARDO J Z. Analytical model of dynamic crack evolution in tempered and strengthened glass plates[J]. International Journal of Fracture, 2014, 190(10):75-86. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=f88b3de20f70f0ef3e5c888f2968d205
[9] SALMAN N, SHEIKH M A, LI L, et al. Effect of thermal stresses on chip-free diode laser cutting of glass[J]. Optics and Laser Technology, 2009, 41(5):318-327. http://www.sciencedirect.com/science/article/pii/S0030399208001072
[10] TSAI Ch H, LIN B Ch. Laser cutting with controlled crack and pre-bending applied to LCD glass separation[J]. The International Journal of Advanced Manufacturing Technology, 2007, 32(12):11-13. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=350d07a03c3f9c27830688015c7c54c7
[11] WANG X H, YAO J H, ZHOU G B, et al. Research of the techno-logy of laser cutting LCD glass substrates based on thermasl cracking method[J]. Laser Technology, 2011, 35(4):472-476(in Chin-ese). http://en.cnki.com.cn/Article_en/CJFDTotal-JGJS201104010.htm
[12] HOU H L, PENG Y H, XIE Y K, et al. Effect of laser cutting on fatigue performance of aircraft skin[J]. Laser Technology, 2016, 40(3):417-421(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201603025
[13] XU G L, LI Y X, HUANG S Y, et al. Parameters model for laser glass cutting[J]. Journal of Huazhong University of Science and Technology (Nature Science Edition), 2007, 35(7):48-50(in Chin-ese). http://d.old.wanfangdata.com.cn/Periodical/hzlgdxxb200707014
[14] GAO W Q. Modeling and simulation of fluid field and temperature field coupling system of laser grooving[D]. Jilin: Jinlin University, 2015: 36-39(in Chinese).
[15] SUN Ch T. Research of water guided laser devices and its machining properties[D]. Harbin: Harbin Engineering University, 2006: 16-20(in Chinese).
 下载:
下载:
计量
- 文章访问数: 8
- HTML全文浏览量: 0
- PDF下载量: 6