
Photoelectric detection system for cutting collagen casing with the fixed length
-
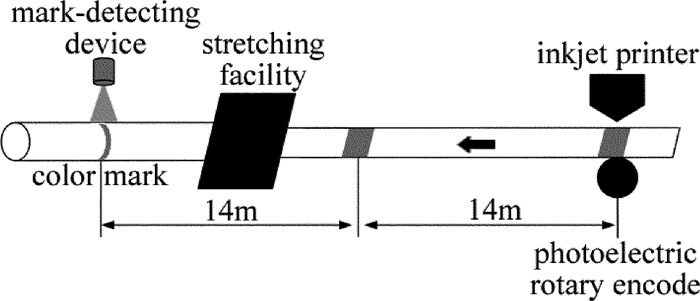
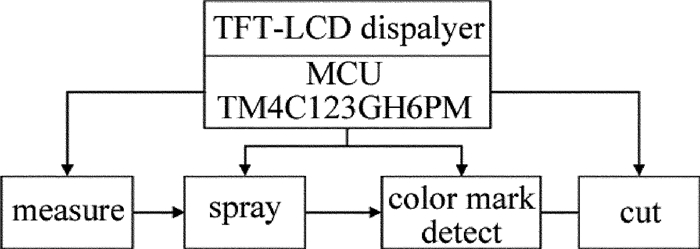
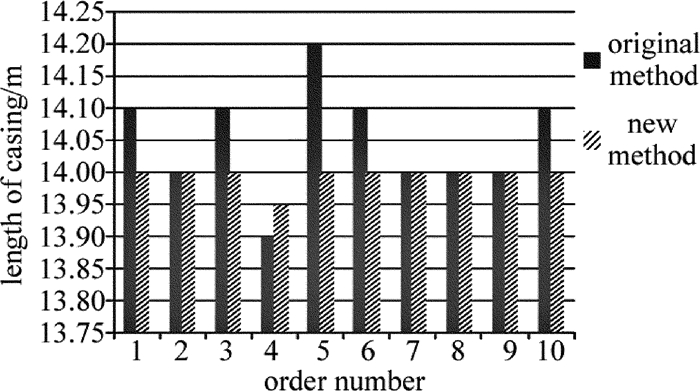
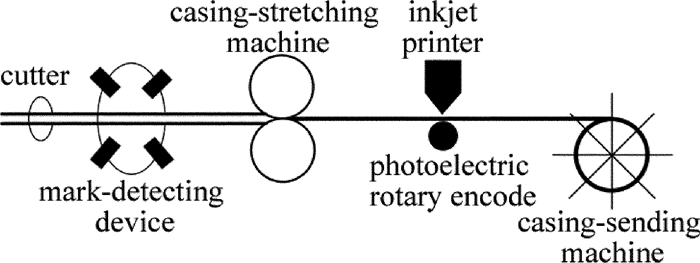
摘要: 为了解决目前肠衣企业生产线上胶原蛋白肠衣运行速度不均匀、套缩前后长度变化大,以及因切刀剪切位置缺少识别标志而产生误差等问题,采用了一种新的胶原蛋白肠衣定长检测法——喷码检测,设计了一套高精度的胶原蛋白肠衣定长剪切的光电检测系统。系统以现有的内存(TM4C123GH6PM)为微控制单元,以光电旋转编码器、喷码机、数字型彩色光纤传感器为主要元件,结合企业现有的肠衣套缩装置,对肠衣定长剪切生产过程进行了理论分析和实验验证。结果表明,肠衣的测量精度高达0.1mm,切割误差由±0.3m减少到±0.05m,平均每根肠衣可减少4%的生产成本。此光电检测系统非常适用于工业应用,可极大地提高企业竞争力。Abstract: In order to solve the problem of non-uniform running speed of collagen casing production line, length change before and after retraction, and error caused by the lack of identification marks in cutting position of the cutter, a new collagen casing length detection method, spraying mark detection, was used, and a set of high-precision photoelectric detection system was designed to cut the fixed-length collagen casing. Based on microcontroller unit TM4C123GH6PM and using electro-optic rotary encoder, inkjet printer and digital color-sensing fiber sensor as the main devices, and utilizing the casings stretching facility in factory, the system makes the theoretical and experimental verification during the process of the cutting fixed-length collagen casing. The results show that the measurement accuracy of casing reaches 0.1mm, and the error cutting reduces from ±0.3m to ±0.05m. The average cost of produce for each casing can be reduced by 4%. The photoelectric detection system is suitable for industrial applications and can greatly enhance the competitiveness of enterprises.
-
引言
现有的高新列车技术,如磁浮列车,是现代经济和社会发展重要的基础设施,也是构筑交通现代化的重要基础,其作为现代交通代表,是国民经济现代化的重要标志之一。因此,为保证列车行车调度的安全和列车行驶控制的准确性,列车准确的测速和定位信息起到了重要的作用。
目前,传统的轮轨式列车主要依靠安装在轨道轴端的光电编码器或测速电机, 将列车车轮的转动转化为列车的速度后进行检测、读出, 并结合轨道电路、应答器或无线通信等方法来得到列车的位置[1]。与传统列车的运行方式不同,磁浮列车依靠电磁力来实现列车的悬浮、导向还有驱动, 行驶时车体与轨道并不会有接触,因此无法使用轮轨列车基于轮轨间接触的测速和定位方法[2]。现有的磁浮列车定位测速技术,如基于计数轨枕的测速定位和长定子齿槽检测的相对定位方式,当列车行驶距离过长时, 产生的累计误差会严重影响结果, 且易受外界因素干扰[3-5];又如基于全球导航卫星系统测速定位技术和基于查询-应答器和脉宽编码的绝对定位技术,精度较高,但设备和维护成本也相对较高[6-7]。
光纤光栅传感器本身具有绝缘特性,相较于其它电类系统,其抗干扰能力强、成本低、耐腐蚀、响应速度快[8-9],十分适用于环境复杂,长距离监测的应用场景中。相位敏感光时域反射技术是光纤光栅分布式传感的常用技术,系统灵敏度高,监测范围广[10], 但由于系统是对探测光纤中的后向瑞利散射信号变化加以解调,光纤中瑞利散射系数较低,极易受到外界干扰,造成误报[11-12]; 与基于后向散射的光纤分布式光纤传感方法相比,基于光纤布喇格光栅(fiber Bragg grating, FBG)的准分布式光纤传感技术具有高信噪比和物理定位特性[13-14],结合多种复用方式可以实现大规模的传感网络的搭建[15-16]。光纤光栅传感器通过密集型复用方式实现光栅点的绝对定位需求,并且不同光栅之间的间距决定了定位精度,低反射率光纤光栅阵列可在一根光纤上实现成千上万个弱光栅同时传感[17-18],为列车定位测速提供了可能。
本文中基于弱光栅阵列、结合波分技术和光时域信号反射仪(optical time-domain reflectometer,OTDR)的思想提出了一种高精度的列车定位测速系统及解调方法,根据分析光栅分区定位后的波长序列变化情况实现列车实时速度位置信息的计算,实验结果表明,系统可以达到2 cm的定位精度和1 km/h的测速精度。
1. 列车测速及定位方法
1.1 系统组成
高精度列车定位测速系统如图 1所示。由可调谐脉冲扫频光源、现场可编程门阵列(field-programmable gate array,FPGA)、半导体光放大器(semiconductor optical amplifier,SOA)、掺铒光放大器(erbium doped fiber application amplifier,EDFA)、光电探测器(avalanche photon diode,APD)、高速数据采集、环形器等组成。激光光源发出的扫频光脉冲经SOA脉冲调制后转变为满足系统时分要求的窄脉冲光,经过EDFA被1级放大经过环形器传输至FBG弱光栅阵列。光栅阵列将反射与阵列中光栅中心波长匹配的入射光,基于OTDR不同光栅在物理位置上的不同,其反射光回到光电转换模块的时间也会不同。最后把光谱反射数据传输到FPGA进行数据处理,结果通过网口传输到上位机显示,实现对列车速度和位置的实时监测。
将传感光纤布置在列车运行轨道的上表面,按0.5 m间隔交叉分布着中心波长为λ1(1540 nm)和λ2(1538 nm)两种光纤布喇格光栅,每个光栅均紧密包覆一个微型双极性磁铁,构成磁性感应光栅阵列,在对传感光纤进行封装时,将光栅包覆的微型磁珠全部设置为同极性朝上进行封装。在列车车头的下端安装一个特殊设计的磁铁模组,该磁铁模组是由25个径向充磁的宽度为2 cm的磁铁单元交替放置制作而成。
1.2 系统解调原理
为弥补波分复用受到的光源带宽限制,将时分与波分结合,根据波长信息对光栅的初步区分后,再利用光纤光栅阵列中不同位置同波长的光栅在时间域返回信号采集单元的时间顺序来进行区分[19]。典型的波分/时分复用原理如图 2所示。图中,ζ表示相邻弱光栅信号返回的时间差。以复用两个不同波长的光栅为例,共计n组。
本系统中,将弱光栅阵列以传感单元加入分布式传感系统,具有FBG的自身特点以外,还结合了非线性向后散射传感中的光时域信号反射技术,在利用波长调制特性实现精确传感测量的同时,也根据OTDR技术原理实现精确定位,以光源的脉冲光作为参考,综合时间域和波长域两部分信息完成解调。
由1.1节中的系统介绍可知,调制后的光源信号经过EDFA放大后进入弱光栅阵列,当发出的光脉冲到达栅区且波长属于光栅反射谱范围时就会发生后向弱反射,反射信号经过光电转换之后送入采集卡进行采集,剩余的光脉冲信号则会继续前进直到下一个该波长附近的光栅,循环此过程。可调谐脉冲光源的光脉冲产生和发出都是由光源内部的精密电路控制,其波长值相对精确,且其远比光栅的光谱要窄,因此,可以根据返回的不同强度的探测信号结合光源的扫描情况推导出中心波长,如图 3所示。
![图 3 a—光源时域信号 b—光脉冲扫描频域示意图 c—反射信号时域图]() 图 3 a—光源时域信号 b—光脉冲扫描频域示意图 c—反射信号时域图Figure 3. a—light source time domain signal b—optical pulse scanning frequency domain diagram c—reflected signal time domain diagram
图 3 a—光源时域信号 b—光脉冲扫描频域示意图 c—反射信号时域图Figure 3. a—light source time domain signal b—optical pulse scanning frequency domain diagram c—reflected signal time domain diagram另一方面,不同位置的光栅的在通过对应波长的光脉冲后其返回的光谱信息有时间上的先后顺序,根据OTDR原理,这种时间上的延迟就能够反映出各个光栅的位置信息。系统中经过SOA调制后的光脉冲信号进入到后续的传感阵列,随着光源脉冲波长的逐渐增加,匹配到对应光栅反射回来特定波长的光信号,此光程所需时间τi与光栅距离入射点的位置Li的关系式为[20]:
τi=2neLi/c (1) 式中,ne为光纤的有效折射率,c为光在真空中传播的速度。
在实际应用中,调制之后的光脉冲信号具有一定的宽度,即该波长的光信号在光路中存在的时间,只有保证光脉冲信号在光纤链路上相邻两个光栅之间传输所需的时间大于这个值,相邻两个光栅反射回来的光谱信号到达APD的时间才能有先后顺序进而得以区分。否则将会产生信号串扰,造成信号解调出错等问题,所以在系统设计中相邻两光栅之间的间距必须满足光脉冲信号往返传输所需的时间大于光脉冲信号的宽度这一条件,如图 4所示,使相同波长在不同位置的光栅反射信号能在时间轴上区分出来,解调出对应的波长。
![图 4 a—光栅频域光谱 b—光栅时域返回信号]() 图 4 a—光栅频域光谱 b—光栅时域返回信号Figure 4. a—grating frequency domain spectrum b—grating time domain return signal
图 4 a—光栅频域光谱 b—光栅时域返回信号Figure 4. a—grating frequency domain spectrum b—grating time domain return signal1.3 测速及定位原理
经过系统解调后将不同位置的光栅峰值信息分区管理,根据不同位置光栅返回的光谱信息依次按照实际物理位置输出光栅布喇格光栅波长序列,如表 1所示。
表 1 波长信息序列Table 1. Wavelength information sequenceFBG number physical location/m center wavelength/nm 1 L λ1-1 2 L+0.5 λ2-1 3 L+1 λ1-2 4 L+1.5 λ2-2 5 L+2 λ1-3 6 L+2.5 λ2-3 7 L+3 λ1-3 当列车刚开始经过某个栅区时,在下方磁铁阵列的作用下,相应位置的光栅波长会开始发生变化,由于光栅的绝对位置是固定的,根据光栅的分区定位结果可以判断列车行驶到哪个光栅的位置,实现初步的大区间定位。之后在磁铁阵列驶过栅区的过程中,光栅上粘附的微型磁珠会受到磁铁阵列不断吸引和排斥的交叉作用。以复用两个不同波长的光栅为例,光栅波长呈现如图 5所示的波长变大变小的规律性变化,每个波峰和波谷即代表驶过了磁铁阵列中的一个2 cm磁铁单元,以此实现高精度定位。磁铁阵列的长度和相邻光栅的间距相等,当磁铁阵列完全经过当前光栅后会马上作用于下一个光栅,保证同一时刻内只有一个光栅受到作用的同时持续监测列车状态。假设经过第i个光栅时,已知其绝对物理位置为Li, 根据实时监测中心波长λi的变化情况,出现一次完整波峰波谷时将列车实时位置加2 cm,第n次出现波峰波谷时列车行驶距离L=Li+0.02n;列车行驶到下一个光栅位置时以该光栅的绝对物理位置开始计算,消除了累计误差的可能性。同时,由小区间时均差Δt′和相邻波峰波谷间的时间差Δt,可计算出每个小区间的瞬时速度v′=0.02/Δt′和列车驶过这个区间的平均速度v=0.5/Δt。
2. 系统原理验证
搭建如图 6所示实验验证系统模拟列车实时运行状态。用伺服同步电机转子牵引载有磁铁阵列的夹具在滑轨上移动,在滑轨下方布置光栅传感器阵列,两个波长的传感器各5个,共布置10个传感器。
两组不同波长的光栅各复用5个。稳定情况下采集到的返回信号光谱数据如图 7所示。图中纵坐标表示经过模/数转换之后的数字信号强度。
采用本文中提出的解调系统记录初始排斥状态和吸引状态。从图 8可以看出, 磁铁阵列对传感器中小磁珠的吸引和排斥的作用会导致光栅波长增大和减小的两种变化。光源扫描步进为50 pm, 可以计算得到变化范围,波长变大的漂移量大约为50 pm,波长减小的漂移量大约为60 pm。
![图 8 a—磁铁相斥波长漂移 b—磁铁相吸波长漂移]() 图 8 a—磁铁相斥波长漂移 b—磁铁相吸波长漂移Figure 8. a—magnet repel wavelength shift b—magnet attracts wavelength shift
图 8 a—磁铁相斥波长漂移 b—磁铁相吸波长漂移Figure 8. a—magnet repel wavelength shift b—magnet attracts wavelength shift设置伺服电机以不同转速工作,记录转速在500 r/min下光栅波长的变化情况, 如图 9所示。
磁铁阵列通过光栅上方的过程中应该由于吸引和排斥作用产生12个波峰和13个波谷,与图 9中测试的结果完全一致。并且吸引和排斥的波长漂移量与解调系统估算结果一致。开始和结束时的两个波谷的漂移量比较大,对应着磁铁阵列刚开始经过栅区上方和磁铁阵列中最后一个磁铁单元通过光栅上方此时整体的磁场作用力最大。每一组相邻的波峰波谷对应着磁铁阵列驶过了两个相邻的小磁块的长度即2 cm的物理距离,通过统计波峰和波谷数量可以实现精确定位。实际500 r/min对用的转子线速率大约为8.48 km/h,取第1个波谷和最后一个波谷之间的时间差计算平均速度为8.33 km/h,这是由于当磁铁阵列中的磁铁单元的中轴正对光栅上粘附小磁珠上方时,产生的波长变化是最大的。但系统返回的光谱数据不一定能采集到正对应磁铁正中心时的数据,在1 cm的磁铁宽度上存在测量误差, 同时磁铁阵列中小磁块的粘接间隙也会导致整体实际长度偏大。
根据上述实验方法,提升转速为1000 r/min,同样计算出此时等效速率大约为17.82 km/h,与理论上由转子得出的速率18.84 km/h接近。从图 10中可以看出, 速度提高后的波峰波谷一致性较好且漂移量较小,这是由于磁铁阵列的运动速度加快后,磁力交替作用在传感器中的小磁珠的时间变短使其引起光栅的形变量减小。
选择3个光栅记录磁铁阵列通过时3个波长的变化情况如图 11所示。在物理位置上间隔0.5 m依次是λ1-3,λ2-3,λ1-4,3个光栅的峰-峰值存在差异,这是因为对于每一个光栅分别进行封装时很难保证完全的一致性,所以其波长漂移量有一定差距。可以看出,磁铁阵列通过时, 在时间轴上是连续的, 且同波长的光栅λ1-3,λ1-4和不同波长的光栅λ2-3解调结果都符合前述的变化规律,进一步验证了系统及解调方案的可行性。
3. 结论
现有轨道交通列车定位测数技术易受到电磁干扰,稳定性差,存在一定的隐患,准确的速度和位置信息反馈才能保证控制系统对于列车下一步的牵引调度做出准确判断。本文中提出一种基于弱光纤布喇格光栅阵列,是结合波分技术和OTDR技术的高精度列车定位测速系统及解调方法。实验表明,该系统能实现不同光栅的分区定位, 并计算出列车对应的位置信息和速度信息,做到高精度解调,在轨道交通方面具有广泛的应用前景。
-
![]()
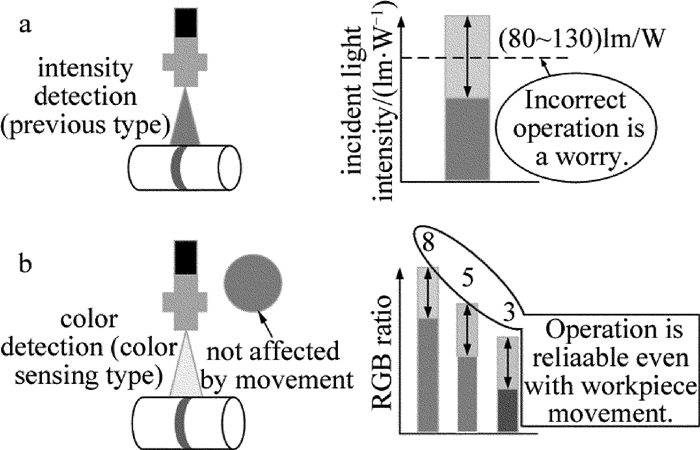
Figure 4. Detection principle of digital color-sensing fiber sensor a—light intensity detection b—RGB ratio detection
-
[1] CAI J D, QI J H.Adaptive fuzzy PID algorithm fixed-length cutting control system based on ARM9[J]. Control Engineering of China, 2014, 21(5):315-320(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jczdh201403002
[2] GUO P Y, FU Y. Photoelectric detection technology and application[M]. Beijing:Beijing University of Aeronautics and Astronautics Press, 2006:1-10, 156-204(in Chinese).
[3] SUN Y Y, CHEN Ch Y, LIU X Ch, et al. Photoelectric detection system for measuring the overprint deviation of printing press[J]. Laser Technology, 2010, 32(4):436-439(in Chinese). http://ieeexplore.ieee.org/document/5647859/
[4] GU Sh, WANG Y Y. Object detection system design based on the photoelectric sensing technology[J]. Electronic Technology, 2014, 27(9):178-180(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=dzkj201409050
[5] YANG W. Research of auto-detection system of photoelectric encoder based on DSP[D]. Changchun: Changchun Institute of Optics, Fine Mechanics and Physics, China Academy of Sciences, 2010: 1-6, 11-49(in Chinese).
[6] CHEN Ch. The design of continue Ink-jet printer[D]. Wuhan: Wuhan University of Technology, 2009: 5-39(in Chinese).
[7] JIA B N, YU P, SONG A G. Sensor technology[M]. Nanjing:Southeast University Press, 2007:269-292, 177-194(in Chinese).
[8] WANG Y T, ZHEN L J, HOU P G. The optoelectronics and fiber optic sensor technology[M]. Beijing:National defence of Industry Press, 2003:1-248(in Chinese).
[9] SI L H, AO F L, HE N, et al. Design and realization of color recognition system with optical fiber sensor[J]. Optical Technique, 2006, 32(s1):542-544(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=gxjs2006z1196
[10] BAIDEFU CASING CORPORATION IN ZHONGSHAN CITY. The sets chickened of the casings telescopically machine: China, 202750629[P]. 2013-02-27(in Chinese).
[11] TEXAS INSTRUMENTS. TivaTM TM4C123GH6PM. Microcontroller[EB/OL].(2013-11-15). http://www.ti.com/tm4c.
[12] SHEN J H, HAO L P. RAM plan China university teaching materials, tutorial:embedded system based on Tiva C series ARM architecture-M4 microcontrollers[M]. Beijing:Beijing University of Aeronautics and Astronautics Press, 2015:1-492(in Chinese).
[13] ZHAO Y, NONG Y G, YU Zh. On the online technology based on RGB tricolor theory[J]. Value Engineering, 2014(35):318-319. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jzgc201435184
[14] LI X P. Study on the plant leaf color detecting system based on the RGB sensor[D]. Zhengzhou: Henan Agricultural University, 2009: 2-17(in Chinese).
[15] ZHUANG X Q, ZHANG L J, FANG M. Design and implementation of control system of embedded ink-jet printer based on ARM9[J]. Computer Measurement & Control, 2010, 18(8):1799-1801(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jsjzdclykz201008031
[16] XIAO B Q, SHAN Y K. Research on a practical constant tension control system[J]. Journal of China Jiliang University, 2006, 17(4):277-280(in Chinese). http://d.old.wanfangdata.com.cn/Conference/WFHYXW631307

 下载:
下载:










计量
- 文章访问数: 2
- HTML全文浏览量: 1
- PDF下载量: 6