
Influence of laser shock peening on microstructure and surface hardness of TC17 titanium alloy
-
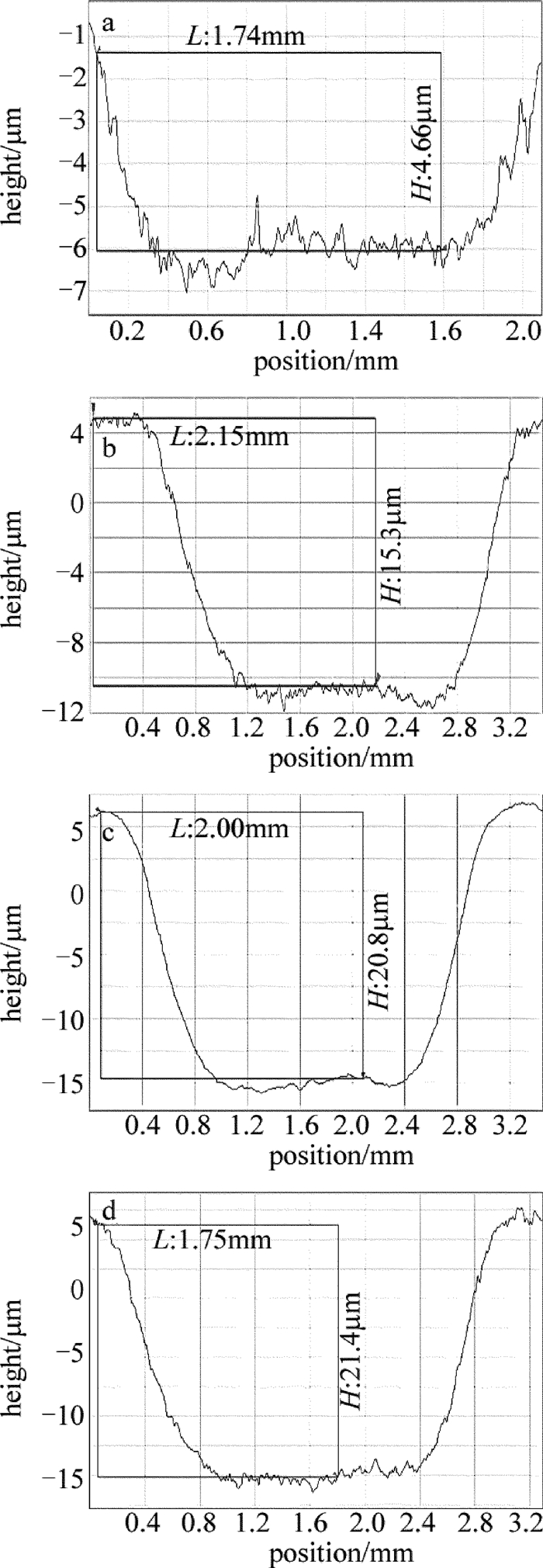
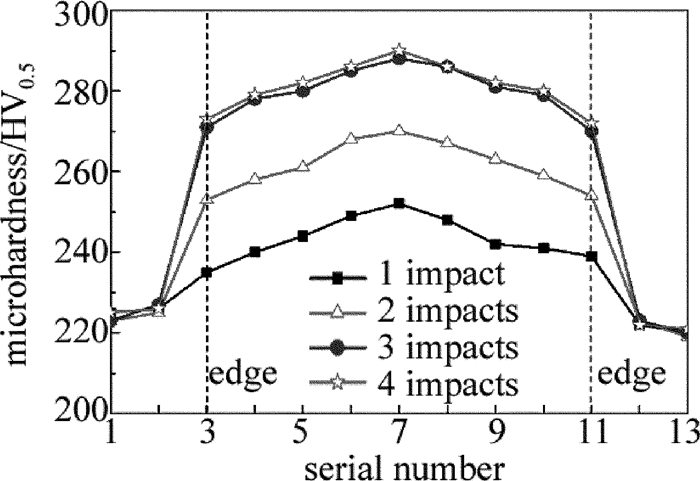
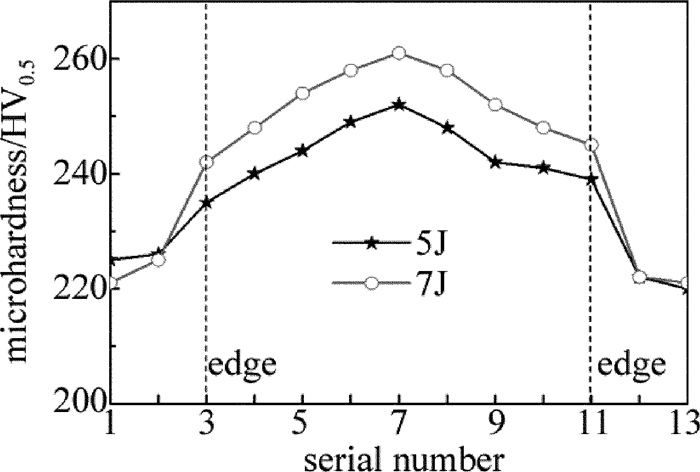
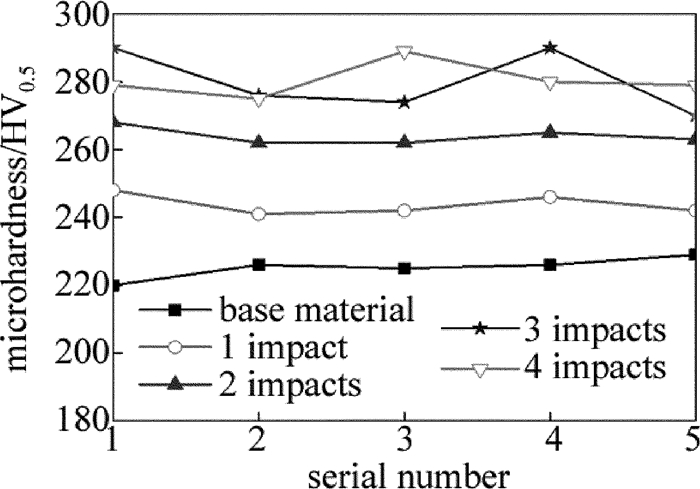
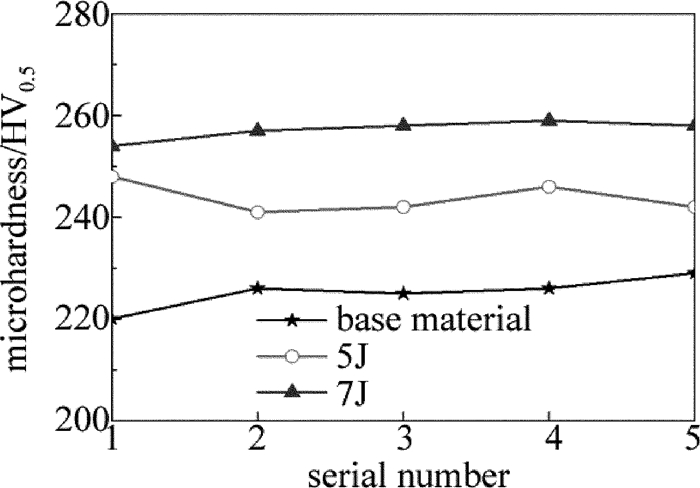
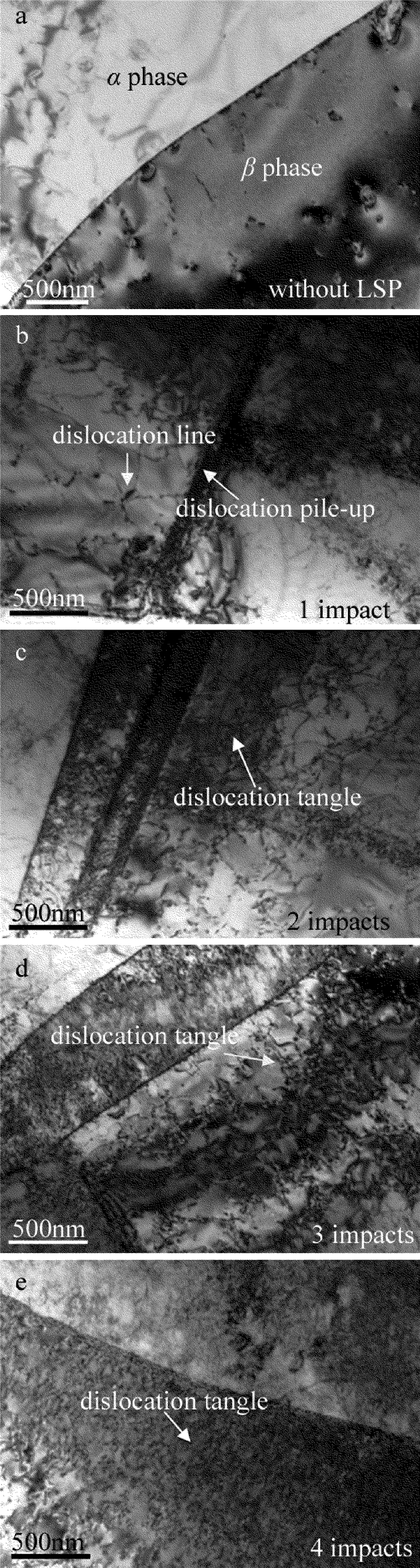
摘要: 为了研究激光冲击次数和冲击能量对TC17钛合金微观组织和表面硬度的影响,采用不同的工艺参量对TC17钛合金进行了激光冲击强化处理。TC17钛合金在激光冲击后,表面形成了剧烈塑性变形和高密度位错,冲击过程中位错发生增殖、塞积、缠结等现象,单脉冲冲击形成的微凹坑的深度最大可达21.4μm;脉冲能量为5J、搭接冲击次数从1次增加到4次时,材料的表面硬度相比母材的增幅分别为8.3%,17.2%,24.3%和24.5%;5J和7J冲击1次时,表面硬度相比母材增幅分别达8.3%和14.2%。结果表明,随着冲击次数和脉冲能量的增加,TC17材料表面硬度随之增加,激光冲击强化使材料表面产生高密度位错,这是其表面硬度增加的关键原因。Abstract: To study the influence of laser shock peening number and pulse energy on microstructure and surface hardness of TC17 titanium alloy, TC17 titanium alloy samples were laser shock peened with different process parameters. The results show that severe plastic deformation and a great deal of high-density dislocations, such as proliferate, pile up and tangle, are generated in the material surface layer in the process. The maximum depth of micro-pits created by single pulse can be 21.4μm. When pulse energy is 5J, and overlap impacts increase from 1 time to 4 times, the surface hardness of materials increases by 8.3%, 17.2%, 24.3% and 24.5% respectively, compared with parent metal. In the meantime, when overlap impact is 1 time, and pulse energy is 5J and 7J, the surface hardness increases by 8.3% and 14.2% respectively. The conclusion is that the surface hardness is enhanced with the increase of impacts and pulse energy. High density dislocation on material surface by laser shock processing is the key reason for the increase of surface hardness.
-
Keywords:
- laser technique /
- laser shock peening /
- TC17 titanium alloy /
- microstructure /
- surface hardness
-
-
![]()
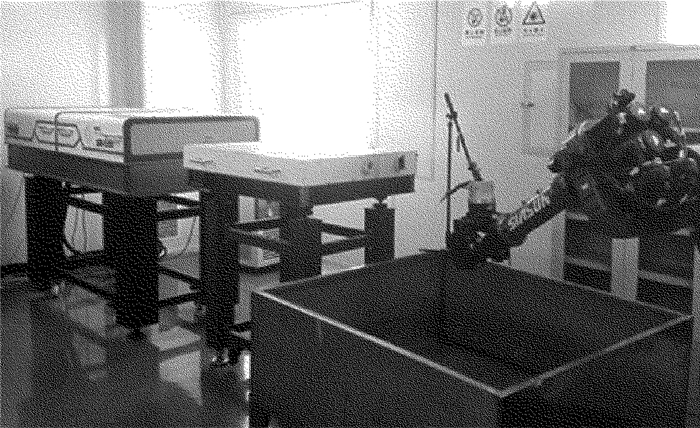
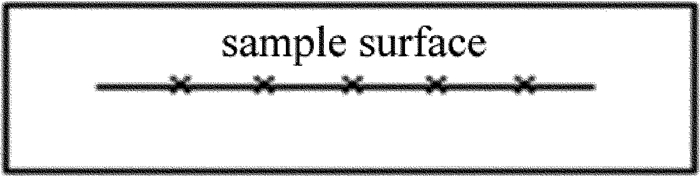
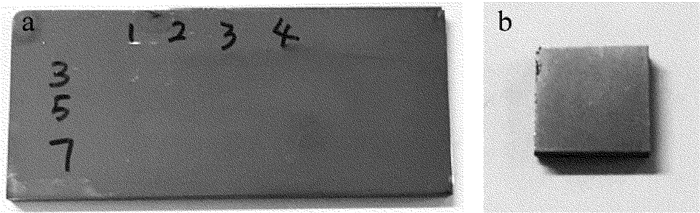
Figure 1. Specimen for laser shock peening
a—specimen for single pulse impact b—specimen for overlap impact
![]()
Figure 3. Measurement of micro-pit depth with single pulse of different impacts and 5J
a—1 impact b—2 impacts c—3 impacts d—4 impacts
![]()
Figure 11. TEM photographs of surface layer of TC17 titanium alloy samples with different LSP impacts
![]()
Figure 12. TEM photographs of surface layer of TC17 titanium alloy with 3 impacts of 7J
Table 1 Chemical components (mass fraction) of TC17 titanium alloy
Ti Al Sn Zr Mo Cr Fe C N H balance 0.045~0.055 0.016~0.024 0.016~0.024 0.035~0.045 0.035~0.045 0.003 0.0005 0.0005 0.000125  下载: 导出CSV
下载: 导出CSV
Table 2 Performance parameters of Nd:YAG laser
wavelengthmaximum
pulse
energyfrequency pulse
widthdivergence
anglebeam pointing
stability1064nm 7J 5Hz 10ns 2.2mrad ≤50μrad
下载: 导出CSV
Table 3 Test scheme of laser shock peening
pulse energy/J times impact modes 5 1 single pulse/overlap 5 2 single pulse/overlap 5 3 single pulse/overlap 5 4 single pulse/overlap 7 1 single pulse/overlap 7 2 overlap 7 3 overlap 7 4 overlap
下载: 导出CSV
-
[1] LI X W, SHA AI X, ZHANG W F, et al. TA15 titanium alloy and its applying prospects on airframe[J]. Titanium Industry Progress, 2003, 20(4):90-93(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=tgyjz200304023
[2] WANG X D, YANG L, ZHOU X, et al. Residual stress and microstructure of laser shock peened layer of titanium alloy[J]. Materials for Mechanical Engineering, 2012, 36(4):77-83(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=QK201201695366
[3] WU B, LI J W, GONG Sh L, et al. Fatigue crack growth properties and fatigue crack growth life of the EB-joints of TC17 titanium alloy[J]. Rare Metal Materials and Engineering, 2009, 38(3):170-174(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=xyjsclygc2009z3038
[4] NIE X F, LONG N D, LIU H L, et al. Effect of laser shock peening on surface hardness of TC17 titanium alloy[J]. Machinery Design & Manufacture, 2012(1):198-199(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jxsjyzz201201074
[5] REN X D, ZHANG Y K, YE Y X, et al. Laser shock modification and life-extending technology[M]. Beijing:China Machine Press, 2011:12(in Chinese).
[6] WANG X D, NIE X F, LUO X H, et al. Study on effects of laser shock peening in TC11 titanium alloy with different impacts[J]. Laser & Infrared, 2013, 43(9):997-998(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTotal-JGHW201309007.htm
[7] SWIFT D, PAISLEY D, KYRALA G, et al. Laser-induced shock waves in condensed matter:some techniques and applications[J]. High Pressure Research, 2004, 24(4):409-422. DOI: 10.1080/08957950412331331709
[8] DAHOTRE N, HARIMKAR S. Laser fabrication and machining of materials[M]. New York, USA:Springer Science, 2008:477-496.
[9] ZHANG H. The research state of laser shock processing to improve the mechanical properties of aeronautical materials[J]. Laser Journal, 1996, 17(5):221-224(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=QK199600269469
[10] PEI X, WU J H, JIANG S Q, et al. Study on mechanical properties in the laser spot center of Fe-Ni elastic alloy induced by laser shock processing[J]. Laser Technology, 2012, 36(3):350-352(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201203016
[11] REN X D, ZHANG T, ZHANG Y K, et al. Improving fatigue properties of 00Cr12 alloy by laser shock processing[J]. Chinese Journal of Lasers, 2010, 37(8):2111-2115(in Chinese). DOI: 10.3788/CJL
[12] LUO X M, ZHANG Y K, REN X D, et al. Laser shock processing of Ti-6A1-4V and analysis of its microstructure response[J]. Acta Metallurgica Sinica, 2012, 48(9):1116-1122(in Chinese). DOI: 10.3724/SP.J.1037.2012.00081
[13] LI Y, PEI X. Investigation on tribological behaviors of surface micro-forming 20CrNiMo steel under laser shock processing[J]. Laser Technology, 2012, 36(6):815-817(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201206025
[14] EDITORIAL BOARD OF CHINA AERONAUTICAL MATERIALS HANDBOOK. China aeronautical materials handbook:titanium alloy & copper alloy[M]. Beijing:China Standards Press, 2002:179-187(in Chinese).
[15] PEYRE P, FABBRO R. Laser shock processing:a review of the physics and application[J]. Optical and Quantum Electronics, 1995, 27(12):1213-1229. DOI: 10.1007/BF00326477
[16] LI J, LI J, HE W F, et al. Microstructure and mechanical properties of TC17 titanium alloy by laser shock peening with different impacts[J]. Infrared and Laser Engineering, 2014, 43(9):2890-2891(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=hwyjggc201409019
[17] LI Y H. Theory and technology of laser shock processing[M]. Beijing:Science Press, 2013:181-182(in Chinese).
[18] ZHU Y, FAN B W, GUO W, et al. Influence of laser shock peening times on microstructure and hardness of TA15 titanium alloy[J]. Journal of Beijing University of Aeronautics and Astronautics, 2014, 40(4):446-447(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=bjhkhtdxxb201404004
[19] YANG D Zh. The strengthening mechanism of dislocation and metal[M]. Harbin:Harbin Institute of Technology Press, 1990:128-131(in Chinese).

计量
- 文章访问数: 10
- HTML全文浏览量: 1
- PDF下载量: 6