
Research of decision method of laser cladding sequence selection based on temperature field evaluation
-
摘要: 为了在激光熔覆再制造过程中得到更优的激光熔覆顺序选择决策方法,采用有限元法对平面基材多道激光熔覆传热学模型的温度场瞬态解进行了理论分析,并利用基于热电偶的测温系统验证了整个数值模拟过程的可靠性。提出了一种评估选择法,即利用数值模拟来分析和评估基体瞬态温度场,根据评估准则选择熔覆过程激光扫描顺序的轨迹优化方法。结果表明,取得单向逐次和评估选择样件的实验硬度数据分别为625.38HV,620.58HV,623.34HV,680.09HV,673.58HV和683.01HV,变形均值为0.9722mm和0.6458mm;评估选择法有最均匀的温度场,熔池周围有最大的温度梯度,其能产生较大的熔覆层硬度及较小的组织尺度,同时测量变形较小。该方法为激光熔覆的顺序选择提供了重要的参考价值。Abstract: In order to obtain a better decision method of laser cladding sequence selection in laser cladding remanufacturing process, finite element method was used to analyze transient solution of temperature field of multichannel laser cladding heat transfer model of flat substrate. The reliability of whole numerical simulation process was verified by temperature measurement system based on thermocouple. An evaluation selection method was proposed. Numerical simulation was used to analyze and evaluate the transient temperature field of the matrix, and select laser scanning sequence during the cladding process according to evaluation criteria. It was the trajectory optimization method. The results show that experimental hardness data are 625.38HV, 620.58HV, 623.34HV, 680.09HV, 673.58HV and 683.01HV of one way successive method and evaluation selection method respectively. The average deformation values are 0.9722mm and 0.6458mm respectively. Evaluation selection method has the most uniform temperature field and the maximum temperature gradient around the pool, which can produce larger cladding layer hardness, smaller microstructure scale and smaller measurement deformation. This method provides an important reference value for sequential selection of laser cladding.
-
-
![]()
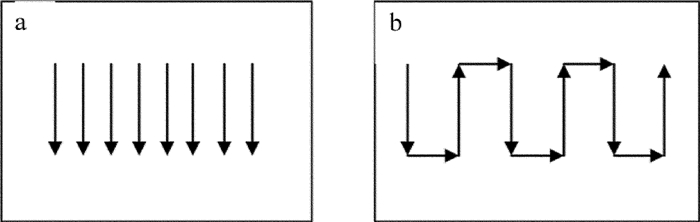
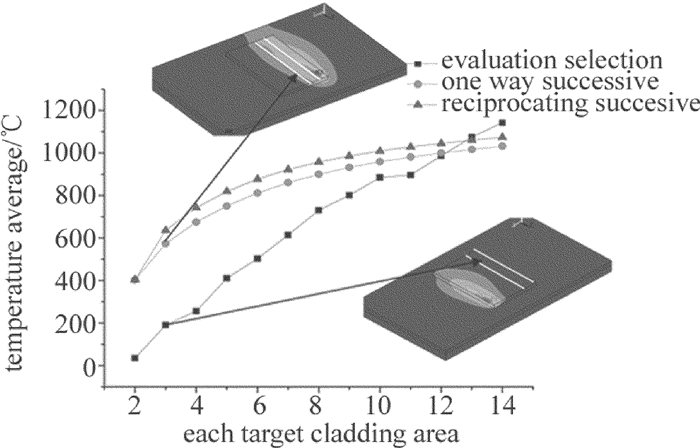
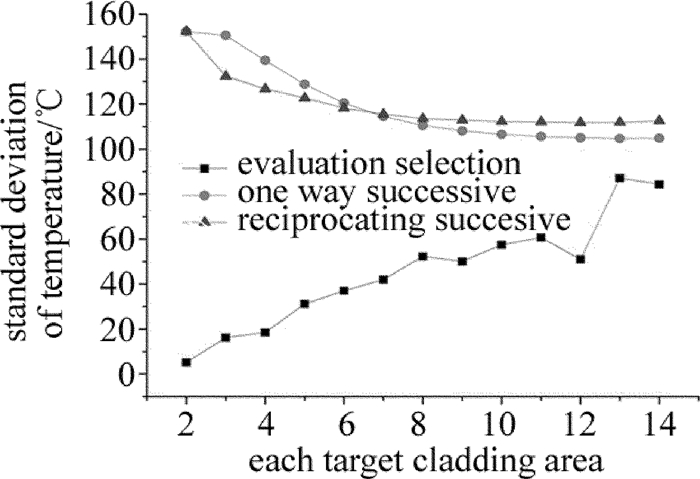
Figure 3. Scanning sequence
a—one way successive sequence b—reciprocating successive sequence
![]()
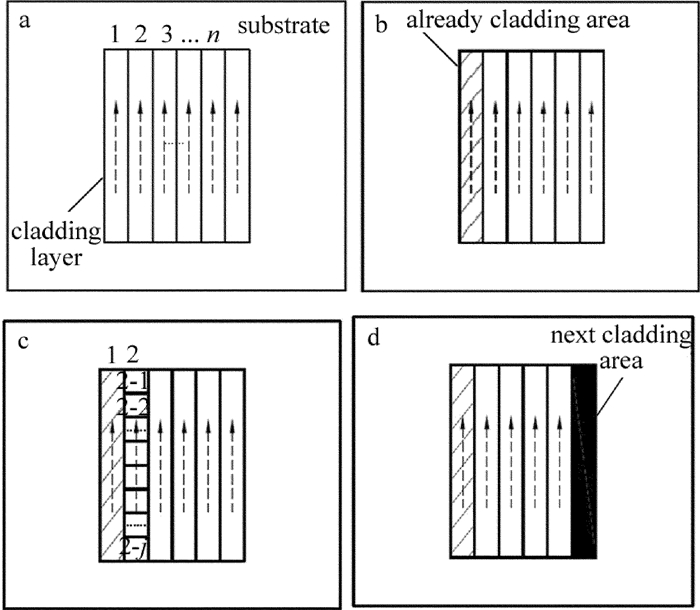
Figure 4. Temperature field evaluation method
a—before cladding b—the 1st cladding position c—to find average temperature and standard deviation of the 2nd zone d— the 2nd cladding positionS
![]()
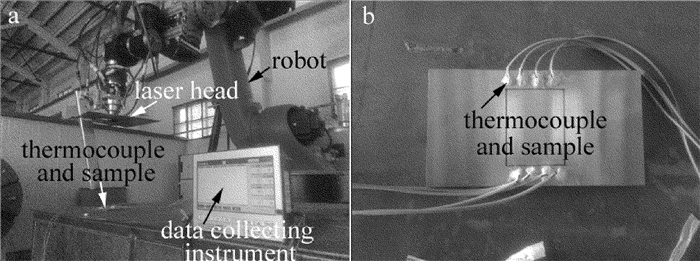
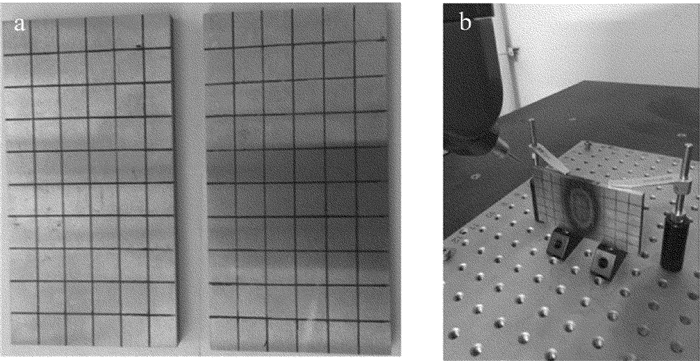
Figure 5. System equipment
a—laser cladding equipment b—test sample and sensor location
![]()
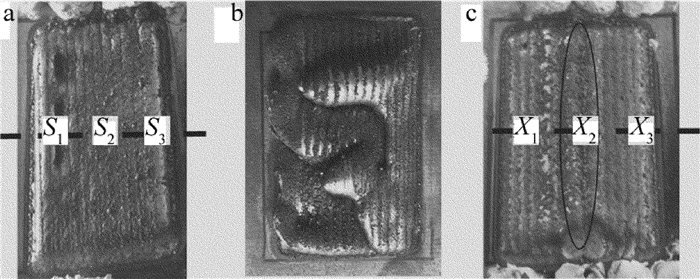
Figure 8. Macro-morphology of cladding layer
a—one way successive b—reciprocating successive c—evaluation and selection
![]()
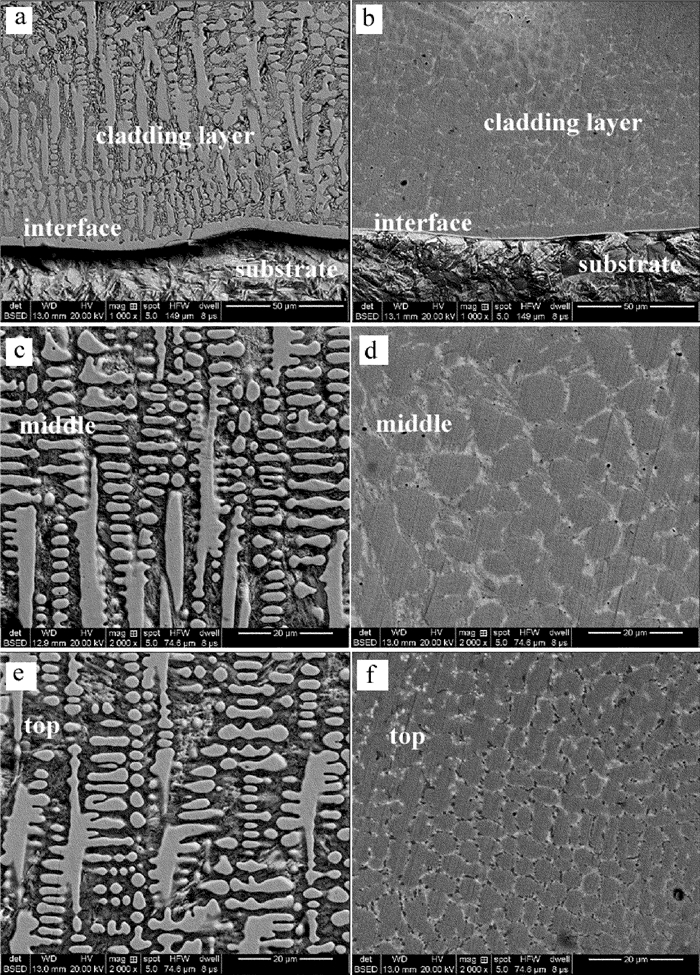
Figure 9. SEM micrographs of one way successive method(a, c, e) and evaluation selection method (b, d, f)
a—metallurgical bonding zone b—metallurgical bonding zone c—middle of cladding layer d—middle of cladding layer e—top of cladding layer f—top of cladding layer
Table 1 Composition(mass fraction w) of 45# steel
Cr S Si C P Mn Ni Cu ≤0.003 ≤0.001 0.002~0.004 0.004~0.005 ≤0.001 0.005~0.008 ≤0.003 ≤0.003  下载: 导出CSV
下载: 导出CSV
Table 2 Composition(mass fraction w) of Fe50-based powder
Cr B Si C Ni Mo Fe 0.150~0.180 0.030~0.040 0.035~0.045 0.006~0.010 0.280~0.300 0.040~0.060 balance
下载: 导出CSV
Table 3 Micro-hardness of one way successive method and evaluation selection method
number S1 S2 S3 X1 X2 X3 microhardness/HV 625.38 620.58 623.34 680.09 673.58 683.01
下载: 导出CSV
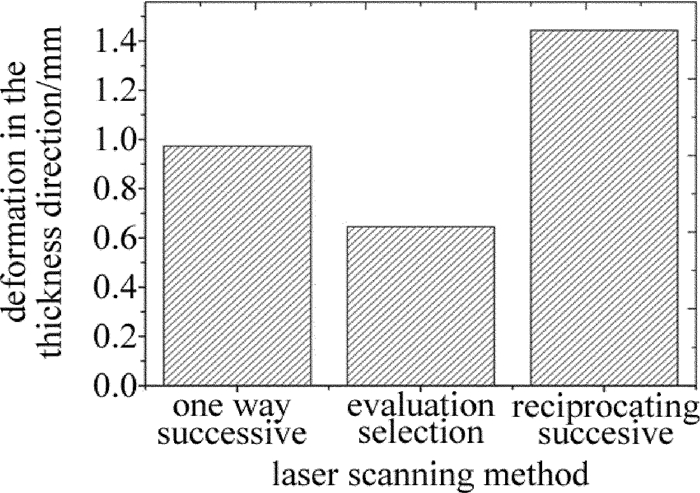
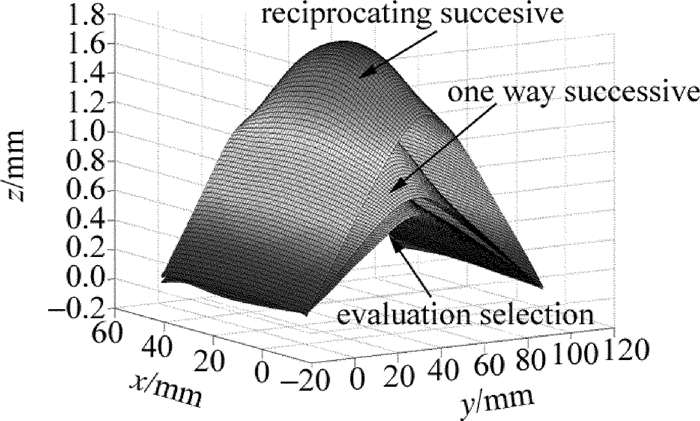
Table 4 Deformation data of thickness direction
measurement point number one way successive/mm evaluation selection/mm reciprocating successive/mm 1 0.840 0.593 1.328 2 0.866 0.596 1.363 3 0.953 0.619 1.385 4 0.955 0.628 1.398 5 0.956 0.638 1.401 6 0.999 0.659 1.410 7 1.034 0.672 1.432 8 1.036 0.675 1.553 9 1.039 0.681 1.554 10 1.044 0.697 1.607 average 0.9722 0.6458 1.4431(max)
下载: 导出CSV
-
[1] XU B Sh. Development status and prospect of green remanufacturing engineering[J]. Engineering Sciences, 2011, 13(1):4-10(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=zggckx201101001
[2] ZHANG A F, LI D Ch, LIANG Sh D, et al. Development of laser additive manufacturing of high-performance metal parts[J]. Aeronautical Manufacturing Technology, 2016, 517(22):16-22(in Chinese). http://www.en.cnki.com.cn/Article_en/CJFDTotal-HKGJ201622003.htm
[3] LUO K L, GUO Sh Q, HE Y, et al. Repairing TC4 titanium stator blade of aero-engine fan casing by laser cladding[J]. China Surface Engineering, 2015, 28(6):141-146(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/zgbmgc201506019
[4] HAN Y Y, LU J J, LI J F, et al. Lathe spindle remanufacturing based on laser cladding technology[J]. China Surface Engineering, 2015, 28(6):147-153(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/zgbmgc201506020
[5] SON S, KIM S, LEE K H. Path planning of multi-patched freeform surfaces for laser scanning[J]. The International Journal of Advanced Manufacturing Technology, 2003, 22(5):424-435. DOI: 10.1007-s00170-002-1502-0/
[6] DENG Sh Sh, YANG Y Q, LI Y, et al. Planning of area-partition scanning path and its effect on resi-dual stress of SLM molding parts[J]. Chinese Journal of Lasers, 2016, 43(12):1202003(in Chinese). DOI: 10.3788/CJL
[7] BIAN H Y, FAN Q Ch, LI Y, et al. Scan path generating method based on temperature subarea of laser deposition shaping[J]. Journal of Mechanical Engineering, 2015, 51(24):57-62(in Chinese). DOI: 10.3901/JME.2015.24.057
[8] XU H Y, LI T, LI H B, et al. Study on quality prediction and path selection of 316L laser cladding[J].Laser Technology, 2018, 42(1):53-59(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201801011
[9] LI Sh Y, TIAN X G, LI Ch B. Study on wear-resistance and scanning path of laser alloying on end cap working face[J]. Chinese Journal of Lasers, 2013, 40(2):0203004(in Chinese). DOI: 10.3788/CJL
[10] LONG R Sh, LIU W J, BIAN H Y, et al. Effects of scanning methods on thermal stress during laser metal deposition shaping[J]. Journal of Mechanical Engineering, 2007, 43(11):74-81(in Chinese). DOI: 10.3901/JME.2007.11.074
[11] CHEN L, XIE P L. Theory and experimental research on controlling crack in double-scanning laser cladding process[J]. Transactions of the China Welding Institution, 2011, 32(2):65-68(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/hjxb201102017
[12] QUAN X M, DING L, WEI X. Analysis of temperature field of laser cladding Ni-based alloy[J]. Laser Technology, 2013, 37(4):547-550(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201304029
[13] ZHAO H Y, SHU F Y, ZHANG H T, et al. Numerical simulation on temperature field of laser cladding based on birth-death element method[J]. Transactions of the China Welding Institution, 2010, 31(5):81-84(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/hjxb201005021
[14] LIU H, YU G, HE X L, et al. Three-dimensional numerical simulation of transient temperature field and coating geometry in powder feeding laser cladding[J]. Chinese Journal of Lasers, 2013, 40(12):1203007(in Chinese). DOI: 10.3788/CJL
[15] WANG X L, SUN W L, ZHANG J J, et al. Study on damage boundary extraction and shape reduction of laser cladding parts[J]. Laser Technology, 2017, 41(5):675-679(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201705011
[16] HUANG Y, SUN W L, CHEN Y. Research on laser remanufacturing method of complex shaft parts based on NURBS interpolation[J]. Infrared and Laser Engineering, 2017, 46(5):45-51(in Chinese).
-
期刊类型引用(3)
1. 闫星宇,傅海威,雍振,王晓玲,张泽,赵子良. 光声光谱气体检测系统中光声池的仿真优化设计. 光通信技术. 2023(03): 86-90 .  百度学术
百度学术
2. 朱文江,余银辉,李辰溪,安冉,陈珂. 基于组合激光光源的双组分微量气体检测系统. 激光技术. 2022(05): 657-662 . 本站查看
3. 张刚,吴许强,汪辉,葛强,左铖,余国锋,唐春安,俞本立. 共光声池腔芯轴型空气衬底光纤麦克风. 光学学报. 2021(02): 34-42 . 百度学术
其他类型引用(2)
计量
- 文章访问数:
- HTML全文浏览量:
- PDF下载量:
- 被引次数: 5