
Study on the effect of energy ratio in laser-MIG hybrid welding of 6061 aluminium alloy
-
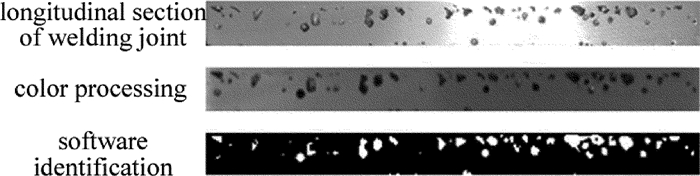
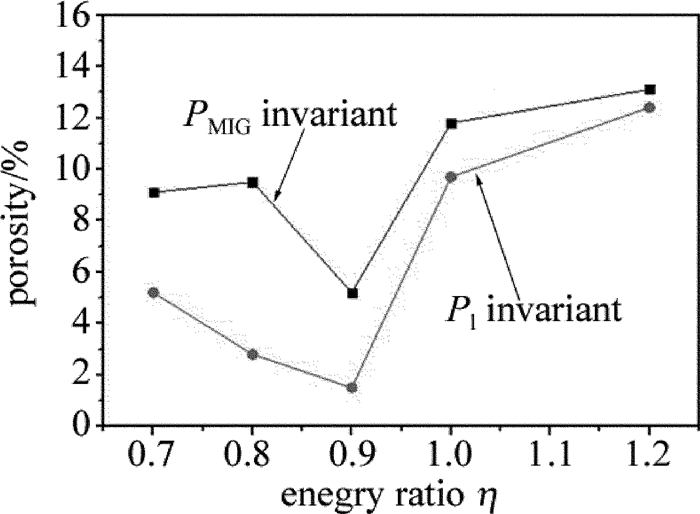
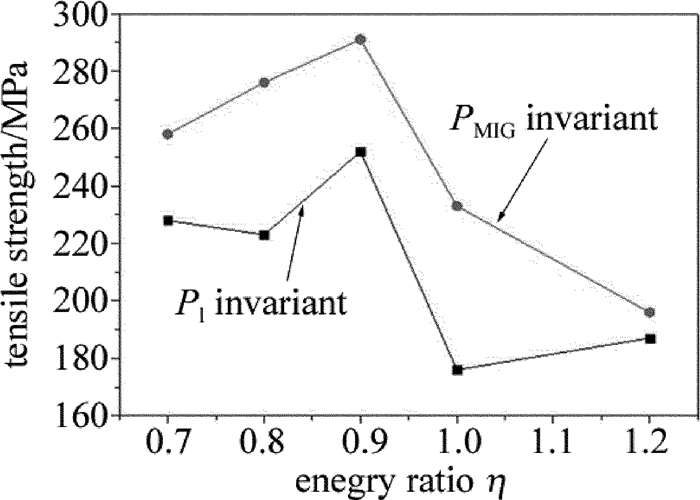
摘要: 为了研究激光-熔化极惰性气体保护焊(MIG)复合法焊接铝合金时激光、电弧两种热源各自的作用,得出二者最佳耦合效果,采用观察接头显微组织、焊缝截面形貌等手段,分析了激光、电弧各自对焊缝的影响。在此基础上,进一步测定焊缝气孔率、力学性能等参量,探索了能量分配比例对焊接接头性能的影响规律。结果表明,激光-MIG复合焊接6061铝合金时,控制电弧、激光能量比在0.9附近,辅以合适工艺,获得的焊接接头气孔率仅为1.5%,抗拉强度291MPa,达母材的82.9%,符合工程需求。此研究对不同厚度的铝合金复合焊具有普遍指导意义。
-
关键词:
- 激光技术 /
- 能量比 /
- 6061铝合金 /
- 激光-熔化极惰性气体保护复合焊
Abstract: In order to study the effect of two kinds of heat sources (laser and arc) in laser-metal inert gas (MIG) hybrid welding and obtain the best coupling effect of both the heat sources, the microstructure of the joint and the cross section of the weld were observed. The effects of laser and arc on the weld were analyzed. On the basis, the parameters such as porosity and mechanical property of the weld were further measured. The influence of the proportion of energy distribution on the performance of welded joint was analyzed. The results show that, in laser-MIG hybrid welding of 6061 aluminum alloy, when the energy ratio of arc and laser is controlled near 0.9, assisted by the suitable process, the porosity of the welded joint is only 1.5%, and tensile strength is 291MPa, up to 82.9% of the base material. The parameters meet the needs of the project. This study is of general guiding significance for hybrid welding of aluminum alloy with different thickness. -
-
Table 1 Chemical composition of 6061 & ER5183
material chemical elements(mass fraction) Fe Cr Mn Zn Mg Cu Si Ti 6061 0.0070 0.0009 0.0015 0.0026 0.0100 0.0030 0.0060 0.0015 balance ER5183 0.0015 0.0019 0.0005 0.0006 0.0320 < 0.0005 — 0.0010 balance  下载: 导出CSV
下载: 导出CSV
表 2 Process parameters table of laser-MIG hybrid welding
serial number laser power Pl/W wire feeding speed/(m·min-1) MIG current/A MIG voltage/V MIG power PMIG/W energy ration η 1# 3300 7 121 18.9 2287 0.7 2# 3300 8 136 19.5 2652 0.8 3# 3300 9 144 20.6 3028 0.9 4# 3300 10 155 21.7 3363 1.0 5# 3300 11 173 22.8 3944 1.2 6# 5634 11 173 22.8 3944 0.7 7# 4930 11 173 22.8 3944 0.8 8# 4382 11 173 22.8 3944 0.9 9# 3944 11 173 22.8 3944 1.0 10# 3286 11 173 22.8 3944 1.2
下载: 导出CSV
-
[1] LI J M, WANG Ch M, HU X Y, et al. Study on microstructure and mechanical properties of 6005A joint in laser-MIG hybrid welding[J].Laser Technology, 2014, 38(6):733-737(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201406003
[2] TIAN W, ZHOU D W, QIAO X J, et al. Study on the reason of porosity formation in laser welding of magnesium and aluminum dissimilar metal[J]. Laser Technology, 2013, 37(6):825-828(in Chin-ese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201306027
[3] ZHANG J K, LIU F Zh, GAO B, et al. Affecting factors of pulse laser welding property of Al-Mg series aluminum alloy[J]. Laser Technology, 2015, 39(6):863-868(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201506028
[4] YANG H L, JIN X Z, XIU T F, et al. Numerical simulation of fiber laser welding of steel/aluminum dissimilar metals[J]. Laser Techno-logy, 2016, 40(4):606-609(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201604031
[5] CASALINO G, MORTELLO M, LEO P, et al.Study on arc and laser powers in thehybrid welding of A5754 Al-alloy[J]. Materials and Design, 2014, 61(4):191-198. http://www.sciencedirect.com/science/article/pii/S0261306914003355
[6] LEO P, RENNA G, OLABI A G, et al. Effect of power distribution on the weld quality during hybrid laser welding of an Al-Mg alloy[J]. Optics & Laser Technology, 2015, 73(2):118-126. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=acb6cba33a98d79487001072154e031c
[7] CHEN G Y, LI Ch Z, ZHOU C, et al.Partial penetration welding of 5A06 aluminum alloy with high power fiber laser[J].Laser Technology, 2016, 40(1):15-19(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201601005
[8] YAN Sh H, CHEN H, ZHU Z T, et al. Hybrid laser-metal inert gas welding of Al-Mg-Si alloy joints:Microstructure and mechanical properties[J]. Materials and Design, 2014, 61(3):160-167. http://www.sciencedirect.com/science/article/pii/S0261306914003379
[9] MENG X M, QIN G L, SU Y H, et al. Numerical simulation of large spot laser+MIG arc brazing-fusion welding of Al alloy to galvanized steel[J]. Journal of Materials Processing Technology, 2015, 222(4):307-314. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=660b7f0f8bf95a6aa2b9813ddeeaca7b
[10] SONG X H, JIN X Zh, CHEN Sh Q, et al. Progress of laser-arc hybrid welding and its applications in automotive body manufacture[J].Laser Technology, 2015, 39(2):259-265(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201502024
[11] QI X Y, YE B, WANG A H, et al.Laser scanner welding processing of automobile panels[J].Laser Technology, 2016, 40(6):825-829(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201606011
[12] WANG Sh J, QIN G L, SU Y Sh, et al. Laser-MIG arc hybrid brazing-fusion welding of al alloy to galvanized steel with different filler metals[J].Acta Metallurgica Sinica, 2013, 26(2):177-182. DOI: 10.1007/s40195-012-0202-5
[13] TAN B, LIU H W, MA B, et al. Protective gas for CO2 laser arc hybrid welding Al alloy[J].Laser Technology, 2012, 36(4):497-500(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201204016
[14] YAN F, WANG Ch M, WANG Y J, et al. A study of the mechanism of laser welding defects in low thermal expansion superalloy GH909[J]. Materials Characterization, 2013, 78(4):21-30. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=717880c340fca950182c603e5b3ad548
[15] LI J M, WANG Ch M, ZHANG W, et al. Study on microstructure and mechanical propertiesof 6005A joint in laser-MIG hybird welding[J].Laser Technology, 2014, 38(6):733-737(in Chinese).
[16] YAN F, WANG Ch M, HU X Y, et al. Effect of aging heat treatment on microstructure and mechanical properties of laser welding joint of alloy GH909[J]. Materials Science & Engineering, 2014, A598(2):62-67. http://www.sciencedirect.com/science/article/pii/S092150931400063X
计量
- 文章访问数: 3
- HTML全文浏览量: 1
- PDF下载量: 6