
Study on laser welding process of titanium alloy and stainless steel dissimilar materials
-
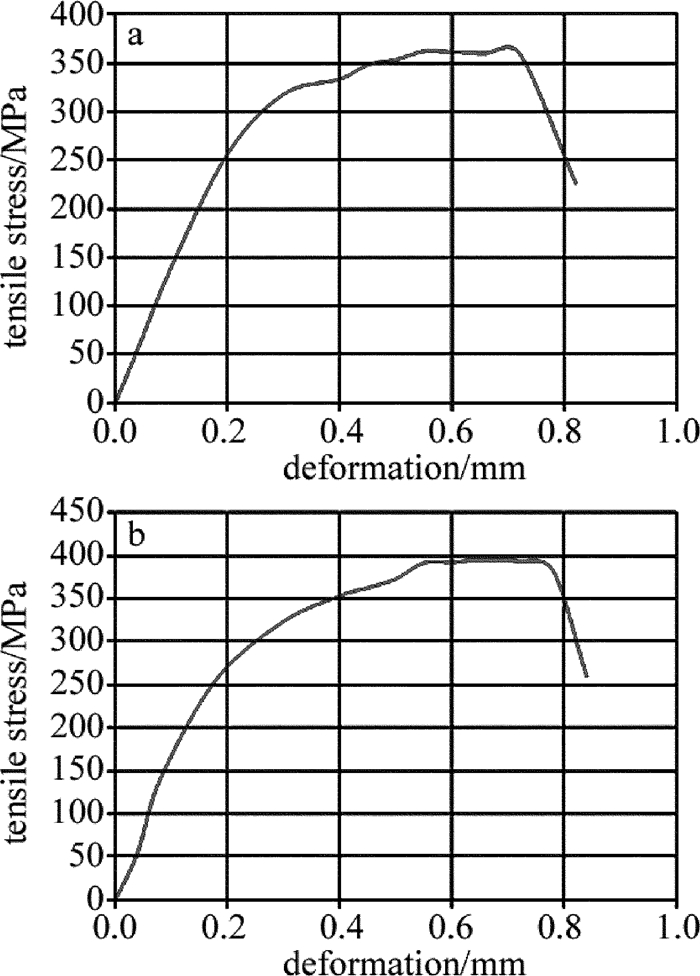
摘要: 为了探究钛合金-不锈钢异种金属焊接的特殊性,更好地提升两金属间的焊接性能,采用在钛合金与不锈钢之间加入填充层黄铜进行焊接的新方法,进行了理论分析和实验验证。应用ANSYS有限元分析软件分析得出填充层-黄铜的合理厚度应在0.5mm~0.7mm左右,并基于仿真结果对填充层黄铜厚度为0.5mm~0.7mm的钛钢异种金属焊件进行焊接实验,对焊接试样进行硬度、抗拉性测试及扫描电镜观察。结果表明,填充层黄铜的厚度为0.6mm时,钛合金-不锈钢异种金属激光焊接试样的焊缝形貌和力学性能较好。Abstract: In order to explore the welding particularity of titanium alloy and stainless steel dissimilar metal and improve their welding performance, a new welding method of filling layer brass between titanium alloy and stainless steel was adopted. ANSYS finite element analysis software was applied. After theoretical analysis and experimental verification, it was concluded that the reasonable thickness of filling layer brass should be about 0.5mm~0.7mm. And based on simulation results, titanium steel dissimilar metal welding with the filling brass layer of thickness 0.5mm~0.7mm was used in welding experiment. Hardness, tensile test and scanning electron microscope (SEM) observation were carried out on the welded specimens. The results show that, when the thickness of the filler layer brass is 0.6mm, laser welding samples of Ti alloy and stainless steel has good weld morphology and mechanical properties.
-
Keywords:
- laser technique /
- laser welding /
- titanium alloy /
- stainless steel /
- brass /
- mechanics nature
-
-
![]()
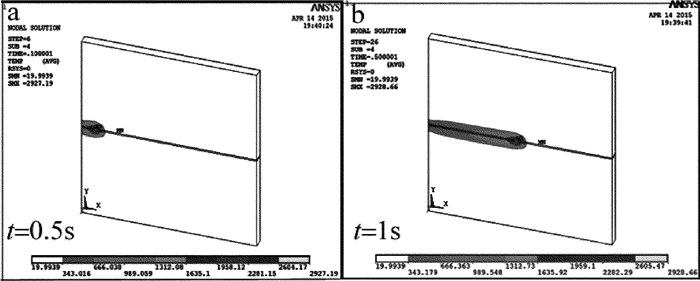
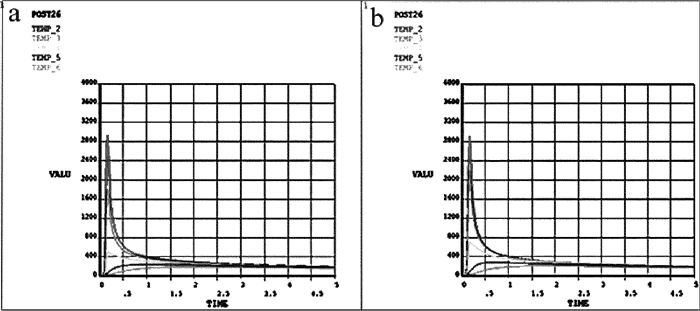
Figure 7. Thermal cycle curve without the filling layer
a—stainless steel b—titanium alloy
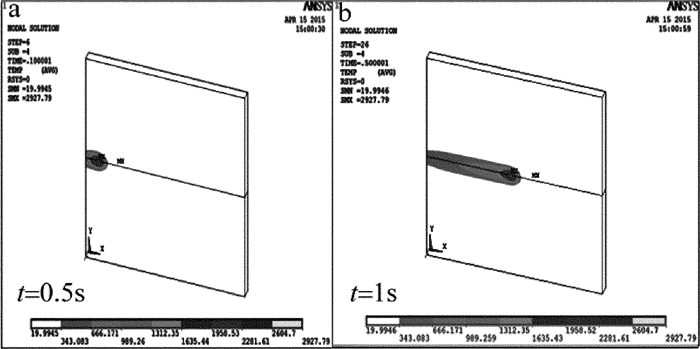
![]()
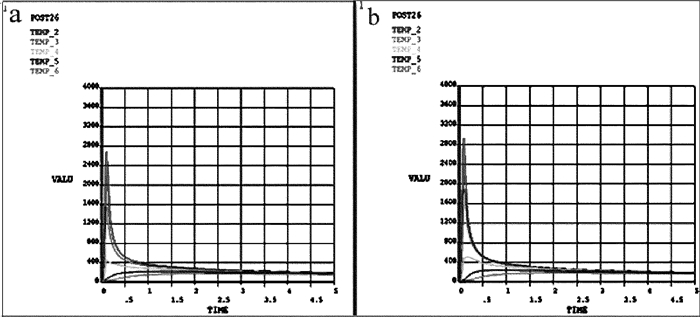
Figure 8. Thermal cycle curve with copper and the filling layer
a—stainless steel b—titanium alloy
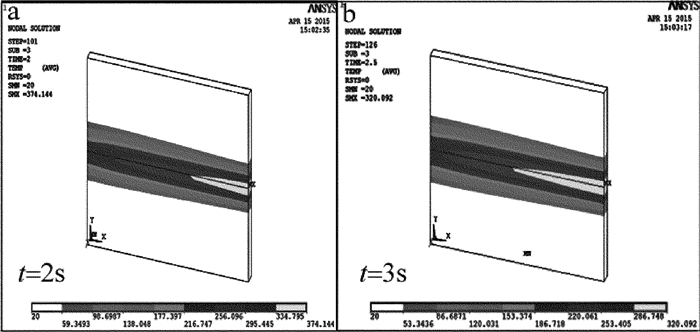
![]()
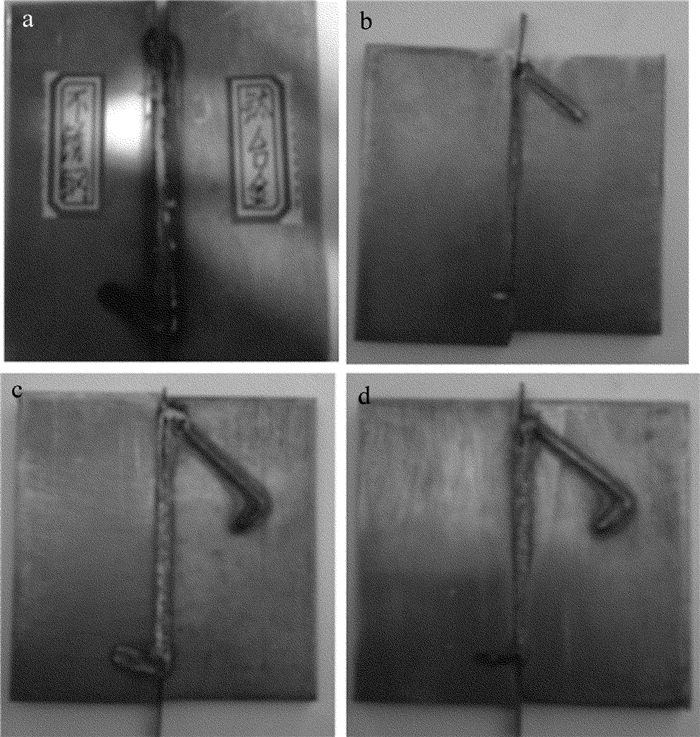
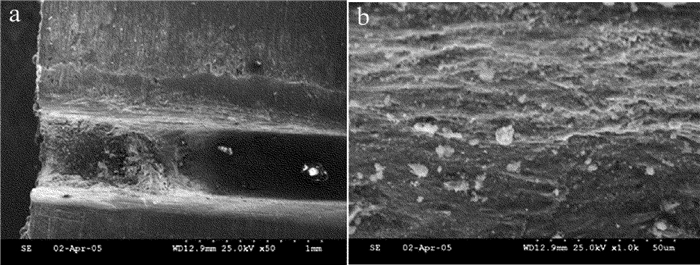
Figure 11. Electron microscope scan of welding sample morphology with 0.5mm brass
a—morphology of 50 times b—morphology of 1000 times
![]()
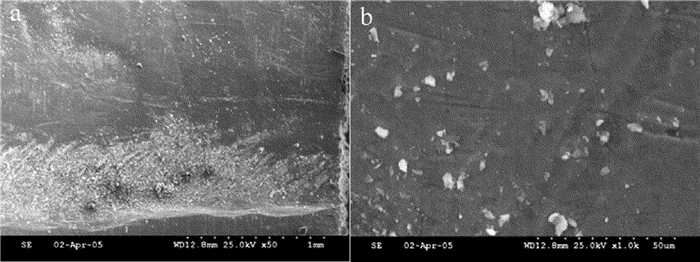
Figure 12. Electron microscope scan of welding sample morphology with 0.6mm brass
a—morphology of 50 times b—morphology of 1000 times
Table 1 Both sides of temperature field distribution with copper layer of titanium alloy and stainless steel /℃
copper layer 0mm 0.2mm 0.3mm 0.4mm 0.5mm 0.6mm 0.7mm 0.8mm 0.9mm stainless steel side(4mm) 187 177 176 175 174 171 174 171 169 stainless steel side(3mm) 239 224 222 220 217 213 215 212 208 stainless steel side(2mm) 511 501 489 471 447 418 458 414 362 stainless steel side(1mm) 1807 1746 1691 1625 1550 1466 1407 1366 1282 stainless steel side(0mm) 2916 2876 2818 2749 2681 2618 2581 2548 2534 titanium alloy side(0mm) 2933 2930 2929 2927 2923 2916 290 2878 2851 titanium alloy side(1mm) 2184 2101 2030 1956 1881 1805 1729 1654 1579 titanium alloy side(2mm) 712 591 559 529 502 478 456 435 416 titanium alloy side(3mm) 278 251 246 241 237 232 229 226 222 titanium alloy side(4mm) 203 187 185 183 181 179 179 176 174  下载: 导出CSV
下载: 导出CSV
Table 2 Microhardness of welding sample with copper layer
microhardness/HV stainless steel side(0.3mm) stainless steel side (0.15mm) stainless steel side (0mm) titanium alloy side(0.15mm) titanium alloy side(0.3mm) copper layer(0.5mm) 339.5 249.3 216.8 238.7 326.4 copper layer(0.6mm) 321.6 241.5 210.6 239.5 305.6
下载: 导出CSV
-
[1] HU X H. The process of titanium alloy-stainless steel dissimilar metal laser welding though the finite element analysis and experiment test[D].Qingdao Technological University, 2016: 1-4(in Chinese).
[2] SUN R L, ZHANG J H.The problems and research status of titanium and titanium alloy welding with steel[J].Aerospace Material Process, 1997, 27(2):7-11(in Chinese).
[3] ZHANG X M.The molten welding technology of the titanium and other metals[J].Titanium Industry Progress, 2001, 18(5):20(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=CC027084606
[4] YIN C Q, ZHA X Zh, LU B Zh.Granular bainite in microstruc tures after welding and its effects on impact toughness in STE355 steel[J].Transactions of the China Welding Institution, 2003, 24(2):55-58(in Chinese).
[5] WANG J Y, GE Zh M, ZHOU Y B, et al.Aviation with qin alloy[M].Shanghai:Shanghai Science and Technology Publishing House, 1985:1-3(in Chinese).
[6] SHAN L.TC4 titanium alloy and steel composite laser welding technology research[D].Hangzhou: Zhejiang University, 2006: 23-25(in Chinese).
[7] CHEN P F, CHEN T, QIU J L, et al.Material processing with a laserbeam quality[J].Laser Technology, 1995, 19(5):289-292(in Chi-nese).
[8] WANG R P, LEI Y P, SHI Y W. Application of heat source model based on ray tracing method in laser welding[J]. Laser Technology, 2011, 35(1): 31-35(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201101010
[9] WANG Q, JIAO J K, WANG Y F, et al. Finite element analysis of CFRP and stainless steel laser welding[J]. Laser Technology, 2016, 40(6): 853-859(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201606017
[10] LI L J. Modern laser processing and its equipment[M].Beijing: Beijing Institute of Technology Press, 1993:1-265(in Chinese).
[11] HAN J, SHENG G M, QIN B, et al. The research status of titanium alloy and stainless steel diffusion bonding[J].Mechanical Engineering Material, 2007, 31(12):1-3(in Chinese).
[12] KUNDU S, CHATTERJEE S. Characterization of diffusion bonded joint between titanium and 304 stainless steel using a Ni interlayer[J]. Materials Characterization, 2008, 59(5):631-637. DOI: 10.1016/j.matchar.2007.05.015
[13] INABA Y. Laser compound welding technology for stainless steel pipe [J].Welding Technique, 1992, 32(9):60-65.
[14] SHANMUGARAJAN B, PADMANABHAM G.Fusion welding studies using laser on Ti-SS dissimilar combination[J]. Optics & Lasers in Engineering, 2012, 50(11):1621-1627. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=0254ae52315a5786c5909190788ad9b0
[15] ANANWA E M, OLABI A G. Using taguchi method to optimize welding pool of dissimilar laser-welded components[J].Optics & Laser Technology, 2008, 40(2):379-388. http://www.sciencedirect.com/science/article/pii/S003039920700103X
[16] SHIUE R K, WU S K, CHAN C H, et al. Infrared brazing of Ti-6Al-4V and17-4 PH stainless steel with a nickel barrier layer[J].Metallurgical and Materials Transactions, 2006, A37(7):2207-2217. DOI: 10.1007/BF02586140
计量
- 文章访问数: 5
- HTML全文浏览量: 1
- PDF下载量: 11