
Analysis of high-power disk laser welding status based on multi-feature fusion
-
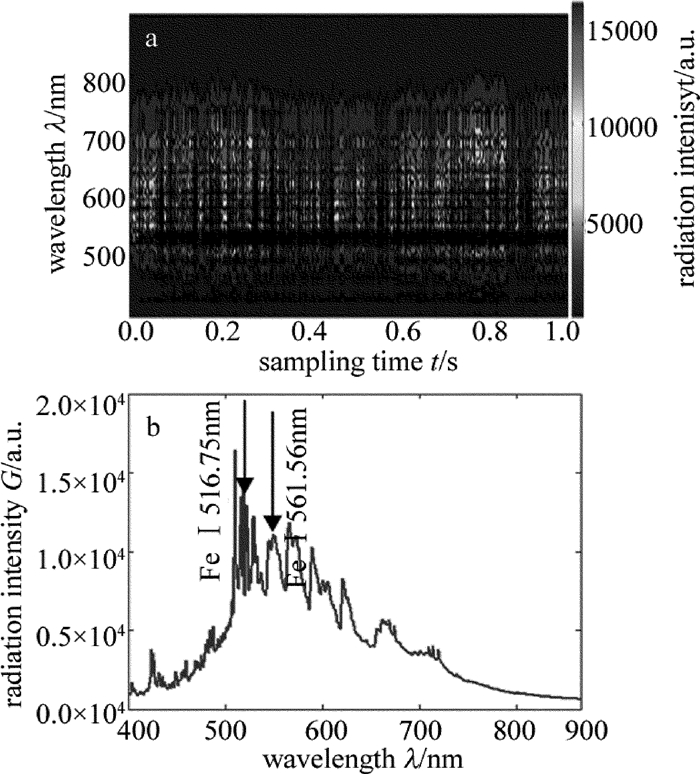
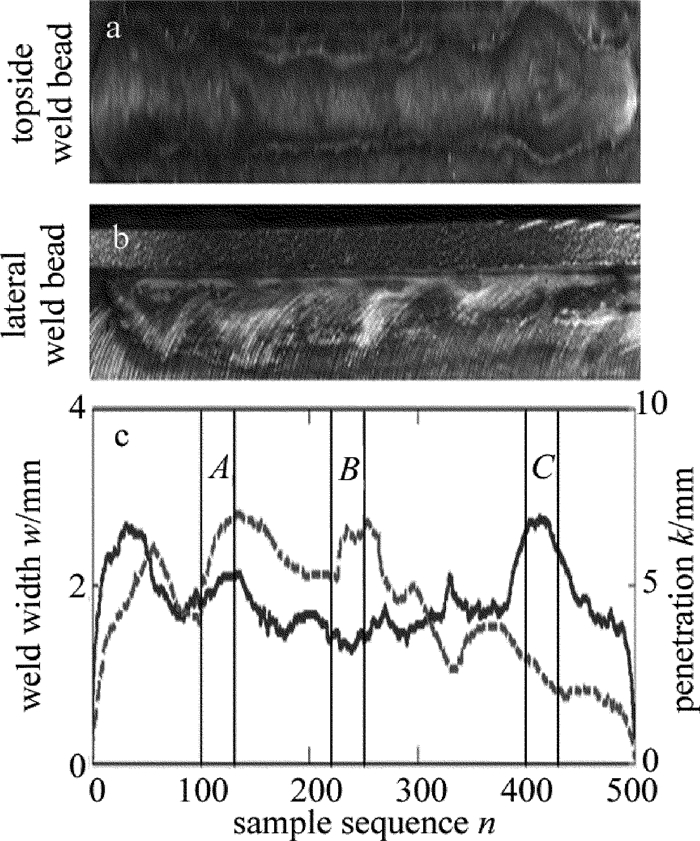
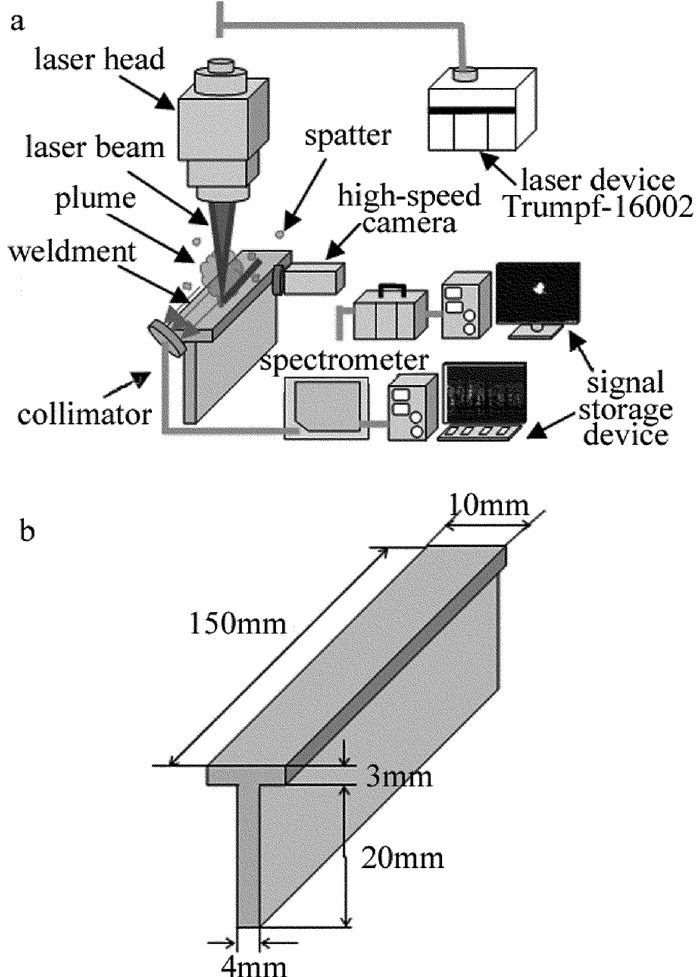
摘要: 为了实现大功率激光焊接状态的实时检测,采用了基于传感器信号多特征融合进行焊缝成形预测的方法,以大功率碟片激光焊接304不锈钢为试验对象,应用分光仪获取焊接过程中的光谱分布,并用紫外波段和可见光波段高速摄像机采集金属蒸气视觉图像,对所提取的特征参量与焊接状态之间的关系进行了理论分析和实验验证。结果表明,通过建立后向传播神经网络焊缝成形预测模型,取得了熔宽和熔深的预测绝对误差平均值数据分别为0.18mm和0.72mm。该方法能够准确反映熔宽及熔深的状态变化,这一结果对大功率激光焊接状态在线监测是有帮助的。Abstract: In order to monitor high-power laser welding status in real time, the method based on multi-feature fusion was put forward to predict the weld formation. Choosing the welding of 304 austenitic stainless steel plates by high power disk laser as the experimental target, the spectral distribution of laser welding was obtained by a spectrometer. A high-speed camera in ultraviolet band and visible light band was applied to capture the metal vapor visual images. Comprehensive analysis and experimental verification were conducted on the relationship between characteristic parameters and welding status. Back propagation neural network model was set up with characteristic parameters to predict the weld formation, and the average values of relative errors of weld width and penetration are 0.18mm and 0.72mm. Experimental results show that the proposed method can reflect the state change of weld width and penetration accurately and is helpful for monitoring high-power disk laser welding process in real time.
-
感谢日本大阪大学接合科学研究所片山实验室提供的焊接试验帮助。
-
![]()
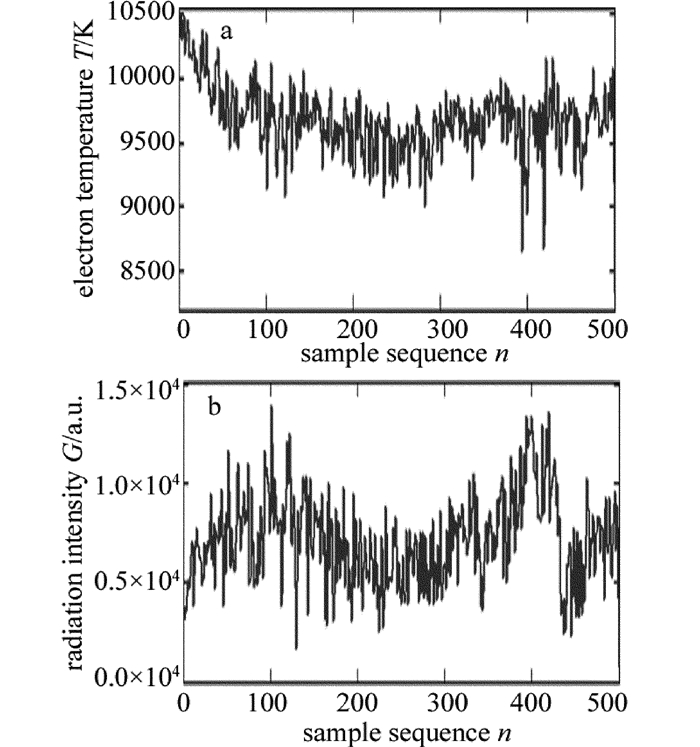
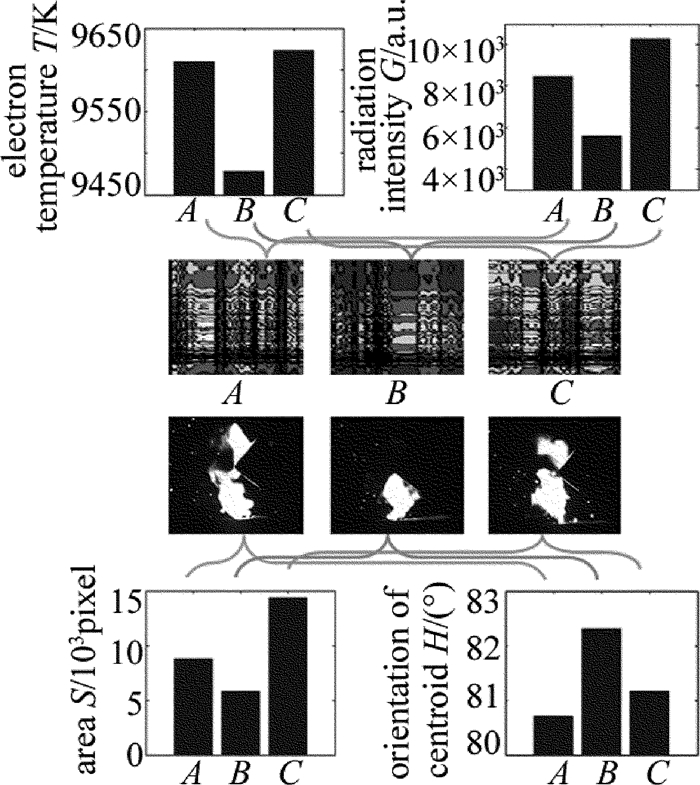
Figure 3. Characteristic parameters of spectral
a—electron temperature b—radiation intensity
![]()
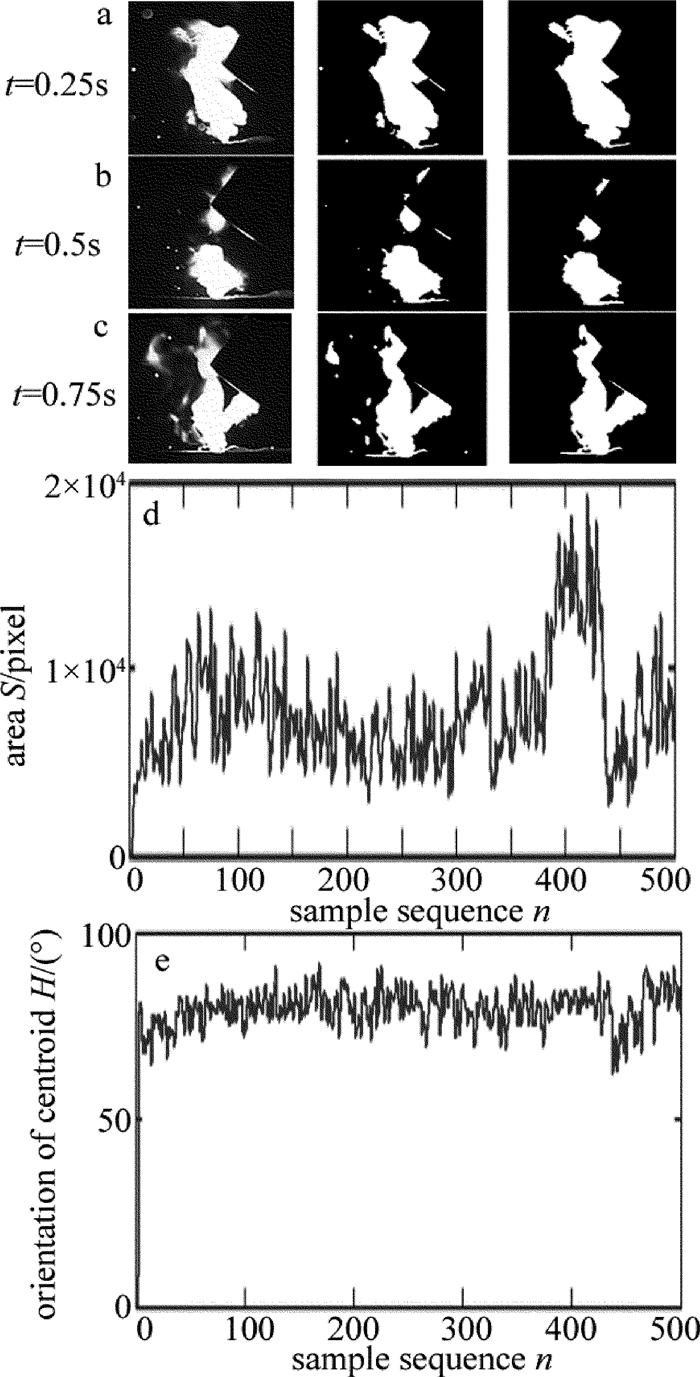
Figure 4. Characteristic parameters of visual images of metal vapor
a—gray image b—binary image c—binary image of metal vapor d—area e—orientation of centroid
Table 1 Spectroscopy physical parameter of spectral line
λi/nm Ei/cm-1 gi Ai/s-1 516.75 31322.613 7 2.72×106 561.56 44677.006 9 2.64×107  下载: 导出CSV
下载: 导出CSV
Table 2 Relative fluctuation of characteristic parameters
region T/K G/a.u. S/pixel H/(°) A 231.20 1.80×103 1.38×103 18.37 B 199.61 1.52×103 1.00×103 23.55 C 299.24 1.37×103 2.26×103 9.64
下载: 导出CSV
Table 3 Predicting results of neural network
average value of errors/mm number of neurons in the hidden layer 5 6 7 e1 0.21 0.18 0.22 e2 0.76 0.72 0.74
下载: 导出CSV
-
[1] LIU X X, HUANG R, YAO G, et al. Numerical simulation of the temperature field of laser butt welding of titanium alloy sheet[J]. Laser Technology, 2013, 37(5):700-704(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201305030
[2] CUI L, LI X Y, HE D Y, et al. Microstructure investigation of Nd:YAG laser welded 5A90 aluminum-lithium alloys[J]. Transactions of The China Welding Institution, 2010, 31(9):77-80(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTOTAL-HJXB201009018.htm
[3] GAO X D, SUN Y, YOU D Y, et al. Multi-sensor information fusion for monitoring disk laser welding[J]. International Journal of Advanced Manufacturing Technology, 2015, 85(5/8):1167-1175. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=c3da4d8a5962cd694f99622d9f04846e
[4] TENNER F, BROCK C, KLÄMPFL F, et al. Analysis of the correlation between plasma plume and keyhole behavior in laser metal welding for the modeling of the keyhole geometry[J]. Optics & Lasers in Engineering, 2015, 64(1):32-41. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=5a75bd5c3da568aa195e25535ec18a71
[5] GAO X D, WANG R L, LONG G F, et al. Study of characteristics of plume based on hue-saturation-intensity during high-power disk laser welding[J]. Acta Physica Sinica, 2012, 61(14):148103(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=wlxb201214059
[6] LI Zh Y. Welding plasma radiation spectrum theory and industrial application basis[M]. Beijing:Peking University Press, 2013:57-62(in Chinese).
[7] GAO X D, LIU G Q. Elucidation of metallic plume and spatter characteristics based on SVM during high-power disk laser welding[J]. Plasma Science and Technology, 2015, 17(1):32-36. DOI: 10.1088/1009-0630/17/1/07
[8] TANG J, ZUO D, WU T, et al. Spatio-temporal evolution of laser-induced air plasma in the stage of laser pulse action[J]. Optics Communications, 2013, 289(4):114-118. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=a79ba902e3033f8cb4bbbca20d6f65c1
[9] ZHAI Y, ZHU R H, SHEN H. Influence of laser power and incident angle as well as testing distance on laser inducted breakdown spectroscopy(LIBS) technology for spectroscopy diagnosis and multi-element analysis[J]. Spectroscopy and Spectral Analysis, 2011, 31(10):2634-2638(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=gpxygpfx201110009
[10] ZHAO X X, LUO W F, ZHANG X W, et al. Measurement of brass plasma parameters based on laser-induced breakdown spectroscopy[J]. Laser Technology, 2013, 37(1):93-96(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201301023
[11] DU X, YANG L J, LIU T, et al. The spectral analysis of laser-induced plasma in laser welding with various protecting conditions[J]. Spectroscopy & Spectral Analysis, 2016, 36(1):15-19(in Chinese). http://www.ncbi.nlm.nih.gov/pubmed/27228732
[12] LIU T, YANG L J, WANG L J, et al. A comparative analysis of the passive electric probe detection and spectrum diagnosis of laser-induced plasma[J]. Spectroscopy & Spectral Analysis, 2014, 34(2):289-292(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=gpxygpfx201402001
[13] YU F, XU X. A short-term load forecasting model of natural gas based on optimized genetic algorithm and improved BP neural network[J]. Applied Energy, 2014, 134:102-113. DOI: 10.1016/j.apenergy.2014.07.104
[14] GUO H F, LI J L, SUN T. Roughness prediction of kerf cut with fiber laser based on BP artificial neural networks[J]. Laser Technology, 2014, 38(6):798-803(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201406016
[15] ZHOU C, ZHANG L, CHEN G Y, et al. Prediction and optimization algorithm of process parameters for laser dressing grinding wheels[J]. Laser Technology, 2015, 39(3):320-324(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201503008
计量
- 文章访问数: 5
- HTML全文浏览量: 0
- PDF下载量: 3