
Study on effect of laser scanning speed on microstructure and properties of cladding layer
-
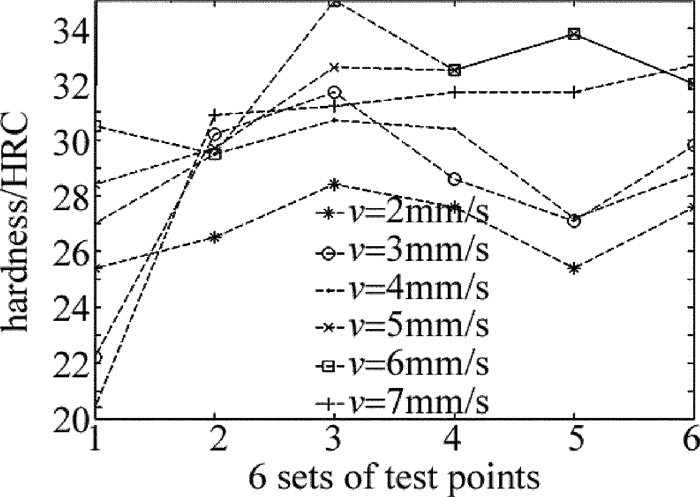
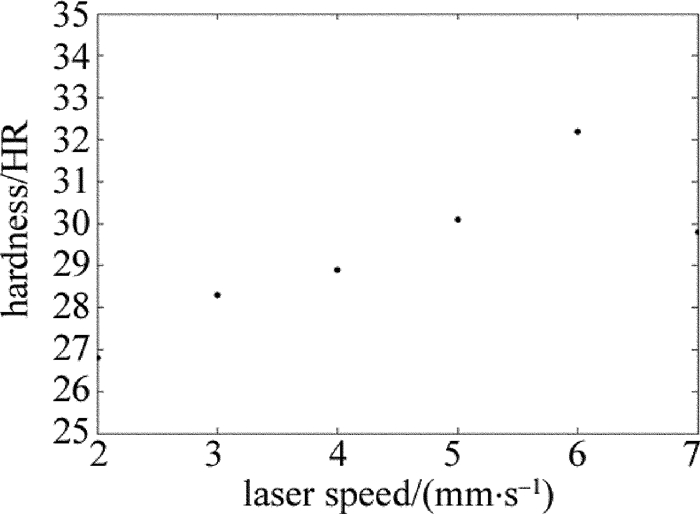
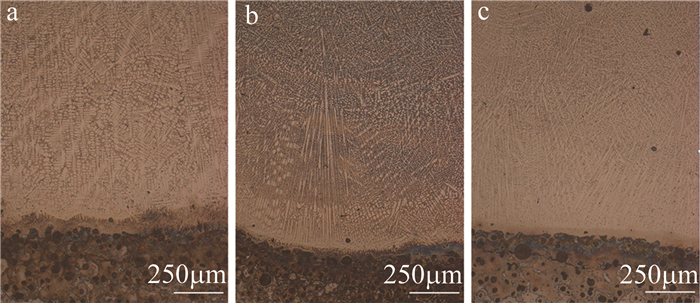
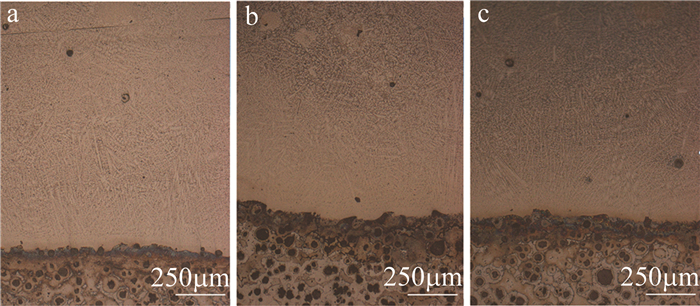
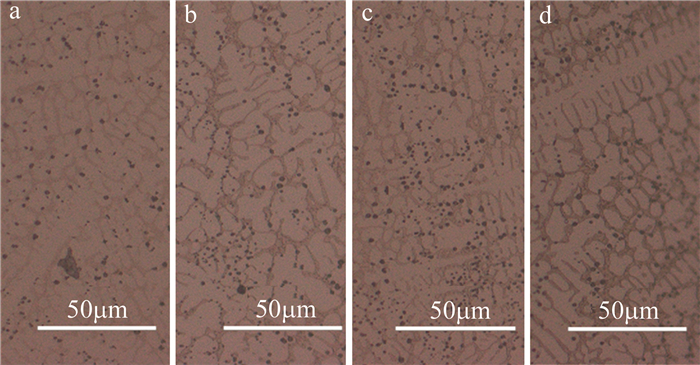
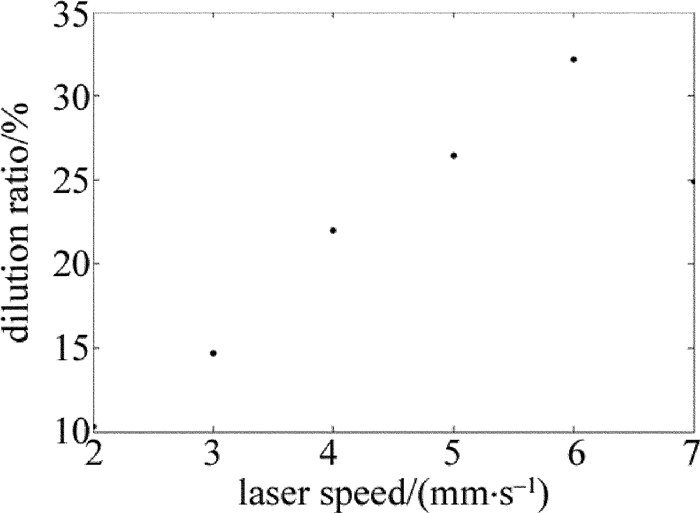
摘要: 为了研究在激光熔覆修复工艺中,激光扫描速率对最终形成的熔覆层性能的影响,采用同步送粉法,利用激光熔覆工艺在QT500球墨铸铁上制备了不同扫描速率下的镍基合金熔覆层样本;利用金相显微镜观察熔覆层的显微金相,并使用显微硬度计对熔覆层显微硬度进行了测定与分析,取得了熔覆层样品的硬度、显微金相组织以及样品稀释率等数据。结果表明,在其它条件不变下,随着激光扫描速率的增加,熔覆层组织更加致密、均匀,熔覆层的平均显微硬度得到了显著提高;以激光功率为1.9kW、扫描速率为5mm/s、光斑直径为4mm等参量得到的熔覆层组织与性能最优。此研究对激光熔覆表面强化工艺中合理选择工艺参量提供了理论依据。Abstract: In order to study effect of laser scanning speed on the properties of final cladding layer in laser cladding repair process, Ni-based alloy cladding samples were prepared on QT500 nodular cast iron by laser cladding at different scanning speeds under the condition of synchronous powder feeding.The metallographic microscope of the cladding layer was observed by metallographic microscope, and the microhardness of the cladding layer was measured and analyzed by means of microhardness tester.The hardness, microstructure and sample dilution ratio of the cladding samples were obtained.The results show that the microstructure and properties of the cladding layer would be better with the increase of the laser scanning speed.The microstructure of the cladding layer is more compact and the average microhardness of the uniform cladding layer is improved significantly with the increase of the laser scanning speed.The optimal parameters are laser power of 1.9kW, scanning speed of 5mm/s, and the diameter of the spot of 4mm.The study provides the theoretical basis for reasonable selection of process parameters in laser cladding surface strengthening process.
-
Keywords:
- laser technique /
- Ni-based alloy /
- laser scanning speed /
- microstructure
-
-
[1] ZANG C C, WANG Y Z, ZHANG Y D. Effects of laser cladding process on cladding layer qualities of nickel-base alloy[J]. Advanced Materials Research, 2014, 1028:90-95. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=10.4028/www.scientific.net/AMR.1028.90
[2] ZHANG R Zh, LI L J, TANG M Q, et al. Research progress of laser cladding technology[J]. Heat Treatment Technology and Equipment, 2017, 38(3):7-11(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/cldb2018z1074
[3] SHENG Y D. The fundamental investigation on laser cladding process[D]. Shanghai: Shanghai Maritime Univeristy, 2006: 7-15;30-40(in Chinese).
[4] TOYSERKANI E, KHAJEPOUR A, CORBIN S F. Laser cladding[M]. Boca Raton, USA:CRC Press, 2004:35-58.
[5] YOO H C. Recent study of thermal spray for green automotive industry[J]. Journal of Welding and Joining, 2014, 32(3):43-52. http://cn.bing.com/academic/profile?id=b78ad97a663d2de06e68c8817a966f26&encoded=0&v=paper_preview&mkt=zh-cn
[6] ZHENG G Ch. Study on laser cladding surface coating modification and remanufacture of Cr12MoV steel[D]. Changsha: Hunan University, 2016: 5-14(in Chinese).
[7] DENG D, CHEN R, ZHANG H. Present status and development tendency of plasma transferred arc welding[J]. Journal of Mechanical Engineering, 2013, 49(7):106-112. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jxgcxb201307015
[8] LIU J, YU H, CHEN C, et al. Research and development status of laser cladding on magnesium alloys:A review[J]. Optics & Lasers in Engineering, 2017, 93(7):195-210. http://cn.bing.com/academic/profile?id=fa208bc762358c47c5beca2513676490&encoded=0&v=paper_preview&mkt=zh-cn
[9] ZHENG B J, WEI J Y, JIANG Y H, et al.Wear property of NiCoFeCrTi high entropy alloy coating by laser cladding[J]. Laser Technology, 2016, 40(3):432-435(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201603028
[10] YANG H Y. Preparation and properties of WC particle reinforced composite coating[D]. Hefei: Hefei Polytechnic University, 2011: 13-20(in Chinese).
[11] AL-SAYED ALI S R, HUSSEIN A H A, NOFAL A A M S, et al. Laser powder cladding of Ti-6Al-4V α/β alloy[J]. Materials, 2017, 10(10):1178. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=b69e39c3f8b1e4d443f7dd6c042f5a8d
[12] SONG X H, ZOU Y F, XING J K, et al.Comparison between laser cladding Fe-based and Ni-based alloy coatings on 35CrMo[J]. Laser Technology, 2015, 39(1):39-45(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201501008
[13] LUO Sh X. Study on ceramic particles reinforced Fe-based composite coating produced by laser claddig on 5CrNiMo steel[D]. Ji'nan: Shandong University, 2016: 34-48(in Chinese).
[14] CAI W W, SHAO Sh, WU L J. Microstructure and properties of Fe-based B4C wear-resistant coating on 16Mn steel[J]. Surface Technology, 2018, 47(2):130-135(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/bmjs201802021
[15] GAO D Q, WANG R, CHEN W, et al. Research progress of improving material properties by laser cladding[J]. Hot Working Technology, 2017, 46(12):14-18(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=rjggy201712005
[16] ZHOU D D, SUN R L. Effect of laser scanning rate on microstructure and properties of nickel-based h-BN composite coating[J]. Heat Treatment of Metals, 2017, 42(4):167-171(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/jsrcl201704038
[17] ZHANG D Q, HAO Y J, LI J H. Effects of laser cladding laser parameters on Ni60A performance of cladding layer[J]. Machinery Design & Manufacture, 2017, 311(1):115-118(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jxsjyzz201701031
[18] ZHU G X, ZHANG A F, LI D Ch. Effect of process parameters on surface smoothness in laser cladding[J]. Chinese Journal of Lasers, 2010, 37(1):296-301(in Chinese). http://cn.bing.com/academic/profile?id=4a0b4a80d8a1857660bc08c4d2452a55&encoded=0&v=paper_preview&mkt=zh-cn
[19] ZHANG W. Influence of scanning speed on microstructure and hardness during laser cladding high-Cr cast iron[J]. Applied Mechanics & Materials, 2013, 395/396(7):1127-1131. http://cn.bing.com/academic/profile?id=28d14d9912ca23fbd542e827fbc1340f&encoded=0&v=paper_preview&mkt=zh-cn
[20] OCELÍK V, FURáR I, HOSSON J T M D. Microstructure and properties of laser clad coatings studied by orientation imaging microscopy[J]. Acta Materialia, 2010, 58(20):6763-6772. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=649fd288bb0c0dd36ed78c1b0e827841
[21] CHEN Sh G, ZHANG X M, ZHENG Q Ch, et al. Effect of CeO2 on microstructure and properties of Ni60 alloy coating by laser cladding[J]. Laser Technology, 2017, 41(6):904-908(in Chinese).
-
期刊类型引用(25)
1. 李晓天,陈青山,王艳林,刘力双. 2维超大行程快反镜的分段非线性拟合标定. 激光技术. 2025(01): 87-91 .  本站查看
本站查看
2. 张美航,张华,鄢威. 结构光自标定方法综述. 传感器与微系统. 2023(02): 1-4+12 . 百度学术
3. 刘威,张旭,刘少丽,刘检华,樊思哲,黄浩. 基于相位—高度映射的简易条纹投影测量模型和标定方法. 计算机集成制造系统. 2023(02): 474-486 . 百度学术
4. 张志俊,吴庆阳,邓亦锋,蒋逸凡,郑国梁,翟剑庞. 基于霍夫变换的结构光场3维成像方法. 激光技术. 2023(04): 492-499 . 本站查看
5. 杜连续,金永. 小波变换轮廓术测量精度影响因素的研究. 机械与电子. 2022(03): 13-16 . 百度学术
6. 雷经发,陈志强,张淼,孙虹,李永玲. 基于规则化条形图的相位展开方法. 光电子·激光. 2020(04): 434-440 . 百度学术
7. 陈宇,李钰,陈丽,李志松,郑炜,陈文康,钟平. 卫星天线反射面板热形变面形误差检测方法. 上海航天(中英文). 2020(04): 117-127 . 百度学术
8. 王延明,赵小龙,邢云飞,杨洋,李广年. 基于NDT-ICP的三维形貌自动测量技术研究. 机电信息. 2020(30): 102-103 . 百度学术
9. 葛桂萍,徐永安,范聪聪,梁艳玲. 基于机器视觉的三维测量装置的开发. 实验技术与管理. 2019(06): 162-166 . 百度学术
10. 王琰. 轨道检测系统钢轨图像标定误差试验研究. 铁道建筑. 2019(07): 117-120 . 百度学术
11. 张瑞,焦晓琼. 基于Kinect的真实感动画生成技术研究. 自动化与仪器仪表. 2019(08): 204-207 . 百度学术
12. 万安军,赵勋杰. 拟合阶次对基于多项式拟合的相位—高度映射关系的影响. 光电技术应用. 2018(03): 29-34 . 百度学术
13. 曾海,唐苏明,田野,刘映江,宋展. 基于二值几何编码图案的高精度结构光系统参数标定方法研究. 集成技术. 2018(02): 37-46 . 百度学术
14. 马媛媛,彭凯,杨伟东,高亚新. 随机抽样一致性算法在线结构光视觉测量系统中的应用. 科学技术与工程. 2018(03): 68-73 . 百度学术
15. 王昊,回丙伟,王胜春,王琰,王卫东. 钢轨廓形测量系统平面靶标标定方法研究. 铁道建筑. 2018(09): 114-117 . 百度学术
16. 姚万业,贾昭鑫. 基于线结构光检测的Arduino分拣机械臂. 北京联合大学学报. 2017(04): 49-53 . 百度学术
17. 吴开华,陈强元. 基于平面方程的轮对在线检测标定系统设计. 传感器与微系统. 2017(02): 97-100 . 百度学术
18. 何峰,周亚同,赵翔宇,王帅,张忠伟. 基于机器视觉的条形光学玻璃自动计重切割. 激光与光电子学进展. 2017(07): 255-263 . 百度学术
19. 赵贤凌,刘建生,张华煜,武迎春. 投影仪标定中的相位误差补偿. 激光技术. 2017(05): 697-702 . 本站查看
20. 苏涵,任永杰,杨凌辉,林嘉睿,郭寅. 基于激光三角法的同步扫描形貌测量传感器. 传感技术学报. 2016(12): 1791-1796 . 百度学术
21. 解则晓,迟书凯,王晓敏,潘成成,魏征. 基于共面法的结构光自扫描测量系统参数标定方法. 中国激光. 2016(03): 182-189 . 百度学术
22. 武彦林,全燕鸣,郭清达. 基于局部单应性矩阵的结构光系统标定研究. 科学技术与工程. 2016(13): 186-189+195 . 百度学术
23. 戴诚铭. 多结构光测量技术的应用分析. 数码世界. 2016(12): 82 . 百度学术
24. 丁一飞,王永红,胡悦,黄安琪,但西佐. 样本块匹配光栅投影阶梯标定方法. 中国测试. 2016(08): 7-12 . 百度学术
25. 汤明,达飞鹏,盖绍彦. 基于光栅投影的多摄像机标定方法. 仪器仪表学报. 2016(09): 2149-2155 . 百度学术
其他类型引用(66)
 下载:
下载:

计量
- 文章访问数: 7
- HTML全文浏览量: 0
- PDF下载量: 7
- 被引次数: 91