
Research of close-loop control of molten pool temperature during laser cladding process based on color CCD
-
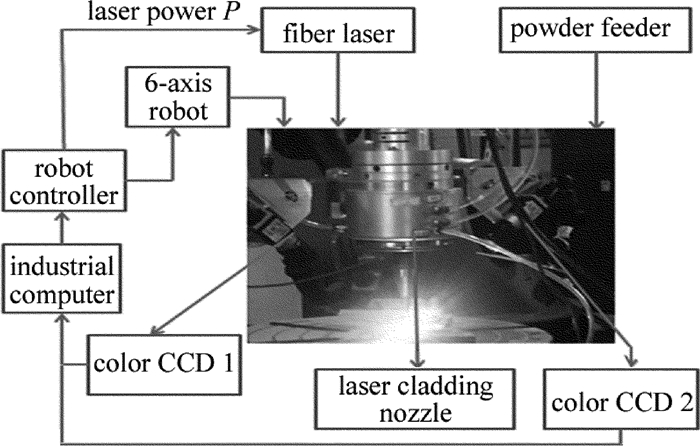
摘要: 为了保持激光熔覆过程中熔池温度的相对稳定,采用比色测温与比例-积分-微分(PID)控制策略相结合的方法实现了熔池温度的闭环控制,搭建了一套基于双通道彩色CCD的激光熔覆成形熔池温度在线测控系统。将发射率ε纳入到待定系数K中,建立了灰度比值与K的对应关系,推导出了熔池温度的计算公式。基于Socket通信实现了温度在工控机与机器人控制器之间的信号传递,设计了基于激光功率变化的温度控制器算法。结果表明,此系统能实时准确地测量并控制熔池温度,控制精度在3%以内;将该系统运用于薄壁圆筒堆积成形实验中,能够有效消除激光熔覆成形过程中的温度累积效应;成形件底部与顶部外径仅相差0.9mm,成形件各处显微组织差异较小,组织致密均匀。该控制方案具有实时性好、成本较低、便于集成应用等优点。Abstract: In order to maintain the molten pool temperature relatively stable in laser cladding process, close-loop control of molten pool temperature was realized by the combination of colorimetric temperature measurement and proportional-integral-differential (PID) control strategy. A set of on-line measurement and control system for molten pool temperature of laser cladding based on dual-channel color CCD was built. Emissivity ε was incorporated into the undetermined coefficient K, and the corresponding relationship between gray ratio and K was established, and the calculating formula for the temperature of the molten pool was derived. Based on Socket communication, the signal transmission between industrial personal computer and robot controller was realized, and the algorithm of temperature controller based on laser power variation was designed. The experimental results show that, the system can measure and control the temperature of molten pool in real time and accurately, the control accuracy within 3%. The system is applied to thin-walled cylinder stacking forming experiment, which can effectively eliminate the temperature accumulation effect during laser cladding forming process. The difference between the outer diameter of the bottom and top part of the forming part is only 0.9mm. The control scheme has the advantages of good real-time performance, low cost and easy integration.
-
-
![]()
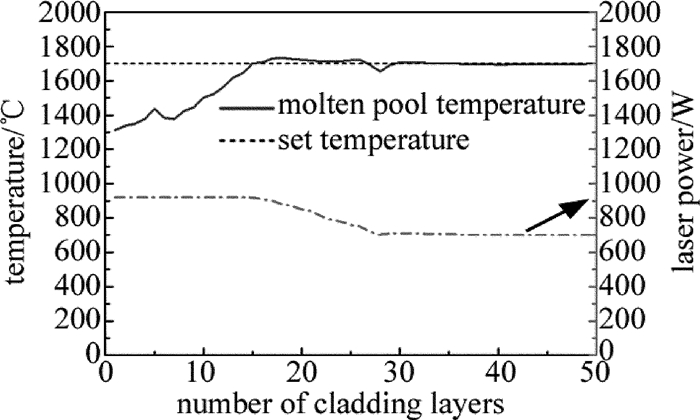
Figure 8. Relationship between average molten pool temperature, laser power and the number of cladding layers
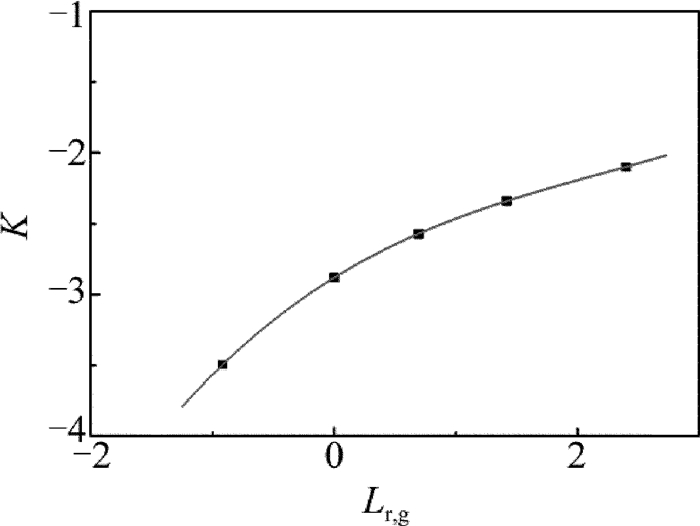
Table 1 Relationship between gray value and temperature
R gray value G gray value gradation ratio calibration temperature/℃ 73 67 1.1 1300 98 70 1.4 1400 122 72 1.7 1500 159 75 2.1 1600 201 77 2.6 1700 254 81 3.1 1800  下载: 导出CSV
下载: 导出CSV
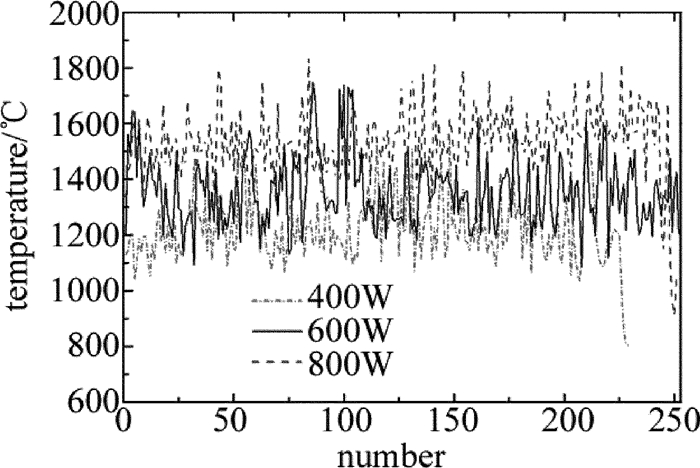
Table 2 Statistical results based on Fig. 6
laser power/W Ta/℃ Tmax/℃ Tmin/℃ dT/℃ 400 1221.9 1562.3 858.1 704.2 600 1358.1 1747.9 1093.2 654.7 800 1531.6 1836.4 958.3 878.1
下载: 导出CSV
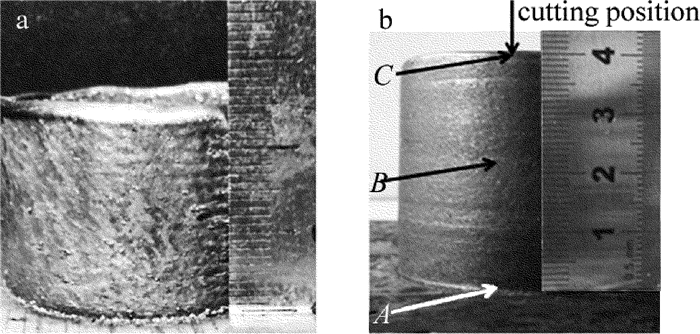
Table 3 Parameters comparison of the formed parts with controller and without controller
parameter without controller with controller height/mm 24.8 41.0 bottom diameter/mm 35.7 45.5 top outer diameter/mm 38.5 44.6 middle diameter/mm 38.1 45.1
下载: 导出CSV
-
[1] CHOI J, CHANG Y. Characteristics of laser aided direct metal/material deposition process for tool steel[J]. Internationnal Journal of Mchine Tools and Manufacture, 2005, 45(4):597-607. http://www.sciencedirect.com/science/article/pii/S089069550400197X
[2] MAZUDER J, DUTTA D, KIKUCHI N, et al. Closed loop direct metal deposition:art to part[J]. Optics and Lasers in Engineering, 2000, 34(4):397-414. http://www.sciencedirect.com/science/article/pii/S0143816600000725
[3] HUANG W D. Laser solid forming techlogy:Rapid freeform fabrication of hign performance and compact metallic component[M]. Xi'an:Northwestern Polytechnical University Press, 2007:1-4(in Chin-ese).
[4] DU Q, HANG X L, WANG M D, et al. Mechanism and experimental study of laser milling on laser cladding parts[J].Laser & Optoelectronics Progress, 2015, 52(10):101403(in Chinese).
[5] JIANG Y J, LU B H, FANG X W, et al. 3-D printing-based internet collect-manufacturing mode[J]. Computer Integrated Manufacturing System, 2016, 22(6):1424-1433(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jsjjczzxt201606005
[6] SHI T, LU B H, WEI Zh Y, et al. Research of closed-loop control of deposition height in laser metal deposion[J]. Chinese Journal of Lasers, 2017, 44(7):0702004(in Chinese). DOI: 10.3788/CJL
[7] SONG L, BAGAVATH-SINGH V, DUTTA B, et al. Control of melt pool temperature and deposition height during direct metal deposition process[J]. International Journal of Advanced Manufacturing Technology, 2012, 58(1/4):247-256. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=e131b322edd303794ad9f35bf07a6806
[8] TAN H. Temperature measurement and research on microstructure contronling in laser rapid forming[D].Xi'an: Northwestern Polytechnical University, 2005: 38-57(in Chinese).
[9] CHEN Zh. Temperature measurement of motlen pool in laser cladding process[D]. Suzhou: Soochow University, 2006: 31-48(in Chin-ese).
[10] JIANG Sh J, LIU W J. Study on real-time measurement for laser molten pool temperature field by images colorimetric method[J]. Information and Control, 2008, 37(6):747-751(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTOTAL-XXYK200806021.htm
[11] LEI J B, YANG X Ch, WANG Y Sh, et al. Research on model of measuring and controling temperature fields of molten pool in laser remanufacturing[J]. Tianjin Polytechnic University, 2003, 22(5):56-58(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTotal-TJFZ200305015.htm
[12] LEI J B, YANG X Ch, CHEN J, et al. Study on design of laser molten pool temperature field measurement software by CCD[J]. Applied Laser, 2007, 27(1):5-8(in Chinese). http://en.cnki.com.cn/article_en/cjfdtotal-yyjg200701001.htm
[13] BI G J, SCHVRMANN B, GASSER A, et al. Development and qualification of a novel laser-cladding head with integrated sensors[J]. International Journal of Machine Tools & Manufacture, 2007, 47(3):555-561. http://www.sciencedirect.com/science/article/pii/S0890695506001404
[14] HU D, KOVACEVIC R. Sensing, modeling and control for laser-based additive manufacturing[J]. International Journal of Machine Tools & Manufacture, 2003, 43(1):51-60. http://www.sciencedirect.com/science/article/pii/S0890695502001633
[15] TOYSERKANI E, KHAJEPOUR A. A Mechatronics approach to laser powder deposition process[J]. Mechatronics, 2006, 16(10):631-641. DOI: 10.1016/j.mechatronics.2006.05.002
[16] WANG C, SHI Sh H, FANG Q Q, et al. Research on laser cladding forming of close-paked multivariant twisty thin-wall parts[J]. Chin-ese Journal of Lasers, 2017, 44(6):0602004(in Chinese). DOI: 10.3788/CJL
[17] DENG Zh Q, SHI Sh H, ZHOU B, et al. Laser cladding forming of arcuate cantilevered entity part[J]. Infrared and Laser Engineering, 2017, 46(10):1006004(in Chinese). DOI: 10.3788/IRLA
[18] SHI T, WANG Y Q, LU B H, et al. Laser cladding forming of cantilevered thin-walled part based on hollow-laser beam inside powder feeding technology[J]. Chinese Journal of Lasers, 2015, 42(10):1003003(in Chinese). DOI: 10.3788/CJL
[19] XU J M, PAN X F. Research of robot monitoring system based on socket communication[J]. Computer Measurement & Control, 2017, 25(7):70-73(in Chinese). http://www.en.cnki.com.cn/Article_en/CJFDTotal-JZCK201707018.htm
[20] HUANG J, ZHANG K, ZHU X P, et al. Calibration of CCD temperature measurement system based on RGB digital filtering in laser cladding[J]. Journal of Optoelectronnics·Laser, 2013, 24(5):968-973(in Chinese).
[21] LI J J. An intensity fusion method applied to color CCD-based coloricmetric temperature measurement[J]. Computer Measurement & Control, 2012, 20(1):177-179(in Chinese).
[22] MENG W D, SHI Sh H, FU G Y, et al. Experimental study about vertical surface accumulation with coaxial inside-beam power feeding[J]. Laser Technology, 2015, 39(5):594-597(in Chinese). http://www.en.cnki.com.cn/Article_en/CJFDTOTAL-JGJS201505003.htm
计量
- 文章访问数: 5
- HTML全文浏览量: 0
- PDF下载量: 9