
Comparative experimental research of molten liquid ejection from soild targets induced by millsecond pulse laser
-
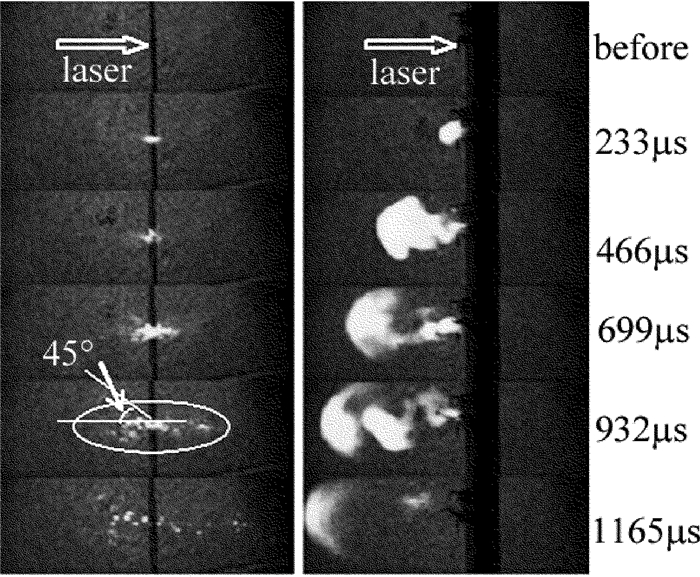
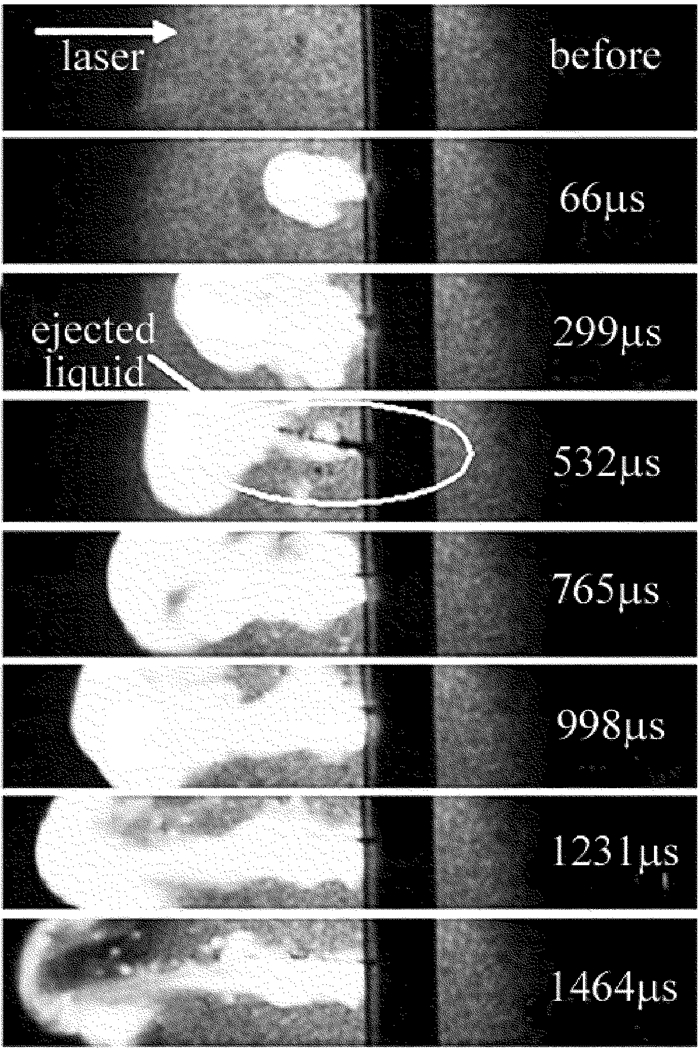
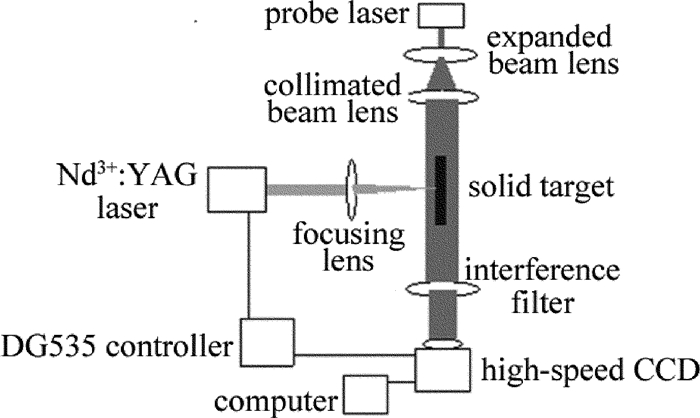
摘要: 为了研究毫秒激光致硅靶的熔融喷溅机理,采用阴影法,通过高速CCD获得了毫秒激光与固体靶材(硅靶和铝靶)相互作用的序列阴影图,研究了毫秒激光致固体靶材的融熔喷溅过程。实验上对比了毫秒激光致硅靶和铝靶熔融喷溅过程的不同,并对毫秒激光致固体熔融喷溅形成的机制进行了讨论。根据两种靶材融熔喷溅机理不同,解释了两种靶材融熔喷溅物的形貌、喷溅角度、喷溅物分布和喷溅物亮度不同的原因。结果表明,毫秒激光对两种靶材均能产生气化和熔融喷溅过程,但气化强度和熔融喷溅物的形态、亮度均不相同;激光作用硅靶时,作用区域所产生的气化现象不明显,熔融喷溅物呈液滴状,其亮度强于背景光,熔融喷溅方向与靶材前表面法线所成角的最大值为45°,熔融喷溅物分布在其间;而激光作用铝靶时,作用区域的铝靶所产生的气化现象更加明显,熔融喷溅物呈线状不透明流体,其亮度低于背景光,熔融喷溅方向与靶材前表面法线所成角度为20°,熔融喷溅物分布在熔融喷溅方向所在的直线周围。该研究对激光加工技术是有帮助的。Abstract: In order to study molten liquid ejection mechanism induced by interaction between millisecond laser and silicon targets, based on the so-called shadow method, the process of molten liquid ejection was studied after the sequence shading pictures of the interaction between the millisecond laser and the solid targets (silicon and aluminum) were recorded by high speed CCD. The difference between melting and splashing process of silicon and aluminum targets caused by millisecond laser was compared. The mechanism of solid melting splashing formed by millisecond laser was also discussed. According to the different melting and splashing mechanism of the two targets, the reasons of splashing angle, splash distribution and splash brightness of two targets were explained. The results show that, millisecond laser can produce gasification and melting spatter process for both targets, but gasification intensity, shape and brightness of the melted splash are different. When interacting with silicon targets, the gasification phenomenon is not obvious in the action area. The molten splash is liquid drop. Its brightness is stronger than the background. The maximum angle between the splashing direction and the normal line of the front target surface is 45°, and the molten spatter is distributed within the angle. When interacting with aluminum targets, gasification phenomenon is more obvious in the action area. The molten splash is linear opaque fluid. Its brightness is lower than the background light. The angle between the splashing direction and the normal line of the front target surface is 20°. The molten spatter is distributed along the line of splashing direction. The study is helpful for laser processing technology.
-
Keywords:
- laser physics /
- molten liquid ejection /
- shadow methods /
- gasification /
- millsecond laser
-
-
![]()
Figure 2. Sequence shadow pictures about the process of molten liquid ejection produced by millsecond laser interaction with silicon and aluminum targets
-
[1] LIU Q B. Laser processing technology and its application[M]. Beijing:Metallurgical Industry Press, 2007:4-6(in Chinese).
[2] ZANG Y N, NI X W, HAN B. The ejection of molten aluminum after the interaction with millisecond pulsed laser[J]. Journal of Optics, 2017, 46(3):231-240. DOI: 10.1007/s12596-017-0402-5
[3] WEI Z, ZHANG W, WANG D, et al. Structural, optical and electrical behavior of millisecond pulse laser damaged silicon-based positive intrinsic negative photodiode[J]. Optik-International Journal for Light and Electron Optics, 2017, 131(sC):110-115. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=f2036a265d874d251d4db5443894ca2e
[4] JIA Zh X, HUANG J G, GAO J Q, et al. Technological study on long pulse laser cutting of polycrystalline cubic boron nitride[J]. Laser Technology, 2017, 41(3):346-350(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201703009
[5] SCHNEIDER M, BERTHE L, FABBRO R, et al. Gas investigation for laser drilling[J]. Journal of Laser Applications, 2007, 19(3):165-169. DOI: 10.2351/1.2567844
[6] ZANG Y N, NI X W, HAN B. The ejection threshold of molten aluminum induced by millisecond pulsed laser[J]. Journal of Applied Physics, 2014, 116(1):013104. DOI: 10.1063/1.4887073
[7] HE X L, DEBROY T, FUERSCHBACH P W. Alloying element vaporization during laser spot welding of stainless steel[J]. Journal of Physics, 2003, D36(23):3079-3088. http://adsabs.harvard.edu/abs/2003JPhD...36.3079H
[8] HE X L, NORRIS J, FUERSCHBACH P, et al. Liquid metal expulsion during laser spot welding of 304 stainless steel[J]. Journal of Physics, 2006, D39(3):525-534. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=38de1dea76f890f958c95d98a3705688
[9] SEMAK V, MATSUNAWA A. The role of recoil pressure in energy balance during laser materials processing[J]. Journal of Physics, 1997, D30(18):2541-2552. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=a5aa0167a741d8f5905071773e79f81c
[10] KELLY R, MIOTELLO A. Comments on explosive mechanisms of laser sputtering[J]. Applied Surface Science, 1996, 96:205-215. http://www.sciencedirect.com/science/article/pii/0169433295004815
[11] CHO J H, NA S J. Implementation of real time multiple reflection and Fresnel absorption of laser beam in keyhole[J]. Journal of Physics, 2006, D39(24):5372-5378. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=06f20294b88d8d3caf12a9ce1318c236
[12] ZHANG Y M, SHEN Zh H, NI X W. Modeling and simulation on long pulse laser drilling processing[J]. International Journal of Heat and Mass Transfer, 2014, 73:429-437. DOI: 10.1016/j.ijheatmasstransfer.2014.02.037
[13] LU Q M, MAO S S, MAO X L, et al. Theory analysis of wavelength dependence of laser-induced phase explosion of silicon[J]. Journal of Applied Physics, 2008, 104(8):083301. DOI: 10.1063/1.2978369
[14] LU Zh Q. Two-phase flow and boiling heat transfer[M]. Beijing:Tsinghua University Press, 2002:146-158(in Chinese).
[15] XU J Y, JIA D N. The boiling heat transfer and gas-liquid two phase flow[M]. Beijing:Atomic Energy Press, 2001:201-233(in Chinese).
[16] TAKASUKA E, TOKIZAKI E, TERASHIMA K, et al. Emissivity of liquid silicon in visible and infrared regions[J]. Journal of Applied Physics, 1997, 81(9):6384-6384. DOI: 10.1063/1.364418
[17] HIRANO K, FABBRO R, MULLER M. Experimental determination of temperature threshold for melt surface deformation during laser interaction on iron at atmospheric pressure[J]. Journal of Physics, 2011, D44(43):435402. http://www.ingentaconnect.com/content/iop/jphysd/2011/00000044/00000043/art435402
[18] MOSTOVYCH A N, CHAN Y. Reflective probing of the electrical conductivity of hot aluminum in the solid, liquid, and plasma phases[J]. Physical Review Letters, 1997, 79(25):5094-5097. DOI: 10.1103/PhysRevLett.79.5094
-
期刊类型引用(2)
1. 靳明明, 刘若钰, 项徽清, 刘建国, 曾晓雁. 激光对羟基磷酸铜的还原机理研究. 激光技术. 2020(02): 148-155 .  本站查看
本站查看
2. 吴鹏, 范云茹, 郭嘉伟, 刘晓旭, 周强, 邓光伟, 宋海智, 王浟. 纳秒脉冲激光加工高反射率铝膜. 激光技术. 2019(06): 779-783 . 本站查看
其他类型引用(0)
 下载:
下载:
计量
- 文章访问数: 4
- HTML全文浏览量: 0
- PDF下载量: 10
- 被引次数: 2