
Rotational Raman lidar for detecting temperature profiles in boundary layer
-
摘要: 为了研制一种测量边界层大气温度的激光雷达,采用氮气和氧气的转动喇曼谱的强度比反演大气温度垂直分布的方法,对转动喇曼激光雷达系统进行了理论分析与实验研究,取得了边界层内的大气温度数据。结果表明,该激光雷达测量的大气温度在0km~2.5km处与大气模式表现出了较好的一致性,激光能量为100mJ,测量时间约为17min,垂直分辨率为7.5m;2.5km处信号随机起伏引起的统计误差达到1K,可以对边界层内2.5km以下的大气温度进行高精度测量;如果要使测量的高度进一步增加,可以增大激光脉冲的能量或选用口径大的望远镜。这对探测边界层大气温度的转动喇曼激光雷达系统的研制提供了有益的指导。Abstract: In order to develop a lidar to measure temperature profiles in the planetary boundary layer, the vertical distribution of atmospheric temperature was retrieved based on the ratio of the rotational Raman spectrum intensity of nitrogen and oxygen. After theoretical analysis and experimental research of rotational Raman lidar system, the atmospheric temperature data in the boundary layer were obtained.The results show that, the atmospheric temperature measured by the lidar is in good agreement with atmospheric model in the range of 0km to 2.5km. The statistical error caused by random fluctuation of signal at 2.5km reaches 1K under the conditions of laser energy of 100mJ, measurement time of about 17min and vertical resolution of 7.5m. The atmospheric temperature below 2.5km within the boundary layer can be measured with high accuracy. The increase of laser pulse energy or the select of the telescope with large caliber would improve the height of the measurement further. The study provides the favorable guidance for development of rotational Raman lidar systems for detecting atmosphere temperature in boundary layer.
-
-
![]()
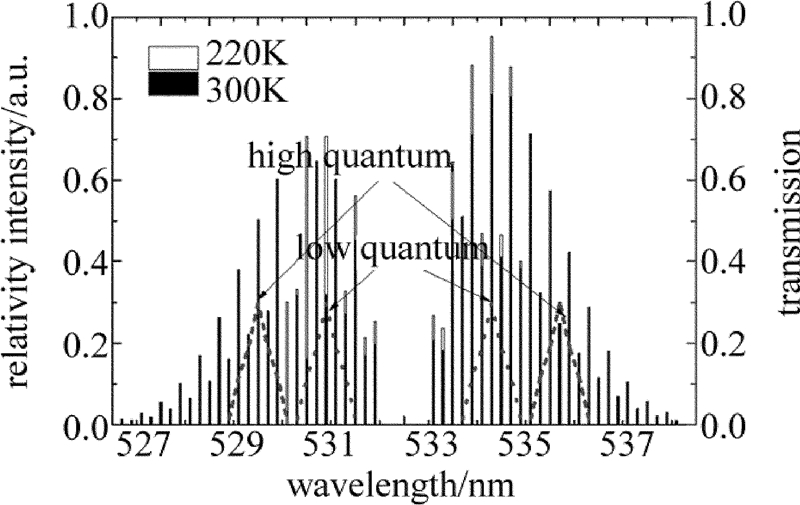
Figure 2. Transmissivity curves of N2 by rotation Raman spectrum and double grating monochromator at different temperatures
Table 1 Basic parameters of rotational Raman lidar
system parameter value Nd:YAG wavelength 532nm pulse energy 100mJ pulse repetition frequency 10Hz receiver diameter 200mm field of view 200μrad gratings diffraction order 5 grating constant 600g/mm lens focal length 200mm input fiber core diameter 0.6mm output fiber core diameter 1.3mm PMT Hamamatsu/R7400U-03 amplifier Phillips 6954 transient recorder Licel vertical resolution 7.5m  下载: 导出CSV
下载: 导出CSV
-
[1] YAN J X, GONG Sh Sh, LIU Zh Sh.Lidar for environment monitoring[M].Beijing:Science Press, 2001:135-140(in Chinese).
[2] ZHUANG Z B, HUANG W, FU Ch, et al. Portable visibility detector based on backward scattering lidar[J]. Laser Technology, 2015, 39(1):46-49(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201501024
[3] ALPERS M, EIXMANN R, FRICKEBEGEMANN C, et al. Temperature lidar measurements from 1 to 105km altitude using resonance, Rayleigh, and rotational Raman scattering[J]. Atmospheric Chemistry & Physics, 2004, 4(1):923-938.
[4] SHE C Y, YU H R. Simultaneous three frequency Na lidar measurements of radial wind and temperature in the mesopause region[J]. Geophysical Research Letters, 1994, 21(17):1771-1774. DOI: 10.1029/94GL01417
[5] CHEN W N, TSAO C C, NEE J B. Rayleigh lidar temperature measurements in the upper troposphere and lower stratosphere[J]. Journal of Atmospheric and Solar-Terrestrial Physics, 2004, 66(1):39-49. DOI: 10.1016/j.jastp.2003.09.014
[6] LI B, HUA D X, ZHOU Y, et al. The synthetical multilevel quality analysis and control technique for the Raman lidar detecting temperature[J]. Acta Optica Sinica, 2017, 37(4):0428003(in Chinese). DOI: 10.3788/AOS
[7] SU J, ZHANG Y Ch, HU Sh X, et al. Raman lidar measuring tropospheric temperature profiles with many rotational Raman lines[J]. Spectroscopy and Spectral Analysis, 2008, 28(8):1781-1785(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=gpxygpfx200808021
[8] CHEN S Y, QIU Z J, ZHANG Y C, et al. A pure rotational Raman lidar using double-grating monochromator for temperature profile detection[J]. Journal of Quantitative Spectroscopy & Radiative Transfer, 2011, 112(2):304-309. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=c52242c058a2f58a81722736375390cc
[9] MAO J D, XIE Zh, WU M, et al. Ultraviolet rotational Raman lidar for high accuracy temperature profiling of the planetary boundary layer[J]. Proceedings of the SPIE, 2008, 7130:1-6. DOI: 10.1117/12.819588
[10] IMAKI M, KAWAI H, KATO T, et al. Efficient ultraviolet rotational raman lidar for temperature profiling of the planetary boundary layer[J]. Japanese Journal of Applied Physics, 2012, 51(5):052401. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=59e36b9a578a3ae8bfb09533f278d8e9
[11] HAMMANN E, BEHRENDT A, MOUNIER F L, et al. Temperature profiling of the atmospheric boundary layer with rotational Raman lidar during the HD(CP)2 observational prototype experiment[J]. Atmospheric Chemistry & Physics, 2015, 15(5):2867-2881. http://adsabs.harvard.edu/abs/2015ACP....15.2867H
[12] LIU Y L, SUN Y Sh, CHEN L L, et al. Algorithm of double grating monochromator transmittance function of rotational Raman radar[J]. Laser Technology, 2016, 40(4):491-495(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jgjs201604008
[13] ZHONG Sh, YI F, ZHANG Sh D.A new method for inversion of atmospheric temperature and aerosol backscatter coefficient using pure rotational Raman spectrum[J].Chinese Journal of Geophysics, 2012, 55(11):3527-3533(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=dqwlxb201211002
[14] JIA J Y, YI F. Atmospheric temperature measurements at altitudes of 5-30km with a double-grating based pure rotational Raman lidar[J]. Applied Optics, 2014, 53(24):5330-5343. DOI: 10.1364/AO.53.005330
[15] LIU J, HUA D X, LI Y. Rotational Raman lidar for daytime-temperature profiling of the atmospheric boundary layer[J]. Acta Optica Sinica, 2007, 27(5):755-759(in Chinese). http://d.old.wanfangdata.com.cn/OAPaper/oai_doaj-articles_75829183153285e908a336ba1e18c65f
[16] MAO J D, ZHAO H, SHENG H J, et al. A novel spectroscopicfilter used in rotational Raman lidar for the temperature of profiling[J]. Journal of Russian Laser Research, 2013, 34(2):129-138. DOI: 10.1007/s10946-013-9333-z
[17] LIU Y L, XIE Ch B, SHANG Zh, et al. Retrieval and analysis of atmospheric temperature using a rotational Raman lidar observation[J].Spectroscopy and Spectral Snalysis, 2016, 36(6):1978-1986. http://www.en.cnki.com.cn/Article_en/CJFDTotal-GUAN201606074.htm



计量
- 文章访问数: 5
- HTML全文浏览量: 0
- PDF下载量: 6