
Effect of laser surface micro-modeling on tribological properties
-
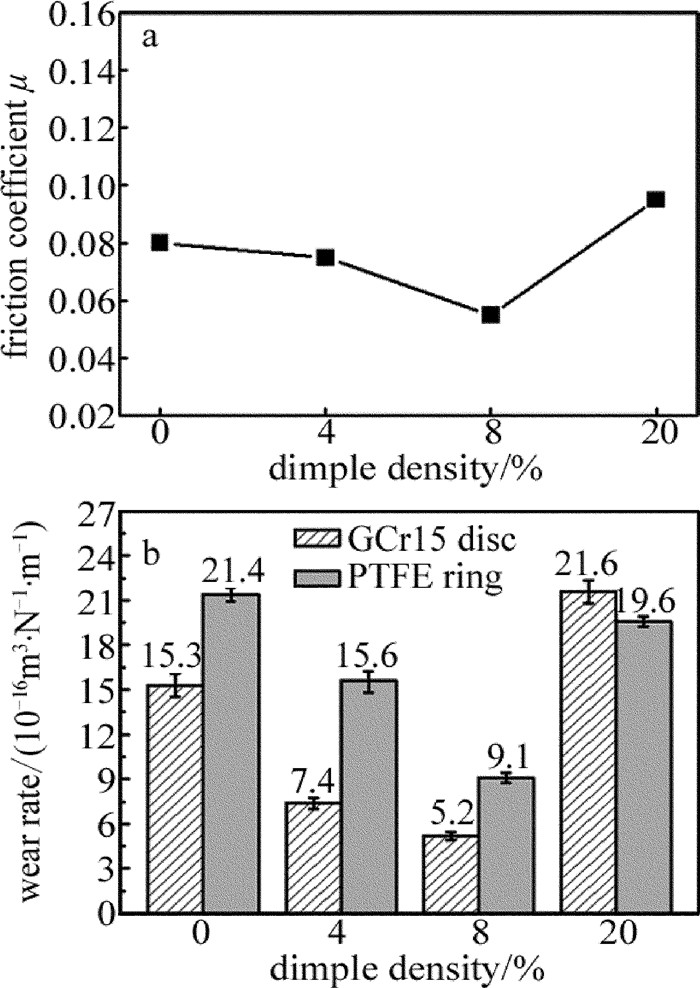
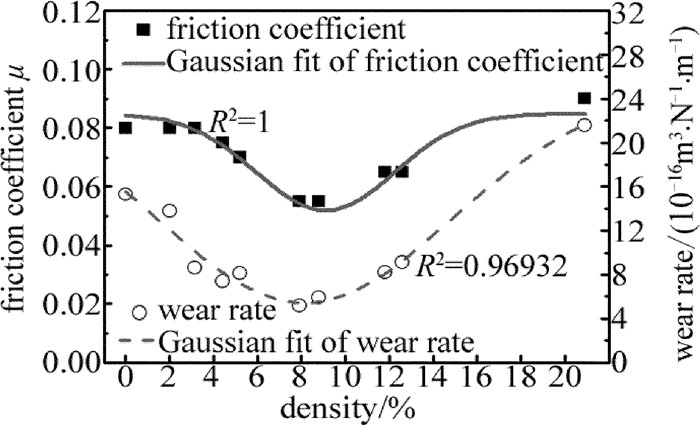
摘要: 为了研究表激光织构化对机械零件接触面的摩擦性能影响,采用Nd:YAG脉冲激光在钢盘表面形成了具有一定直径、间距和密度的微坑型织构阵列,在环/盘式摩擦试验机上进行了摩擦学性能测试。结果表明,微坑的深度和直径随脉冲次数增加而增大,调整微坑参量(直径和间距)可以获得不同密度的织构阵列,密度为8%~10%范围内的试样具有最低的摩擦因素(0.055~0.06)和磨损率(5.2×10-16m3/(N·m));通过曲线拟合,得到摩擦磨损性能随织构密度变化的趋势。该研究获得了具有最佳摩擦学性能的参量,能提高机械的使用效率和使用寿命。Abstract: In order to study the effect of laser micro-modeling on the friction performance of mechanical parts, Nd:YAG pulsed laser was used to form a micro pit texture array with certain diameter, spacing and density on the surface of a steel plate. The tribological performance was tested on ring/disc friction tester. The results show that the depth and diameter of micro pits increase with the increase of pulse number. The texture arrays with different densities can be obtained by adjusting the parameters (diameter and spacing). The specimen with a density of 8%~10% has the lowest friction factor of 0.055~0.06 and the lowest wear rate of 5.2×10-16m3/(N·m). The trend of the friction and wear performance with the change of texture density is obtained by curve fitting. The study obtains the parameters of the best tribological properties and can improve the mechanical efficiency and service life.
-
Keywords:
- laser technique /
- micro-modeling /
- tribological properties /
- optimal design
-
-
![]()
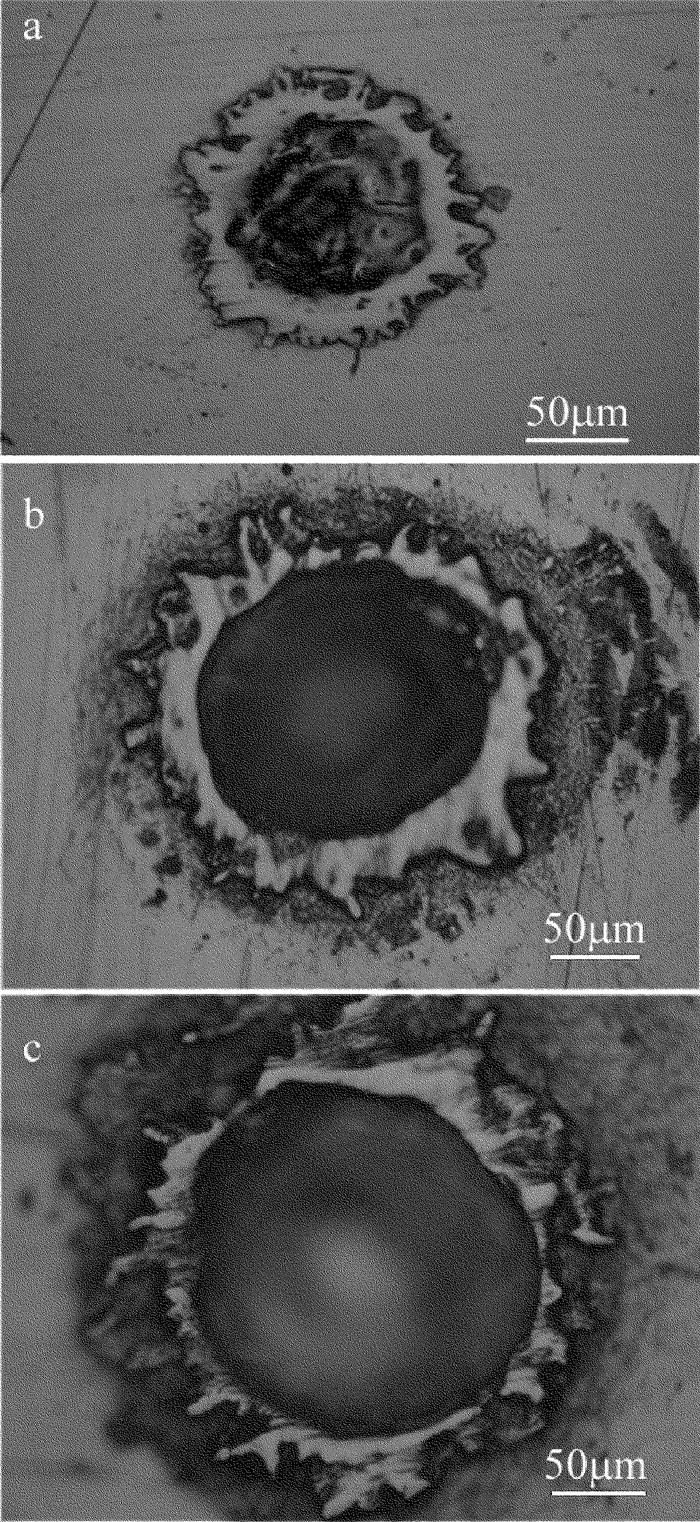
Figure 2. Morphology of micropits formed by different pulses
a—1 pulse b—6 pulses c—10 pulses
![]()
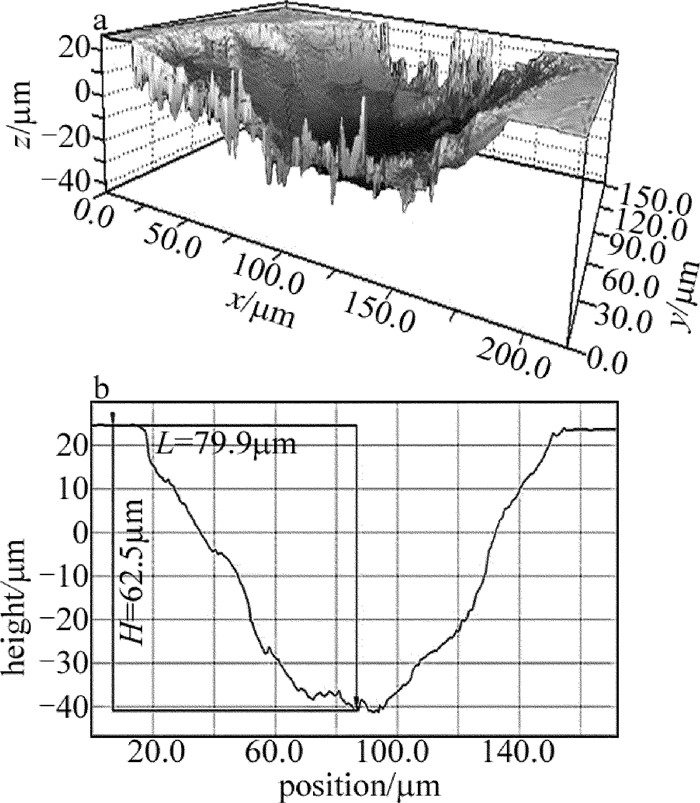
Figure 3. a—3-D profile chart of 10 pulses b—relationship between height and depth of micro pit
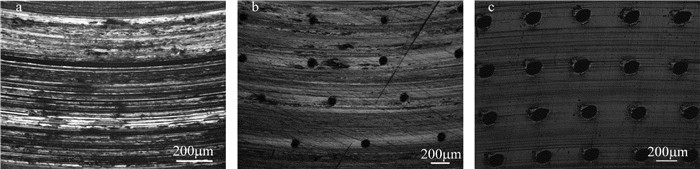
![]()
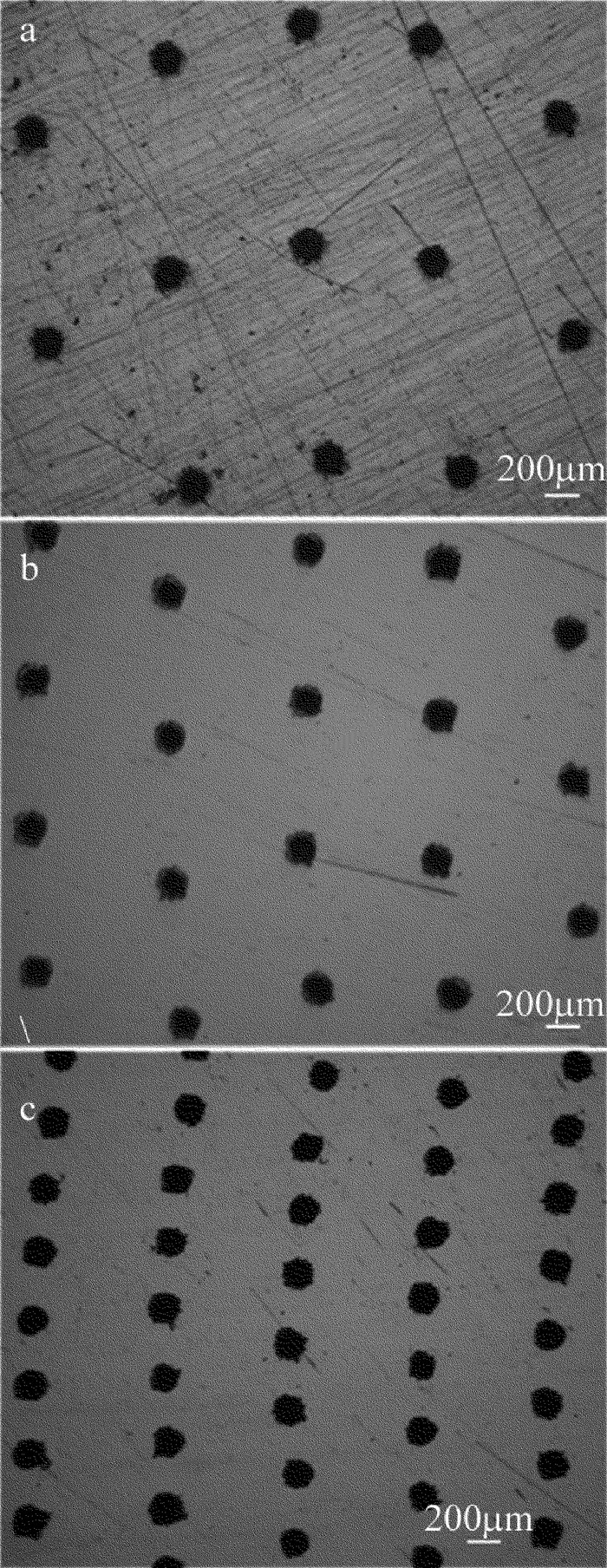
Figure 4. Micro-modeling array at different circumferential intervals
a—300μm b—500μm c—800μm
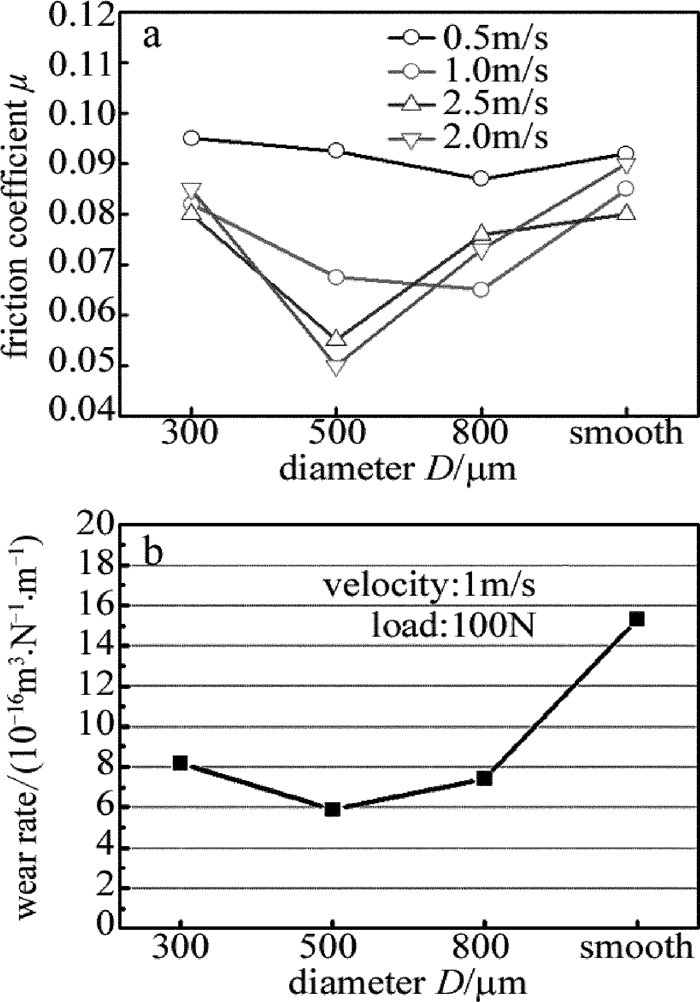
![]()
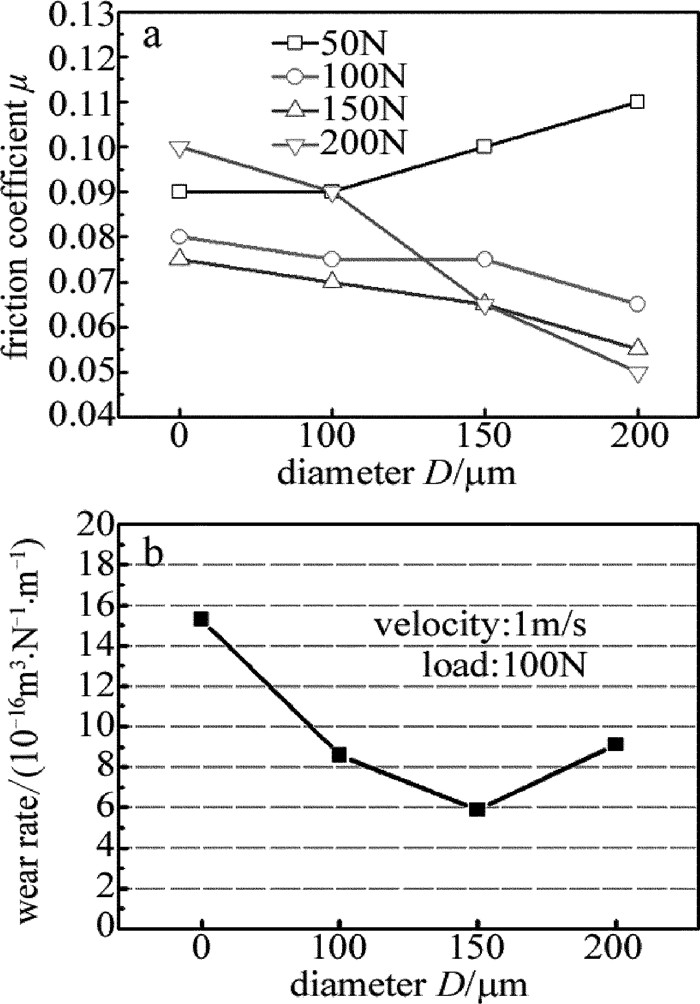
Figure 5. Tribological characteristic curves of micro pit samples with different diameters
a—friction coefficient b—wear rate
![]()
Figure 6. Tribological characteristic curves of micro pit samples with different spacings
a—friction coefficient b—wear rate
![]()
Figure 7. Tribological characteristic curves of micro pit samples with different densities
a—friction coefficient b—wear rate
Table 1 Parameters of micro-pit texture
No. diameterD/μm distance d/μm density ρ/% 0 — — 0 1 100 300 5.2 2 150 300 11.8 3 200 300 20.9 4 100 500 3.14 5 150 500 8.8 6 200 500 12.6 7 100 800 2.0 8 150 800 4.1 9 200 800 7.9  下载: 导出CSV
下载: 导出CSV
-
[1] GANDRA J, KROHN H, MIRANDA R M, et al. Friction surfacing—A review[J]. Journal of Materials Processing Technology, 2014, 214(5):1062-1093. DOI: 10.1016/j.jmatprotec.2013.12.008
[2] SUED M K, PONS D, LAVROFF J.Design features for bobbin friction stir welding tools:Design features for bobbin friction stir welding tools [J].Materials and Design, 2014, 54(2):632-643.
[3] FELDMAN Y, KLIGERMAN Y, ETSION I, et al. The validity of the Reynolds equation in modeling hydrostatic effects in gas lubricated textured parallel surfaces[J]. ASME Journal of Tribology, 2006, 128(2):307-308.
[4] KUILENBURG J V, MASEN M A, GROENENDIJK M N W. An ex-perimental study on the relation between surface texture and tactile friction[J]. Tribology International, 2012, 48:15-21. DOI: 10.1016/j.triboint.2011.06.003
[5] WIESLAW G, WALDEMAR K, PAWEL P, et al. Improving tribological behaviour of piston ring-cylinder liner frictional pair by liner surface texturing[J]. Tribology International, 2013, 61:102-108. DOI: 10.1016/j.triboint.2012.11.027
[6] KANG X M, WANG L, HUANG W Q, et al. Experimental research of increase-friction characteristics of no-match friction-pair surface based on laser micro-modeling[J]. Laser Technology, 2013, 37(4): 449-454 (in Chinese).
[7] WAN Y, LI J L. Effect of tribological properties of laser-texturing morphology on face seal pair[J]. Laser Technology, 2015, 39(4): 506-509 (in Chinese).
[8] SHINKARENKO A, KLIGERMAN Y, ETSION I. The effect of surface texturing in soft elasto-hydrodynamic lubrication [J]. Tribology International, 2009, 42(2): 284 -292. DOI: 10.1016/j.triboint.2008.06.008
[9] ETSION I, HALPERIN G, BECKER E, et al. The effect of various surface treatments on piston pin scuffing resistance [J]. Wear, 2006, 261(7/8):785-791.
[10] JOSHI B, TRIPATHI K, GYAWALI G. The effect of laser surface texturing on the tribological performance of different Sialon ceramic phases[J]. Materials International, 2016, 26(4): 415-421.
[11] KLIGERMAN Y, ETSION I, SHINKARENKO A, et al. Improving tribological performance of piston rings by partial surface texturing [J].Journal of Tribology, 2005, 127(7): 632-638.
[12] FU Y H, GU Y L, KANG Z Y, et al. Experimental research of laser texturing of cemented carbide[J]. Laser Technology, 2016, 40(4): 512-515 (in Chinese). http://d.old.wanfangdata.com.cn/Periodical/gjjs201806018
[13] HUN J, XU H B. Friction and wear behavior analysis of the stainless steel surface fabricated by laser texturing underwater[J]. Tribology International, 2016, 102:371-377. DOI: 10.1016/j.triboint.2016.06.001
计量
- 文章访问数: 2
- HTML全文浏览量: 0
- PDF下载量: 3