
Effects of laser shock processing on fatigue properties of TC17 titanium alloy
-
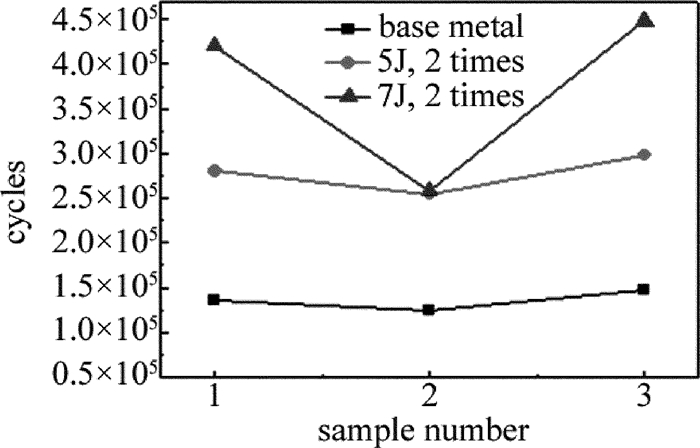
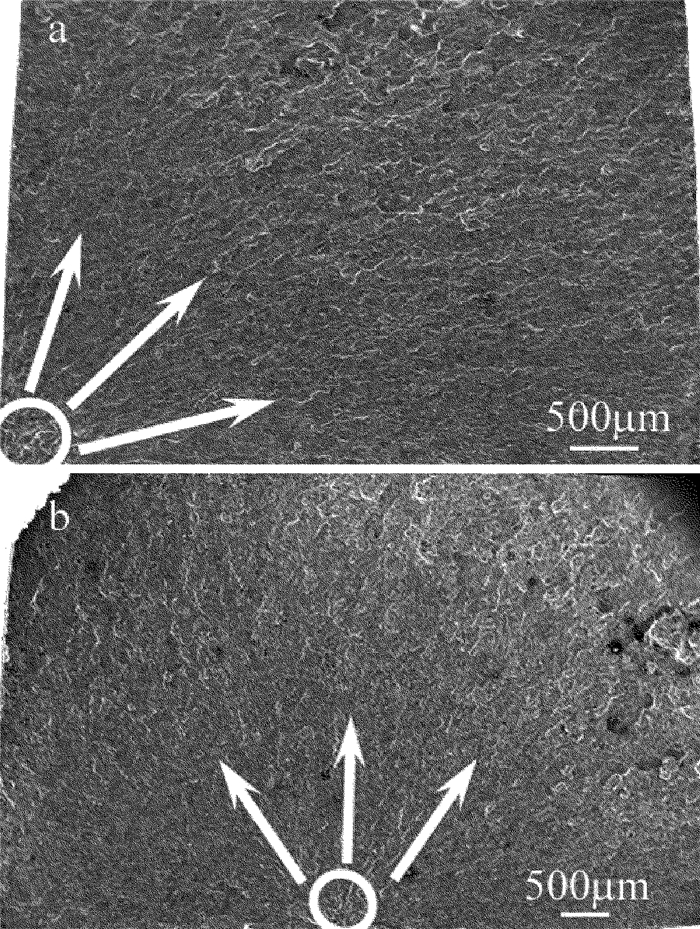
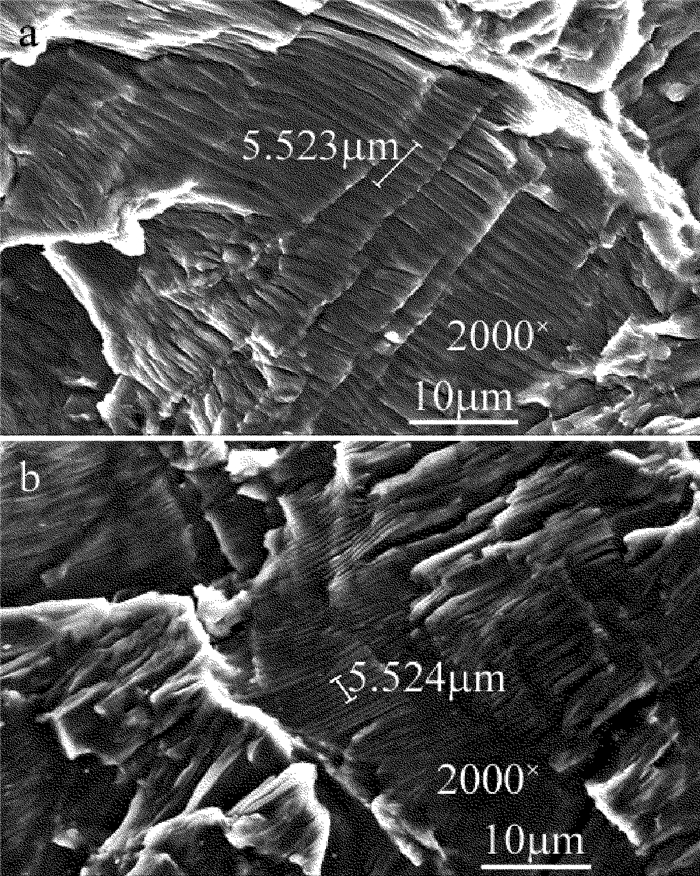
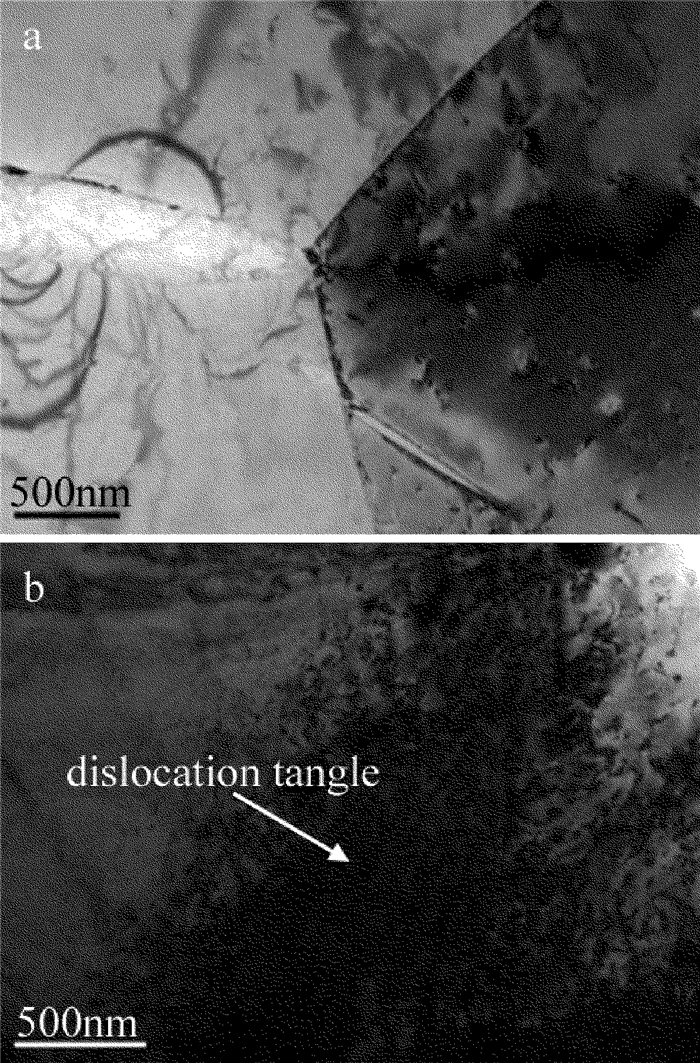
摘要: 为了研究激光冲击强化对TC17钛合金高周疲劳性能的影响,对TC17钛合金进行激光冲击强化处理,并对处理前后的试样进行了高频疲劳试验,对疲劳断口和形貌用扫描电镜和透射电镜进行了观察。7J能量激光冲击2次后,材料在300MPa下的疲劳寿命相比未处理的材料提高了近2倍;相比于母材试样,强化试样的裂纹源位于次表层深处,扩展区的疲劳条带排列更加紧密。结果表明,激光冲击强化后,试样表面强化区域产生高密度位错和位错缠结。这些缺陷能有效地阻止疲劳裂纹的萌生和扩展,进而改善TC17钛合金的高周疲劳性能。Abstract: To study the effects of laser shock processing (LSP) on the high-cycle fatigue properties of titanium alloy, TC17 titanium alloy was treated by LSP. The TC17 samples with or without the treatment by LSP were evaluated by high frequency fatigue experiment. The fatigue fracture and microstructures were observed by scanning electron microscope and transmission electron microscope. After two times of LSP treatment by 7J laser energy, the fatigue life of the material under 300MPa increased two times of those of the material without treatment. Compared with the base metal samples, crack source of the strengthened specimen was located in the subsurface layer. The fatigue bands in expansion zone arranged more closely. The results show that, after LSP treatment, high density of dislocations and dislocation tangles are produced in the surface hardening region of samples. The defects can effectively prevent the initiation and extension of fatigue crack and improve the high-cycle fatigue performance of TC17 titanium alloy.
-
Keywords:
- laser technique /
- laser shock processing /
- fatigue property /
- TC17 titanium alloy /
- micro structure
-
-
Table 1 Chemical composition(mass fraction) of TC17 titanium alloy
Al Sn Zr Mo Cr Ti 0.045~ 0.055 0.016~ 0.024 0.016~ 0.024 0.035~ 0.045 0.035~ 0.045 balance  下载: 导出CSV
下载: 导出CSV
-
[1] LI W, LI Y H, HE W F, et al. Development and application of laser shock processing[J]. Laser & Optoelectronics Progress, 2008, 45(12):15-19(in Chinese). http://cn.bing.com/academic/profile?id=26b845f1518ca148699cae37c61df313&encoded=0&v=paper_preview&mkt=zh-cn
[2] LI W. Common characteristics in failure analysis of aeroengine blade[J].Gas Turbine Experiment and Research, 2002, 15(2):28-31(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTOTAL-RQWL200202008.htm
[3] BARTSCH T M. High cycle fatigue(HCF) science and technology program[R]. The Wriglot-Patterson Air Force Base Ohio State, USA: Air Force Research Laboratory, 2002: AFRL-PR-WP-TR-2002-2060.
[4] TENAGLIA R D, LABRMAN D F. Preventing fatigue failures with laser peening[J]. The Amptiac Quarterly, 2003, 7(2):L3-7. http://cn.bing.com/academic/profile?id=4f0b7c65cb2433c0b85f07a677866886&encoded=0&v=paper_preview&mkt=zh-cn
[5] PEYRE P, FABBRO R, MERRIER P, et al. Laser shock processing of aluminum alloys:application to high cycle fatigue behavior[J]. Materials Science and Engineering, 1996, 210(1/2):102-113. http://www.sciencedirect.com/science/article/pii/0921509395100849
[6] LI X C, ZHANG Y K, ZHOU J Y, et al. Analysis of residual stress on surface of AZ31 magnesium alloy after laser shock processing[J]. Laser Technology, 2016, 40(1):5-10(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTOTAL-JGJS201601003.htm
[7] JIANG Y, JIANG Y F, LI Zh, et al. Investigation of effect of one-side and two-side laser shock processing on aluminum alloy small-hole specimens[J]. Laser Technology, 2016, 40(1):90-93(in Chinese). http://en.cnki.com.cn/Article_en/CJFDTotal-JGJS201601021.htm
[8] LUO H S, HE W F, ZHOU L C, et al. Effects of laser shock processing on high tempreture fatigue properties and fracture morphologies of K403 nickel-based alloy[J]. Chinese Journal of Lasers, 2014, 41(9):9030001(in Chinese). http://cn.bing.com/academic/profile?id=fe492f4eb2901af76ec06f35419eedd0&encoded=0&v=paper_preview&mkt=zh-cn
[9] LI W, HE W F, LI Y H, et al. Effects of laser shock processing on vibration fatigue properties of K417 material[J]. Chinese Journal of Lasers, 2009, 36(8):2197-2201(in Chinese). DOI: 10.3788/JCL
[10] WU B, LI J, GONG S L, et al. Fatigue crack growth properties and fatigue crack growth life of the EB-joints of TC17 titanium alloy[J]. Rare Metal Materials and Engineering, 2009, 38(s3):170-174(in Chinese). http://cn.bing.com/academic/profile?id=8c9d17c6ba42e92085eadf5359217657&encoded=0&v=paper_preview&mkt=zh-cn
[11] REN X D, ZHANG Y K. Laser shock modification and life-extending technology[M]. Beijing:China Machine Press, 2010:12(in Chinese).
[12] ZHAO H Z, YANG Y L, HONG Q, et al. Study on laser shock processing technology research and application in titanium alloy[J]. Titanium Industry Progress, 2011, 28(6):34-38(in Chinese). http://cn.bing.com/academic/profile?id=d3c175faf474a80a00f7ac3fa92da8f6&encoded=0&v=paper_preview&mkt=zh-cn
[13] SHI C Y, LIU C R, YING C S. Research and application of laser shock processing[J]. Machinery Design & Manufacture, 2010(4):61-63(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/jsrcl201710026
[14] FABBRO R, FOURNIER J, BALARD P, et al. Physical study of laser-produced plasma in confined geometry[J]. Journal of Applied Physics, 1990, 68(2):775-782(in Chinese). DOI: 10.1063/1.346783
[15] WANG Y N, CHEN S J, DONG X C, et al. Dislocation theory and its application[M]. Beijing:Metallurgy Industry Press, 2007:122-125(in Chinese).
计量
- 文章访问数: 8
- HTML全文浏览量: 0
- PDF下载量: 6