
Research on power monitoring and regulation method of domestic embedded FPC laser drilling equipment
-
摘要:
为了使工业中柔性印刷电路(FPC)板激光钻孔设备的激光功率可实时监测、可稳定及动态调整,采用一种基于国产GD32芯片作为核心的嵌入式功率监测与自动调控的方法,进行了理论分析和实验验证。结果表明, 激光器的设置功率与实际监测功率的拟合直线均方误差小于0.05626,激光功率波动小于2%。此研究结果证明了该方法可用于FPC激光钻孔设备。
-
关键词:
- 激光技术 /
- 柔性印刷电路板激光钻孔 /
- 激光功率监测 /
- 嵌入式系统 /
- 自动调控
Abstract:In order to make the laser power of flexible printed circuit (FPC) board laser drilling equipment in domestic industry real-time monitoring, stable and dynamic adjustment, an embedded power monitoring and automatic control method based on domestic GD32 chip as the core was adopted. Theoretical analysis and experimental verification were carried out. The results show that the mean squared error of the fitted line between the set power of the laser and the actual monitoring power is less than 0.05626, and the laser power fluctuation is less than 2%. The results show that the method is feasible for FPC laser drilling equipment.
-
0. 引言
柔性印刷电路(flexible printed circuit,FPC)板因为具有高可靠、可弯曲、重量轻等优势而得到广泛应用。传统机械钻削等加工方式有钻孔失效机理等问题[1],激光加工由于具有速度快、精度高、易于便携化等优势[2],在FPC钻孔领域已逐渐取代传统的机械加工方式[3]。
在FPC激光钻孔设备中,影响加工质量的主要因素分为两类: 一是材料特性; 二是激光工艺参数[4]。而在工业中一般使用激光功率来控制加工孔深和孔径[5-6]。
激光功率监测与调控系统广泛出现在激光加工、医疗等领域[7],国内常见的针对高精度FPC激光钻孔设备中功率监测与调控采用的方式是人工调节和电脑(personal computer, PC)自动调节。人工调节的主要方式:在系统运行的空隙手动测量功率值,采样得到一段时间的平均功率,判断功率是否满足要求,如果功率出现了偏移,那么手动调节功率,缺点是耗费人力,无法精确控制功率,功率参数数据无法记录,并且人工调节难免出现遗漏。PC自动调节的主要方式:在系统运行的间隙,对激光功率进行采样并自动调节,弥补了人工无法记录功率参数数据以及调节功率稳定性差的缺点,但是由于PC是非实时系统,系统环路耗时长,导致激光功率稳定性不高。
其它系统中常见的激光功率监测和稳定装置有: (a)在激光谐振腔外装一个5%透过率的尾镜进行采样[8]; (b)在系统原光路的末端增加一个透过率固定的分光镜[9-10]。它们对于系统的侵入性比较大,无法做到兼容目前已有的设备。
针对于这些问题,本文中采用基于国产芯片的实时嵌入式系统作为主控芯片来监控与调控高精度FPC激光钻孔设备的激光功率,在FPC激光钻孔平台工作间隙自动监测记录并使用离散化的比例-微分-积分(proportion-integration-differentiation, PID)自动调节算法调节功率[11],可以在不干扰正常FPC激光钻孔的基础上做到激光功率的监测记录与调控功率,并且可以轻松嵌入到现有的生产环境中。
1. 实验软硬件
1.1 实验硬件
本文中的系统搭建的硬件图如图 1所示。激光功率监测与调控模块主要由两个部分构成:一是功率计;二是GD32作为激光功率监测与调控的主控芯片。其它部分是搭建的原始FPC激光钻孔设备。本系统选择的是一款国产的微控制器(microcontroller unit, MCU)芯片GD32F207RET6,使用内核是Cortex-M3,最高时钟频率为120 MHz,最高主频下的工作性能可达150 DMIPS(dhrystone million instructions executed per second),具有USB OTG全速接口。对于功率计的选择,常见的有光电探测型、热释电型、体吸收型等[12]。由于热释电类型的功率计具有性价比高、便于安装、对系统的侵入性小等优点,并且性能也能够达到需求,故选择带有冷却系统的热释电类型功率计。
本文中使用了一个实时嵌入式芯片作为主控,而不是直接使用装载Windows操作系统的PC,这样做的好处是实时性高[13]。分别使用基于国产实时嵌入式芯片GD32F207RET6和安装Windows操作系统的PC这两种不同的方式,测量得到一个输入信号并输出同样的信号之间的延时,使用示波器记录两个信号的差异,结果如图 2所示。可以看到,使用国产实时嵌入式芯片GD32F207RET6的延时比使用Windows操作系统的PC延时要低。在当前中国对国外芯片的依赖度较高的背景下,使用国产芯片,不仅可以降低成本,还可以突破国外的技术封锁,解决“卡脖子”问题。
![图 2 Windows的工控PC与实时嵌入式系统延时对比]() 图 2 Windows的工控PC与实时嵌入式系统延时对比Figure 2. Delay comparison of Windows industrial PC vs. real-time embedded system
图 2 Windows的工控PC与实时嵌入式系统延时对比Figure 2. Delay comparison of Windows industrial PC vs. real-time embedded system1.2 实验软件
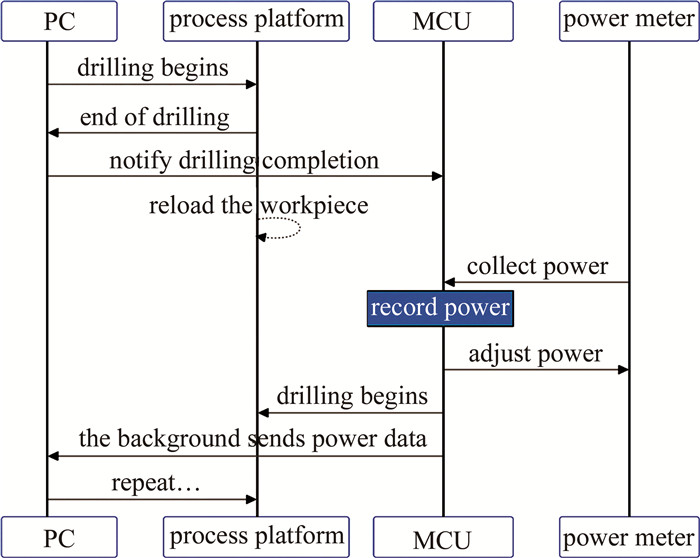
软件工作流程如图 3所示。由PC发起钻孔,在钻孔结束的时候,PC会自动通知MCU钻孔结束,与此同时,PC会自动控制振镜,将激光打到功率计的探头上面,MCU会开始采集来自功率计的数据,并且记录功率,使用离散化的PID自动控制算法对振镜控制卡进行反馈调整[14]。在当前设置的功率稳定持续时长内,当功率的稳定性达到2%时,就会自动记录当前这一时长内的功率,并向控制平台和PC发送开始下一组钻孔的信号,最后使用直接存储器访问(direct memory access, DMA)技术向PC后台发送本次监测记录到的功率数据。DMA技术是一种可以使外设和内存之间直接传输、无需中央处理器(central processing unit,CPU)干涉的一种传输技术[15],在保证了采样吞吐的同时,还有效减少了MCU的计算负荷[16]。PC后台开启线程接受数据,并使用逗号分隔值(comma-separated values,CSV)的格式来保存本次记录的所有功率数据[17]。
2. 实验研究
2.1 功率监测实验
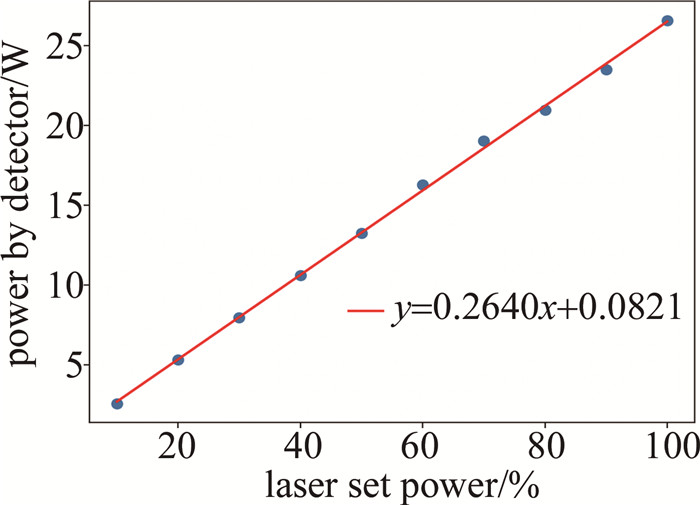
功率监测系统应该具备良好的线性,为了验证该方法在不同的功率下激光钻孔系统中的线性,在激光器端设置步长为10%的激光输出百分比,并使用功率计持续测量得到5 s内的稳定功率数值,取稳定度在2%以内的平均值,如图 4所示。观察输出激光功率计采样的平均值是否和激光器端设置的输出百分比达到一个良好的线性关系。
![图 4 激光器设置功率与输出功率的拟合直线]() 图 4 激光器设置功率与输出功率的拟合直线Figure 4. Fitting straight line of setting power and output laser power
图 4 激光器设置功率与输出功率的拟合直线Figure 4. Fitting straight line of setting power and output laser power对实验数据使用最小二乘法进行拟合:
y=mx+b (1) 式中: y为激光功率计检测得到的功率值; x为激光器设置输出的百分比; m和b为拟合直线的参数。
{m=0.2640b=0.0821 (2) 使用均方误差(mean squared error,MSE)来评价拟合的回归性,如下式所示:
eMSE=1nn∑i=1(yi−ˆyi)2 (3) 式中:n为测量点的个数; ˆyi为拟合值; yi为实际激光功率计检测得到的功率值。得到eMSE=0.05626,可认为具有明显的回归性,说明本系统记录的功率数据真实可靠性关系。
2.2 功率自动调控实验
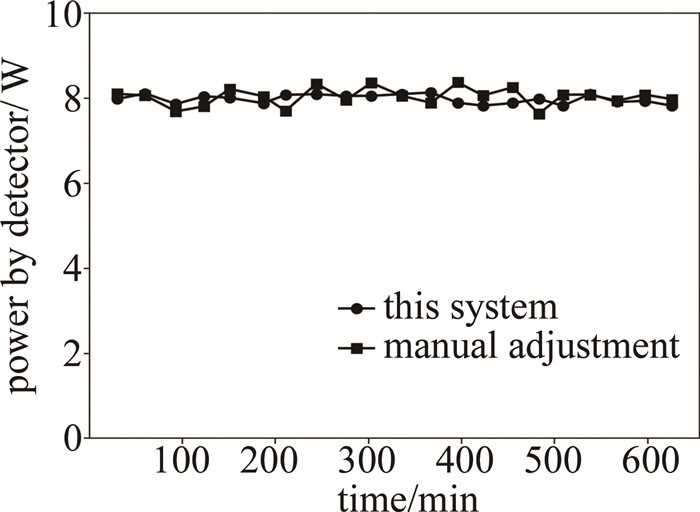
在实际系统长期运行中,激光功率可能会出现波动,因此进行10 h的长期实验。设置两个对照组:第1组是使用目前工业中常见FPC钻孔设备,也就是手动调节功率;第2组是使用本文中的系统,即使用基于国产芯片嵌入式系统的FPC激光钻孔设备自动功率监测与调控系统。两组实验都使用30%的固定功率进行加工,加工10 h,并取得激光功率数据,如图 5所示。
可以看出,本文中的系统的对于FPC钻孔设备激光的稳定性优于目前工业中使用的人工调节方式。使用同样的条件再增加一组对照组,直接使用装载Windows的PC来对功率计进行采样并控制振镜控制卡输出,结果如表 1所示。可以发现,使用带有操作系统的PC对于激光功率的稳定性不如本文中的系统,原因是操作系统的各种系统调用调用链较长,并且不是实时系统,所以导致环路耗时高,最终导致激光功率稳定性相对于使用实时嵌入式系统裸机来说会差。
表 1 FPC钻孔系统激光功率稳定性对比Table 1. Comparison of laser power stability of FPC drilling systemrealization original artificial direct control using PC this system power fluctuation/% ≥5 4 2 CHEN等人通过使用TMS320LF2407芯片设计整形光路,并用尾镜取样来检测功率的方法将大功率CO2激光器的功率稳定在±2%[18]。可观察到本系统成功将FPC钻孔系统的功率稳定性提升至国内一流水平。相比于全程使用反馈稳定功率的方式,本文中的系统采用在FPC钻孔工作的间隙去稳定激光器,虽然无法做到全程稳定激光器输出的功率,但是具有较高的可靠性和容错性,因为全程反馈控制稳定功率必须要结合激光器振镜关闭和开启激光输出的信号来一起控制,要求整个系统的环路耗时非常低,否则就会导致激光器的开启和关闭出现滞后[19-20]。
3. 结论
本文中所设计的FPC激光钻孔场景下的激光功率监控与闭环自动系统不仅能够很好地自动监测FPC激光钻孔中的功率,便于追溯分析问题,而且还能对功率进行自动调控。采用国产芯片GD32搭建的实时嵌入式系统可以监控并稳定FPC激光钻孔机的激光功率,使得激光功率达到一个长期的稳定,激光功率波动小于2%。又因为实时嵌入式系统的低延迟,不仅使得激光功率稳定率超越目前业界水平,并且缩短了稳定激光功率所需要的时间。该系统具有可插拔、不影响原有系统等优势,能够满足工业场景下,长期运行的激光钻孔设备对于激光参数可记录追溯且自动调节稳定功率的需求。
-
![]()
图 2 Windows的工控PC与实时嵌入式系统延时对比
Figure 2. Delay comparison of Windows industrial PC vs. real-time embedded system
![]()
图 4 激光器设置功率与输出功率的拟合直线
Figure 4. Fitting straight line of setting power and output laser power
表 1 FPC钻孔系统激光功率稳定性对比
Table 1 Comparison of laser power stability of FPC drilling system
realization original artificial direct control using PC this system power fluctuation/% ≥5 4 2  下载: 导出CSV
下载: 导出CSV
-
[1] 王成勇, 黄立新, 郑李娟, 等. 印刷电路板超细微孔钻削加工及其关键技术[J]. 工具技术, 2010, 44(1): 3-10. WANG Ch Y, HUANG L X, ZHENG L J, et al. Review of micro-drilling PCB & key technology[J]. Tool Engineering, 2010, 44(1): 3-10(in Chinese).
[2] 宋威廉. 激光加工技术的发展[J]. 激光与红外, 2006, 36(S1): 755-758. SONG W L. The development of laser processing technology[J]. Laser & Infrared, 2006, 36(S1): 755-758(in Chinese).
[3] LEI W, DAVIGNON J. Solid state UV laser technology for electronic packaging applications[J]. Proceedings of the SPIE, 2005, 5629: 314-326. DOI: 10.1117/12.571520
[4] 郭钊. 不同偏振光对FPC打孔加工技术研究[D]. 武汉: 湖北工业大学, 2018. GUO Zh. Study on drilling technology of FPC with different polarized light[D]. Wuhan: Hubei University of Technology, 2018(in Chin-ese).
[5] 张骆. 飞秒激光并行加工方法及在FPC微孔加工中的应用研究[D]. 武汉: 湖北工业大学, 2019. ZHANG L. The parallel processing method of femtosecond laser and its application in FPC micro-hole machining[D]. Wuhan: Hubei University of Technology, 2019(in Chinese).
[6] 张磊. 激光打孔技术的研究[D]. 广州: 华南师范大学, 2009. ZHANG L. Investigation on laser drilling technology[D]. Guangzhou: South China Normal University, 2009(in Chinese).
[7] 陈舒凡, 房丰洲. 激光功率计发展及应用[J]. 激光与光电子学进展, 2021, 58(9): 0900003. CHEN Sh F, FANG F Zh. Development and applications of laser power meter[J]. Laser & Optoelectrontics Progress, 2021, 58(9): 0900003(in Chinese).
[8] LI B, WANG Y Q, PENG D F, et al. Power measure and control system for high power laser in real-time[J]. Proceedings of the SPIE, 2007, 6622: 66221B.
[9] 曹俊忠, 鲍振武. 光缆光功率实时监测[J]. 光通信研究, 2003(2): 34-37. CAO J Zh, BAO Zh W. Optical power real-time supervision for optical cable[J]. Study on Optical Communications, 2003(2): 34-37(in Chinese).
[10] WANG J, HUANG G Y, WANG G Ch, et al. One-thousandth-level laser power stabilization based on optical feedback from a well-designed high-split-ratio and nonpolarized beam splitter[J]. Applied Optics, 2021, 60(25): 7798-7803. DOI: 10.1364/AO.431994
[11] 韩剑, 莫德清. 基于Labview的激光功率自动测控系统[J]. 激光杂志, 2019, 40(10): 26-30. HAN J, MO D Q. Laser power automatic measurement and control system based on Labview[J]. Laser Journal, 2019, 40(10): 26-30(in Chinese).
[12] 田健, 邓念平, 吴传昕, 等. 不同量级下激光功率测量方法探讨与研究[J]. 计量与测试技术, 2017, 44(12): 41-42. TIAN J, DENG N P, WU Ch X, et al. Study on laster power mea-surement method under different orders of magnitude and research[J]. Metrology & Measurement Technique, 2017, 44(12): 41-42(in Chinese).
[13] WANG S, KODASE S, SHIN K G, et al. Measurement of OS ser-vice and its application to performance modeling and analysis of integrated embedded software[C]//8th IEEE Real-Time and Embedded Technology and Applications Symposium. New York, USA: IEEE Press, 2002: 113-122.
[14] 汪全全, 尹聪聪, 孙雪静, 等. TMSR核功率控制系统的PID设计与仿真[J]. 核技术, 2015, 38(2): 56-62. WANG Q Q, YIN C C, SUN X J, et al. PID design and simulation of TMSR nuclear power control system[J]. Nuclear Techniques, 2015, 38(2): 56-62(in Chinese).
[15] 唐中燕. DMA技术在嵌入式现场前端设备中的应用[J]. 电测与仪表, 2006, 43(3): 60-61. TANG Zh Y. The application of the DMA technology in the embedded on-site front device[J]. Electrical Measurement & Instrumentation, 2006, 43(3): 60-61(in Chinese).
[16] 何琼, 陈铁, 程鑫. DMA在高速实时数据采集系统中的应用[J]. 仪表技术与传感器, 2012(3): 49-52. HE Q, CHEN T, CHENG X. Application of DMA in high-speed real-time data acquisition system[J]. Instrument Technique and Sensor, 2012(3): 49-52(in Chinese).
[17] 丁亚涛. 基于CSV格式的考试系统研究[J]. 电脑知识与技术, 2015, 11(28): 70-71. DING Y T. Research on CSV data format of test system[J]. Computer Knowledge and Technology, 2015, 11(28): 70-71(in Chin-ese).
[18] 陈晓姣, 唐霞辉, 彭浩. 3 kW射频板条CO2激光器功率稳定性的研究[J]. 激光技术, 2017, 41(1): 91-97. DOI: 10.7510/jgjs.issn.1001-3806.2017.01.019 CHEN X J, TANG X H, PENG H. Research of power stability for 3 kW RF slab CO2 laser[J]. Laser Technology, 2017, 41(1): 91-97(in Chinese). DOI: 10.7510/jgjs.issn.1001-3806.2017.01.019
[19] 杨振宁. 激光冲击强化过程中的激光参数在线监测研究[D]. 广州: 广东工业大学, 2020. YANG Zh N. Online monitoring of laser parameters in the process of laser shock-processing[D]. Guangzhou: Guangdong University of Technology, 2020(in Chinese).
[20] 欧阳鑫川, 杨博文, 万金银, 等. 基于模糊控制的自适应激光功率稳定系统研究[J]. 中国激光, 2021, 48(1): 0101003. OUYANG X Ch, YANG B W, WAN J Y, et al. Self-adaptive laser power stabilization system based on fuzzy control[J]. Chinese Journal of Lasers, 2021, 48(1): 0101003(in Chinese).


计量
- 文章访问数: 0
- HTML全文浏览量: 0
- PDF下载量: 2