
Research on rescue breaking of Q235 steel plate by laser cutting
-
摘要:
救援行动中对快速、高效破拆工具有巨大的需求,激光切割因其非接触式、高速度和高精度的特点而显示出巨大潜力。为了探究激光切割技术在救援破拆Q235钢板中的应用, 以8 mm和15 mm厚度的Q235钢板为研究对象,采用高功率光纤激光器进行远距离切割实验,理论分析和实验验证了激光功率和切割速率对切割质量的影响。结果表明, 对于8 mm厚钢板,激光头与工件距离为10 m、切割速率为2.00 mm/s、激光功率为10 kW时,切割效果最佳;对于15 mm厚钢板,激光头与工件距离为13 m、切割速率为2.25 mm/s、激光功率为13 kW时,切割效果最佳;硬度测试还揭示了激光功率对切割后材料硬度的影响,表明激光切割不仅改变了材料的几何形状,还可能影响其机械性能。这一结果对激光切割技术在救援破拆领域是有帮助的,并为实际应用提供了优化的工艺参数。
Abstract:There are a huge demand for fast and efficient demolition workers in rescue operations. Laser cutting showed great potential because of its characteristics of non-contact, high speed, and high precision. In order to explore the application of laser cutting technology in the rescue and demolition of Q235 steel plate, taking 8 mm and 15 mm thick Q235 steel plate as the research object, the high-power fiber laser was used for long-distance cutting experiment. The theoretical analysis and experiment verified the influence of laser power and cutting speed on the cutting quality. The results show that, for 8 mm thick steel plate, the optimal cutting effect can be obtained when the distance between the laser head and the workpiece is 10 m, the cutting speed is 2.00 mm/s, and the laser power is 10 kW, respectively; for 15 mm thick steel plate, the distance between the laser head and the workpiece is 13 m, the cutting speed is 2.25 mm/s, and the laser power is 13 kW. The hardness test results also reveal the influence of laser power on the hardness of the material after cutting, indicating that laser cutting not only changed the geometry of the material, but also may affect its mechanical properties. This result is helpful for the laser cutting technology in the field of rescue and demolition, and provides optimized process parameters for practical application.
-
0. 引言
面对地震、交通事故等突发事件中房屋倒塌、车辆变形和人员被困的紧急情况,救援人员必须迅速有效地清除障碍物,实施营救。因此,不断提升破拆工具的性能,优化救援策略,对于提高我国应对灾害的救援能力具有重要意义。激光切割作为一种非接触式破拆方式,优势有许多,如切割速度快、热影响区小、精度高和适用范围广等。国内外科研人员在激光切割领域已经开展了一系列研究[1-7]。
ZHONG等人通过采用20 kW光纤激光对25 mm厚Q235B钢进行氧气和空气激光切割工艺实验,研究了辅助气体类型、辅助气压、切割速率及离焦量等参数对切割质量的影响,通过优化工艺参数均可实现切面平整、条纹细小、底部几乎无挂渣的效果[8]。JIANG突破了4 kW高能光纤激光器抽运源、分布式散热冷却、多模融合安全管理等关键技术,研究了超导热材料轻量化、泵源能量密度性能化、安全系统模块化,研制了一款非接触破拆距离远、能量密度高、结构紧凑、质量轻便、管理及使用安全可靠的非接触式消防救援破拆装备[9]。LEI等人以1.5 mm厚镀锌钢板为研究对象,采用YAG激光对其进行切割,运用单因素试验法分别分析了切割速率、激光功率、离焦量的变化对切缝宽度和挂渣厚度的影响,结果表明,切割速率过大会出现切不透的现象;激光功率增大使切缝宽度增大;离焦量减小使挂渣厚度增加[10]。ZHENG等人研发了激光破拆装备样机,并展开了激光破除装备的性能测试, 研究表明, 装备激光可以实现对不同材质、不同厚度破拆对象的高效切割; 激光破拆装备是对现有救援破拆装备的有益补充,特别适用于水下事故切割破拆、交通事故车辆破拆、狭小空间破拆等救援现场[11]。还有一些研究对工艺参数优化、材料特性以及切割速率与激光功率的协同效应等多因素综合考量有很大的参考价值, 并且对应用领域的特定需求和技术进步创新都有启发作用 。
在此基础上,为了探究激光功率和切割速率对切割质量的影响,本文作者进行了实验研究。采用厚度为8 mm和15 mm的Q235碳钢板进行远距离高功率激光切割实验,主要分析激光功率和切割速率对切割质量的影响,最终得到优化工艺参数;同时对切割截面进行硬度测试,分析激光功率对切割截面硬度的影响; 综合评估激光切割技术在破拆救援中应用的可行性。
1. 实验材料及设备
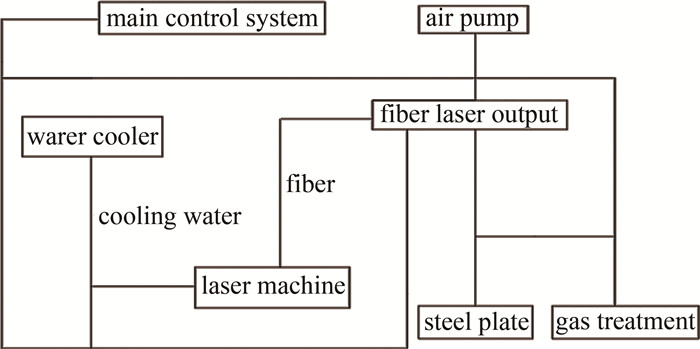
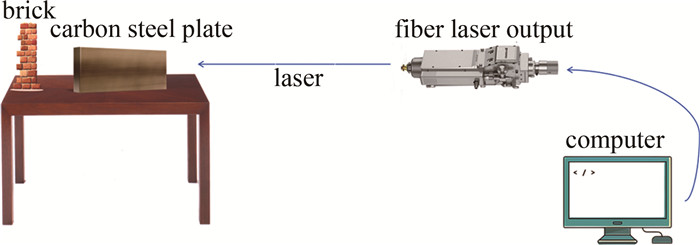
实验中采用锐科激光RFL-C20000TZ连续光纤激光器进行远距离切割。实验设备见图 1,包括自研的激光输出头、步进电机滑台、库卡机器人、螺杆式空压机、激光水冷却机、辅助气体系统和脉冲集尘器。Q235钢板固定在步进电机滑台支架上,系统通过电脑程序控制激光器,调整激光功率、切割速率等参数,以实现精确切割。切割系统整体示意图见图 2。所采用的实验材料为8 mm和15 mm厚度的Q235钢板,其化学成分见表 1,物理性质见表 2。
表 1 Q235碳钢板成分Table 1. Composition of Q235 steel platechemical element C Mn Si S P mass fraction/% 0.14~0.22 0.29~0.66 ≤0.30 ≤0.05 ≤0.04 表 2 Q235碳钢板的物理性质Table 2. Physical properties of Q235 steel plateabsorption rate of laser A/% heat conductivity coefficient λ/(W·m-1·K-1) specific heat c/(J·kg-1·K-1) melting point Tm/℃ density ρ/(kg·m-3) Poisson’s ratio μ thermal coefficient of expansion α/(10-6 K-1) 40 47.3 510 1500 7800 0.27 12.1 2. 实验方法
本文中的实验方法包括以下步骤:(a)实验材料准备。选取8 mm和15 mm厚度的Q235钢板作为实验材料; (b)设备设置。使用锐科激光RFL-C20000TZ连续光纤激光器,配备自研激光输出头,连接螺杆式空压机和激光水冷却机形成冷却系统;(c)切割参数设定。通过电脑程序控制,调整激光功率、切割速率等参数,进行单因素试验设计;(d)切割过程。激光束通过激光头传输至Q235钢板表面,步进电机滑台带动工件移动实现切割,保持切割速率一致性和可重复性;(e)数据收集。使用游标卡尺测量切缝宽度和挂渣高度,取平均值;(f)硬度测试。对切割截面进行硬度测试,分析激光功率对材料硬度的影响; (g)数据处理。通过统计分析方法处理实验数据,评估不同工艺参数对切割效果的影响。
实验方法严格遵循科学原则,通过精确控制实验条件和参数,确保结果的可重复性和可靠性[14]。激光远距离切割钢板示意图如图 3所示。
3. 结果与讨论
3.1 激光切割Q235碳钢板单因素试验
为了深入分析激光功率和切割速率对Q235钢板切割质量的影响,通过与现有文献的对比,探讨功率对切割效果的影响机制。
3.1.1 激光功率对切割质量的影响
为了探究激光功率对切割质量的影响,进行了单因素试验。实验中钢板厚度为8 mm和15 mm,激光头距工件表面为10 m、13 m、20 m, 激光器功率分别设置为5 kW、6 kW、7 kW、8 kW、9 kW、10 kW、12 kW、13 kW、15 kW、16 kW、17 kW,激光切割速率为2.00 mm/s、2.25 mm/s、2.83 mm/s[15-16]。实验数据如表 3所示; 实验结果如图 4所示。
表 3 不同激光功率下的实验数据Table 3. Experimental data with different laser powerexperimental sequence number thickness/mm distance between the laser
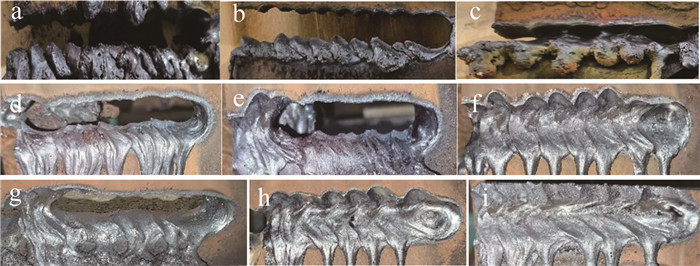
head and the workpiece/mcutting speed/(mm·s-1) laser power/W slit width/cm breakdown or not a 8 10 2.00 5000 1.25 × b 8 10 2.00 6000 1.31 × c 8 10 2.00 7000 1.42 × d 8 10 2.00 8000 1.58 √ e 8 10 2.00 9000 1.71 √ f 8 10 2.00 10000 1.85 √ g 15 13 2.25 10000 1.81 × h 15 13 2.25 12000 1.89 × i 15 13 2.25 13000 1.91 √ j 15 20 2.83 15000 1.87 × k 15 20 2.83 16000 1.92 × l 15 20 2.83 17000 1.98 √ ![图 4 不同激光功率切割碳钢板的宏观样貌]() 图 4 不同激光功率切割碳钢板的宏观样貌Figure 4. Different laser power cutting carbon steel plate macroscopic appearance
图 4 不同激光功率切割碳钢板的宏观样貌Figure 4. Different laser power cutting carbon steel plate macroscopic appearance从图 4中可以看出,当碳钢板厚度h=8 mm、激光头距工件距离d=10 m、切割速率v恒为2.00 mm/s时,若激光功率偏低, 为5 kW、6 kW和7 kW,碳钢板的切缝宽度不均匀且挂渣情况严重;而将功率提升至8 kW功率时,切割质量明显提升,挂渣开始呈现规则状分布, 一直到10 kW功率效果达到最佳。
当h=15 mm、d=13 m、v恒为2.25 mm/s时,将10 kW、12 kW、13 kW做比较,发现10 kW功率在过快切割速率和过厚的碳钢板厚度时并未能击穿; 将激光功率提升至12 kW时,也只能将碳钢板击穿一部分; 直到再增加至13 kW激光功率时,碳钢板终于被击穿,并且效果很好。实验过程中发现,当激光功率增加到一定强度时,挂渣情况能得到非常好的改善。
当h=15 mm、d=20 m、v恒为2.83 mm/s时,将15 kW、16 kW、17 kW激光功率做比较,发现15 kW和16 kW的激光功率也存在切割速率过快和碳钢板过厚导致切割效果不佳的情况; 将功率增加到17 kW时,最终碳钢板被彻底击穿。因功率足够高,挂渣依旧均匀分布。
实验结果表明,激光功率是影响切割质量的关键因素。随着激光功率的增加,切缝宽度逐渐增大,这与参考文献[8]中的研究结果一致,辅助气体类型、辅助气压、切割速率及离焦量等参数对切割质量有显著影响。
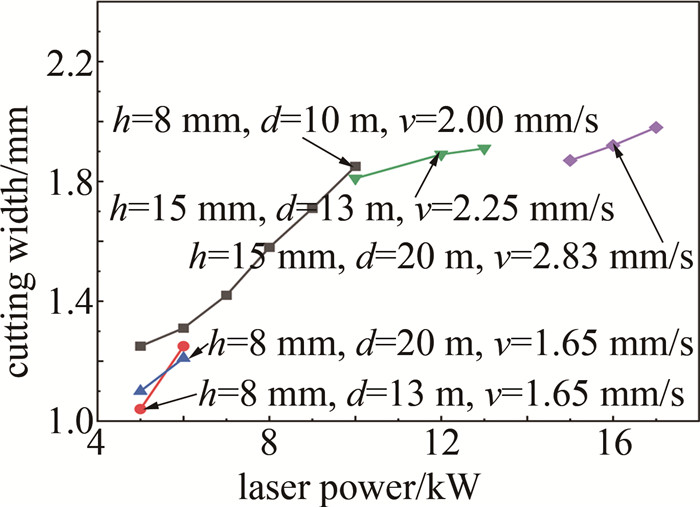
本文中,当激光功率从5 kW增加到17 kW时,8 mm厚钢板的切缝宽度从1.25 mm增加到1.98 mm,显示出激光功率对切割宽度的直接影响, 如图 5所示。激光功率的增加意味着更多的能量被输入到材料中,导致材料更快地熔化,从而加快了切割速率。然而,过高的激光功率可能导致材料过度熔化和汽化,产生更多的挂渣和飞溅。这一现象可以通过热传导和熔化动力学的理论来解释,当激光束照射到材料表面时,能量被吸收并转化为热能,迅速升高材料表面温度,超过熔点后材料开始熔化。如果激光功率足够高,材料将直接从固态蒸发成气态,形成切割孔。实验结果揭示了激光功率对切割质量的显著影响,即低功率可能导致切割不彻底和挂渣,而高功率可能引起过度熔化和汽化,同样产生挂渣和飞溅。激光功率的增加正向影响切割宽度,因为能量输入增多导致熔化区域扩大。因此,激光功率与切割质量呈正相关,与切缝宽度呈负相关,表明在固定切割速率下,激光功率直接决定了材料的熔化速率和切割质量。
3.1.2 切割速率对切割质量的影响
为了探究切割速率对切割质量的影响,进行了单因素试验。实验中钢板厚度为8 mm和15 mm, 激光头距工件表面为13 m和20 m, 激光器功率分别设置为6 kW、10 kW、15 kW,切割速率为1.00 mm/s、1.65 mm/s、2.25 mm/s、2.50 mm/s、2.83 mm/s、3.13 mm/s。实验数据如表 4所示; 实验结果如图 6所示。
表 4 不同切割速率下的实验数据Table 4. Experimental data with different cutting speedexperimental sequence number thickness/mm distance between the laser
head and the workpiece/mcutting speed/(mm·s-1) laser power/W slit width/cm breakdown or not a 8 13 1.00 6000 1.36 √ b 8 13 1.65 6000 1.25 √ c 8 13 2.25 6000 1.08 × d 15 20 1.00 10000 1.99 √ e 15 20 1.65 10000 1.89 √ f 15 20 2.25 10000 1.71 × g 15 20 2.50 15000 1.95 √ h 15 20 2.83 15000 1.87 × i 15 20 3.13 15000 1.73 × ![图 6 远距离切割钢板宏观状态]() 图 6 远距离切割钢板宏观状态Figure 6. Macro appearance of cutting carbon steel plate at different cutting speeds
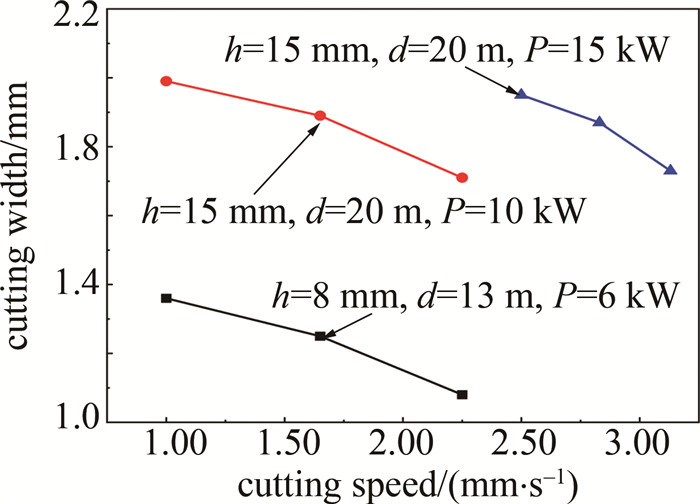
图 6 远距离切割钢板宏观状态Figure 6. Macro appearance of cutting carbon steel plate at different cutting speeds从图 6可看出,当h=8 mm、d=13 m、激光功率P=6 kW时,v=1.00 mm/s,虽然达到了彻底击穿的效果,但挂渣过于堆积; 将切割速率提升至1.65 mm/s,也能做到彻底击穿且挂渣情况得到了良好的改善; 但将切割速率不断提升至2.25 mm/s,并未做到击穿碳钢板而且挂渣情况相比1.00 mm/s时还要严重。
当h=15 mm、d=20 m、P=10 kW保持不变,v=1.00 mm/s时,切割质量好, 且挂渣分布均匀; 将切割速率提升至1.65 mm/s时,切割效果也不错, 且挂渣分布均匀; 将切割速率提升至2.25 mm/s时,并未做到击穿碳钢板,因功率足够高,挂渣情况依旧良好。
当h=15 mm、d=20 m、P=15 kW保持不变,v=2.50 mm/s时,切割效果非常不错, 且挂渣分布均匀; 将切割速率提升至2.83 mm/s和3.13 mm/s时,均未击穿碳钢板,因功率足够,挂渣情况依旧良好。
研究表明,慢速切割(如1.00 mm/s)增加切缝宽度和挂渣,而快速切割(如3.13 mm/s)可能导致切割不彻底。这一发现与参考文献[10]中的研究相符,可能是由于切割速率过大会出现切不透的现象。切割速率的调整需要考虑材料熔化和辅助气体效率,以保持切割稳定性和质量。切割速率决定了激光热作用时间,影响熔化区域宽度、切缝宽度、热影响区域大小及材料去除效率[17]。过快的切割速率可能导致能量不足,切割不连续[18]。因此,合适的切割速率对于确保切割质量和效率至关重要。
切割速率对Q235碳钢板的激光切割质量有显著影响。如图 7所示,在6 kW激光功率下,8 mm厚钢板的最优切割速率为1.65 mm/s,而1.00 mm/s和2.25 mm/s的速率分别导致挂渣过多和未能击穿。对于15 mm厚钢板,在10 kW激光功率下,1.00 mm/s和1.65 mm/s的速率保证了切割质量,但2.25 mm/s未能击穿; 在15 kW功率下,2.50 mm/s速率下切割效果均匀,但2.83 mm/s和3.13 mm/s未能击穿。
慢速切割导致更宽的切缝和更多挂渣,而快速切割可能造成切割不彻底。切割速率的优化对平衡材料熔化、辅助气体效率、切割稳定性和质量至关重要[19]。切割速率影响激光热作用时间,进而影响熔化区域大小、切缝宽度、热影响区域及材料去除效率。因此,选择适当的切割速率对于实现高效、高质量的激光切割非常关键。
3.2 硬度测试
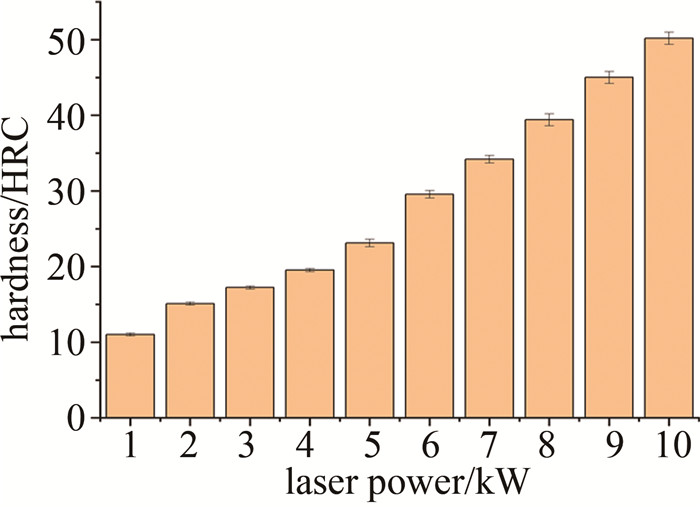
为了深入探究激光功率和切割速率对钢材性能的具体影响,还进行了硬度测试。硬度测试结果揭示了激光切割过程中材料硬度的变化规律。如图 8所示,随着激光功率的增加,切割后材料的硬度也随之提高。这可能是因为高功率激光引起的熔化深度和重熔层深度增加,导致材料表面硬度的增强。这一发现与参考文献[14]和[20]一致。
4. 结论
本文中通过一系列实验,深入探讨了激光切割技术在救援破拆Q235钢板中的应用。
(a) 通过Q235碳钢板激光切割的单因素试验,得出激光功率和切割速率对切割质量的影响规律, 即随着激光功率的增加,切缝宽度不断增大;随着切割速率不断增快,切缝宽度不断减小。
(b) 激光功率和切割速率有着协同作用。一味增加激光功率而不提升切割速度,切割效果和质量往往不尽人意,会存在挂渣过多的情况, 但激光功率足够时,不断增加切割速率则会导致无法击穿碳钢板的情况。因此,选择合适的激光功率和切割速率会使切割效果和质量事半功倍。
(c) 硬度测试结果揭示了激光切割过程中材料硬度的变化规律, 即随着激光功率的增加,切割后材料的硬度也随之提高。这可能是因为高功率激光引起的熔化深度和重熔层深度增加,导致材料表面硬度的增强。
本文中的理论研究和实验分析,为激光切割技术在救援破拆中的应用提供了科学指导,期望能为相关领域的技术进步和实践应用做出贡献。
-
![]()
图 4 不同激光功率切割碳钢板的宏观样貌
Figure 4. Different laser power cutting carbon steel plate macroscopic appearance
![]()
图 6 远距离切割钢板宏观状态
Figure 6. Macro appearance of cutting carbon steel plate at different cutting speeds
表 1 Q235碳钢板成分
Table 1 Composition of Q235 steel plate
chemical element C Mn Si S P mass fraction/% 0.14~0.22 0.29~0.66 ≤0.30 ≤0.05 ≤0.04  下载: 导出CSV
下载: 导出CSV
表 2 Q235碳钢板的物理性质
Table 2 Physical properties of Q235 steel plate
absorption rate of laser A/% heat conductivity coefficient λ/(W·m-1·K-1) specific heat c/(J·kg-1·K-1) melting point Tm/℃ density ρ/(kg·m-3) Poisson’s ratio μ thermal coefficient of expansion α/(10-6 K-1) 40 47.3 510 1500 7800 0.27 12.1
下载: 导出CSV
表 3 不同激光功率下的实验数据
Table 3 Experimental data with different laser power
experimental sequence number thickness/mm distance between the laser
head and the workpiece/mcutting speed/(mm·s-1) laser power/W slit width/cm breakdown or not a 8 10 2.00 5000 1.25 × b 8 10 2.00 6000 1.31 × c 8 10 2.00 7000 1.42 × d 8 10 2.00 8000 1.58 √ e 8 10 2.00 9000 1.71 √ f 8 10 2.00 10000 1.85 √ g 15 13 2.25 10000 1.81 × h 15 13 2.25 12000 1.89 × i 15 13 2.25 13000 1.91 √ j 15 20 2.83 15000 1.87 × k 15 20 2.83 16000 1.92 × l 15 20 2.83 17000 1.98 √
下载: 导出CSV
表 4 不同切割速率下的实验数据
Table 4 Experimental data with different cutting speed
experimental sequence number thickness/mm distance between the laser
head and the workpiece/mcutting speed/(mm·s-1) laser power/W slit width/cm breakdown or not a 8 13 1.00 6000 1.36 √ b 8 13 1.65 6000 1.25 √ c 8 13 2.25 6000 1.08 × d 15 20 1.00 10000 1.99 √ e 15 20 1.65 10000 1.89 √ f 15 20 2.25 10000 1.71 × g 15 20 2.50 15000 1.95 √ h 15 20 2.83 15000 1.87 × i 15 20 3.13 15000 1.73 ×
下载: 导出CSV
-
[1] 叶建斌, 戴春祥. 激光切割技术[M]. 上海: 上海科学技术出版社, 2021: 78-79. YE J B, DAI Ch X. Laser cutting technology[M]. Shanghai: Shanghai Science and Technology Press, 2021: 78-79(in Chinese).
[2] DENEVA H, TEIRUMENIEKA E, LAZOV L, et al. Analysis of the influence of auxiliary gas pressure on cut characteristics of laser cut steel[J]. Lasers in Engineering, 2018, 40(4/6): 253-263.
[3] SHIN S J, OH Y S, PARK H, et al. Laser cutting of steel plates up to 100 mm in thickness with a 6 kW fiber laser for application to dismantling of nuclear facilities[J]. Optics and Lasers in Engineering, 2017, 100: 98-104.
[4] TAMURA K, TOYAMA S. Laser cutting performances for thick steel specimens studied by molten metal removal conditions[J]. Journal of Nuclear Science and Technology, 2017, 54(9): 1011-1017. DOI: 10.1080/00223131.2017.1344156
[5] TAMURA K, YAMAGISHI R. Observation of the molten metal behaviors during the laser cutting of thick steel specimens using attenuated process images[J]. Journal of Nuclear Science and Technology, 2017, 54(6): 655-661. DOI: 10.1080/00223131.2017.1299643
[6] TAMURA K, ISHIGAMI R, YAMAGISHI R. Laser cutting of thick steel plates and simulated steel components using a 30 kW fiber laser[J]. Journal of Nuclear Science and Technology, 2016, 53(6): 916-920. DOI: 10.1080/00223131.2015.1080633
[7] 于一强, 张宝贵, 杨琨. 激光切割技术在机械加工中的应用[J]. 现代制造技术与装备, 2023, 59(9): 113-115. YU Y Q, ZHANG B G, YANG K. Laser cutting technology application in the mechanical processing[J]. Modern Manufacturing Technology and Equipment, 2023, 59(9): 113-115(in Chinese).
[8] 钟正根, 徐侠, 黄扬, 等. 基于25mm厚碳素钢激光切割工艺试验研究[J]. 金属加工(热加工), 2023(9): 43-46. ZHONG Zh G, XU X, HUANG Y, et al. Experimental study on laser cutting technology of 25 mm thick carbon steel[J]. Metal Working (Hot Working), 2023(9): 43-46(in Chinese).
[9] 姜一桐. 非接触式消防救援激光破拆装备[D]. 上海: 应急管理部上海消防研究所, 2021: 12-29. JIANG Y T. Non-contact fire rescue laser demolition equipment[D]. Shanghai: Shanghai Fire Research Institute, Ministry of Emergency Management, 2021: 12-29(in Chinese).
[10] 雷伟斌, 韩斌慧. 镀锌钢板激光切割工艺参数研究[J]. 机械设计与制造工程, 2021, 50(5): 108-110. LEI W B, HAN B H. Research on laser cutting parameters of galvanized steel sheet[J]. Mechanical Design and Manufacturing Engineering, 2021, 50(5): 108-110(in Chinese).
[11] 郑伟, 徐放, 张雅楠, 等. 激光切割技术在消防救援破拆中的应用研究[J]. 消防科学与技术, 2023, 42(1): 89-93. ZHENG W, XU F, ZHANG Y N, et al. Application of laser cutting technology in fire rescue and demolition[J]. Fire Science and Technology, 2023, 42(1): 89-93(in Chinese).
[12] 钟毅, 栾显晔, 李晓宇, 等. 碳钢板激光切割工艺分析及优化[J]. 制造技术与机床, 2024(2): 38-45. ZHONG Y, LUAN X Y, LI X Y, et al. Carbon steel plate laser cutting technology analysis and optimization[J]. Manufacturing Technology and Machine Tool, 2024(2): 38-45(in Chinese).
[13] 魏言峰, 胡崇镜, 王春明, 等. Q345碳钢超高功率激光切割工艺研究[J]. 应用激光, 2021, 41(1): 22-27. WEI Y F, HU Ch J, WANG Ch M, et al. Research on ultra-high power laser cutting technology of Q345 carbon steel[J]. Applied Laser, 2021, 41(1): 22-27 (in Chinese).
[14] LI M J, HAN H B, JIANG X Y, et al. Surface morphology and defect characterization during high-power fiber laser cutting of SiC particles reinforced aluminum metal matrix composite[J]. Optics and Laser Technology, 2022, 155: 108419.
[15] 孙斌, 方亮, 吴许祥, 等. 激光切割在碳钢板(Q345R)加工方面的应用研究[J]. 锻压装备与制造技术, 2022, 57(6): 58-65. SUN B, FANG L, WU X X, et al. Laser cutting in the field of carbon steel (Q345R) processing application research[J]. Journal of Forging Equipment and Manufacturing Technology, 2022, 57(6): 58-65(in Chinese).
[16] SERGEEV N N, MINAEV I V, TIKHONOVA I V, et al. Selecting laser cutting modes for engineering steel sheets aiming at provision of the required properties of surface quality[J]. Inorganic Materials: Applied Research, 2020, 11(4): 815-822.
[17] 史尧臣, 周宏, 于雪莲, 等. YAG激光切割不锈且缝宽度影响因素[J]. 制造技术与机床, 2018(12): 115-118. SHI Y Ch, ZHOU H, YU X L, et al. Stainless and influencing factors of slit width in YAG laser cutting[J]. Manufacturing Technology & Machine Tool, 2018(12): 115-118(in Chinese).
[18] 赵三军, 赵水, 张志强, 等. 激光切割8 mm厚锰钢板的工艺试验研究[J]. 制造技术与机床, 2019(9): 70-73. ZHAO S J, ZHAO Sh, ZHANG Zh Q, et al. Laser cutting 8 mm thick manganese steel plate process experimental study[J]. Manufacturing Technology and Machine Tool, 2019(9): 70-73(in Chinese).
[19] 杜勇, 吴军, 覃绍先, 等. 智能远距离激光切割控制系统设计与研究[J]. 机械制造与自动化, 2020, 49(1): 162-164. DU Y, WU J, QIN Sh X, et al. Intelligent remote laser cutting control system design and research[J]. Journal of Mechanical Manufacturing and Automation, 2020, 49 (1): 162-164(in Chinese).
[20] 齐立涛, 刘凤聪, 张耀东. 266 nm紫外固体激光切割碳纤维复合材料的实验研究[J]. 激光技术, 2022, 46(3): 402-407. DOI: 10.7510/jgjs.issn.1001-3806.2022.03.017 QI L T, LIU F C, ZHANG Y D. Experimental study on cutting carbon fiber composites by 266 nm UV solid-state laser[J]. Laser Technology, 2002, 46(3): 402-407(in Chinese). DOI: 10.7510/jgjs.issn.1001-3806.2022.03.017


计量
- 文章访问数: 2
- HTML全文浏览量: 0
- PDF下载量: 2