
Preparation of Ti-Al-N composite coating by laser cladding AlN/TiAl and study of its wear performance
-
摘要:
为了制备耐磨钛基涂层,采用激光熔覆技术在TC4表面制备了Ti-Al-N涂层,对不同激光功率下涂层的物相组成、组织演变、硬度进行观察分析,再对复合涂层在空气环境中的摩擦学性能进行分析。结果表明,涂层增强相主要由Ti2AlN, TiN, TiAl及TixAly等组成,各物相衍射峰强度随激光功率的增加而改变,基体相则由(γ-TiAl+α2-Ti3Al)组成;涂层与基体冶金结合,随着激光功率的增加,组织由弥散分布的柱状晶逐渐变成粗大树枝晶,但在2.4 kW功率时,组织又变得细小;复合涂层的显微硬度可以达到基体的2.14倍;在空气摩擦环境中,不同试样均以磨粒磨损为主,其中基体磨损严重;不同激光功率下的涂层均大幅度提高了基体的耐磨性,涂层中有增强相的存在,涂层的最小磨损率为0.786×10-4 mm3·N-1·min-1,基体为1.34×10-4 mm3·N-1·min-1;通过控制激光功率可以调节涂层性能。这一研究可以对激光熔覆制备高耐磨钛基复合涂层在航天、海工设备中的应用提供基础支持。
-
关键词:
- 激光技术 /
- 钛合金 /
- 激光熔覆 /
- Ti-Al-N复合涂层 /
- 干摩擦磨损
Abstract:In order to prepare wear-resistant titanium-based coating, a Ti-Al-N wear-resistant titanium-based coating was prepared on TC4 surface by laser cladding. The phase composition, microstructure evolution and hardness of the coating under different laser powers were observed and analyzed, and then the tribological properties of the composite coating in the air environment were analyzed. The results show that the strengthening phase of the coating is mainly composed of Ti2AlN, TiN, TiAl and TixAlly. The diffraction peak intensity of each phase changes with the increase of laser power, and the matrix phase is composed of (γ-TiAl+α2-Ti3Al). The coating is metallurgically bonded to the substrate. With the increase of laser power, the microstructure gradually changes from dispersed columnar crystals to coarse dendrites, but when the laser power was 2.4 kW, the microstructure becomes fine again. The microhardness of the composite coating can reach 2.14 times that of the substrate. In the air friction environment, different samples are mainly abrasive wear, and the matrix wear is serious. The coatings under different laser powers greatly improve the wear resistance of the substrate. The minimum wear rate of the coating was 0.786×10-4 mm3· N-1·min-1, and the matrix was 1.34×10-4 mm3·N-1·min-1. Therefore, the coating performance can be adjusted by controlling the laser power, which provides basic support for the application of laser cladding high wear-resistant titanium-based composite coatings in aerospace and marine equipment.
-
0. 引言
钛合金因具有比强度高、密度小、耐腐蚀性等卓越性能而被广泛应用在航空、海工设备等领域[1-3]。钛合金设备的服役环境很复杂,除了海洋中对钛合金高耐磨性能的严苛要求,航空高温环境也严重影响着设备的服役寿命[4-5], 例如潜水艇壳体及航空飞机的外壳等在服役时极易受到严重的磨损[6]。为解决钛合金因硬度低、耐磨性差阻碍其进一步广泛应用的问题[7-8],利用表面改性技术在钛合金表面制备高耐磨涂层以提高其服役寿命, 已成为钛合金进一步应用的研究重点。
激光熔覆作为一种表面强化技术,具有高效率、低成本、组织细小和冶金结合等突出特点[9-10]。其中激光熔覆制备的钛基复合涂层是提高钛合金表面耐磨性重要的选择。CÁRCEL等人[11]利用同轴激光熔覆技术在TC4上制备了TiAl金属间化合物涂层,涂层与基体有着良好的冶金结合,组织为细小的树枝晶微观结构,显微硬度比基体提高了约26.47%。由Archard定律可知,试样表面的耐磨性与其本身硬度息息相关[12-13],TiC[14]、SiC[15]和TiN[16]等陶瓷相常被用来增强TC4的显微硬度及耐磨性。CHOI等人[17]研究TiB+ TiC增强钛基复合材料时发现,随着增强体的增加,150 μm B4C增强相容易从Ti基体断裂,导致耐磨性变差。LI等人[18]利用激光熔覆技术在TC4基体上成功制备出了不同的Ti/SiC梯度材料,质量分数为70%Ti+30%SiC因Ti与SiC发生原位反应,加上SiC的残留,导致在梯度层中出现了分层裂纹。所以有学者提出在激光熔覆涂层中原位析出增强相,其弥散分布与基体具有良好的结合性,能极大地提高基体耐磨性能[19-20]。在与钛合金相关的强化相中,TiN具有更高的硬度,耐磨性能优异,被认为是钛合金有效的强化相[21-22]。YAN等人[23]利用高功率脉冲磁控溅射技术制备了Ti-GLC/TiCN/TiN复合涂层,结果表明,涂层在不同摩擦环境中均大幅度提高了体积的耐磨性,特别是在人工海水中的摩擦系数仅为0.037,磨损率比基体降低了3个数量级。ZHANG等人[24]利用激光熔覆技术在TC4基体上制备了微米级TiN和TiB强化TC4涂层,硬度最高达到了(920±14)HV。钛基涂层中MAX相Ti2AlN因其独特的层状结构和电子态密度[25],使其同时具有陶瓷和金属的特性,表现出良好的高温性能、高硬度、高强度等,能够极大地提升钛合金在航天和海工环境中的服役寿命。HAN等人[26]对Ti2AlN/TiAl复合材料进行了分子动力学模拟,结果表明,Ti2AlN可以实现材料的减磨和抗磨。FENG等人[27]通过激光熔覆技术在钛合金上制备了TiAl(CN)复合涂层,结果表明, 由于自润滑MAX相及涂层中摩擦产物的形成,使复合涂层大大提高了TC4基体的耐磨性。
本文作者利用激光熔覆技术在TC4基体上制备出含TiN相和MAX相Ti2AlN的Ti-Al-N复合涂层。分析了不同激光功率下复合涂层的物相组成、组织演变、显微硬度变化以及不同功率复合涂层在空气中的摩擦磨损行为, 可以通过调节激光功率来调控复合涂层的物相组成、组织形貌和硬度和摩擦性能。通过调控激光功率的大小,制备了良好耐磨的Ti-Al-N复合涂层。这些研究可为钛合金在航天航空、海工装备中的应用提供理论基础与技术支持。
1. 实验
1.1 熔覆材料
基体材料为TC4钛合金(Ti6Al4V),先将200 mm×200 mm的钛板用电火花线切割切成为40 mm×15 mm× 10 mm的尺寸大小,在400目砂纸打磨表面杂质后放入丙酮介质中超声清洗后吹干备用。
激光熔覆粉末为TiAl(粒径为15 μm~53 μm,质量分数大于99%, 中航迈特)和AlN(粒径为5 μm~10 μm, 质量分数大于99%, 麦克林)粉末。表 1中为TiAl粉末的化学成分。
表 1 TiAl粉末的化学成分(质量分数)Table 1. Chemical composition of TiAl powder (mass fraction)element Al Nb Cr O N Ti mass fraction/% 33.13 4.75 2.65 0.0846 0.0427 balance 1.2 复合涂层的制备
将熔覆粉末按等摩尔计算后混合在一起,在球磨罐中按照球料比5 ∶1放入混合粉和球磨的球,并在球磨罐中充满氩气后拧紧螺丝, 放进行星球磨机(YXQM-4L)中按参数(180 r/min, 2 h)均匀高能球磨,再将其放进真空干燥箱里干燥3 h后取出抽真空备用。在处理好的TC4基体上用铺粉模具轻轻压实均匀混合的粉末,铺设好后取下模具,粉末在基体上的厚度为1.5 mm,然后在氩气环境中在激光器(IPG YLS-10000)上按照设备固定参数(光斑直径10 mm×2.4 mm,氩气的通入量为10 L/min)和不同激光功率下进行单道激光熔覆实验。熔覆参数如表 2所示。
表 2 钛合金表面激光熔覆不同涂层的工艺参数Table 2. Process parameters of laser cladding different coatings on titanium alloy surfaceNo. powder(mass ratio) scanning speed/(mm·s-1) power/kW 1 m(TiAl)∶m(AlN)=4∶1 2 1.5 2 m(TiAl)∶m(AlN)=4∶1 2 1.8 3 m(TiAl)∶m(AlN)=4∶1 2 2.1 4 m(TiAl)∶m(AlN)=4∶1 2 2.4 1.3 显微组织及硬度测量
将熔覆后的样品切割成15 mm×10 mm×10 mm尺寸大小的试样,涂层研磨抛光后用凯乐腐蚀液腐蚀约4 s,在光学显微镜下观察组织,再用X射线能量色散谱仪(ZEISS Gemini 300)来观察显微组织并用能谱分析仪(energy dispersive spectrometer, EDS)观察涂层元素分布情况。用X射线衍射仪(X’Pert PRO, Bruker)分析涂层的物相组成,扫描角度从20°~80°,步长为0.02°。用维氏硬度计在载荷0.5 kg下进行硬度的测量。
1.4 摩擦实验
摩擦实验机为Rtec MFT-5000,实验参数为: 载荷20 N,频率1 Hz,往复距离5 mm,往复速率8 mm/s,实验时长20 min。摩擦配副方式为球-盘式,对磨球为直径9.524 mm的氮化硅球, 在室温下对试样进行干摩擦。
摩擦系数实验系统自动给出。摩擦磨损实验结束后用Counter Elite K型白光干涉仪对试样的磨痕形貌进行表征,并计算磨痕体积,观察磨痕宽度和深度,再根据下式可以计算得到试样的磨损率(wear ratio, WR)RWR(单位为mm3·N-1·m-1):
RWR=QF×L (1) 式中:Q为磨损体积(mm3);L为试验总行程(m);F为试验载荷(N)。
2. 实验结果与分析
2.1 涂层的物相组成和显微组织分析
图 1为不同激光功率下复合涂层的X射线衍射(X-ray diffraction, XRD)图谱。由图 1可知, 随着激光功率的增加,涂层物相组成成分没有改变,但是物相衍射峰强度随之相应改变。涂层主要由Ti2AlN, TiN, TiAl, 及TixAly等组成。特别的是,Ti2AlN衍射峰的强度在1.5 kW功率时较高,随着功率的增加逐步降低,在2.4 kW时又增大。其中,当Ti2AlN衍射峰强度降低时,TiAl衍射峰强度升高,而在Ti2AlN衍射峰强度高时,TixAly强度也相应提高,表明Ti2AlN相的形成与金属间化合物TiAl与TixAly密切相关。TixAly主要由高性能Ti3Al组成,Ti3Al可以大幅度提高TC4的耐磨性能,被认为是可以大幅度改善TC4性能的材料[28]。陶瓷相TiN衍射峰强度随激光功率的变化规律与MAX相一样,表明陶瓷相TiN与Ti2AlN相的形成是同时的,都是在1.5 kW和2.4 kW功率时形成较多;在2.1 kW功率时, TiAl相为主峰,其它物相衍射峰强度较低。这表明涂层中物相的形成与功率密切相关。
![图 1 不同激光功率下复合涂层在的XRD结果图]() 图 1 不同激光功率下复合涂层在的XRD结果图Figure 1. XRD results of composite coatings at different laser powers
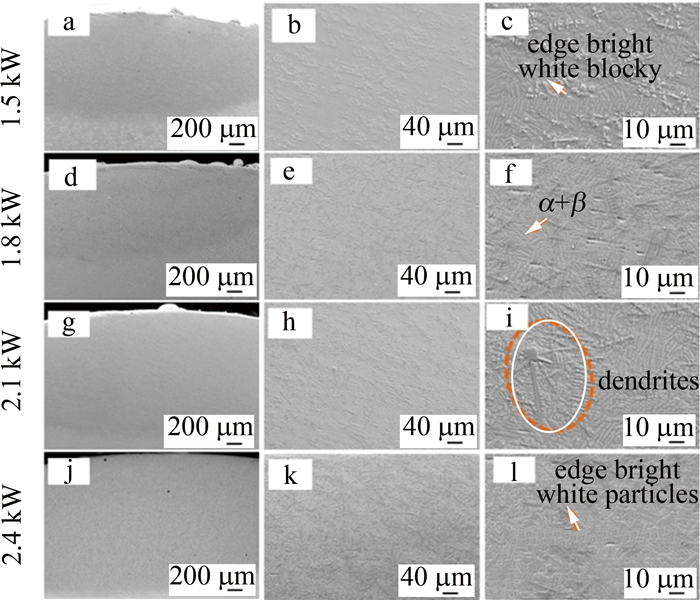
图 1 不同激光功率下复合涂层在的XRD结果图Figure 1. XRD results of composite coatings at different laser powers图 2为不同功率下复合涂层的宏观形貌和微观组织形貌。涂层经过凯乐腐蚀液腐蚀后,涂层和基体的分界明显、分界带均匀,分别为颜色较深的上部分涂层部分和颜色较浅的基体下部分,涂层与基体呈现凸镜形状。粉末为二元元素粉末体系,避免了Al元素的燃烧而产生的缺陷,加上涂层是钛基复合涂层,与TC4基体的热物理性能相近,结合性好。从图 2可知,涂层的组织随着激光功率的增加而逐渐演变。随着激光功率的增加,涂层组织逐步粗大,在2.1 kW时有粗大的树枝状组织,但在2.4 kW时组织变得细小。结合图 1可知,这与Ti2AlN相与TiN相的衍射峰强度随功率变化规相同, 即在1.5 kW和2.4 kW功率下分布着弥散细小的组织,此时有着较多的MAX相及TiN。
![图 2 不同功率下复合涂层的宏观形貌和微观组织形貌]() 图 2 不同功率下复合涂层的宏观形貌和微观组织形貌Figure 2. Macroscopic morphology and microstructure morphology of composite coatings under different power
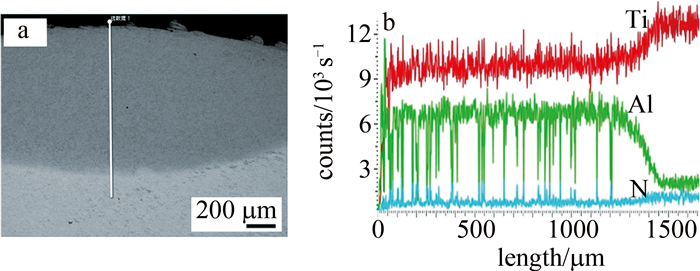
图 2 不同功率下复合涂层的宏观形貌和微观组织形貌Figure 2. Macroscopic morphology and microstructure morphology of composite coatings under different power涂层的宏观线扫如图 3a所示。可以看出, 涂层与基体良好的冶金结合,没有裂纹,孔洞等宏观缺陷。图 3b为线扫结果图。N元素在涂层中有有尖峰出现,这是由于涂层中Ti2AlN相及TiN的的缘故; 在分界带处有Ti元素减少,Al元素增加的区域,这是因为在形成熔池时,Ti及Al元素由于熔池中马兰戈对流以及扩散作用会稀释到涂层中,在分界带周围存在明显的稀释区,往涂层方向稀释减弱,这也是导致涂层硬度在厚度方向逐渐变化的原因[29]。因此TC4基体在激光熔覆工艺下在表面形成了冶金结合的Ti-Al-N复合涂层。
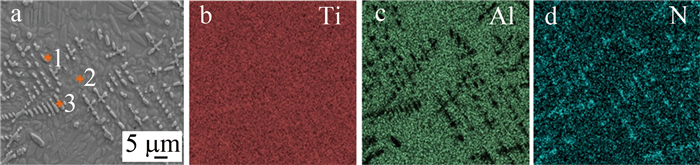
由图 4a中涂层的能谱分析可知,组织存在明显的元素富集现象,组织内部主要为Ti和N,组织边缘Al增多。结合图 4b、图 4c、图 4d和表 3可知,在组织内部物相为陶瓷相TiN, 组织间隙基体相为(γ-TiAl+α2-Ti3Al),而在组织边缘存在大量的MAX相Ti2AlN。
![图 4 1.5 kW功率下复合涂层点扫位置和面扫结果图]() 图 4 1.5 kW功率下复合涂层点扫位置和面扫结果图Figure 4. Point scanning position and surface scanning results of the composite coating at 1.5 kW power表 3 1.5 kW涂层点扫结果Table 3. 1.5 kW coating spot scanning results (mass fraction)
图 4 1.5 kW功率下复合涂层点扫位置和面扫结果图Figure 4. Point scanning position and surface scanning results of the composite coating at 1.5 kW power表 3 1.5 kW涂层点扫结果Table 3. 1.5 kW coating spot scanning results (mass fraction)position w(Ti)/% w(Al)/% w(N)/% 1 60.08 26.50 13.42 2 65.51 34.49 0.00 3 60.89 4.50 34.61 2.2 不同激光功率下复合涂层的显微硬度
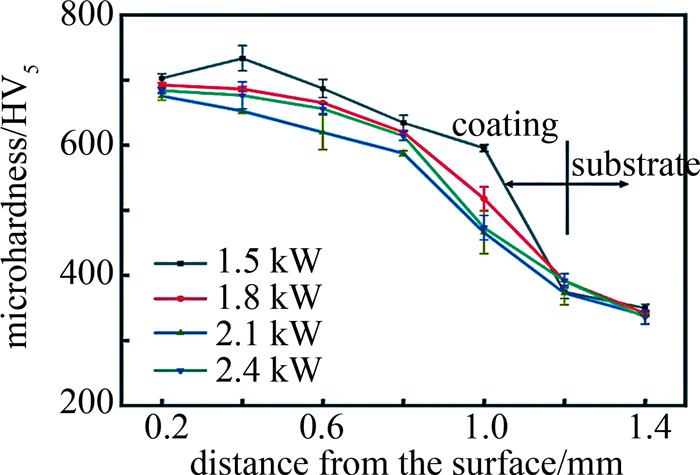
图 5为激光熔覆涂层表面向基体方向一定距离范围内的平均显微硬度测试结果。为了测量的准确性,每组数据测量3次。由图可知, 1.5 kW功率时复合涂层的平均显微硬度最高。随着激光功率的增加复合涂层的显微硬度降低,但在2.4 kW功率时硬度较2.1 kW功率时升高。这与图 1和图 2中物相变化、组织演变相关。在高硬度TiN相和Ti2AlN相含量较多的1.5 kW功率和2.4 kW功率下复合涂层中显微硬度较高。对应了弥散分布的细小组织中含有大量的TiN和Ti2AlN相。复合涂层中,观察到显微硬度呈现梯度变化,在涂层和基体分界处硬度显著降低。这一现象可以解释为激光熔覆过程中激光束的高能能量束导致基体与涂层之间的元素扩散稀释。在离基体较远的区域,元素无法及时扩散,因此与基体结合处的硬度明显降低。其中分界带为涂层和基体之间提供了良好的硬度梯度过渡,有效降低了涂层与基体之间的内部应力,并提高了二者之间的结合力[30]。不同激光功率下复合涂层的最高平均显微硬度为733.56 HV, 692.5 HV, 675.52 HV和683.96 HV, 分别约为基体的2.14倍,2.02倍,1.97倍和2.00倍。因此4种复合涂层显著提高了基体的硬度。
![图 5 不同激光功率下复合涂层的显微硬度结果图]() 图 5 不同激光功率下复合涂层的显微硬度结果图Figure 5. Microhardness results of composite coatings under different laser power
图 5 不同激光功率下复合涂层的显微硬度结果图Figure 5. Microhardness results of composite coatings under different laser power2.3 摩擦磨损性能分析
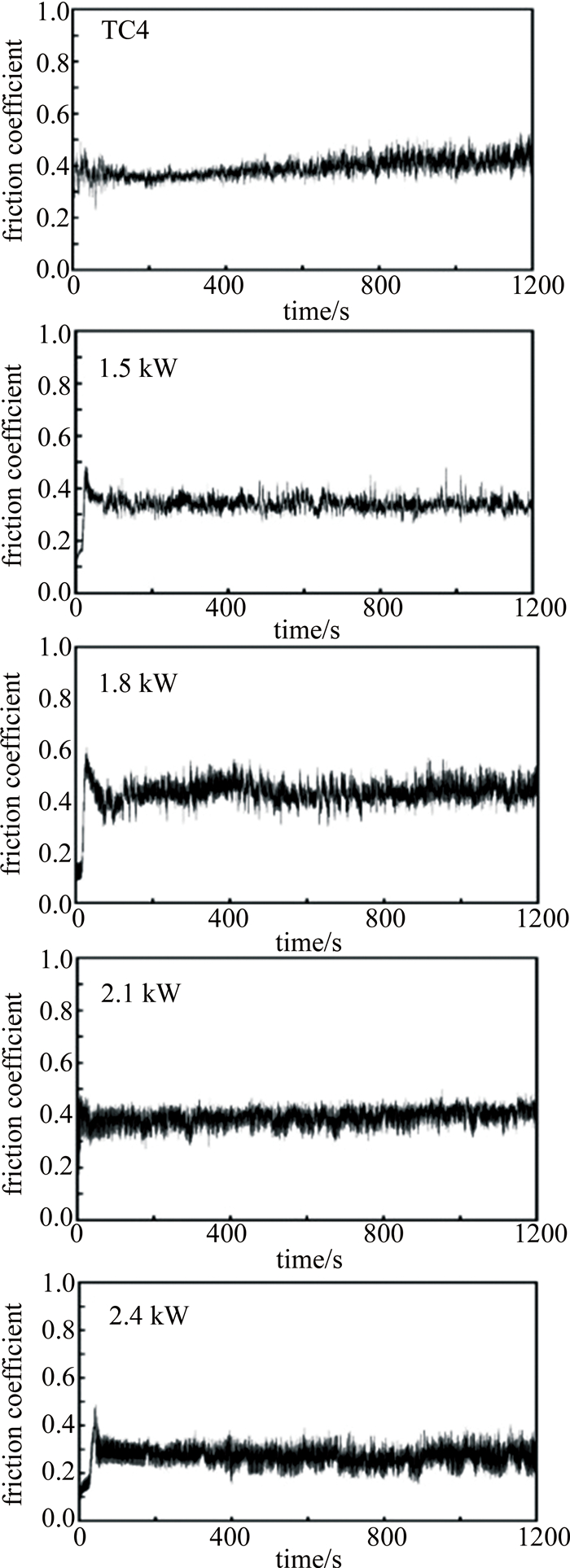
由图 6可知, 试样的摩擦曲线均能达到稳定,表明涂层内部组织较为均匀,具有良好的抗磨性能。在摩擦开始磨损阶段,摩擦副之间的微凸体接触,接触面积小,应力大, 而且在挤压和剪切作用下,产生因加工硬化的磨粒磨屑,对接触面产生犁削作用,导致摩擦系数线性增加。随后接触面表面的微凸体慢慢被磨平,进入稳定磨损阶段,此时摩擦曲线保持相对稳定,而试样随着激光功率的增加摩擦系数也随之变化,表明试样的摩擦系数曲线与试样的物相含量,硬度等密不可分。
![图 6 不同激光功率复合涂层在空气环境中的摩擦系数曲线图]() 图 6 不同激光功率复合涂层在空气环境中的摩擦系数曲线图Figure 6. Friction coefficient curves of different laser power composite coatings in three environments
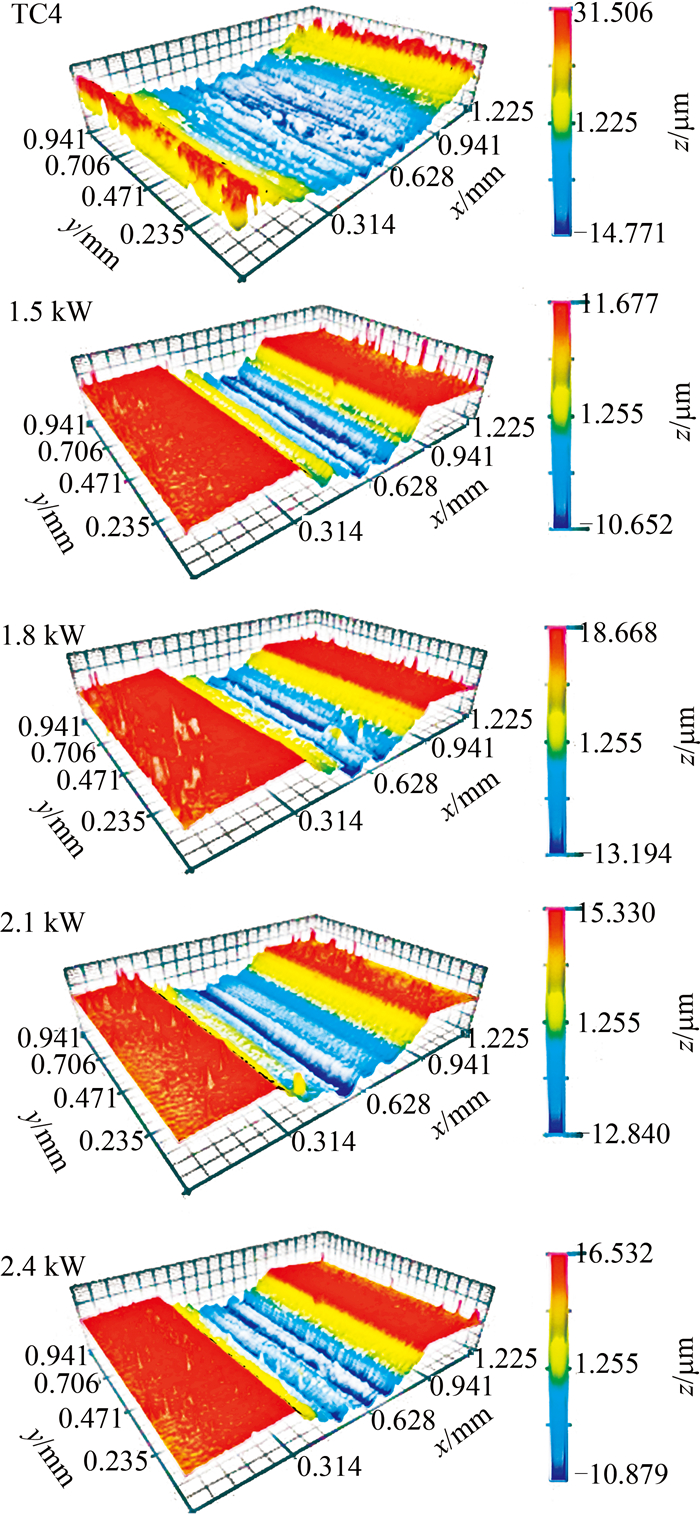
图 6 不同激光功率复合涂层在空气环境中的摩擦系数曲线图Figure 6. Friction coefficient curves of different laser power composite coatings in three environments图 7为试样磨痕3-D形貌图。由图 7可知,所有试样磨痕内部均有典型的犁沟痕迹,表现为磨粒磨损特征。TC4基体的磨痕痕迹最宽,犁沟痕迹明显。当功率1.5 kW时复合涂层的磨痕痕迹较窄,随着功率的增加,磨痕宽度增加,到2.4 kW时宽度变窄。
![图 7 不同激光功率复合涂层在空气环境中的磨痕3-D图]() 图 7 不同激光功率复合涂层在空气环境中的磨痕3-D图Figure 7. 3-D images of wear scars of composite coatings with different laser power in three environments
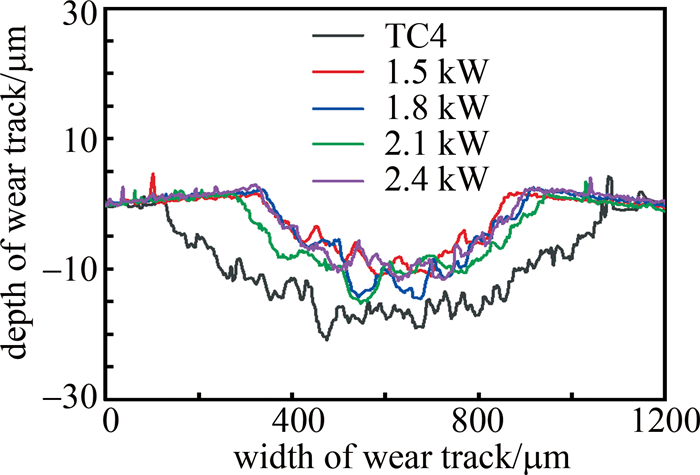
图 7 不同激光功率复合涂层在空气环境中的磨痕3-D图Figure 7. 3-D images of wear scars of composite coatings with different laser power in three environments图 8为不同激光功率复合涂层在空气环境中的磨痕2-D截面图。TC4基体的磨痕宽度与深度均大于涂层。基体有最大的磨损体积2.57×10-2 mm3,1.5 kW功率时最小的磨损体积为1.50×10-2 mm3。结合图 6可知,试样磨痕的宽度及深度也同样与试样的各物相含量、硬度等有关。
![图 8 不同激光功率复合涂层在空气环境中的磨痕2-D截面图]() 图 8 不同激光功率复合涂层在空气环境中的磨痕2-D截面图Figure 8. 2-D cross section of wear scars of composite coatings with different laser power in three environments
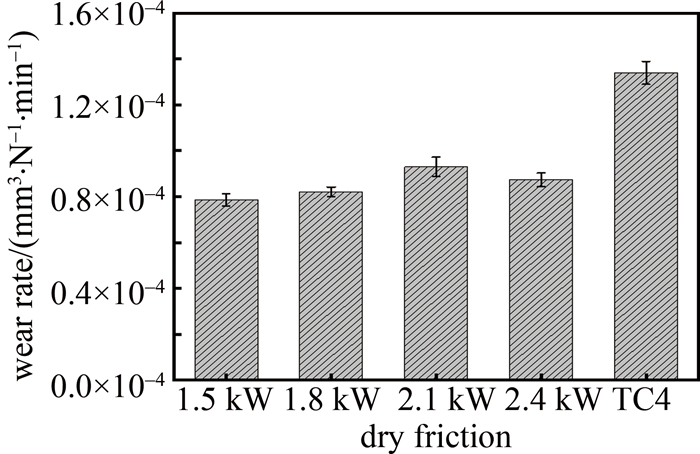
图 8 不同激光功率复合涂层在空气环境中的磨痕2-D截面图Figure 8. 2-D cross section of wear scars of composite coatings with different laser power in three environments图 9为不同激光功率复合涂层在空气环境中的平均磨损率图。不同功率的复合涂层在空气环境中的磨损率均低于对应的TC4基体,涂层在测试范围之内均有优异耐磨性。随着激光功率的增加,复合涂层磨损率在空气环境中的变化与其物相含量中Ti2AlN相及TiN相、显微硬度、磨痕深度、宽度相对应。复合涂层中Ti2AlN相、TiN含量越多,硬度越高,其磨痕的深度越浅,其磨损率越低。在空气磨损环境中1.5 kW功率下的涂层均拥有最低的磨损率0.786×10-4 mm3·N-1·min-1,是基体磨损率1.34×10-4 mm3·N-1·min-1的58.65%。
![图 9 不同激光功率复合涂层在空气环境中的磨损率图]() 图 9 不同激光功率复合涂层在空气环境中的磨损率图Figure 9. Wear rate of composite coatings with different laser power in three environments
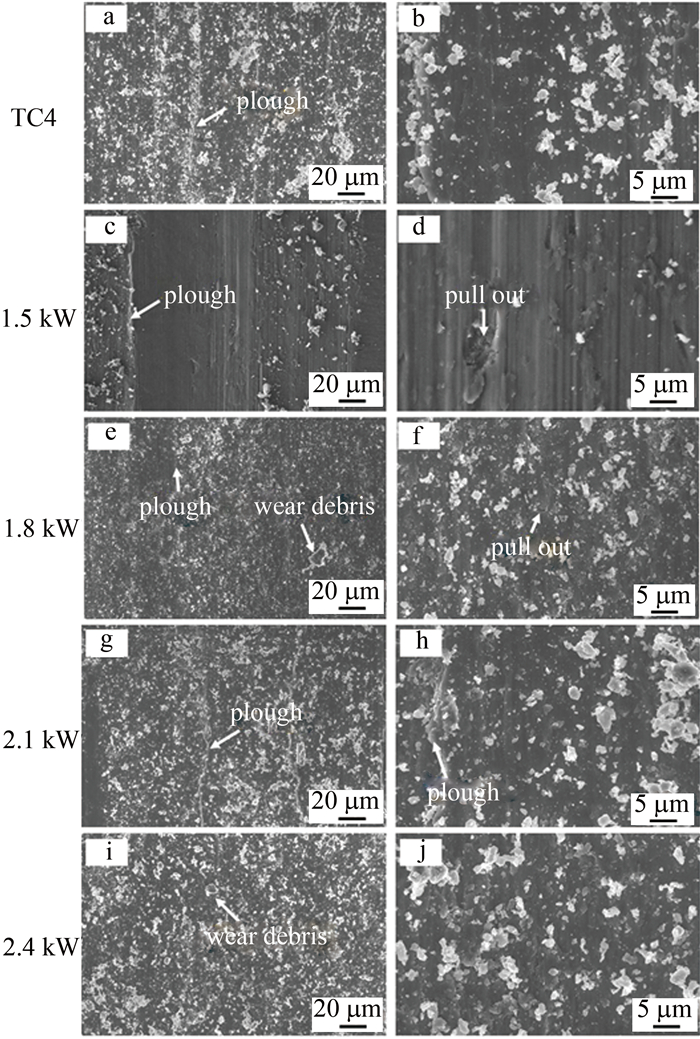
图 9 不同激光功率复合涂层在空气环境中的磨损率图Figure 9. Wear rate of composite coatings with different laser power in three environments图 10不为同激光功率复合涂层在空气环境中的磨痕微观图。试样均主要为磨粒磨损。图 10a和图 10b为TC4基体在空气环境中的磨痕微观图,其中存在明显的犁沟和变形痕迹,变现为严重的磨粒磨损和塑性变形特征。这是因为TC4硬度低,同时其层间滑动的特性导致抵抗剪切的能力低,在与氮化硅对磨球对磨时,摩擦副上的硬质相会压入基体,易产生塑性变形以及犁沟数量多。
![图 10 不同激光功率复合涂层在空气环境中的磨痕微观图]() 图 10 不同激光功率复合涂层在空气环境中的磨痕微观图Figure 10. Micrographs of wear scars of composite coatings with different laser power in three environments
图 10 不同激光功率复合涂层在空气环境中的磨痕微观图Figure 10. Micrographs of wear scars of composite coatings with different laser power in three environments复合涂层在空气环境中磨痕痕迹均较基体平整,值得注意的是,因为1.5 kW功率时涂层的显微硬度最高,陶瓷相TiN衍射峰强度最高,TiN起到了有效抵抗对磨球压入犁削的作用,阻碍了涂层表面的塑性变形和大面积的粘着剥落。同时在磨损过程中与其余磨屑加工硬化也充当了磨粒。所以此时涂层在空气环境中因三体摩擦而产生的犁沟痕迹较为明显,但磨痕较浅。在空气环境中,随着激光功率的增加,磨屑增加, 特别是在2.4 kW时剥落的磨屑变小, 表明2.1 kW功率和1.8 kW功率时涂层在空气环境中摩擦时发生了严重的磨损。复合涂层中由于Ti2AlN相的自润滑性,TiN的耐磨性,使复合涂层的耐磨性能远好于基体[31]。在空气中磨损时, 1.5 kW功率下Ti2AlN相较多的复合涂层有好的耐磨性。
3. 结论
在TC4基体表面利用激光熔覆技术以TiAl加AlN为熔覆粉末制备了无缺陷与基体冶金结合的Ti-Al-N复合涂层。研究了复合涂层的物相组成,组织演变,显微硬度计摩擦学性能。
(a) 复合涂层为钛基涂层,物相中有MAX相Ti2AlN,1.5 kW功率下Ti2AlN的衍射峰强度最高; 各物相衍射峰强度也随着激光功率的增加而变化。
(b) 复合涂层的组织也随着激光功率的变化逐渐演变,所有涂层的显微硬度均高于基体,最高可达733.56HV,约为基体的2.14倍。
(c) 基体及涂层在空气环境中的磨损机制主要为磨粒磨损。随着激光功率的增加,复合涂层中涂层中Ti2AlN相和TiN相的衍射峰强度先逐渐减少再增加,复合涂层的硬度先减小再增大,摩擦磨损也是逐渐变大再减小。因增强相Ti2AlN相和TiN相的存在大大增加了其耐磨性,使涂层的耐磨性均高于基体。涂层的磨损率与涂层中Ti2AlN相及TiN含量和硬度密切相关, 两者含量高的硬度高,磨损率低。高含量Ti2AlN相及TiN的1.5 kW功率下的涂层有最低的磨损率,为0.786×10-4 mm3·N-1·min-1。
-
![]()
图 1 不同激光功率下复合涂层在的XRD结果图
Figure 1. XRD results of composite coatings at different laser powers
![]()
图 2 不同功率下复合涂层的宏观形貌和微观组织形貌
Figure 2. Macroscopic morphology and microstructure morphology of composite coatings under different power
![]()
图 4 1.5 kW功率下复合涂层点扫位置和面扫结果图
Figure 4. Point scanning position and surface scanning results of the composite coating at 1.5 kW power
![]()
图 5 不同激光功率下复合涂层的显微硬度结果图
Figure 5. Microhardness results of composite coatings under different laser power
![]()
图 6 不同激光功率复合涂层在空气环境中的摩擦系数曲线图
Figure 6. Friction coefficient curves of different laser power composite coatings in three environments
![]()
图 7 不同激光功率复合涂层在空气环境中的磨痕3-D图
Figure 7. 3-D images of wear scars of composite coatings with different laser power in three environments
![]()
图 8 不同激光功率复合涂层在空气环境中的磨痕2-D截面图
Figure 8. 2-D cross section of wear scars of composite coatings with different laser power in three environments
![]()
图 9 不同激光功率复合涂层在空气环境中的磨损率图
Figure 9. Wear rate of composite coatings with different laser power in three environments
![]()
图 10 不同激光功率复合涂层在空气环境中的磨痕微观图
Figure 10. Micrographs of wear scars of composite coatings with different laser power in three environments
表 1 TiAl粉末的化学成分(质量分数)
Table 1 Chemical composition of TiAl powder (mass fraction)
element Al Nb Cr O N Ti mass fraction/% 33.13 4.75 2.65 0.0846 0.0427 balance  下载: 导出CSV
下载: 导出CSV
表 2 钛合金表面激光熔覆不同涂层的工艺参数
Table 2 Process parameters of laser cladding different coatings on titanium alloy surface
No. powder(mass ratio) scanning speed/(mm·s-1) power/kW 1 m(TiAl)∶m(AlN)=4∶1 2 1.5 2 m(TiAl)∶m(AlN)=4∶1 2 1.8 3 m(TiAl)∶m(AlN)=4∶1 2 2.1 4 m(TiAl)∶m(AlN)=4∶1 2 2.4
下载: 导出CSV
表 3 1.5 kW涂层点扫结果
Table 3 1.5 kW coating spot scanning results (mass fraction)
position w(Ti)/% w(Al)/% w(N)/% 1 60.08 26.50 13.42 2 65.51 34.49 0.00 3 60.89 4.50 34.61
下载: 导出CSV
-
[1] WANG F R, GUO S, WANG Y Q, et al. Effect of Nb interlayer on microstructure and property of Ti-6Al-4V/690 MPa grade steel clad plate by vacuum rolling[J]. Materials Science and Engineering, 2023, A882: 145450.
[2] MA S, ZONG N, DONG Z, et al. Ti-adsorption induced strain release in promoting α-Al nucleation at TiB2-Al interfaces[J]. Applied Surface Science, 2023, 639: 158185. DOI: 10.1016/j.apsusc.2023.158185
[3] 赵扬, 杨平华, 王铭振, 等. 钛合金增材制造孔隙缺陷的无损检测研究进展[J]. 激光技术, 2024, 48(3): 432-437. DOI: 10.7510/jgjs.issn.1001-3806.2024.03.020 ZHAO Y, YANG P H, WANG M Zh, et al. Research progress of nondestructive testing of pore defects in titanium alloy additive manufacturing[J]. Laser Technology, 2024, 48(3): 432-437(in Ch-inese). DOI: 10.7510/jgjs.issn.1001-3806.2024.03.020
[4] YE Y, WANG Y, WANG C, et al. An analysis on tribological performance of CrCN coatings with different carbon contents in seawater[J]. Tribology International, 2015, 91: 131-139. DOI: 10.1016/j.triboint.2015.07.002
[5] YE Y, WANG Y, CHEN H, et al. Doping carbon to improve the tribological performance of CrN coatings in seawater[J]. Tribology International, 2015, 90: 362-371. DOI: 10.1016/j.triboint.2015.04.008
[6] WANG J, CUI X, ZHAO Y, et al. Microstructure and performance enhancement of the TiN/Fe-based cladding layer induced by mechanical vibration assisted underwater wet laser cladding[J]. Surface and Coatings Technology, 2024, 476: 130176. DOI: 10.1016/j.surfcoat.2023.130176
[7] ZHAO P, LI J, ZHANG Y, et al. Wear and high-temperature oxidation resistances of AlNbTaZrx high-entropy alloys coatings fabricated on Ti6Al4V by laser cladding[J]. Journal of Alloys and Compounds, 2021, 862: 158405. DOI: 10.1016/j.jallcom.2020.158405
[8] 赵欣鑫, 肖华强, 游川川, 等. TC4表面激光熔覆TiAl合金涂层的工艺和组织性能[J]. 激光技术, 2021, 45(6): 697-702. DOI: 10.7510/jgjs.issn.1001-3806.2021.06.004 ZHAO X X, XIAO H Q, YOU Ch Ch, et al. Process and microstructure properties of laser cladding TiAl alloy coating on TC4 surface[J]. Laser Technology, 2021, 45(6): 697-702 (in Chinese). DOI: 10.7510/jgjs.issn.1001-3806.2021.06.004
[9] ZHENG M, FAN D, LI X, et al. Microstructure and osteoblast response of gradient bioceramic coating on titanium alloy fabricated by laser cladding[J]. Applied Surface Science, 2008, 255(2): 426-428. DOI: 10.1016/j.apsusc.2008.06.078
[10] ZHANG Zh Q, YANG F, ZHANG H W, et al. Microstructure and element distribution of laser cladding TiC-reinforced CrTi4-based composite coating with CeO2/Ce2O3[J]. Materials Letters, 2021, 283(1): 128772.
[11] CARCEL B, SERRANO A, ZAMBRANO J, et al. Laser cladding of TiAl intermetallic alloy on Ti6Al4V-process optimization and properties[J]. Physics Procedia, 2014, 56: 284-293. DOI: 10.1016/j.phpro.2014.08.173
[12] van OTTERLOO J L D M, de HOSSON J T M. Microstructure and abrasive wear of cobalt-based laser coatings[J]. Scripta Materialia, 1997, 36(2): 239-245. DOI: 10.1016/S1359-6462(96)00346-6
[13] WEI M X, WANG S Q, WANG L, et al. Wear and friction characteristics of a selected stainless steel[J]. Tribology Transactions, 2011, 54(6): 840-848. DOI: 10.1080/10402004.2011.606960
[14] CAI Q, LI G, WU B, et al. Effect of TiC content on microstructure and properties of TiC/Ni60 coatings on Ti6Al4V alloy deposited by laser cladding[J]. Optics & Laser Technology, 2024, 168: 109854.
[15] LI J, CUI X, GUAN Y, et al. Analysis of oxidation behavior of laser cladding SiC-Ti based composite strengthening coating[J]. Materials Characterization, 2023, 204: 113210. DOI: 10.1016/j.matchar.2023.113210
[16] LIU H, ZHANG X, JIANG Y, et al. Microstructure and high temperature oxidation resistance of in-situ synthesized TiN/Ti3Al intermetallic composite coatings on Ti6Al4V alloy by laser cladding process[J]. Journal of Alloys and Compounds, 2016, 670: 268-274. DOI: 10.1016/j.jallcom.2015.10.168
[17] CHOI B, KIM I, LEE Y, et al. Microstructure and friction/wear behavior of (TiB+TiC) particulate-reinforced titanium matrix composites[J]. Wear, 2014, 318(1): 68-77.
[18] LI S N, XIONG H P, LI N, et al. Mechanical properties and formation mechanism of Ti/SiC system gradient materials fabricated by in-situ reaction laser cladding[J]. Ceramics International, 2017, 43(1): 961-967. DOI: 10.1016/j.ceramint.2016.10.026
[19] JIANG D, CUI H, CHEN H, et al. Wear and corrosion properties of B4C-added CoCrNiMo high-entropy alloy coatings with in-situ coherent ceramic[J]. Materials & Design, 2021, 210: 110068.
[20] MA G, ZHAO Y, CUI H, et al. Addition Al and/or Ti induced modifications of microstructures, mechanical properties, and corrosion properties in CoCrFeNi high-entropy alloy coatings[J]. Acta Metallurgica Sinica (English Letters), 2021, 34: 1087-1102. DOI: 10.1007/s40195-021-01219-z
[21] OCELIK V, MATTHEWS D, de HOSSON J T M, et al. Sliding wear resistance of metal matrix composite layers prepared by high power laser[J]. Surface and Coatings Technology, 2005, 197(2): 303-315.
[22] HAO X, LIU H, ZHANG X, et al. Microstructure and wear resistance of in-situ TiN/(Nb, Ti)5Si3 reinforced MoNbTaWTi-based refractory high entropy alloy composite coatings by laser cladding[J]. Applied Surface Science, 2023, 626: 157240. DOI: 10.1016/j.apsusc.2023.157240
[23] YAN W, ZHANG Z, ZHANG Y, et al. Research on Ti-GLC/TiCN/TiN composite multilayer coating with ultra-low friction coefficient in various environments[J]. Surfaces and Interfaces, 2021, 26: 101426. DOI: 10.1016/j.surfin.2021.101426
[24] ZHANG H, CUI H, MAN C, et al. The tribocorrosion resistance of TiN+TiB/TC4 composite coatings and the synergistic strengthening effects of multi-level reinforcements[J]. Corrosion Science, 2023, 219: 111224. DOI: 10.1016/j.corsci.2023.111224
[25] MAGNUSON M, MATTESINI M, LI S, et al. Bonding mechanism in the nitrides Ti2AlN and TiN: An experimental and theoretical investigation[J]. Physical Review, 2007, B76(19): 195127.
[26] HAN X, LIU P, SUN D, et al. An atomic-level understanding of the friction and wear behaviors of Ti2AlN/TiAl composite via MD simulations[J]. Tribology International, 2019, 137: 340-348. DOI: 10.1016/j.triboint.2019.05.021
[27] FENG J, XIAO H. Tribocorrosion behavior of laser cladded Ti-Al-(C, N) composite coatings in artificial seawater[J]. Coatings, 2022, 12(2): 187. DOI: 10.3390/coatings12020187
[28] LI C, ZENG M, LIU C, et al. Microstructure and tribological behavior of laser cladding TiAlSi composite coatings reinforced by alumina-titania ceramics on Ti6Al4V alloys[J]. Materials Chemistry and Physics, 2020, 240: 122271. DOI: 10.1016/j.matchemphys.2019.122271
[29] ZHANG X, CUI H, WANG J, et al. Effects of TiB2+TiC content on microstructure and wear resistance of Ni55-based composite coatings produced by plasma cladding[J]. Transactions of Nonferrous Metals Society of China, 2019, 29(1): 132-142. DOI: 10.1016/S1003-6326(18)64922-2
[30] 吴玉萍, 林萍华, 王泽华, 等. 多层预涂敷等离子熔覆TiC/Ni梯度涂层研究[J]. 材料热处理学报, 2004, 25(3): 74-77. WU Y P, LIN P H, WANG Z H, et al. Study on multi-layer pre-coated plasma cladding TiC/Ni gradient coating[J]. Journal of Materials Heat Treatment, 2004, 25(3): 74-77(in Chinese).
[31] JIANG M, SUN H, LIU R, et al. Fabrication and mechanical properties of Ti2AlN/TiAl composite with continuous network structure[J]. Transactions of Nonferrous Metals Society of China, 2023, 33(5): 1437-1451.

计量
- 文章访问数: 1
- HTML全文浏览量: 1
- PDF下载量: 1