
Study on noise feature analysis and processing algorithm of magneto-optical image of welding defects
-
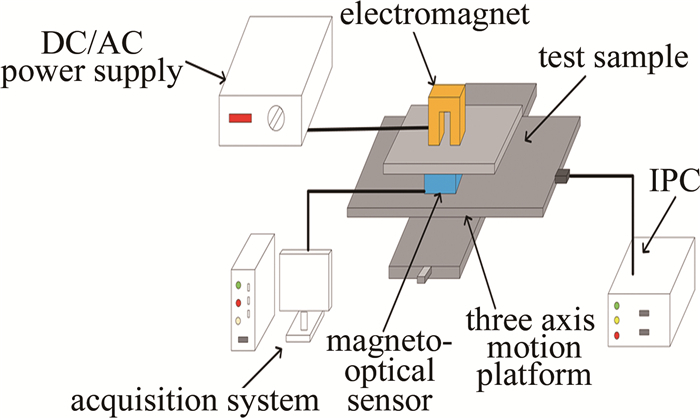
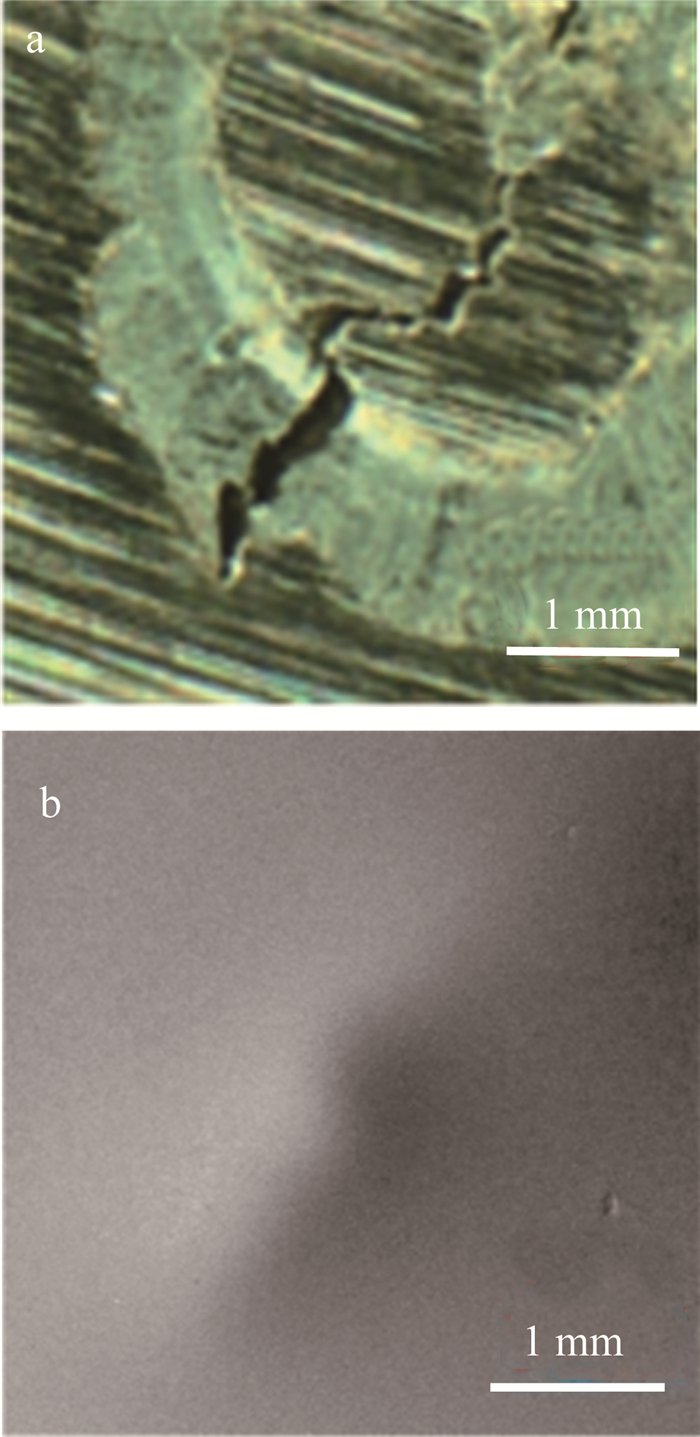
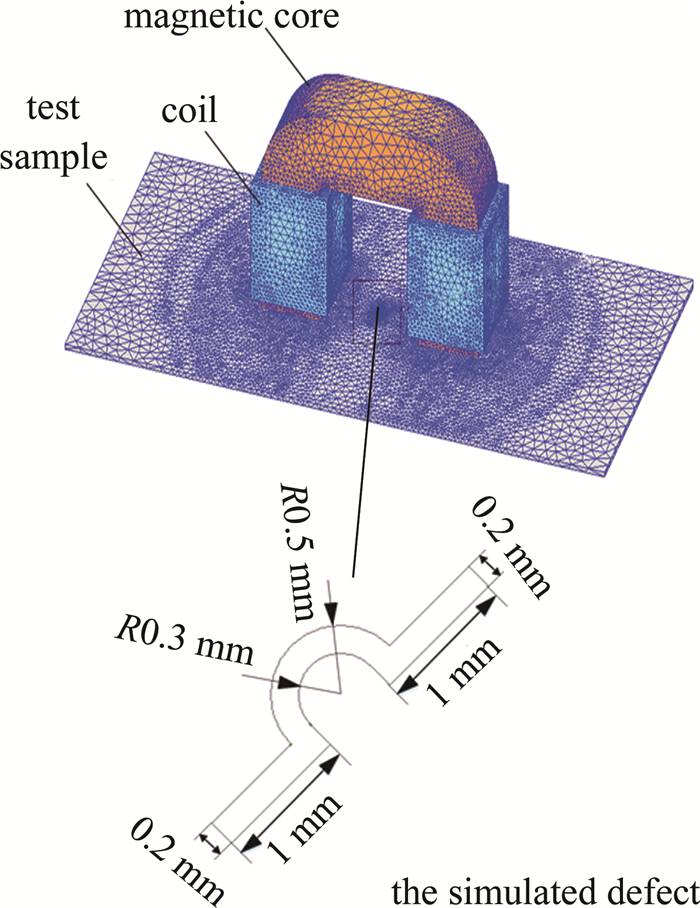
摘要: 为了解决焊接缺陷磁光图像轮廓信息难以提取的问题, 提出一种图像去噪及轮廓检测方法。通过激光点焊获取裂纹缺陷样本, 利用有限元模拟仿真并获取缺陷漏磁场, 对比分析磁光图像灰度连续性、集中性及噪声特性; 利用快速非局部均值滤波算法去除噪声, 并与传统滤波器进行对比分析; 根据磁光图像缺陷信息与背景信息梯度值相异的特性, 在1阶梯度图的基础上进行Otsu法阈值分割与边缘检测。结果表明, 经该方法处理后的磁光图像标准差及图像熵分别达到30.0465及6.0395, 图像聚集程度更好, 更贴近仿真磁场曲线, 并能较好地提取缺陷轮廓信息。这一结果对后续缺陷识别及目标检测是有帮助的。Abstract: In order to solve the problem that it was hard to extract the outline information from the magneto-optical image of welding defects, an image denoising and contour detection method was proposed. The crack defect samples were obtained by laser spot welding, and the magnetic flux leakage field of defects was simulated by finite element method. The gray continuity, concentration, and noise characteristic of magneto-optical images were compared and analyzed. The fast non-local mean filtering algorithm was used to remove noise, and compared with the traditional filters. According to the distinction in gradient value between flaw information and background information in magneto-optical images, an operator was used to carry out Otsu threshold segmentation and the edge detection based on the first order gradient graph of the image. The results show that the standard deviation and image entropy of the magneto-optical image processed by this method reaches 30.0465 and 6.0395 respectively, and the image aggregation degree is better, which is closer to the simulation magnetic field curve, and the defect contour information could be better extracted. This result is helpful for defect recognition and target detection.
-
引言
激光清洗技术最早可以追溯到20世纪60年代[1],近年来逐渐成为世界工业制造领域的研究与开发热点之一,被称为"21世纪最具有发展潜力的绿色清洗技术[2-6]"。
与机械摩擦清洗、化学药剂清洗、高频振动清洗等传统清洗方法相比,激光清洗技术具有以下许多的显著特点:(1)绿色环保。激光清洗技术不需要使用化学药剂,不会产生废液污染水体; (2)对基材的损伤小。不需要与基材接触,也不需要对基材施加任何机械作用力; (3)具有高度的灵活性。方便实现自动化; (4)清洗效果极佳。选择不同波长、不同加工参量的激光器能很方便地清洗基材表面附着的各种不同污染物; (5)清洁效率较高。采用扫描技术的激光清洗设备可将点光源转换成线或面光源,这就形成了大大高于传统清洗技术的清洗速度。
激光清洗技术大步走向实际应用的同时,相关学者们也对其清洗机理、清洗效果的评价、清洗效果的改善、以及可清洗材料的扩展等问题做了深入的研究。到目前为止,激光清洗技术已经能稳定而有效地清洗各种规则性的基材表面,可被清洗的材料包括但不限于金属、合金、玻璃及各种复合材料等。该技术的应用范围正在逐步扩大到工业、军工、船舶、航空、航天等各个领域。
1. 激光清洗原理及应用
激光清洗技术是指高能量密度、高重频激光束照射到基材表面时,基材表面的污渍吸收激光束所携带的能量后,二者之间的结合力(共价键、双偶极子、毛细管效应、范德华力)遭到破坏,最后污渍脱离基材表面的过程。激光清洗示意图如图 1所示。
激光清洗是一个非常复杂的过程,它涉及到烧蚀、熔化、气化、膨胀等物理过程,以及分解、电离、降解、燃烧等化学过程,而且在清洗过程中,多个机制有可能会同时存在。总体而言,激光清洗技术主要可以分为3种典型的方法:激光烧蚀清洗法、激光液膜辅助清洗法和激光冲击波清洗法。
激光烧蚀清洗法的主要机制包括热膨胀、气化、烧蚀和相爆炸等[7],如图 2所示。当激光束通过空气、稀有气体或真空后与基材接触时,受热的基材与污渍同时膨胀。随着照射时间的延长,根据污渍与基材阈值的不同,可能会出现两种情况:(1)当污渍的烧蚀阈值小于基材时,通过调整激光束的能量密度,就可在不损伤基材的情况下对污渍进行有效的清洗; (2)当污渍的烧蚀阈值大于基材时,如果不想损伤基材,污渍就不能完全地去除。此时,如果必须要达到清洗的目的,则需仔细调整各项激光参量,将基材的损伤降低到最小程度。
无论以上哪种情况,在清洗过程中都会出现各种物理与化学上的复杂变化,如分子键断裂、分解、降解、相爆炸、气化、电离、产生等离子体等。此外,由于基材与污渍的热膨胀系数存在着差异,两者之间的界面的形状也会同时发生变化,从而导致污渍喷射飞离基材的表面。
在工业生产与制造业中,使用激光技术清洗相应工件时,不仅能迅速除去工件表面的污染物微粒,而且能在大多数金属材料的表面形成一层保护膜,可防止基材锈蚀并大大提高金属材料的抗腐蚀性能,如图 3和图 4所示。
此外,大多数生产设备在长期使用后,一般会出现锈蚀、污渍、废料等在设备表面逐渐积聚的情况[8]。使用常规喷砂、化学溶剂等清洗工艺清洁设备的表面,必然会导致靶标表面的损耗,降低设备的寿命。使用激光清洗技术可大大提高清洗效率,减少企业在设备维护上的开支,延长设备的使用寿命。
激光液膜辅助清洗法的主要机制包括液膜的沸腾、蒸发、振动等,如图 5所示。该方法首先在清洗对象表面预先覆盖水、乙醇等液体,以形成一层液体膜。当激光束照射到基材上时,液膜会吸收激光所携带的能量,液体会发生剧烈的爆炸,沸腾后的液体会高速撞击基材表面的污渍。这种瞬时的爆发力可以有效地去除基材上的污渍,从而达到激光清洗的效果。
激光冲击波清洗法并不是直接将激光束聚焦于被清洗物体的表面,而是使用等离子体冲击波进行清洗,清洗的对象主要是细小的微粒,如图 6所示。首先,调整激光头的高度,使激光束的焦点尽量靠近被清洗的污渍微粒附近,并且激光的聚焦位置与基材表面保持着很小的间距。这时,激光聚焦点处的空气将会被电离,从而导致球状冲击波的产生并向四周扩散。冲击波将很快作用于基材表面,当与冲击波所施加平行于基材表面的横向力大于垂直方向上污渍颗粒的附着力时,污渍就会沿着冲击波作用力的方向移动,从而脱离基材表面。
在上述3种方法中,使用激光烧蚀清洗法时只需选择合适的激光器,通过选择正确的工艺参量即可以对污渍进行有效的清洁。这种方法不需要事先处理清洗的对象,也不需要使用昂贵的特殊激光器,但是这种方法所产生的冲击力较小,对某些附着比较牢固污渍的去除效果不太理想。使用激光液膜辅助清洗法时,一般通过预先覆盖具有较高光吸收率的液体,这就有效地弥补了激光烧蚀清洗法冲击力不足的缺陷。但是,这种方法的不足之处在于:工艺流程较为复杂,而且需要对液膜的成分配比进行精确的测试才能获得较好的清洗效果;其次,液膜在高温清洗过程中可能与基材、污渍发生化学反应,可能产生新的物质并造成二次污染。使用激光冲击波清洗法时,其相关的清洗工艺的要求非常严格,既要保证激光束不与基材相接触,又要随时调整两者之间的距离,以确保对污渍颗粒施加足够的冲击力,达到最佳清洗效果。
在飞机、汽车、船舶的制造中,激光清洗技术早已占有一席之地。奥迪汽车公司早就使用光纤激光器清洗汽车焊缝表面,在去除污渍的同时也可提高焊接处的强度。激光清洗技术还可用于汽车发动机维护,快速清除发动机积碳与油污。此外,在轮胎模具制造行业中,激光清洗技术的应用也得到了业界人员的一致好评[9],如图 7所示。
激光清洗技术在军工设备维护领域同样大放异彩。最初,美国率先使用激光清洗技术对军用飞机的表面涂料进行了清洗。但是,由于当时激光器性能的限制,再加上其体积过于庞大,使得该技术只能停留在实验阶段。
随着激光技术的发展,激光器的功率不断提高,并朝着小型化、灵活化方向发展,为激光清洗技术的大规模应用提供了坚实的物质基础。国内的ZHENG研究团队使用横向激励高压气体CO2激光器清洗了飞机样品的外层涂料[10],并对其性能进行了测试。经脱漆处理后的飞机表面硬度、疲劳度、抗拉强度均无明显变化,而抗腐蚀能力却有轻微提升。这一研究充分地证明了激光清洗技术在军事装备维护中的优越性和有效性,可以有效保障部队的战斗力。
迄今为止,美国爱迪生研究所使用1kW激光器清洗F-16战斗机时,清洗速率已达到2.36cm3/min,如图 8所示。国内的LUO研究团队使用30W/mm2的连续CO2激光器还达到了40cm/min的脱漆速率[11]。另外,美军的H-53和H-56直升机的外漆清洗均已采用了激光清洗技术[12-13]。
在文物保护、建筑清洗等领域,激光清洗技术也广泛应用,如图 9所示。科学家们利用氟化氪准分子激光器对石雕、手工艺品、骨骼化石等进行了有效的清洗。虽然激光清洗技术有许多优势,但对于某些色泽多样的珍贵文物,如珐琅玻璃等物品,不同颜色对激光的吸收效果也不同,这可能会导致激光吸收较高的部位所承受的应力梯度过大,从而造成损坏[14-16]。因此,并非所有的文物都适用激光进行清洗。
以往在医疗领域中,人们经常使用化学药剂来清洗患者的纹身,但是,这种方法不仅不能彻底清除掉皮肤上的色素,而且还会损害皮肤的健康,甚至会留下疤痕或产生炎症。当采用激光清洗技术对患者的纹身进行清洗时,激光只会对皮肤表面产生轻微的烧灼作用,不会对患者的皮肤造成严重伤害[17]。皮肤内部的色素微粒将被激光传送的能量粉碎,然后通过细胞自身的代谢过程可被完全分解,如图 10所示。
2. 激光清洗及应用发展动态
激光清洗技术是随着激光技术本身的不断进步而迅速发展起来的。在2015年,TAKAHASHI[18]研究团队在使用紫外激光加工微小工件时,成功完成了对纳米尺度的3维工件外形的修正,该方法不仅能修改微小工件的形状,而且可以用来去除工件表面的微粒。IVANOVA等人[19]在2016年也提出了一种对于纳米尺度的微观颗粒进行清除的方法,与直接用脉冲或连续激光对于纳米颗粒进行照射清洗的方法相比,这种利用激光热毛细效应的清洗方法产生的热效应较小,同时对基材的损伤也更小。激光清洗文物照片如图 11所示。
同年,PALOMAR[20]研究团队用532nm的纳秒脉冲激光对银表面进行了一系列清洗试验。结果表明,与传统激光清洗方法相比,银质文物表面没有出现任何颜色变化或者质量下降的现象,并最终确定了清洗银质物品最佳条件。2017年,RADOJKOVIC等人[21]使用类似的技术使用Nd∶YAG激光器对于镀银铜丝进行了激光清洗,在不损害文物本身的前提下,有效地清除了银质文物上所覆盖的污渍,这有力地证明了上述方法的可行性。此后,银质品的清洗正式纳入到了激光清洗的范围,激光清洗技术的应用范围又一次得到了扩展。
2018年,GU等人[22]进行了激光等离子冲击波清洗纳米级微粒效果研究,成功清洗了直径在100nm左右的铝粒子颗粒,并整理出了一套行之有效的颗粒清洗方法。虽然激光清洗微粒的作用机理尚不十分明确,对微粒的清洗方法只能通过实验一步一步地摸索,但随着研究的不断深入,激光清洗技术终将在微粒清洗领域中占据举足轻重的地位[23]。
除此之外,激光清洗技术近年来在汽车、船舶等设备的维护上也取得了丰硕的研究成果。2018年,LIU等人[24]对远洋设备经常使用的Q235与45#钢材进行了纳秒脉冲激光清洗试验,总结归纳出了一整套用于Q235与45#钢材的激光除锈经验,对远洋设备的激光维护有着十分重要的实用价值,去除工件设备上的油污如图 12所示。
CHANG等人[25]分别利用高功率密度和低功率密度的皮秒激光对Q235钢材进行了交替清洗。结果发现,与传统的激光直射清洗方式相比,这种交替清洗方式大大提高了清除Q235钢材所附着污渍的效果,此项技术非常适用于远洋设备上面污渍的清洗。
之后,CHEN[26]对激光清洗与传统清洗方法在汽车表面喷漆附着的可靠性进行了一系列实验,结果再次有力地证明了激光清洗技术在汽车制造业和维护行业中所蕴涵的价值。
2019年,QI等人[27]对常年累月锈蚀的列车集电环进行了激光清洗,经过多次试验发现,清洗后的集电环不仅能清除表面残留的污渍,而且能有效提高集电环的使用寿命,大大提高了列车在高速运行时的安全性。
伴随着激光技术的不断进步和激光器价格的不断下降,激光清洗技术的普及已经在世界范围内掀起了一场传统清洗产业升级浪潮。截至2018年,激光清洗技术在各行业的市场价值已经达5.89亿美元[28],预计2023年这个数字可能会接近7.24亿美元,5年间的复合年增长率可能达到4.22%。以上结果均表明,这种新型的清洁技术蕴藏着极大的市场发展潜力。
近几年,国内学者们又对激光清洗的理论与机制做了较为深入的研究。南开大学的SONG团队[29]研究了短脉冲激光清洗涂层的机理;青岛大学的ZHOU团队[30]研究了基材表面等离子体温度场在清洗过程中的分布。这些研究成果对于建立一套行之有效的激光清洗评价机制具有重要意义。
然而,目前我国用于激光清洗的高端高功率短脉冲激光器主要依赖进口,激光清洗技术的发展经常受制于人,研制出具有自主知识产权的高端高功率清洗用激光器已是业界的当务之急。陆军装甲兵学院的DONG团队于2017年研制出了国内首台500W高重频、高能量的激光清洗设备,打破了国外对我国高端激光清洗设备的贸易禁锢。同年,长春理工大学的WANG等人自主研制了一套手持式激光清洗系统[31],为国内激光清洗设备的谱系增添了崭新的一员。常用机床式激光清洗与手持式激光清洗系统如图 13和图 14所示。
2018年,我国的ZHANG研究团队分别利用CO2激光器和其自行研制的YAG激光器清洗轮胎模具。最终发现,这种自行研制的YAG激光器不仅能有效地去除轮胎模具上的污渍,其技术指标也已接近国际同类设备,清洗效果也更加优异。
同年,山东省科学院激光研究所为打破国内大功率光纤激光器核心技术被德国、日本、美国等国所掌握的技术壁垒,自主研制了一种平均功率达180W的Nd∶YAG激光器。在实际激光清洗过程中,对硫化物等杂质的清洗能力要显著高于原本的国产低功率激光器。虽然目前国内轮胎清洗主流采用的是干冰清洗方法,但我国高功率激光清洗激光器的研制成功,使激光清洗设备的成本大幅降低,激光清洗技术在未来的模具制造行业终将大展拳脚。
总体而言,由于科研人员的努力,我国的激光清洗技术在近年已经取得了长足的进步,与国外的差距也在不断缩小。但是,在高端激光器的核心制造技术方面仍处于相对落后的阶段。所以,我国激光清洗技术的发展还将是一个较为漫长的过程,需要科研工作者脚踏实地,不断努力追赶。
3. 新型激光复合清洗技术与未来展望
尽管激光清洗技术拥有众多传统清洗方式无法企及的优点,但在其发展过程中也暴露出诸多的问题和不足。为了保证清洗的效果,可以根据被清洗对象在不同波长时激光吸收率的差异来选择不同波长的激光器。但是,对于复合型材料的清洗来说,若材料中不同的成分对同一种激光波长的吸收率差异较大时,可能会出现材料中的某种成分被成功清洗而其它成分却无法去除的现象。与此同时,激光清洗设备的价格也较为昂贵,这对激光清洗技术的推广造成了较大的障碍。为了解决相关问题,各种新型的激光复合清洗技术应运而生。
早在1977年,KIBLER等人就开始了关于复合材料激光清洗的研究[32]。他们采用连续CO2激光器发射了不同尺寸、形状和功率密度的激光束,对不同厚度、不同种类的碳纤维环氧树脂材料进行了对照试验,研究了不同清洗参量对于激光清洗效果的影响。
为了分析不同的激光功率与扫描速率对碳纤维复合材料表面的树脂污渍清洗形貌的影响,国内ZHAN研究团队使用高重频红外激光器对这类污渍进行了清洗实验,获得了清洗此类污渍的最佳工艺参量[33]。
另外,激光清洗碳纤维增强基复合材料也是目前的研究热点之一[34-38]。2017年,ZHANG团队使用22.93kW/cm2、重频为100kHz的激光以6cm/s的速率快速清洗了碳纤维增强基复合材料[39]。结果发现,清洗过程不仅能有效地去除基材表面的污渍,而且由于粘着剂渗入到了碳纤维之中,其强度得到了小幅度的提高。
上述的研究者们在针对复合材料的清洗中,都发现激光复合清洗法的效果普遍优于常规的传统清洗法[40]。与传统清洗法中只使用单一波长的激光器不同,实用化的激光复合清洗技术一般同时使用脉冲半导体激光器与脉冲光纤激光器,这两种激光光束可同时作用于被清洗对象上。此时,半导体激光器在高速扫描被清洗对象的表面时,被照射区域快速升温并碳化,由此所产生的热应力可使被清洗污渍层产生松动;而高功率脉冲光纤激光器作用于被清洗对象时产生的冲击波可使靶标碎裂并快速脱离工件表面。
据国内的武汉锐科光纤激光技术公司在2019年"激光制造与再制造技术及应用研讨会"上的公开报道[41],当单独使用300W脉冲光纤激光清洗一根轮对轴时,需耗时70min以上,清洗效率过于低下;而单独使用500W脉冲光纤激光器进行清洗时,效率得到了一定的提升,但是清洗过程中产生了大量火花与烟尘,会危害操作者的身体健康;因此,他们提出了一种复合清洗方案——同时使用300W的脉冲光纤激光器与2000W的半导体激光器,其清洗过程可以缩短到20min左右,所产生的污染物也更少,可以很好地满足客户的需求。
与传统的激光清洗方法相比,激光复合清洗法速度快、效率高、清洗品质更加均匀,所产生的火花与烟尘更小。针对不同的材料,还可以使用不同波长的激光器同时进行清洗以达到清除复合材料污渍的目的。因此,使用多种不同类型的激光器所组成的复合清洗激光系统可以满足多种不同材料的清洗需求。与此同时,多单元脉冲激光的空间功率合成与扩展输出技术、基于光纤端帽的自适应操控和主动寻优控制算法以实现多光束的光轴稳定控制和空间功率合成技术、基于远场合成能量的时序测量和主动光程调控实现多单元脉冲激光的时域同步技术等在近年均得到了较为迅速的发展,有力地推动了激光复合清洗技术的发展。
虽然经过多年的发展,激光清洗的相关技术已较为成熟,但由于激光清洗设备过于复杂,还是存在着以下一些问题亟待解决。
(1) 对人体的危害。一般情况下,用于激光清洗的大部分激光器功率较高,这一技术今后必将会向着更高功率的方向发展,而且其中大多数激光都处于不可见频带上,蕴含着很大的隐患。众所周知,高能激光可引起皮肤的灼伤,对眼睛的伤害更为严重,极有可能对使用者造成永久性的视力损伤,更严重时会导致失明。这就对激光清洗技术提出了更高的安全性要求。在激光器的设计中就应当完成光路的封闭,需要制定严格的使用规范,使用时必须强制穿戴防护衣、护目镜等设备,以确保人身安全。
(2) 设备成本高昂。虽然激光清洗技术具有诸多优点,但与传统的清洗技术相比,动辄数十万的设备价格令大多数企业望而却步。激光清洗技术的核心是激光器,降低激光器的生产成本是从根本上普及激光清洗技术的关键。当前,我国激光器的自主生产工艺仍有少许"卡脖子"之处,需要不断加大激光器核心技术的研发方向的投入,以调动科研人员的积极性和创造性,大力推动激光清洗产业链的形成,最终实现激光清洗技术走进中小企业群的目标。
(3) 激光清洗的机制还尚未完全明确。通常,用于激光清洗的参量包括激光器波长、功率、重复频率和扫描速率等。如果参量选择不当,可能会导致污渍无法被完全清除,或对基材造成不可逆转的破坏。因此,在激光清洗过程中,需要根据不同的清洗材料的阈值选择合适的清洗参量。研究人员一般通过多次清洗试验,以期获得清洗不同材料所需的最佳参量,这些耗时冗长的试验无疑大大拖累了激光清洗技术的进一步应用。此外,还没有制定出一整套评价激光清洗效果的系统标准,这又给激光清洗技术的发展带来了极大的阻碍。
近几年来,随着相关研究的不断深入,研究人员也逐步开始涉足解决这些问题,例如通过建立相应的有限元模型,可以有效地模拟清洗过程,这为清洗参量的选择提供了参考依据。此外,还利用机器学习技术对激光清洗参量进行拟合和预测,大大降低了试验的繁琐程度,为激光清洗技术的发展提供了一种全新的思路。
(4) 复杂工件的清洗效率较低。在实际的清洗过程中,部分工件呈不规则形状,存在着许多复杂结构与缝隙等不易清洗到的部位。但目前激光清洗的主要设备多为手持或2维移动平台,很难对此类复杂工件进行有效的清洗。为此,需要对现有清洗设备进行改进,利用机械臂、3维平台、检测设备等,实现高效、自动化、无死角的激光清洗。但是,由于这类设备结构较为复杂,其价格也通常都在百万级别上下浮动,距离实际的广泛应用还有很长的道路要走。
4. 结束语
首先,激光清洗技术与传统的清洗技术相比无疑是一种更加高效、绿色的新型清洗技术。经过近几年科研人员的努力,激光清洗技术也发展出激光烧蚀清洗法、激光液膜辅助清洗法和激光冲击波清洗法3种典型的清洗方法,激光清洗技术的应用范围也不局限于传统的工件除锈等方面,扩展到了文物清洗、远洋设备、高速列车等的维护领域。与此同时,激光清洗的尺度也在不断取得全新的突破,且新型的激光复合清洗技术的发展有效地解决了传统激光清洗技术难以清洗复合材料的问题。
其次,激光清洗技术仍旧存在设备价格昂贵、测试试验冗长等弱点,在走向应用普及的过程中必定会遇到各种各样的阻力。然而,业内人员依然清晰地认识到激光清洗技术在未来工业发展中蕴含着巨大发展潜力与商业价值,激光清洗设备的市场价值依旧呈逐年快速增长的态势。随着我国自主研发的高功率激光清洗设备成功走向市场,打破了境外国家对我国激光清洗核心设备的进口限制,激光清洗设备的成本必将得到进一步的下调,为我国激光清洗技术进一步大范围走向市场奠定了坚实的基础。在可以预见的将来,激光清洗技术必将得到迅猛的发展,为相关产业领域注入全新的动力。
-
![]()
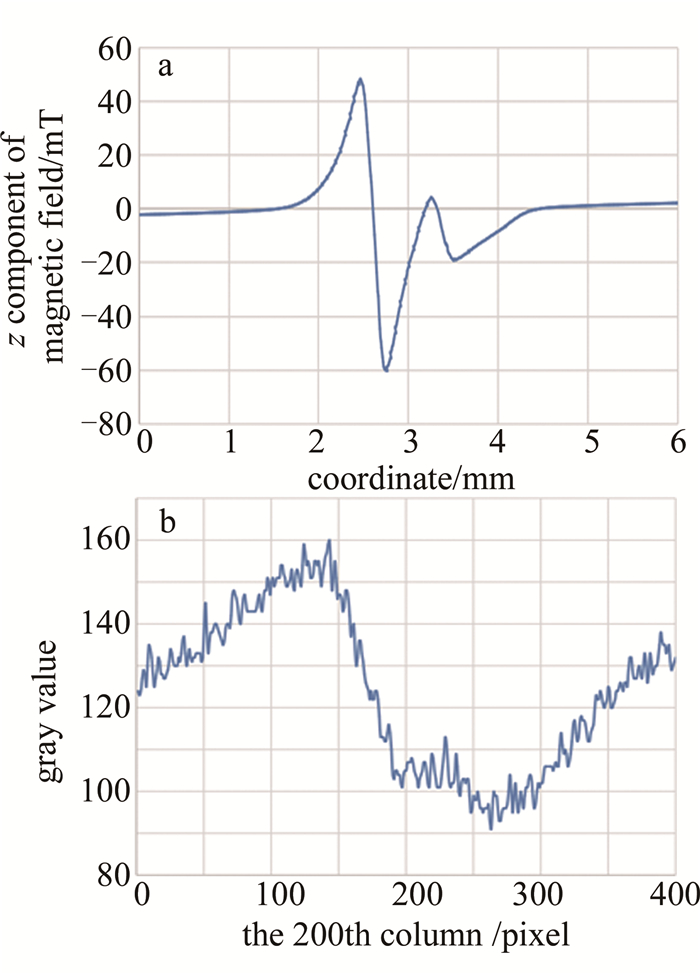
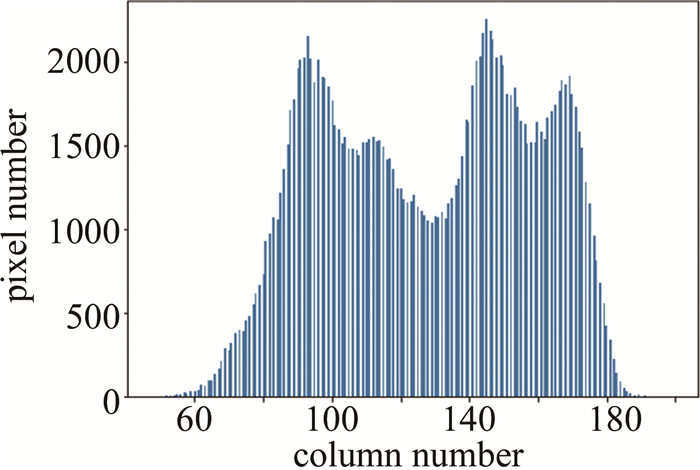
图 5 a—仿真磁场曲线 b—第200列磁光灰度曲线
Figure 5. a—the simulated magnetic field curve b—magneto-optical gray curve of the 200 th column
![]()
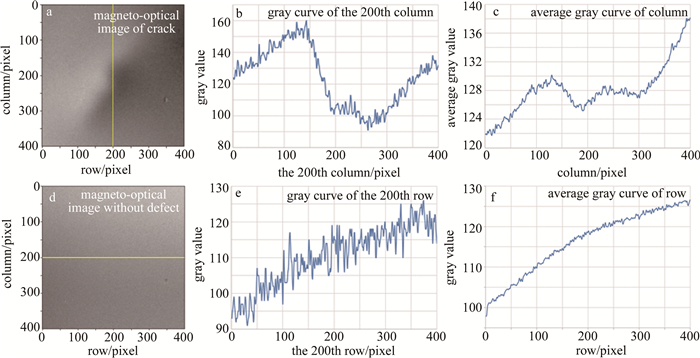
图 7 裂纹及无缺陷磁光图像及其灰度曲线
Figure 7. Magneto-optical image and its gray curve of crack and uithout defect
![]()
图 8 NLM滤波相似度计算过程示意图
Figure 8. Schematic diagram of NLM filter similarity calculation process
![]()
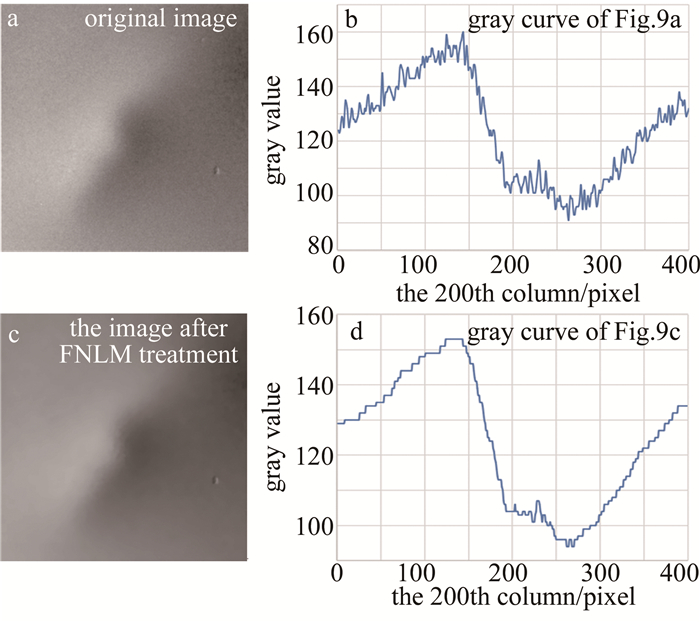
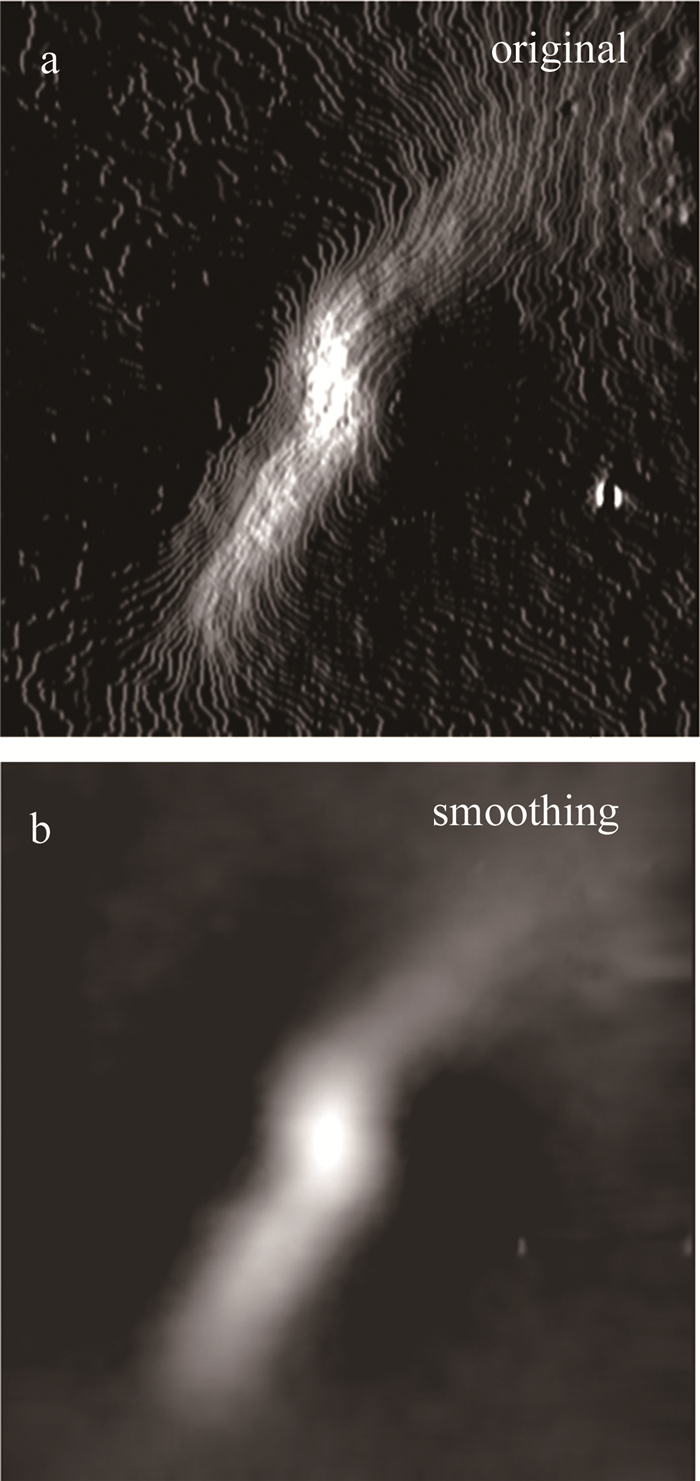
图 9 原始磁光图像与FNLM处理后磁光图像
Figure 9. Comparison between the original magneto-optical image and the magneto-optical image after FNLM processing
![]()
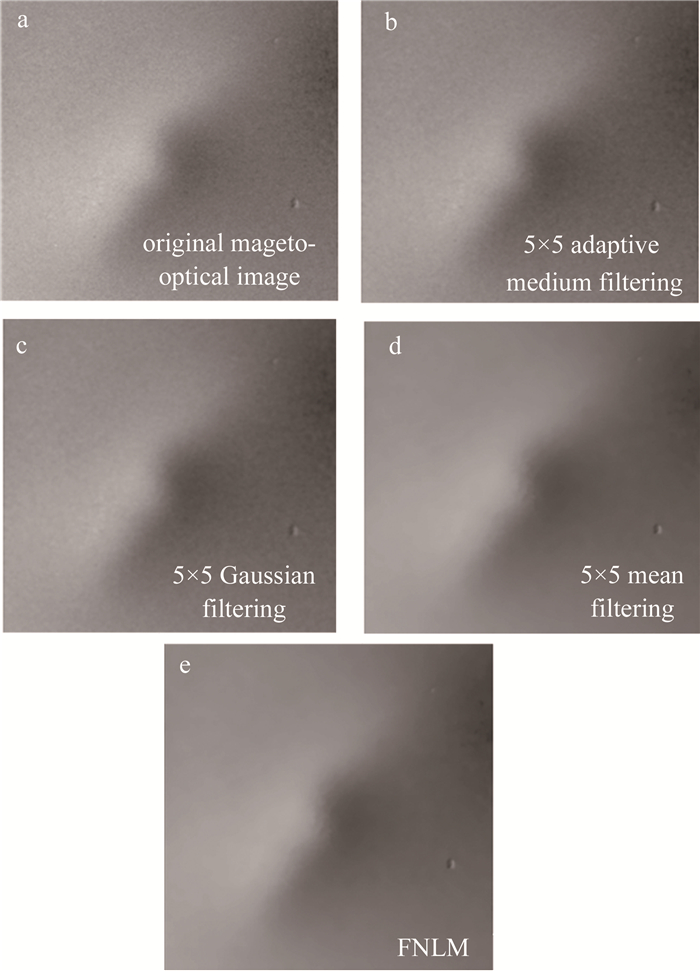
图 10 几种滤波器在磁光图像上的去噪效果
Figure 10. Denoising effects of several filters in magneto-optical images
![]()
图 11 磁光图像1阶Sobel算子梯度图
Figure 11. The first order Sobel operator gradient diagram of magneto-optic image
![]()
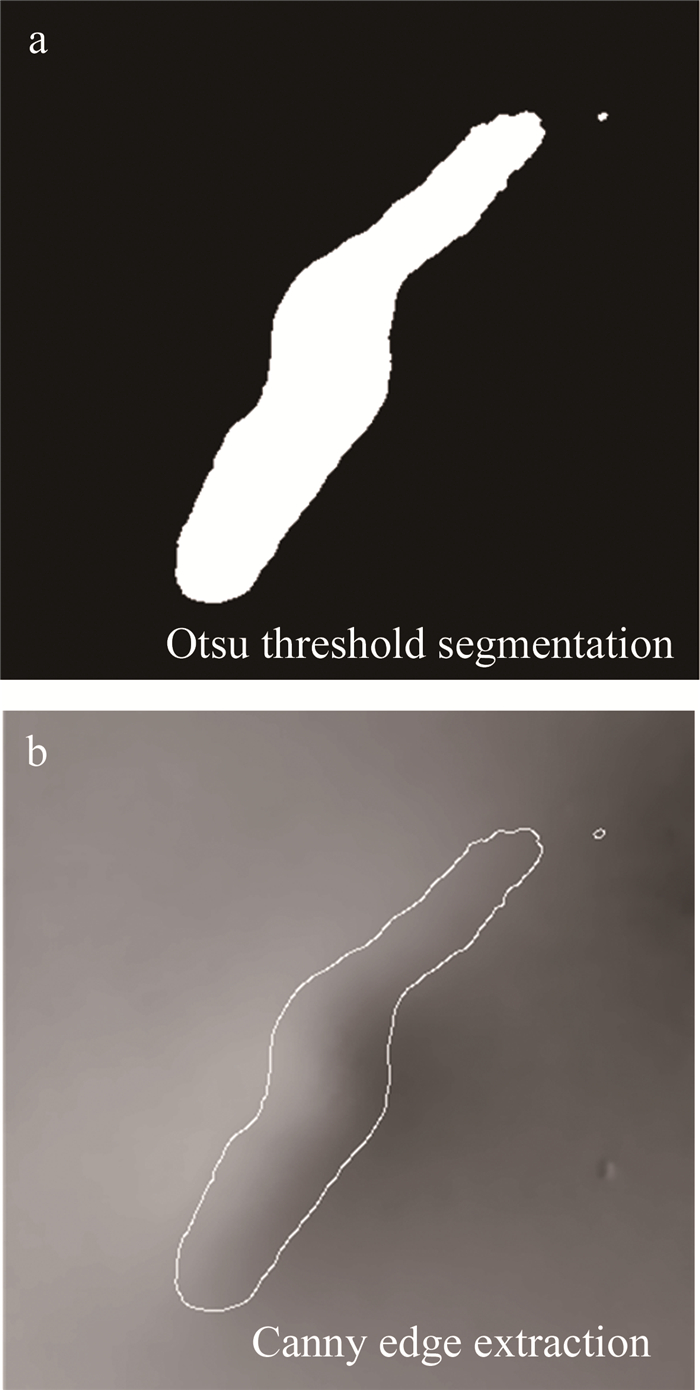
图 12 基于梯度图的阈值分割及边缘提取图
Figure 12. Threshold segmentation and edge extraction based on gradient graph
![]()
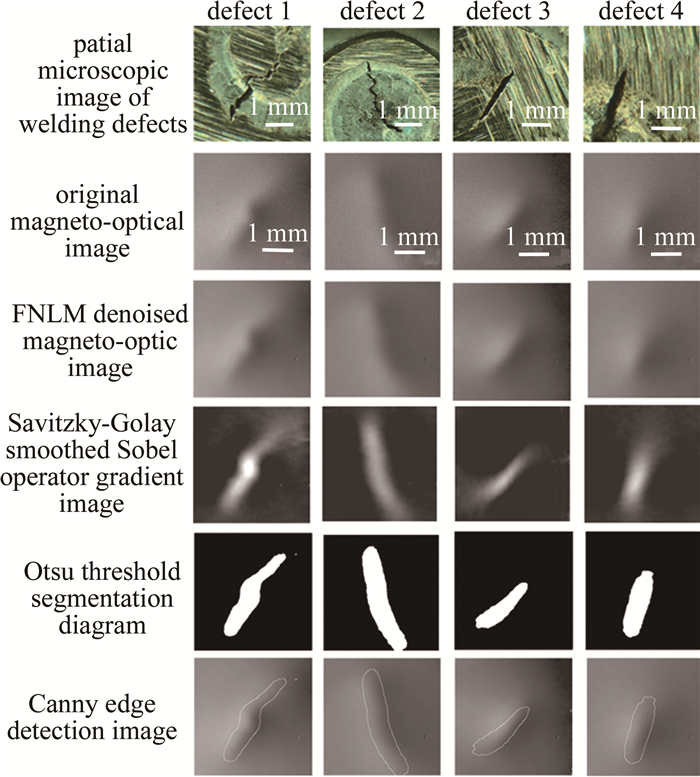
图 13 不同缺陷磁光图像边缘提取流程
Figure 13. Edge extraction process of magneto-optical images with different defects
表 1 焊接缺陷仿真模拟参数
Table 1 Simulation parameters of welding defects
current/A coil turns per coil magnetic core test sample specimen size/mm defect location defect depth/mm 1 copper 350×2 Mn-Zn 65Mn 200×100×1.5 right under plate 0.4  下载: 导出CSV
下载: 导出CSV
表 2 几种滤波器在磁光图像去噪上的性能指标
Table 2 Performance indexes of several filters in magneto-optical image denoising
originalimage adaptive median filtering Gaussianfiltering meanfiltering FNLM standard deviation S 30.2035 30.1652 30.0985 30.0985 30.0465 entropy E 6.7714 6.7633 6.7488 6.7398 6.0395
下载: 导出CSV
-
[1] 杜健准, 高向东, 黎扬进, 等. 基于改进TLD算法的激光视觉传感型焊缝跟踪[J]. 激光技术, 2021, 45(3): 292-297. DOI: 10.7510/jgjs.issn.1001-3806.2021.03.004 DU J Zh, GAO X D, LI Y J, et al. A laser vision sensing method for seam tracking based on an improved TLD algorithm[J]. Laser Technology, 2021, 45(3): 292-297(in Chinese). DOI: 10.7510/jgjs.issn.1001-3806.2021.03.004
[2] YANG L, WANG H X, HUO B Y, et al. An automatic welding defect location algorithm based on deep learning[J]. NDT & E International, 2021, 120: 102435.
[3] PAN H H, PANG Z J, WANG Y W, et al. A new image recognition and classification method combining transfer learning algorithm and MobileNet model for welding defects[J]. IEEE Access, 2020, 8: 119951-119960. DOI: 10.1109/ACCESS.2020.3005450
[4] 黄威威, 游德勇, 高向东, 等. 基于相关分析和神经网络的激光焊接稳态识别[J]. 激光技术, 2022, 46(3): 312-319. DOI: 10.7510/jgjs.issn.1001-3806.2022.03.004 HUANG W W, YOU D Y, GAO X D, et al. Laser welding steady status recognition method based on correlation analysis and neural network[J]. Laser Technology, 2022, 46(3): 312-319(in Chinese). DOI: 10.7510/jgjs.issn.1001-3806.2022.03.004
[5] 杜亮亮, 高向东, 张南峰, 等. 激光焊接裂纹磁光成像频域特征分析[J]. 激光技术, 2020, 44(2): 226-231. DOI: 10.7510/jgjs.issn.1001-3806.2020.02.016 DU L L, GAO X D, ZHANG N F, et al. Analysis on frequency domain characteristics of magneto-optical imaging of laser welding crack[J]. Laser Technology, 2020, 44(2): 226-231(in Chinese). DOI: 10.7510/jgjs.issn.1001-3806.2020.02.016
[6] 周晓虎, 高向东, 杜亮亮, 等. 基于FGT-FBP重构算法的焊接缺陷检测[J]. 焊接学报, 2020, 41(2): 48-52. https://www.cnki.com.cn/Article/CJFDTOTAL-HJXB202002010.htm ZHOU X H, GAO X D, DU L L, et al. Detection of weld defects based on FGT-FBP reconstruction algorithm research on the weld and pores of glass laser welding based on response surface method[J]. Transactions of the China Welding Institution, 2020, 41(2): 48-52(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-HJXB202002010.htm
[7] 莫玲, 高向东, 萧振林, 等. 微间隙焊缝磁光图像增强方法[J]. 焊接技术, 2015, 44(6): 17-22. https://www.cnki.com.cn/Article/CJFDTOTAL-HSJJ201506006.htm MO L, GAO X D, XIAO Zh L, et al. Enhancement method of micro-gap weld magneto-optical image[J]. Welding Technology, 2015, 44(6): 17-22(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-HSJJ201506006.htm
[8] MA N J, GAO X D, WANG C Y, et al. A novel detection of weld defects by magneto-optical imaging under combined magnetic field[J]. Insight-Non-Destructive Testing and Condition Monitoring, 2021, 63(12): 704-711.
[9] HE X, WANG T Q, WU K X, et al. Automatic defects detection and classification of low carbon steel WAAM products using improved remanence/magneto-optical imaging and cost-sensitive convolutional neural network[J]. Measurement, 2021, 173: 108633.
[10] ZHAO J Q, ZENG K. Numerical simulation and fatigue properties of laser spot weld-bonding DP590 dual-phase steel joints[J]. Materials Transactions, 2021, 62(8): 1118-1123.
[11] THIERRY S, COLINCE W, PASCAL N E, et al. Shock filter coupled with a high-order PDE for additive noise removal and image quality enhancement[J]. Array, 2021, 12: 100105.
[12] KANG S H, KIM J Y. Application of fast non-local means algorithm for noise reduction using separable color channels in light microscopy images[J]. International Journal of Environmental Research and Public Health, 2021, 18(6): 2903-2909.
[13] 孙思亮, 刘怀山. 基于曲波变换和快速非局部均值的地震数据随机噪声压制[J]. 工程地球物理学报, 2021, 18(2): 153-161. https://www.cnki.com.cn/Article/CJFDTOTAL-GCDQ202102001.htm SUN S L, LIU H Sh. Suppressing seismic random noise based on curvelet transform and fast non-local mean[J]. Chinese Journal of Engineering Geophysics, 2021, 18(2): 153-161(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-GCDQ202102001.htm
[14] WANG W, LI L, HAN Y. Crack detection in shadowed images on gray level deviations in a moving window and distance deviations between connected components[J]. Construction and Building Materials, 2021, 271: 121885.
[15] 李镇锋, 陈晓荣, 陈梦华, 等. 基于图像熵和傅里叶变换的复杂背景分割[J]. 软件工程, 2021, 24(11): 19-23. https://www.cnki.com.cn/Article/CJFDTOTAL-ZGGC202111007.htm LI Zh F, CHEN X R, CHEN M H, et al. Complex background segmentation based on image entropy and Fourier transform[J]. Software Engineering, 2021, 24(11): 19-23(in Chinese). https://www.cnki.com.cn/Article/CJFDTOTAL-ZGGC202111007.htm
[16] LIANG H, ZHAO X F, GUO Y. Noise reduction method for the ring LaserGyro signal based on ceemdan and the Savitzky-Golay algorithm[J]. Fluctuation and Noise Letters, 2022, 21(1): 2250005.
-
期刊类型引用(7)
1. 蔡颂,余凡,杨奇,胡沙沙. CO_2脉冲激光雕刻CFRP表面形貌特征研究. 激光技术. 2025(01): 144-150 .  本站查看
本站查看
2. 李欣,宋绮梦,张学强,王少乾,张开虎. 激光加工碳纤维增强复合材料及其在航空航天领域应用(特邀). 中国激光. 2024(04): 9-30 . 百度学术
3. 陈忠安,包彬颖,张广义,潮阳,王玉峰,姚喆赫,焦俊科,张文武. 碳纤维增强聚合物复合材料水导激光切割损伤机理研究. 中国机械工程. 2024(04): 700-710 . 百度学术
4. 黄滔,顾杰,陈寒松,王霄. GFREP和PA66CF30激光透射连接工艺研究. 现代塑料加工应用. 2023(03): 1-4 . 百度学术
5. 简运祺,吴勇华,邵明程,谢明锋,邵火,徐俊飞. 激光参量对CFRP复合材料激光切割质量的影响. 应用激光. 2023(08): 85-93 . 百度学术
6. 杨倩倩,刘源,叶晓慧,强豪,邵星海,曹磊. 激光制备新型石墨烯/银基触头及其性能研究. 激光技术. 2023(06): 766-771 . 本站查看
7. 曹海松,马玉平,彭玉斌,关浩,黄昕伟,单玉强,姚燕生. 超短脉冲激光加工碳纤维复合材料研究进展. 激光与红外. 2023(12): 1810-1821 . 百度学术
其他类型引用(4)















计量
- 文章访问数: 9
- HTML全文浏览量: 1
- PDF下载量: 6
- 被引次数: 11