 Map
Map




HTML
-
飞秒激光作为20世纪末发展起来的一种超快光源,由于具有长脉冲激光所不具备的特殊特性,例如超短的脉冲持续时间、超高的峰值功率等性能,使得其在加工领域有着特殊的应用。当飞秒激光与物质相互作用时,能够快速将能量聚集在很小的区域,瞬间的高能聚集使得电子的吸收和运动方式发生剧烈变化[1-3]。相比普通激光,飞秒激光会将激光的线性吸收、能量转移和扩散等不良因素的影响降到最低,从根本上与传统激光加工区分开来,这使得飞秒激光加工时具有超高精度和超高空间分辨率的特点,从而更有利于更细结构的高精度加工[4-5]。从20世纪90年代开始,飞秒激光微加工便一直是热点研究领域之一。
因石英玻璃具有良好的红外透射能力和绝缘特性,故用石英作为材料,制备的微通道能够高精度地操控极小量的液体,并且具有非常高的集成度,使其在航空航天、军事领域、生物医疗和电子通讯等方面应用前景十分光明[6]。微通道的主要功能是实现微量流体的输运,其对微通道的要求也比较高,例如内壁必须光滑、通道不要有锥度、孔径大小、孔的深度以及通道的形状都十分讲究。飞秒激光背部湿法加工制备微通道是一种新型、有效的微通道加工技术,目前还不是十分成熟。这种技术能够更加快速、高精度地在石英玻璃中实现3维微结构的制备,与传统的电化学湿刻蚀相比,刻蚀速率容易控制,并能够得到较高深宽比的微通道。1999年,日本的WANG等人首次提出了激光诱导背部湿刻法[7]。2002年,德国的表面改进研究所对石英等透明材料进行了背部湿刻,并得出了激光功率越大、溶液浓度越高、刻蚀速率就越大的结论[8]。2005年,匈牙利塞格德大学用芘-丙酮溶液和萘甲基丙烯酸甲酯溶液作为有机靶溶液对石英玻璃刻蚀,总结了实验能够顺利进行的必备条件[9]。2007年,日本产业研究所在石英的表面进行了微槽刻蚀实验,刻出了宽9.0μm、深300μm的微槽[10]。2014年,西安交通大学的CHEN和YANG等人用飞秒激光背部湿法在石英内部制作出了3维结构的螺旋微通道,螺旋通道的螺旋管直径是100μm,通道直径为20μm[11]。实验数据显示,该方法确实可以制作高精度的3维微通道。但是,到目前为止,鲜有实验参量对石英玻璃刻蚀质量影响分析的相关文献。
近期,作者通过一系列实验分别研究了激光功率、刻蚀速率和显微物镜的放大倍数等因素对石英玻璃背部湿刻微通道质量的影响,并实现了在石英玻璃材料上制备精度高、深宽比高和效率高的微通道。
-
图 1a为飞秒激光微加工的实验装置图。实验所用激光由美国Coherent公司生产的掺钛蓝宝石飞秒激光器产生。中心波长为800nm,脉冲重复频率为1kHz,最大平均功率为4W,脉宽为35fs,输出的激光水平偏振,光束强度高斯分布。飞秒激光首先要经过一个限制光束大小的光阑;然后再经过一个衰减器,通过它可以连续调节激光功率的大小;接着让光束经过3个45°反射镜,使光束由上往下传输,方便激光刻蚀;再让激光通过一个显微物镜,使激光会聚到一点,聚集能量,通过改变显微物镜的放大倍数,来观察放大倍数对石英玻璃的影响。石英玻璃被夹具固定在3维移动平台上,并置于装有去离子水的容器中。该移动平台为德国PI公司生产,运动精度达到亚微米量级。实验中,激光焦点相对于石英玻璃是由下及上运动完成微孔刻蚀的。加工时,水吸收激光中的能量,并传递给石英玻璃。能量在石英玻璃和水的界面大量聚集,温度和气压急剧升高,造成石英玻璃和水发生软化和汽化,压强和温度再一次升高,产生大量的高温等离子体并伴有强大的冲击力,在高温高压和冲击波效应下发生刻蚀,产生碎屑。而碎屑的排出是影响加工深度的重要因素,碎屑的排出主要由爆炸过程中产生的冲击力和通道中气泡的破裂产生的推动力来带动水的流动,从而水中的碎屑也随之排出。采用这种方法能够得到较深的微通道。
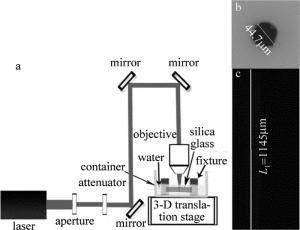
Figure 1. a—experimental setup for laser processing b—bottom surface of silica glass c—side surface of silica glass
要精确测量出微孔的尺寸和表面轮廓质量,必须借助于超景深显微镜(VHX-2000C)。如图 1b和图 1c所示,是用大倍数为20的显微物镜聚焦、刻蚀速率为0.010mm/s、刻蚀功率为50mW时,在石英玻璃上所加工出来的微通道的底面图和侧面图,其中L1为实验中测得的微通道长度。通过分析微通道的尺寸和表面轮廓质量,便可得到制备微通道的最佳参量。
-
为了分析加工石英玻璃的最佳功率参量,采用控制变量法,使刻蚀速率保持在0.010mm/s, 且在20倍的显微物镜的聚焦下进行加工,加工的过程中通过调节衰减器来改变实验激光功率。考虑到光束强度呈高斯分布,激光功率有波动,加工直径与激光功率满足以下关系:
式中,D是微通道直径,w(z)是z处光束半径,z是束腰偏离加工面的值,w0是束腰半径,P是激光功率,Pth是功率阈值[12]。将实验数据拟合可得到图 2,图中v表示刻蚀速率。从图 2的激光功率与孔径的关系图形可以看出,微通道的孔径随着激光功率的增加而增加。这是因为当激光功率增加时,激光能量密度也会随之增加,石英玻璃能吸收的能量就会增加,故刻蚀孔径逐渐变大。需要指出的是,当刻蚀功率小于10mW时,便无法完成微孔的刻蚀。

Figure 2. Relationship between laser power and diameter
图 3为不同功率下石英玻璃微通道的侧面图。对比这3张图片发现,微通道侧面平整度最好的是激光功率为10mW,通道直径约为9.8μm,但孔深很不理想,无法有效增大长径比;激光功率为20mW时,加工出来的微通道上下直径大小并不均匀;激光功率为50mW时,通道直径能保持基本均匀,且能加工出最大孔深为1466μm和最大长径比为32的微通道。继续加大功率,刻蚀孔径也会随之增大, 但刻蚀质量明显下降。当刻蚀功率超过75mW时,得到的通道侧面不规则,孔的顶部出现显著裂纹和崩边现象。综合考虑刻蚀质量的情况下,选择50mW作为刻蚀功率为宜。
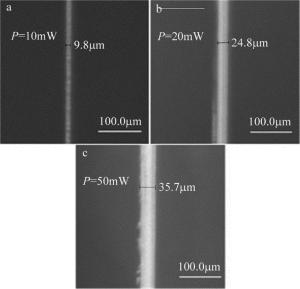
Figure 3. Side surface of microchannel at different laser powers
-
实验中对于刻蚀速率的控制主要依靠3维移动平台,所以移动平台的移动速率即为刻蚀速率。在整个实验中,刻蚀速率对孔径大小、微通道侧面平整度和孔深的影响是很大的。
实验中使激光功率为50mW,用20倍的显微物镜聚焦,以不同的速率刻蚀石英玻璃片,得到图 4所示的石英玻璃底部形貌。从这4张图片可以看出,随着刻蚀速率的增大,底面孔径呈现减小趋势。这是因为在激光功率和重复频率不变的情况下,增大刻蚀速率,单位体积石英玻璃吸收激光能量较小,故刻蚀孔径呈现下降趋势[13]。另外,微通道截面的圆度也有所提高。
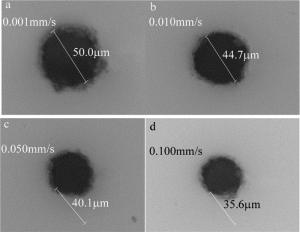
Figure 4. Bottom surface of silica glass at different etching velocities
刻蚀速率对微通道侧面平整度和孔深的影响也是很大的。然而用超景深显微镜观测无法直接得知孔的深度,为了宏观表达孔的深度,使用混合有色颜料的酒精溶液滴入孔的表面,再经震荡和静置,便可以用超景深显微镜观测有色溶液进入孔内的过程,如图 5所示。图 5是激光功率为75mW、用20倍的显微物镜聚焦、以不同的刻蚀速率加工得到的微通道。有色溶液注入后石英玻璃后,慢慢进入微通道,有色液柱越高,说明微通道越长。也可以向孔的表面滴入水冷系统冷却液, 只要冷却液流过的地方(即使存在气隙的情况下)在紫外光的照射下都会发出蓝光。图 1c所示为将水冷系统冷却液滴入打通的通道内(通道长度约为1mm),在紫外光的照射下的侧面图。
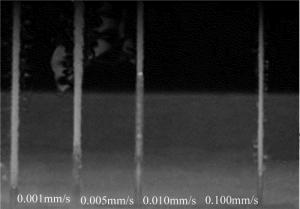
Figure 5. Side surface of silica glass at different etching velocities
从图中可以清晰看到,随着刻蚀速率的增加,孔深先增加后减小,在速率为0.010mm/s时, 深度达到最大,当刻蚀速率继续增加,深度会出现下降。原因是扫描速率影响了加工点之间的重叠程度,从而使得不同扫描速率下加工分辨率有较大差别。扫描速率分别为0.001mm/s, 0.005mm/s, 0.010mm/s和0.100mm/s时,对应加工点间距为1nm, 5nm, 10nm和100nm。在光斑和重复频率不变的情况下,刻蚀速率越高,加工点的间距越大,单位体积石英玻璃能吸收的能量就越小,导致刻蚀率下降。由图像分析可知,微通道侧面附近区域并未出现裂纹和损伤现象,整体较为光滑和平整。但微孔的深度有限,并不会随着刻蚀速率的增加而增加,当有色溶液到达一定深度后停止,可知微通道的上部分只是被改性留下刻痕。
-
实验过程中需要通过显微物镜将激光会聚于一点进行加工。而显微物镜放大倍数的不同会直接影响着光斑的能量分布和光斑的大小, 从而直接影响到微通道孔径大小和微孔的深度。实验中分别采用4×, 20×和50×的显微物镜进行聚焦,采用50mW的飞秒激光、0.010mm/s的刻蚀速率进行刻蚀,得到了如图 6所示的放大倍数与孔径大小及光斑大小的关系图。
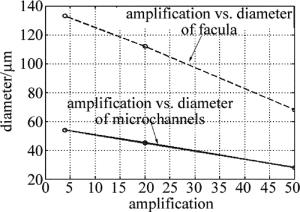
Figure 6. Relationship between amplification and diameter of microchannel
由图 6可知,随着显微物镜放大倍数的增大,微通道的直径是下降的。这是因为显微物镜的放大倍数越大,聚焦能力就越强,光斑就会越小。光斑的大小会直接影响到微通道的直径,石英玻璃能在更小的空间内吸收更高的激光能量,得到直径更小的微通道。
显微物镜的放大倍数不但影响着微通道的直径,而且对石英玻璃微通道深度的影响也是很大的。图 7是显微镜物镜放大倍数与微通道深度的关系图。由图 7可知,微孔深度先随放大倍数的增加而增加,然后再随放大倍数的增加而减小,当放大倍数为20时,最大的刻蚀深度为1466μm。造成这种现象的主要原因是,当放大倍数为4时,放大的倍数过小,聚焦能力弱,单位体积石英玻璃能吸收的能量太小,光斑的直径就会过大,石英玻璃能吸收的能量太小,以至于阻碍了刻蚀深度的增大;当放大倍数为50时,放大的倍数又过高,聚焦能力太强,由于激光刻蚀作用区域减小,刻蚀孔径就会减小,刻蚀过程中产生的碎屑未能及时排出,阻碍了刻蚀深度的提高。综合以上可以得出,选放大倍数为20的显微物镜可以得到质量更好的微通道。
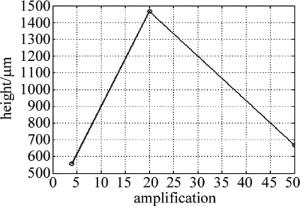
Figure 7. Relationship between amplification and height of microchannel
2.1. 激光功率对石英玻璃刻蚀质量的影响


2.2. 刻蚀速率对石英玻璃刻蚀质量的影响


2.3. 显微物镜对石英玻璃刻蚀质量的影响


-
通过一系列实验分别研究了飞秒激光的功率、刻蚀速率和显微物镜的放大倍数对飞秒激光背部湿刻石英玻璃制备微通道的影响。由实验发现,飞秒激光背部湿刻石英玻璃制备微通道的最佳参量是飞秒激光功率50mW、刻蚀速率为0.010mm/s和显微物镜放大倍数为20。利用这些参量最终制备出精度高、深宽比高和微通道侧面平整度高的微通道。相对于传统光刻工艺而言,实验中所制备的微通道大大提高了加工的精度和质量,可以推进3维结构微纳制造技术的发展。
 DownLoad:
DownLoad: