 Map
Map




HTML
-
现代工业产品正在向高强度、轻量化方向研究发展,由于铝合金具有较高的比强度、比刚度和较好的加工性等优良特点,铝合金已被广泛应用在航海、航空和汽车领域等生产加工制造中[1-5]。由于铝合金应用范围广阔,其焊接技术也相应发展起来。其中激光-熔化极惰性气体保护焊/熔化极活性气体保护焊(metal inert gas welding/metal active gas welding,MIG/MAG)复合焊接技术具有高焊接质量和高焊接效率等优点,解决了单独激光、电弧焊接时热源输入不稳定、焊接裂纹和熔深小等缺点,可有效提高铝合金焊接时的稳定性和焊接结构强度[6-8]。
腐蚀是破坏金属性能的重要因素之一。由于船舰长期在海水中作业,海水对船舰的腐蚀会造成大量的经济损失,所以海水腐蚀是航海领域亟待解决的问题[9]。相比单热源焊接,复合焊接包含更多的工艺参量,在铝合金的复合焊接过程中,不适当的焊接参量和方法易导致接头产生气孔、粗大晶粒和元素烧蚀等缺陷,使其接头组织分布不均匀,当金属与腐蚀介质接触时, 不同的相之间、缺陷与基体金属之间都会存在电势差,形成微观腐蚀原电池,加速材料腐蚀速率,严重影响其接头强度。然而,目前国内外学者对铝合金激光-电弧复合焊接接头在盐水环境下耐腐蚀性能的研究仍相对较少。因此,作者以5083-O铝合金为试验对象,研究焊接工艺参量对铝合金激光-MIG电弧复合焊接接头在盐水环境下耐腐蚀性能的影响。
-
试验材料选用尺寸为100mm×50mm×10mm的5083-O铝镁系铝合金板。焊前将材料浸泡在饱和氢氧化钠溶液中去除表面氧化膜,然后用HF(质量分数为0.03)+HCl(质量分数为0.07)混合溶液进行中和,用水清洗风干后再用丙酮清洗。填充材料选用ER5087焊丝,焊丝直径为Ø1.2mm。试验材料和填充焊丝化学成分如表 1所示。
material Si Fe Cu Mn Mg Cr Zr Zn Ti Al 5083 aluminum
alloy0.004 0.004 0.001 0.004~0.01 0.04~0.049 0.0005~0.0025 — 0.0025 0.0015 balance ER5087 0.00022 0.0015 0.00005 0.009 0.048 — 0.00082 — — balance Table 1. Chemical composition (mass fraction w) of 5083 aluminum alloy and filler wire
-
焊接设备采用德国Trumph公司生产的HL4006D型Nd: YAG激光器、松下Panasonic YD-350AG2HGE型MIG/MAG焊机与KUKA机器人组成的旁轴复合焊接系统,如图 1所示。YAG激光波长λ=1064nm,光束质量因子为25mm·mrad,焊枪与激光焊接头间夹角为30°。图 2为焊接过程示意图。实验过程的具体工艺参量如表 2所示。

Figure 1. Physical drawing of laser-MIG hybrid welding equipment
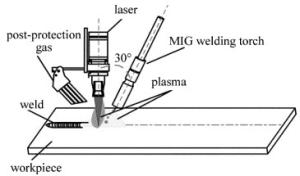
Figure 2. Diagrammatic sketch of laser-MIG hybrid welding
processing parameters value laser power 2kW~4kW arc current 160A~240A arc voltage 20.2V~21.6V defocusing distance -2mm heat source distance 1mm~6mm shielding gas flow rate 30L·min-1 MIG shielding gas flow rate 15L·min-1 Table 2. Process parameters of laser-MAG hybrid welding
以上保护气体均为质量分数为0.9999的Ar。腐蚀测试设备为CHI760D三电极系电化学工作站。工作电极为待腐蚀样件,对电极为铂电极,参比电极为饱和甘汞,如图 3a所示。样品的有效腐蚀面积为0.1cm2,为保证试验准确性,测试样品的非腐蚀区域用环氧树脂涂层与腐蚀介质绝缘,如图 3b所示。腐蚀环境为NaCl溶液(质量分数为0.035),测试温度为25°,电压测试范围为-1.3V~0.2V,扫描速率为5mV/s。图 4为电化学反应原理示意图。
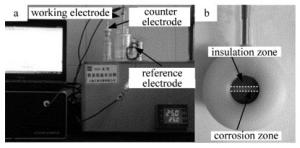
Figure 3. Electrochemical workstation and corrosion specimen
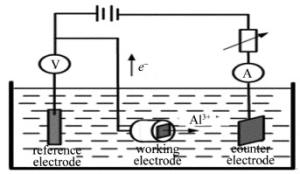
Figure 4. Principle schematic of corrosion
1.1. 试验材料
1.2. 试验设备及方法



-
在焊接过程中,不同的工艺参量导致热输入、焊接稳定性不同,使得其接头质量及耐腐蚀性能有所不同。图 5为不同焊接参量下激光-MIG电弧复合焊接铝合金焊缝的宏观形貌、微观组织和腐蚀形貌。当选择焊接参量为激光功率P=3.0kW、焊接电流I=200A、光丝距L=3mm时,如图 5a所示,焊缝整体成形良好,深宽比较大,表面无明显缺陷, 其微观组织中,气孔等缺陷较少,组织以等轴晶为主,其腐蚀区占比相对较小,蚀坑分布均匀且腐蚀深度较浅,耐腐蚀性能最好。如图 5b所示,焊接电流I=160A时,由于焊接电流的减小,焊缝熔深和熔宽显著减小,且飞溅较为严重, 其微观组织中气孔明显增多,有大量元素烧蚀区,局部出现了粗大晶粒,其腐蚀区占比较大且蚀坑深度较大,耐腐蚀性能较差。如图 5c所示,当光丝距L=1mm时,过小的光丝距导致光致等离子体与电弧等离子体作用强烈,使焊接匙孔不稳定而发生坍塌现象,将保护气体及金属蒸汽等卷入熔池,在焊缝底部形成较大的工艺性气孔, 其微观组织中出现了多条由粗大晶粒所组成的等温线,其腐蚀区占比较大,在气孔等缺陷处蚀坑较深,腐蚀较严重。如图 5d所示,当功率增加到P=4.0kW时,焊缝熔深增加,其接头组织局部出现大量等轴枝晶和元素烧蚀区,在等轴枝晶聚集区沿晶界发生晶间腐蚀,腐蚀介质侵入,腐蚀易往深度方向发展,腐蚀较严重。对于母材而言,其腐蚀区域较小,但腐蚀深度较大,如图 5e所示。事实上,退火态的5083-O铝合金内部应力基本消除,内应力所导致的电势差对母材腐蚀影响较小;且组织为均匀分布的等轴晶,无气孔及夹渣等缺陷,氯离子不易吸附在表面。KIM[10]和RAJAN[11]等人对5083铝合金经能谱分析和电子扫描显微镜检测后一致认为,其第二相主要为Al6Mn相与Al3Mg2相。其中,Al6Mn相电位值约为-700mV,Al3Mg2相电位值约为-900mV,而5083-O铝合金基体电位值约为-800mV[12]。在腐蚀环境中,Al6Mn相作为阴极,而其周围基体为阳极,致使第二相附近α-Al基体发生溶解。而Al3Mg2相为阳极,α-Al基体为阴极,作为阳极的第二相发生溶解,形成小阳极-大阴极微电偶原电池[13]。由于母材主要在第二相处发生电化学初期腐蚀,使得蚀坑一旦产生,主要向蚀坑深度方向腐蚀加深。
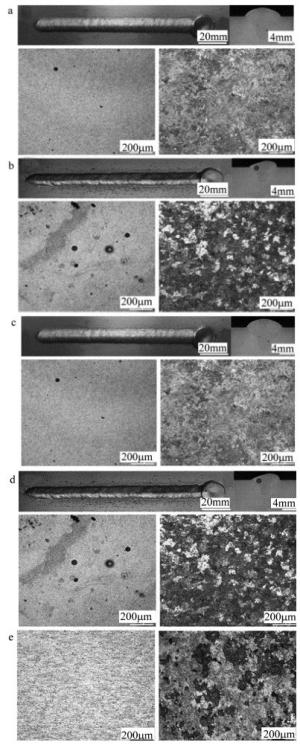
Figure 5. Macroscopic morphology(up), microstructure(left)and corrosion morphology(right)of welds under different welding parameters
-
图 6为不同功率影响下的动电位极化曲线。激光功率为2.0kW时出现了短暂的钝化区间。图 7为自腐蚀电流密度随激光功率变化曲线。由图 7可知, 自腐蚀电流密度随激光功率变化的规律并不明显,由其拟合曲线得知,整体上,随着激光功率的增加,自腐蚀电流密度呈上升趋势,但很明显激光功率为3.0kW时,自腐蚀电流密度达到最小。分析认为,激光功率过小时,激光提供工件表面的线能量较小,虽然第二相析出较少,但熔池表面张力较大,使得熔池流动性变差,母材与焊丝混合不均匀,局部形成较大电势差,加速其在电解质中的腐蚀速率,导致接头耐腐蚀性较差[14]。随着激光功率增加,熔池流动性提高,母材与焊丝混合度较好,且温度梯度减小,粗大晶粒及气孔等缺陷减少,此时薄的氧化膜不易被破坏,对内部金属的保护能力较强,接头耐腐蚀性能较好。随着激光功率继续增加,能量输入增加,第二相及夹杂物析出变多,如图 5d所示, 出现局部元素烧蚀区且粗大晶粒明显增多,使晶界和晶粒之间电化学效应增强,从而发生沿晶界向晶粒内部的晶间腐蚀。在电解质中,元素烧蚀区和缺陷处作为活化阳极区,形成闭塞电池,微观腐蚀电流会增加,从而加速接头腐蚀速率。

Figure 6. Potential dynamic polarization curves of welds under different laser powers

Figure 7. Influence of laser power on self-corrosion current density
-
图 8为不同焊接电流影响下的动电位极化曲线。由图可看出此组参量下均未出现稳定的钝化区。图 9为自腐蚀电流密度随焊接电流变化曲线。由图可看出,自腐蚀电流密度随焊接电流的增加呈“V”形变化趋势。分析认为,当焊接电流较小时,电弧线能量较低导致焊接稳定性较差,熔池流动性较差造成局部能量偏聚,如图 5b所示, 在结晶时易形成局部粗大晶粒和元素烧蚀现象,晶粒与晶粒之间电势差增大,发生晶间腐蚀,元素烧蚀区和粗大晶粒作为活化阳极区优先溶解,导致接头耐腐蚀性能较差。当焊接电流增大到200A时,电弧能量增加,焊接稳定性和熔池流动性得到提高,气孔较容易逸处熔池,熔池温度梯度降低,粗大晶粒和元素烧蚀区明显减少,此时的接头耐腐蚀性能较好。随着焊接电流继续增加,热输入量不断变大,冷却速度变慢,使第二相更容易析出,且熔池的高温时间延长,晶粒生长时间增加,加剧晶粒的长大,易形成枝晶[15]。因此在腐蚀介质中第二相及其杂质物与基体间的微电池效应增加,活化相和活性元素优先溶解,薄的氧化膜一旦被氯离子破坏,电解质大量侵入加速腐蚀,导致接头耐腐蚀性能较差。

Figure 8. Potential dynamic polarization curves of welds under different welding currents

Figure 9. Influence of welding current on self-corrosion current density
-
图 10为不同光丝距影响下的动电位极化曲线。由图可看出, 此组参量下也未出现稳定的钝化区。图 11为自腐蚀电流密度随光丝距变化曲线。随光丝距增大自腐蚀电流密度先减小后增大,且光丝距的变化对自腐蚀电流密度影响最大。分析认为,当两热源距离过小时,一方面激光会受到焊丝和熔滴的反射作用,另一方面,高密度等离子体会对激光产生反射和散射作用,使到达工件的激光能量减少,影响焊接过程的稳定性,且熔池的流动性会降低,如图 5c所示, 局部出现由粗大晶粒所组成的等温线。此外,焊接过程中工件上方的水蒸气易被电离形成氢气进入熔池,熔池结晶后在焊缝中形成冶金性气孔;另一方面,由于密度过高的等离子体对激光束的作用,导致激光匙孔不稳定而发生周期性闭合现象,保护气体及金属蒸汽被卷入熔池底部而形成工艺性气孔。在腐蚀环境中,气孔等缺陷处易被氯离子吸附,氯离子会破坏氧化膜,氧化膜破坏处往往是点蚀开始的地方,随着氧化膜破坏,腐蚀介质会更容易渗入金属与其发生化学反应,加速腐蚀速率。当光丝距为3mm时,激光能量与电弧能量达到最佳耦合效果,此时焊接过程比较稳定,熔池流动性较好,有利于气孔上浮逸处熔池,且晶粒明显细化,组织分布较均匀,降低晶间电势差,故耐腐蚀能力较强[16]。随着光丝距继续增加,光致等离子体和电弧等离子体逐渐分离,两热源间的耦合效率和稳定性降低,工件对能量的吸收率降低,且熔池流动性变差,使熔池热交换困难,导致粗大晶粒形成,其与周围区域存在电位差,粗大晶粒作为活化阳极区优先发生腐蚀,导致接头耐腐蚀性能也较差。

Figure 10. Potential dynamic polarization curves of welds with different heat source distances

Figure 11. Influence of heat source distance on self-corrosion current density
2.1. 不同焊接接头宏观形貌、微观组织与腐蚀形貌

2.2. 激光功率对焊接接头耐腐蚀性能的影响


2.3. 焊接电流对焊接接头耐腐蚀性能的影响


2.4. 光丝距对焊接接头耐腐蚀性能的影响


-
在铝合金的激光-MIG电弧复合焊接中,不同焊接参量下的焊缝微观组织有很大差异,当焊缝中的气孔、析出的第二相和粗大晶粒较多时,在电解质中,与周围其它区域存在电位差,形成微观原电池,其作为活化阳极区优先溶解发生腐蚀。当选择焊接参量为激光功率P=3.0kW、焊接电流I=200A、光丝距L=3mm时,焊缝微观组织均匀,缺陷较少,其对应的腐蚀形貌中,腐蚀区域占比较小,腐蚀深度较浅,接头耐腐蚀性能较好。
 DownLoad:
DownLoad: