 Map
Map




HTML
-
目前,轻质高强铝合金广泛应用于飞机、汽车和高速列车等运输工具的车身制造中[1-2]。长期以来,铝合金结构件的连接大多使用铆接,由于铆接需加工连接孔,易造成应力集中,且需螺栓连接,不利于结构轻量化。焊接是实现其连接的另外一种主要方法,传统熔焊热源发散、能量密度低及受铝合金导热系数高等因素影响,易造成焊缝成形质量差、接头性能低、变形大等缺陷。与传统热源相比,激光热源具有热输入量集中、能量密度高的技术优势,易获得深宽比大、变形小的深熔焊接窄接头[3-4]。
高功率光纤激光焊接是近几年迅速发展的焊接前沿新技术,也是实现铝合金结构连接最具有技术和经济优势的加工方法[5]。目前,高强铝合金的激光焊接已经在制造业中得到应用;例如,德国奥迪公司生产的A8全铝轿车就采用了此技术。国内外针对金属材料光纤激光焊接的研究[6],主要集中在低碳钢、不锈钢等钢材的光纤激光焊接工艺方面[7]。有关铝、镁、钛等轻质合金的光纤激光焊接研究较少,尚处在初期阶段。目前高功率光纤激光经光学整形系统和传输系统聚焦后,主要存在圆形高斯光束和矩形平顶光束两种形式。考虑到铝、钛、镁等轻质合金具有激光能量吸收率低、熔点低、导热系数高、易产生裂纹、气孔等缺陷的焊接特性[8-9]。开展轻质合金的高功率光纤激光焊接工艺研究,尤其有针对性的开展基于高斯光束的铝合金深熔焊与基于平顶光束的铝合金热导焊下的焊缝成形工艺规律研究,更具实际意义和工程应用价值。
本文中分别采用圆形高斯光束和矩形平顶光束对3mm厚交通车辆常用5052铝合金进行高功率光纤激光焊接工艺研究,目的在于探究铝合金实现高功率光纤激光连接的可行性,明确不同光束模式与工艺参量下,铝合金的高功率光纤激光焊接焊缝成形特征及其变化规律。
-
试验材料为3mm厚5052铝合金板材,H32热处理状态,化学成分如表 1所示。施焊前对其进行表面前处理,具体流程为砂纸打磨→碱洗除油后清水冲洗→酸洗去氧化层后清水冲洗→烘干保存。碱洗溶液为质量分数为0.05~0.10的NaOH酒精碱溶液,酸洗液为HF(质量分数为0.05)+HNO3(质量分数为0.30)水溶液。
element Si Fe Cu Mn Mg Cr Zn Al actual value 0.0012 0.0017 0.0005 0.0008 0.0230 0.0022 0.0003 balance Table 1. Chemical compositon (mass fraction) of 5052 aluminum alloy
-
实验中采用本实验室6kW激光加工机器人工作站,见图 1所示。激光器为德国Rofin FL060型光纤激光器,最大输出功率6kW,输出波长1.06μm,见图 1a。焊接单元分别为YW30型圆形高斯光束激光焊接头和HIGHYAG-BIMO型矩形平顶光束激光焊接头,见图 1b、图 1c。平顶光束经聚焦后最小光束尺寸为5mm×5mm,高斯光束焦点直径为0.6mm。运动机构为ABB公司IRB4600型机械手。施焊过程中采用体积分数为0.99999的高纯氩气进行气体保护。
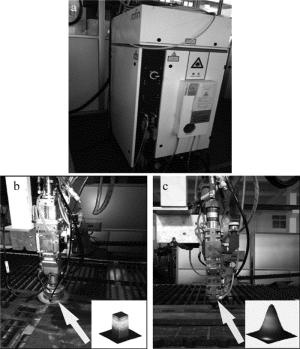
Figure 1. Experimental platform of 6kW laser processing robot
-
分别采用圆形高斯光束与矩形平顶光束焊接单元进行激光对焊实验。为防止焊缝背面氧化及熔融态铝合金下漏,在具有双面保护的自制专用夹具上施焊。焊接时不仅在焊缝正面采用流量10L/min的氩气45°侧吹保护,而且在背面通流量为5L/min 4路氩气底吹气保护。
焊后,沿垂直于焊接方向截取检测试样,并按照常规金相试样制备方法制取金相试样,抛光后经V(HF): V(HNO3): V(H2O)=1: 2: 7的侵蚀液腐蚀,利用Nikon SZ6745-B1体视显微镜与ZEISS-AX10金相显微镜观测不同工艺参量下的焊缝表面宏观形貌与熔池形貌,并利用自带软件测量熔深、熔宽,进而分析高功率光纤激光焊接5052铝合金焊缝成形特征与工艺规律。
1.1. 实验材料
1.2. 实验设备
1.3. 实验方法
-
考虑到不同模式的聚焦光斑具有不同的能量分布形式与功率密度大小,势必造成焊接熔池热输入量与热循环的不同,以及材料表面金属的熔化、汽化及烧损程度不同,从而导致焊缝形貌与熔池形貌特征的不同。因此,在前期大量实验获得最优参量基础上进行不同光束模式下的高功率光纤激光焊接实验研究。
图 2和图 3分别为平顶光束与高斯光束焊接时获得的焊缝表面、横截面形貌。由图 2可知,采用3.3kW平顶光束焊接时,焊缝熔宽明显大于熔深、表面不平整、整体规则性较差;熔池呈U字型,具有典型热导焊特征,两条熔合线为近似相交斜直线,有别于传统高斯热源焊接所形成的弧形熔合线。由于采用5mm×5mm平顶光束焊接,光束尺寸较大,使得作用于材料表面的功率密度(1.28×104W/cm2)远小于金属材料深熔焊的下临界功率密度(105W/cm2),激光能量仅能将铝合金表面加热到熔点与沸点之间,同时光斑能量均匀分使得铝合金表面光束作用区温度几乎均匀升高,材料近均匀熔化,然后通过热传导方式将热能近均布式传向铝合金内部,使熔化区扩大,进而形成近U型形貌;基于均匀加热、近均布式热传导的原因,使得材料沿厚度方向均匀熔化,导致熔合线类似相交的两条斜直线。由图 3可知,采用2.7kW高斯光束施焊所获得的焊缝熔宽明显小于熔深,焊缝平整连续、无裂纹、深宽比较大;熔池呈“丁字”型,两条熔合线呈弧形、平滑过渡相交,具有典型深熔焊特征[10]。这是由于高斯光束焦点直径小、功率密度大,激光功率为2.7kW时的实际功率密度(9.6×105W/cm2)大于金属材料深熔焊接的下临界功率密度(105W/cm2),而接近上临界功率密度(106W/cm2),该功率密度作用下,使铝合金材料不断熔化的同时部分熔融金属发生汽化,高速运动的金属蒸汽对焊接熔池产生反冲压力,产生稳定的“匙孔效应”,形成稳定的深熔焊接模式[11]。两者相比,采用高斯光束施焊可获得深熔焊,焊缝的深宽比大,成形系数小,焊缝窄而深;研究发现激光功率为3.2kW、扫描速率为20mm/s时,可对4mm厚5052铝合金板材实施单面焊接双面成形的深熔焊接,焊缝表面光亮、平整,表面下榻量相对于2mm,3mm铝合金板材较少,焊缝成形性较好。
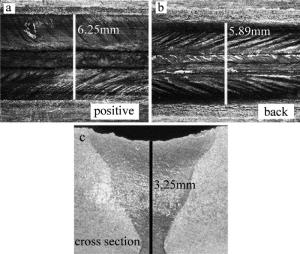
Figure 2. Weld surface and cross-section appearance under flat-topped beam welding(P=3.3kW, v=10mm/s)
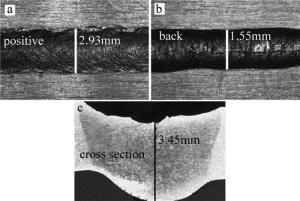
Figure 3. Weld surface and cross-section appearance under Gaussian beam welding (P=2.7kW, v=30mm/s)
-
激光功率是决定焊接模式、穿透深度、焊缝成形质量的主要参量,为进一步探究不同光束模式焊接下,激光功率对铝合金焊缝成形性的影响。在扫描速率为20mm/s、离焦量为0mm时,进行不同功率下的焊缝成形性研究。
图 4、图 5分别为高斯光束焊接时激光功率对熔池形貌及熔深、熔宽的影响。由图 4可知,随功率增加,熔池形貌由“月牙”型向“丁字”型转变,焊接模式由热导焊向深熔焊转变。该工艺条件下,当功率小于2.5kW时(见图 4a),即功率密度小于8.8×105W/cm2,焊缝表面无塌陷、平整连续,焊接过程未观察到熔滴飞溅和蓝色等离子体火焰,因此在不大于该功率密度下可获得稳定热导焊;当功率增至2.5kW时(见图 4b),熔池形貌开始由“月牙”型向“丁字”型转变,熔深发生突变,由1.48mm迅速增至2.56mm。综合上述现象,可认为该工艺条件下,光纤激光深熔焊接5052铝合金的下临界功率密度为8.8×105W/cm2;当功率在2.5kW~2.6kW之间时(见图 4b、图 4c),即功率密度在8.8×105W/cm2~9.2×105W/cm2,熔池形貌由“月牙”型向“丁字”型转变结束,熔深增幅有所减小,焊缝表面出现轻微下榻,焊接过程伴有短短续续的金属蒸汽喷出声音与时而出现的蓝色等离子体火焰,因此该功率密度范围为热导焊与深熔焊之间相互转化的不稳定模式,9.2×105W/cm2为光纤激光深熔焊接5052铝合金的上临界功率密度;当功率在2.6kW~2.8kW之间时(见图 4c、图 4d),随功率增加,熔深、熔宽略有增加,熔池形貌几乎无变化,焊接过程伴有连续均匀的等离子体火焰与连续尖锐的爆破声,偶有熔滴飞溅,因此可认为该功率密度范围内,热输入量较为适中,溶池中能维持稳定的匙孔,可实现稳定深熔焊[12];当功率增加至2.9kW时(见图 4e),即功率密度为1.0× 106W/cm2,焊接过程中飞溅物增多,焊缝表面变得不平整,熔池严重下榻、左右不对称,熔深、熔宽几乎无变化,该功率密度下,由于热输入过大,匙孔区温度大幅升高,熔体气化量增大,使得光致等离子体对激光的屏蔽作用增强,影响焊接过程的稳定性,这一阶段可认为等离子体屏蔽不稳定深熔焊接阶段。
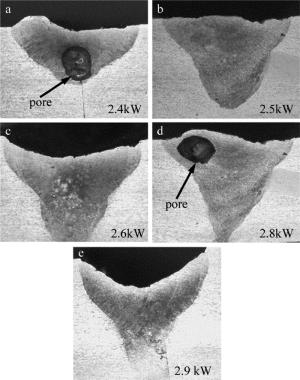
Figure 4. Effect of laser power on the morphology of welding pool by Gaussian laser beam welding
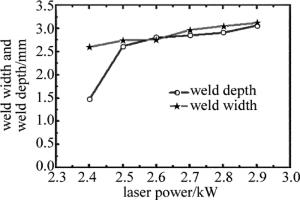
Figure 5. Effect of laser power on weld width and welding depth by Gaussian laser beam welding
结合图 4a、图 4e可知,功率为2.4kW和2.8kW时焊缝内部出现气孔,前者气孔出现在熔池底部,除与铝合金材料本身属性有关外,可能由于该功率下,热输入量较小,熔池凝固时间短,熔池底部高温Mg等金属蒸汽来不及溢出所致;后者则出现在熔池上部,可能由于该功率下,热输入量较大,使得等离子体屏蔽效应增强,导致匙孔不能保持稳定状态,造成小孔塌陷、保护气体等不能及时溢出而形成的孔洞[13]。由图 5可知,当激光功率由2.4kW增至2.9kW时,熔宽由2.60mm增大到3.05mm,增加17.31%;熔深由1.48mm增大到2.91mm,增加96.62%。
图 6、图 7分别为平顶光束焊接时激光功率对熔池形貌及熔深、熔宽的影响。由图 6可知,不同于高斯光束焊接,随功率增加,熔池形貌几乎无变化,保持U型,说明焊接模式未发生转变,保持热导焊。可知若要获得同等熔深的焊缝,平顶光束焊接所需功率大于高斯光束焊接所需功率。该工艺条件下,当功率在3.1kW~3.9kW变化时,即功率密度范围为1.24×104W/cm2~1.56×104W/cm2,远小于深熔焊接5052铝合金的下临界功率密度(8.8×105W/cm2),进一步说明平顶光束焊接的模式主要为浅表热导焊,模式未不发生转变。因此,选择合适工艺参量,在较小平顶光束尺寸条件下,利用其进行金属薄板的浅表热导焊接,也是一种不错的工艺选择。

Figure 6. Effect of laser power on molten pool morphology by flat-topped beam welding
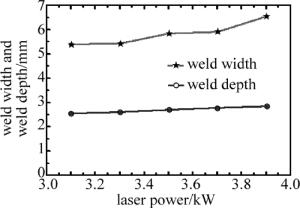
Figure 7. Effect of laser power on weld width and weld depth by flat-topped beam welding
结合图 6a、图 6e可知,当功率为3.1kW和3.9kW时焊缝中部出现连续纵向裂纹,裂口表面有明显氧化色且无金属光泽,具有沿晶开裂特征,可判定为结晶裂纹[14],说明利用平顶光束进行热导焊时,由于光斑尺寸过大,功率过低或过高易导致热影响区大与局部热传递不均匀,使得焊缝中部产生拉应力导致晶间液态膜破坏而产生结晶热裂纹。由图 7可知,激光功率由3.1kW增至3.9kW时,熔宽由5.40mm增大到6.54mm,增加21.11%;熔深由2.55mm增大到2.85mm,增加11.76%。
综上所述,随激光功率增加,高斯光束焊接模式由浅表热导焊向稳定深熔转变,熔宽略有增加,熔深显著增加,焊缝窄而深、成形系数小,功率较小或较大时易产生气孔;而平顶光束在一定工艺参量范围内,可保持稳定浅表热导焊,熔深增加不明显,熔宽增加较大,焊缝宽而浅、成形系数大,易形成裂纹。表明在适当工艺参量下,采用高斯光束深熔焊接中厚板铝合金具有明显的技术优势[15]。
-
扫描速率也是影响焊接模式与焊缝成形质量的重要参量,因此在激光功率为2.7kW(高斯光束)、3.9kW(平顶光束)、离焦量为0mm时,进行不同扫描速率下的焊缝成形性研究。
图 8、图 9分别为高斯光束焊接时扫描速率对熔池形貌及熔深、熔宽的影响。由图可知,随扫描速率增加,熔池形貌发生明显变化,熔深、熔宽与扫描速率呈反比关系;焊缝表面下榻程度逐渐降低,变得平整规则,但出现未熔透现象。在激光功率为2.7kW条件下,当扫描速率为30mm/s~35mm/s时,即线能量为90J/mm~77J/mm,该线能量范围内为热导焊与深熔焊之间相互转化的不稳定焊接模式,77J/mm和90J/mm分别对应光纤激光深熔焊接5052铝合金的下、上临界功率密度。大于90J/mm时,可实施稳定深熔焊接,过大则导致熔滴飞溅,焊缝表面下榻而不平整;小于77J/mm时,可实施稳定热导焊接,可对2mm厚铝合金熔透焊接(见图 9),焊缝无下塌、成形质量好,过小则出现未熔透现象。由图 9可知,扫描速率由20mm/s增至40mm/s时,熔宽由3.39mm降至2.51mm,降低35.06%;熔深由2.95mm降至1.92mm,降低53.65%。与图 7比较可以发现,激光功率对熔深的影响程度明显大于扫描速率,而对熔宽的影响程度明显小于扫描速率。
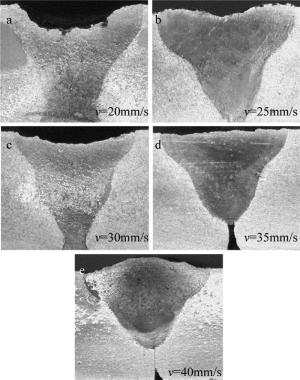
Figure 8. Effect of scanning speed on molten pool morphology by Gaussian beam welding
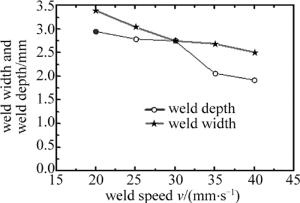
Figure 9. Effect of scanning speed on weld width and weld depth by Gaussian beam welding
结合上述分析可知,在满足深熔焊所需功率密度条件下,线能量可作为激光深熔焊接的一个判据,这是由于当激光功率与焊接速率同等比例地增加时,即使获得相同的线能量,若功率密度较低,也不能获得深熔焊接模式。同样即使功率密度较高,而线能量较低,也不能获得深熔焊接模式,参考文献[16]和参考文献[17]中也有类似结论。因此,连续光纤激光深熔焊接时,可认为线能量和功率密度对焊接模式与熔池形貌共同起决定性作用。
图 10、图 11分别为平顶光束焊接时扫描速率对熔池形貌及熔深、熔宽的影响。与高斯光束焊接相比,随扫描速率增加,熔深、熔宽降幅较大,熔深降低81.68%,熔宽降低1070.89%。由图 10可知,随扫描速率增加,熔合线由斜直线向弧线转变,熔池形貌由U型向“月牙”型转变。当扫描速率小于7mm/s,由于激光材料之间作用时间过长,热输入量大,导致严重焊接变形;当扫描速率大于13mm/s,由于激光线能量较低与功率密度较小,易造成焊缝未熔透与桥接能力降低。

Figure 10. Effect of scanning speed on molten pool morphology by flat-topped beam welding
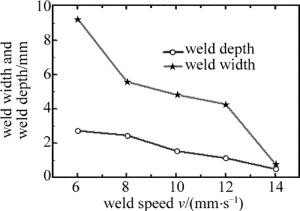
Figure 11. Effect of scanning speed on weld width and weld depth by flat-topped beam welding
综上所述,随扫描速率增加,高斯光束与平顶光束焊缝熔宽、熔深均降低,但高斯光束熔深降幅大于熔宽,而平顶光束熔深降幅远小于熔宽。其中平顶光束焊接时,虽然焊接模式未发生转变,但其熔池形貌与熔合线形状发生显著变化,由于其光斑尺寸较大及能量均匀分布等原因,使得获得较好焊缝成形的工艺窗口相对于圆形高斯光束较小。
2.1. 不同光束模式下的焊缝成形特征及规律


2.2. 激光功率对熔池形貌及熔宽、熔深的影响




2.3. 扫描速率对熔池形貌及熔宽、熔深的影响




-
(1) 平顶光束焊接模式主要为热导焊,熔池形貌呈U型或“月牙”型,熔宽大于熔深。高斯光束焊接模式主要有4种,随激光功率和扫描速率的变化,4种模式转化明显。深熔焊接模式下,熔池形貌呈“丁字”型,熔深大于熔宽。
(2) 扫描速率为20mm/s时,高斯光束对3mm厚铝合金实施稳定深熔焊接的下、上临界功率密度分别为8.8×105W/cm2, 9.2×105W/cm2。激光功率3.9kW时,由于平顶光束最大功率密度为1.56×104W/cm2,比深熔焊下临界功率密度低近2个数量级,平顶光束很难获得深熔焊。
(3) 激光功率为2.7kW时,高斯光束对3mm厚铝合金实施稳定深熔焊接的下、上线能量分别为77J/mm, 90J/mm。满足深熔焊所需功率密度条件下,线能量可作为激光深熔焊接的一个判据,线能量和功率密度对焊接模式与熔池形貌共同起决定性作用。
 DownLoad:
DownLoad: