 Map
Map



HTML
-
聚酰亚胺薄膜(polyimide film,PI)作为性能优良的薄膜材料,具有优异的耐热性、耐湿性、机械性能及良好的化学稳定性等优点,在航空航天、柔性显示、机械电子、交通运输等领域起着十分重要的作用[1-5]。随着平板显示业、光伏业的兴起,聚酰亚胺薄膜在集成电路、平板显示、太阳能电池等产业得到广泛的应用[6-8]。目前,全球的PI薄膜年产值增长率约为8%~10%,截止2017年, PI薄膜的市场规模已突破10000吨,产值突破百亿元[9]。
近年来,柔性显示器因具有轻、薄、可弯曲、耐冲击、可便携等优良性能,在显示器领域市场规模日益增长[10]。预计2020年柔性显示器出货量将达到8亿台, 而2023年柔性显示器市场可达270亿美元规模。制造柔性显示装置时,柔性衬底对柔性显示器的质量保证至关重要。在柔性显示领域中,对于柔性衬底材料最主要的要求是耐高温、透明性,PI膜除了耐热性好,还具有低热膨胀系数、尺寸稳定性好等综合性能,因此PI膜在柔性电子领域中常作为柔性衬底材料[11]。
由于柔性衬底材料本身的刚性较低,因此通常将柔性衬底附在刚性衬底即玻璃基板上,完成显示器件的制造,然后再将柔性衬底与基板分离,以完成柔性显示装置的制造。因此, 玻璃基板与柔性衬底材料的剥离是柔性电子领域极为重要的工艺步骤。主要的剥离方式有物理剥离、化学剥离、激光剥离。物理剥离一般利用机械设备或是人工剥离,该法原理简单,但是操作复杂,且剥离效果不佳,因而应用很少。化学剥离利用化学腐蚀液达到剥离目的,虽然不会损伤薄膜,但剥离速率慢,不适合大规模工业生产。激光剥离是一种利用激光能量来分离玻璃基板与柔性衬底的技术,具有作用时间短、热影响区域小、可快速实现剥离等优点,因此可用于工业化生产[12]。
激光剥离技术作为制备柔性显示装置的重要工艺,一直是国内外学者们研究的重点内容。1991年,CAMPERI-GINESTET等人使用聚酰亚胺薄膜作为外延器件的透明转移介质,通过激光剥离技术研究了发光二极管的制造工艺[13]。1996年,KELLY等人首次利用355nm激光将GaN从蓝宝石衬底上剥离[14]。2014年,CHOI等人将蓝宝石衬底上的InGaN外延层直接与聚酰亚胺柔性衬底键合,然后通过激光剥离工艺去除蓝宝石衬底,成功制造InGaN基柔性发光二极管[15];同年,BARANGE等人通过248nm准分子激光剥离技术,研究了柔性聚酰亚胺基板上蓝色GaN无机发光二极管的制备工艺[16]。2015年,MENDES指出准分子激光器可为激光剥离提供理想光源,根据气体混合物的不同,常用的工作波长主要有157nm, 193nm, 248nm, 308nm, 351nm[17];同年,HORNG等人利用激光剥离和双转移技术将外延层转移到柔性聚酰亚胺基板来制造柔性的InGaN基绿色发光二极管[18]。2016年,CHIU等人通过基板涂层、发光二极管制造和双基板激光剥离工艺成功制造了无色聚酰亚胺液晶显示器[19]。2018年,BIAN等人通过实验研究了超薄聚酰亚胺薄膜激光剥离工艺的机理和工艺特性,发现随着薄膜厚度减小,激光剥离聚酰亚胺薄膜变得更加困难[20]。准分子激光由于具有波长短、单光子能量高、可实现平顶激光束等特点可作为激光剥离技术常用的光源[21]。
随着PI薄膜在柔性电子领域的需求量日益增长,探究影响激光剥离PI膜的因素,优化相关参量对于柔性电子领域的应用具有一定意义。本文中主要针对激光剥离过程进行理论分析和实验研究,利用308nm准分子激光器分别探究了激光能量密度、脉冲频率、光斑重叠率、衬底温度对激光剥离效果的影响。通过扫描电子显微镜观察剥离后的衬底和薄膜形貌,对聚酰亚胺薄膜在308nm准分子激光下的剥离效果进行分析,最终确定适合准分子激光剥离PI薄膜生产的参量。
-
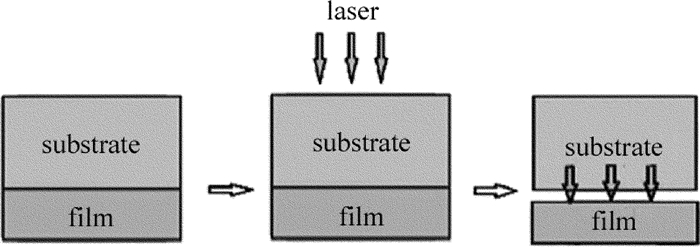
如图 1所示,激光剥离技术主要是利用具有高能量密度的脉冲激光作用在薄膜和基底的交界处,激光在基底中的传输过程能量损失较少,到达薄膜/基底交界处才被薄膜材料吸收,使薄膜发生热分解,从而达到激光剥离的目的[22]。
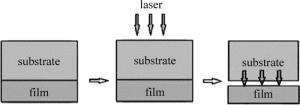
Figure 1. Laser lift-off schematic
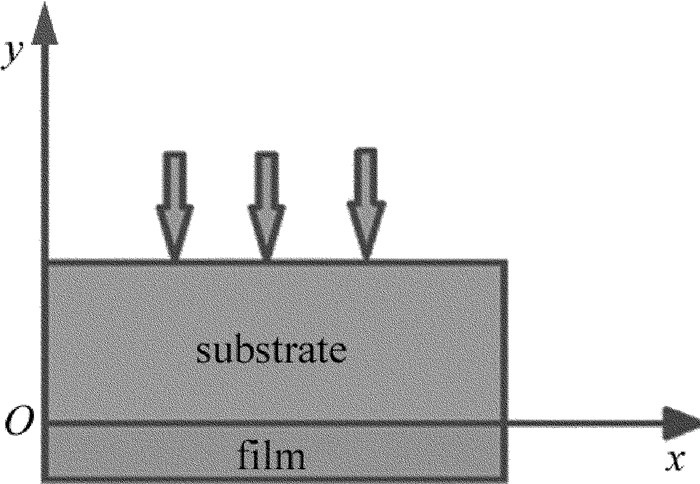
激光的均匀性会影响剥离效果,若作用在薄膜/衬底的激光条件不同,则会导致薄膜表面温度场分布不同。理想条件下,将光源效果等价于面热源作用在无限体表面,并采用1维热传导模型对激光剥离过程进行近似计算,建立如图 2所示坐标系。
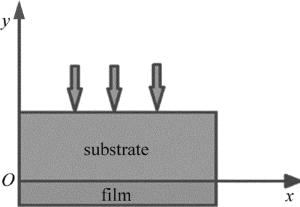
Figure 2. 1-D model of laser lift-off
沿y轴正方向1维传导方程为:
式中,T为薄膜材料的温度,t为时间,V为薄膜体积,λ为导热系数,cp为比定压热容。
由于剥离过程中激光是以脉冲形式作用薄膜,因此分成以下两过程讨论。
-
令激光作用样品表面时刻为初始时刻,即t=0时,热传导方程如下:
式中,I(y, t)是在y处t时间的激光能量密度,α为材料的光学吸收系数,τ为脉冲作用时间,ρ为材料密度。
设薄膜材料为均匀吸收介质,则入射至界面处的激光能量密度可表示为:
式中,I0(t)为初始时刻激光的能量密度,R为界面反射率。
将(3)式代入(2)式中,可得:
式中,$K=\frac{\lambda}{\rho c_{p}} $。
样品的初始温度视为室温,忽略样品与外界的热交换,因此初始条件与边界条件分别为:
采用格林函数求解,可得薄膜材料温度场分布为:
式中,余误差函数$ \operatorname{ierfc}(y)=\frac{1}{\sqrt{\pi}} \exp \left\{-y^{2}-y[1-\operatorname{erf}(y)]\right\}$,误差函数$ \operatorname{erf}(y)=\left(\frac{2}{\sqrt{\pi}}\right) \int_{0}^{y}-\varepsilon^{2} \mathrm{d} \varepsilon$。
分界y=0处温度场分布为:
-
热传导方程如下:
此时初始温度为加热过程的末温度,因此初始条件和边界条件分别是:
因此脉冲作用之后薄膜材料的温度场分布为:
分界面y=0处温度场分布为:
根据上述理论分析可以得到任意时刻单脉冲激光下薄膜样品的温度分布,激光能量密度、激光脉冲宽度、环境初始温度、激光脉冲频率都是影响薄膜温度场分布的因素。
1.1. 激光作用过程
1.2. 激光作用后过程
-
实验中采用308nm XeCl准分子激光器作为激光光源,实验装置如图 3所示, 其中准分子激光器近场光斑尺寸为30mm×13mm,脉宽为30ns。经光束系统线性整形,光束由聚焦透镜聚焦至工作平面,光斑尺寸约为100.00mm×0.30mm,最大激光能量密度可达400mJ/cm2。实验中,使用PE25-C ROHS能量计探头对激光能量进行测量,脉冲频率由控制器控制,采用卓立汉光公司生产的1维电动平移台控制样品移动距离和方向,薄膜样品通过加热板进行加热。剥离后的PI薄膜样品表面初步观测装置为奥林巴斯BX51M系统金相显微镜,薄膜微观形貌和端面厚度采用TESCAN公司生产的VEGA3 SBH SEM扫描电子显微镜观测。
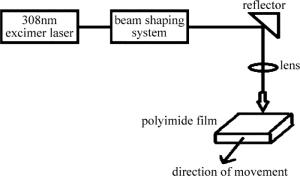
Figure 3. Experimental platform of excimer laser lift-off
-
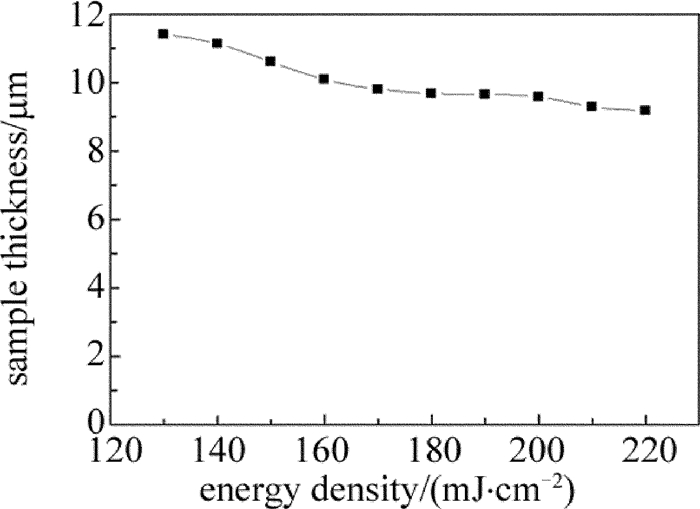
实验中采用的聚酰亚胺薄膜样品厚度为13μm,刚性玻璃基板厚度为0.5mm左右,设置准分子激光剥离系统单脉冲能量密度在130mJ/cm2~220mJ/cm2范围内变化,脉冲频率2Hz,步进电机速度为0.191mm/s,采用金相显微镜对剥离后的PI膜(见图 4)初步形貌进行观察,扫描电子显微镜观察薄膜厚度与微观表面, 剥离效果如表 1所示,其中★的数量较多表示薄膜剥离程度较为容易。

Figure 4. PI film after laser lift-off
laser energy density easiness of film shedding 130mJ/cm2~160mJ/cm2 ★★★☆☆ 160mJ/cm2~180mJ/cm2 ★★★★☆ 180mJ/cm2~190mJ/cm2 ★★★★★ 190mJ/cm2~220mJ/cm2 ★★★★★(excessive energy density) Table 1. Difficulty degree of lift-off PI film
当激光能量密度低于160mJ/cm2时,此时薄膜较难从玻璃基底上剥离下来,剥离效果较差; 当能量密度达到160mJ/cm2时,薄膜样品开始出现脱落,但剥离效果不佳。因此,可认为激光剥离能量密度阈值为160mJ/cm2左右。当能量密度为160mJ/cm2~180mJ/cm2,此时的剥离效果一般,需要借助一定外力才可使得薄膜脱落。当能量密度为180mJ/cm2~190mJ/cm2,此时剥离效果良好,薄膜可从刚性衬底上轻松脱落。利用金相显微镜观察剥离后的样品表面,发现当激光能量密度低于190mJ/cm2时,样品表面出现明显彩色区域,当激光能量密度为190mJ/cm2时,样品表面无明显的彩色区域。当激光能量密度高于190mJ/cm2时,虽然薄膜样品可轻松剥离,但在扫描电子显微镜(scanning electron microscope, SEM)下发现样品表面出现较多的点状不规则形貌,认为此时的剥离效果较差。
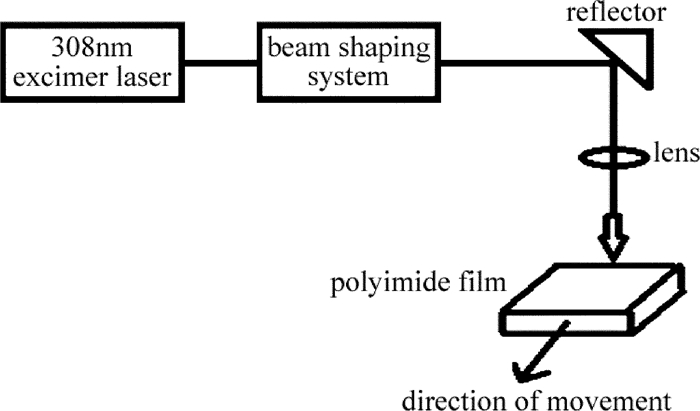
图 5a和图 5b分别为能量密度130mJ/cm2和190mJ/cm2剥离后的PI膜断面SEM图。可以看出, 随着激光能量密度的不同,剥离后的薄膜厚度也各不相同。经过准分子激光剥离后,同一薄膜样品不同处厚度也存在差异,这可能是由于输出的激光能量存在一定的偏差造成的。通过SEM对采用能量密度在130mJ/cm2~220mJ/cm2剥离后的薄膜厚度进行观测,结果如图 6所示。可以看出, 薄膜厚度随着激光能量密度的增加而减小。
Figure 5. SEM image of PI morphology after lift-off at different energy densities
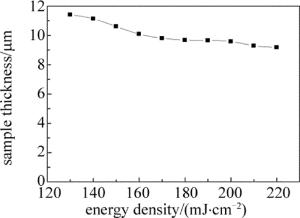
Figure 6. Relationship between film thickness and energy density
从图 7可以看出,扫描电镜下,不同激光能量密度剥离后的样品表面形貌有所差异。当能量密度低于190mJ/cm2时,薄膜样品表面和未处理样品相比无明显差异, 当能量密度高于190mJ/cm2时,薄膜样品表面开始出现点状不规则形貌,且能量密度越高,不规则形貌区域有所增加。根据激光作用薄膜样品过程的理论分析,这可能是由于激光能量密度过高,单脉冲作用下样品和玻璃衬底交界处的温度超过了薄膜的热分解温度,使得激光剥离过程中产生的碎片附在样品表面。

Figure 7. SEM image of PI surface after lift-off at different energy densities
-
当采用308nm准分子激光剥离PI薄膜样品,脉冲频率与步进速度保持不变的前提下,时域上相邻的两束脉冲在空间上会产生一定的重叠区域。脉冲重叠区域的大小可用光斑重叠率表示,此时光斑重叠率为:
式中,w为重叠区域的宽度,l为线性光束的宽度。
设置不同的步进速度和脉冲频率,光斑重叠率如表 2所示。
repetition rate/Hz step speed/(mm·s-1) spot overlap rate/% 0.095 68.33 1 0.191 36.33 0.286 4.66 0.095 84.17 2 0.191 68.17 0.286 52.33 0.095 93.66 5 0.191 87.27 0.286 80.93 Table 2. Spot overlap rate at different pulse frequencies and step speeds
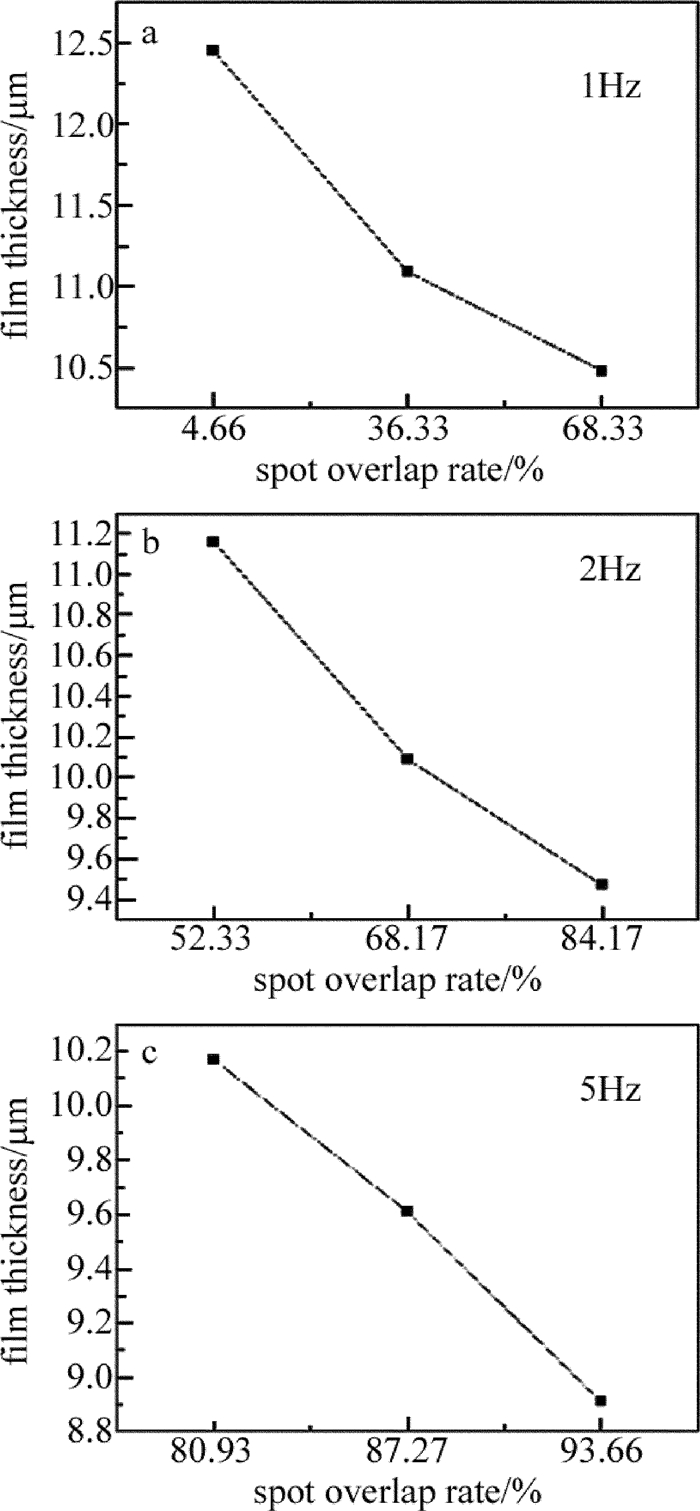
设置输出激光能量密度为190mJ/cm2,探究不同的光斑重叠率对激光剥离效果的影响,实验结果如图 8所示。
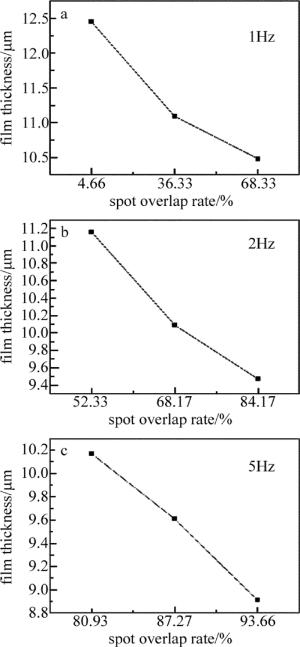
Figure 8. Relationship between film thickness and spot overlap rate under different repetition rates
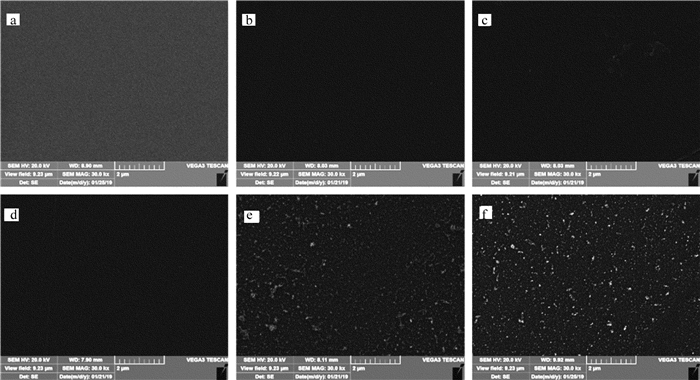
本实验中分别探究了不同脉冲频率条件下的光斑重叠率对剥离效果的影响。从图 8可看出,其它条件一定的情况下,剥离后的薄膜厚度随着光斑重叠率增加而减小。光斑重叠率的大小与样品上每点被激光作用的次数有关,光斑重叠率越大,作用次数越多,光斑重叠率越小,作用次数越少。过低的光斑重叠率无法达到剥离效果,过高的光斑重叠率可能会对薄膜表面的器件造成损伤,从图 9可以看出,当光斑重叠率为93.66%时,薄膜表面被破坏的十分严重,光斑重叠率为4.66%时,虽然样品表面形貌较完整,但此时薄膜无法轻易从玻璃基板上剥离下来。本实验中,设置光斑重叠率为68.33%左右,此时的剥离效果较好,因此在实际工业生产中,选择合适的光斑重叠率十分重要。
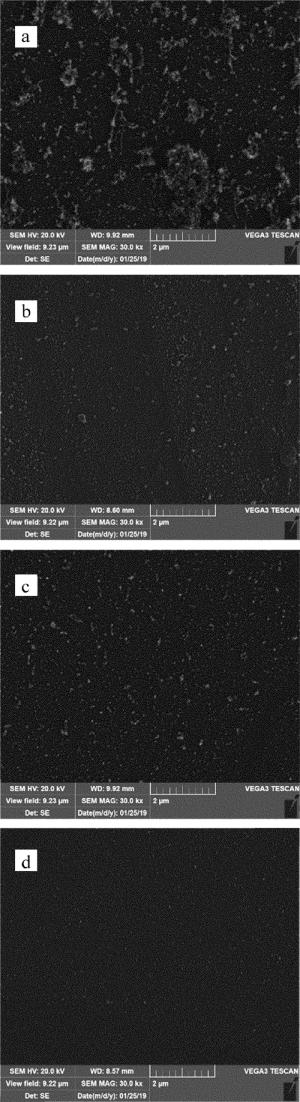
Figure 9. SEM image of PI surface after lift-off at different spot overlap rates
-
由理论分析可知, 脉冲频率对剥离效果产生一定的影响。当脉冲频率为1Hz、步进速率为0.095mm/s时,光斑重叠率为68.33%;当脉冲频率为2Hz、步进速率为0.191mm/s时,光斑重叠率为68.17%。在误差范围内,认为这两种情况下光斑重叠率相近,此时对比两种情况下的激光剥离效果,结果如图 10所示。可以看出, 在相同能量密度和相近光斑重叠率的条件下,样品表面形貌因不同的脉冲频率有所差异,脉冲频率为2Hz时样品出现的不规则形貌区域的概率高于脉冲频率为1Hz下的不规则形貌区域的出现概率。两种条件下,图 10a激光剥离后的薄膜厚度略大于图 10b激光剥离后的薄膜厚度。脉冲频率越高,意味着激光作用过程与激光作用后的过程时间间隔越小,有利于激光剥离过程中聚酰亚胺薄膜的热分解。实际生产应用中,在高重频条件下,调整合适的激光能量密度也可以获得不错的剥离效果。
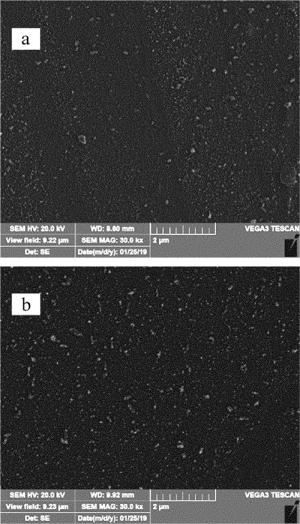
Figure 10. SEM image of PI surface after lift-off at different pulse frequencies
-
环境初始温度对剥离效果也会产生影响,本实验中通过加热板对薄膜样品分别加热至50℃和100℃,以改变样品的初始温度。调节激光能量密度范围为160mJ/cm2~180mJ/cm2,步进速率为0.191mm/s,脉冲频率为2Hz,对样品进行剥离,对比剥离后的样品形貌和薄膜厚度差异,结果如图 11所示。由图 11可以看出,虽然样品的初始温度改变,但剥离后的薄膜厚度和能量密度之间的关系仍保持不变。图 12展示了不同衬底温度下,能量密度为180mJ/cm2的激光剥离后的薄膜表面形貌对比。发现衬底温度为50℃时,样品表面较为平整,衬底温度为100℃时,样品表面开始出现不规则形貌。对这两种衬底温度下剥离后的薄膜厚度进行比较,发现衬底温度为50℃时的薄膜厚度略高于衬底温度为100℃时的薄膜厚度,说明适当提高衬底温度有助于激光剥离过程。这是由于激光剥离过程本质上是利用激光对薄膜进行作用,使其达到热分解的温度,若本身衬底温度较高,这将缩小初始温度与热分解温度的温度差,可达到降低激光剥离能量阈值的效果。
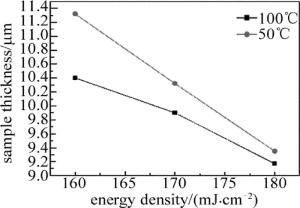
Figure 11. Relationship between film thickness and energy density under heating conditions

Figure 12. SEM image of PI surface after lift-off at different substrate temperatures
3.1. 激光能量密度对剥离效果的影响与结果分析


3.2. 光斑重叠率对剥离效果的影响与结果分析

3.3. 脉冲频率对剥离效果的影响与结果分析

3.3. 衬底温度对剥离效果的影响与结果分析


-
对308nm准分子激光剥离聚酰亚胺薄膜的过程进行了理论分析。根据分析结果,分别探究了激光能量密度、脉冲频率、光斑重叠率、衬底温度等因素对准分子激光剥离效果的影响,采用扫描电子显微镜观测剥离后的样品厚度和薄膜形貌。
(1) 激光剥离能量密度阈值约为160mJ/cm2,剥离后的薄膜厚度随着能量密度增加而减小,达到较好的剥离效果对应能量密度为180mJ/cm2~190mJ/cm2。
(2) 相同光斑重叠率下,较高的脉冲频率有利于激光剥离。
(3) 其它条件一定时,剥离后的薄膜厚度随着光斑重叠率增加而减小,但过高的光斑重叠率可能会破坏薄膜表面,本实验中设置光斑重叠率约为68.33%,可获得较好的剥离效果。本文中对比了不同衬底温度下激光剥离的效果,发现适当提高衬底温度有利于激光剥离过程。
 DownLoad:
DownLoad: