 网站地图
网站地图

 下载:
下载:




-
激光与物质的相互作用机理一直是研究热点[1-8],其研究结果已广泛应用于激光加工、激光检测、激光雷达、激光材料改性、激光驱动、激光生物医学等领域。当激光光束辐照在材料表面时,激光能量可以在很短的透射路径内被吸收,引起表面的温度升高,进而所产生的热量向材料内部传递。当激光强度足够大时,被辐照材料的表面会发生熔化、气化等烧蚀现象,甚至可以发生电离形成等离子体等复杂的物理过程。在各种材料的激光加工中,对金属铝、钛等高反射率材料的激光加工一直是一个难点。因材料表面的反射率较高,大部分的激光能量被表面反射,材料本身所吸收的激光能量较少,很难对材料进行加工。而在现实生活中,金属铝等高反射率材料的使用需求正在不断地增长,因其具有材质轻、导电导热强、易延展、耐腐蚀、可回收等优良的物理化学性能,在电子、通讯、传感器、医疗、国防军工以及日常生活中已得到广泛的应用。因此,探索铝等高反射率材料的激光加工,对于进一步扩大其应用范围、开拓新材料元器件十分必要。
对金属铝等高反射率材料的激光加工,前人已在理论和实验方面做过一些探讨和研究[9-16]。例如,2000年,Cavendish实验室的WATSON和FIELD测量了脉宽为10ns、光斑直径为1mm的激光脉冲对铝膜的烧蚀深度,他们采用的激光能量为51mJ~155mJ,烧蚀深度为0.35μm~1μm[17]。2001年,DROGOFF等人在大气环境中,使用亚皮秒激光脉冲对铝膜进行激光烧蚀实验,其主要目的为探寻等离子体形成的阈值通量以及穿透不同厚度(10nm~500nm)的铝膜所需的单次辐射通量[18]。2010年,ZHANG等人利用有限差分法,建立了2维数值模型对纳秒激光脉冲烧蚀金属铝的温度场进行了数值模拟,对比了不同脉宽、光斑和能量下激光引起的温度场随时间的演化[19]。2017年,LOU等人采用面积推算法,利用光学显微镜、扫描电镜、表面轮廓仪等仪器,测试了多种脉宽纳秒激光(脉宽为10ns~520ns,中心波长为1064nm)对铝材的损伤阈值,揭示了不同脉宽纳秒激光对铝板打孔的作用机理[20]。
在本文中,作者通过控制激光光斑及能量,系统测试了在相同激光能量、不同激光光斑和相同激光光斑、不同激光能量时,铝膜表面所发生的烧蚀形态变化。这些实验结果不仅有助于深入理解激光与物质相互作用的物理过程,而且对激光加工高反射率材料时激光参量的选择起到指导作用。
-
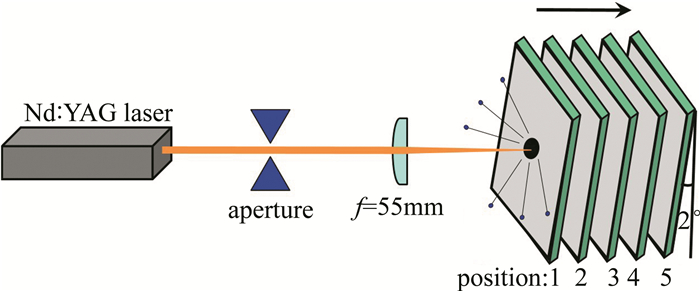
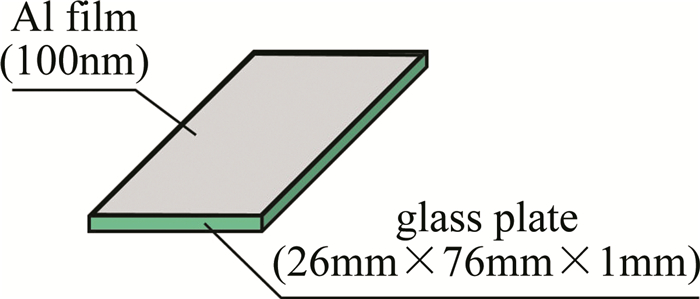
实验中所用的铝膜样品如图 1所示。上层铝膜的尺寸为26mm×76mm×100nm,玻璃基底的尺寸为26mm×76mm×1mm,铝膜表面的反射率为96%(@1064nm)。激光加工的实验装置如图 2所示。所用激光器为Nd:YAG调Q激光器,中心波长为1064nm,脉冲宽度为30ns,重复频率为5kHz,最大输出的平均功率为33.0W。因铝膜表面的反射率较高,绝大部分激光能量被反射,所以在实验中,镀有铝膜的基板特别以2°倾斜角放置。可变光阑的主要作用为阻挡倾斜放置的高反射铝膜反射回来的能量,以防止其损坏激光光源。首先在实验中,作者在相同激光辐照能量、不同激光光斑尺寸的条件下,把镀有铝膜的基板分别放置在位置1(焦点)~位置5的不同位置(间距为2mm),以调节照射到铝膜表面的激光光斑尺寸, 即激光能量密度的大小。在不同的光斑尺寸和激光能量密度条件下,测试了铝膜表面所发生的烧蚀形态变化。在实验中,透镜的焦距f=55mm,激光的总曝光时间为0.5s,这一时间是所使用机械式曝光闸门的最短作用时间,其时间间隔由示波器测定。照射到铝膜表面的激光平均功率为24W。
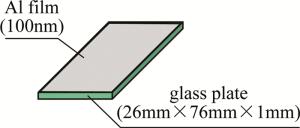
Figure 1. Al/glass sample
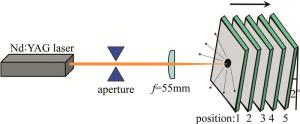
Figure 2. Schematic illustration of setup of experiment 1
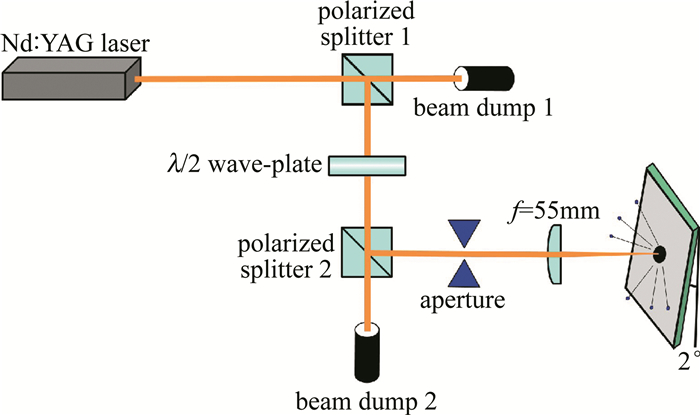
随后观察了在相同激光光斑尺寸、不同激光能量条件下,铝膜表面所发生的烧蚀形态变化,实验装置如图 3所示。在实验中,Nd:YAG调Q激光器所发出的激光,经过偏振分束器1后,分成两束传播方向互相垂直的偏振光。反射的s偏振光经过一个λ/2波片和偏振分束器2后,经过一个可变光阑和焦距为55mm的会聚透镜,镀有铝膜的基板同样以2°倾斜角放置。通过转动λ/2波片,调节照射到铝膜表面的激光能量大小。两个光束截止器用于阻挡p偏振激光,防止激光能量外溢伤人。镀有铝膜的基板放置在透镜的焦点处,此时,照射到铝膜表面的1/e2激光光斑平均直径Φ1/e2=43μm,激光的总曝光时间为0.5s。实验中照射到铝膜表面的激光平均功率分别为1.4W,2.7W,3.5W,4.7W,5.8W,7.5W,9.2W,12.5W,14.5W,16.2W,16.7W。
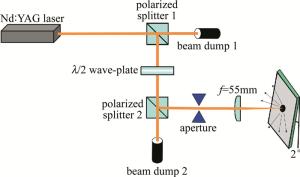
Figure 3. Schematic illustration of setup of experiment 2
-
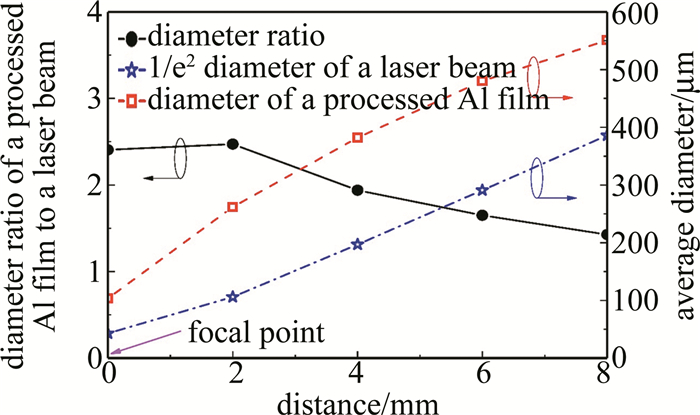
在实验1中,作者在相同激光辐照能量、不同激光光斑尺寸的条件下,研究了铝膜表面所发生的烧蚀形态变化,实验结果如图 4所示。图中同时显示了各种实验条件下铝膜的烧蚀图样和所使用的1/e2激光光斑,D为加工孔穴的平均直径,Φ1/e2为1/e2激光光斑的平均直径。1/e2激光光斑直径大小由Nd:YAG激光器的高斯光束束腰、光束传输因子(即光束质量因子)M2和基板到透镜焦点间的距离计算所得到。实验中所使用激光器的横模分布规则,在水平方向和垂直方向上的光束质量因子M2分别为1.66和1.75(见图 5)。可以看出,随着基板与焦点之间的距离不断增大,1/e2激光光斑也逐渐增大,激光能量密度逐渐降低,铝膜烧蚀区域边缘的热影响带逐渐变宽,相应的铝膜烧蚀区域也随之逐渐增大,且烧蚀形状大体为椭圆形。整理图 4中的实验结果并绘制出相应的数据变化趋势图(见图 6)。可以看到,铝膜的烧蚀区域明显大于1/e2激光光斑,尽管基板位于焦点时的1/e2激光光斑最小(平均光斑直径Φ1/e2=43μm),由于脉冲激光能量在铝膜上所产生的飞溅现象和热扩散现象,铝膜的烧蚀区域仍然会变大(所加工孔穴的平均直径D=104μm)。随着基板与透镜焦点之间的距离逐渐增大,激光的能量密度逐渐变小,实际烧蚀孔穴的平均直径与1/e2激光光斑直径之间的不同和二者的比率也逐渐变小,如图 6中3条曲线所示。

Figure 4. Ablative images of Al films at different positions and patterns of laser beam
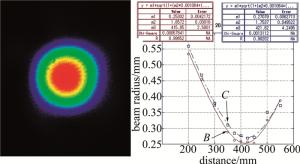
Figure 5. Beam pattern and fitting results
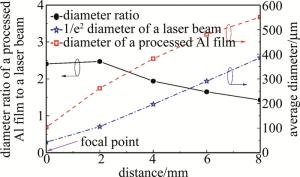
Figure 6. Diameter of the processed Al film and the laser beam, and diameter ratio at different distances from focal point
在实验2中,作者在相同激光光斑尺寸(1/e2激光光斑平均直径Φ1/e2=43μm)、不同激光辐照能量的条件下,研究了铝膜表面所发生的烧蚀形态变化,实验结果如图 7所示。可以看出,在相同激光光斑尺寸时,随着激光能量的增大,激光能量密度也逐渐加强,相应的铝膜烧蚀区域也随之逐渐增大。与实验1相似,铝膜的烧蚀区域也明显大于1/e2激光光斑,但烧蚀形状并不呈现出很规则的圆(椭圆)形的开孔图样。由于此实验中辐照到铝膜表面的Nd:YAG激光为偏振方向不变的直线偏光,从而导致铝膜表面的烧蚀图形中均含有一条斜线,而且斜线的角度完全一致。整理图 7中的实验结果并绘制出相应的数据变化趋势图(见图 8)。可以看到,烧蚀区域的大小随着激光能量密度的增大而增大。图中存在一些不规则点,主要是由不规则的孔穴形状所导致。

Figure 7. Ablative images of Al films at different average laser powers and pa-ttern of laser beam
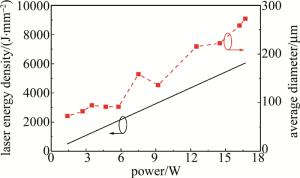
Figure 8. The processed Al-Film diameters and laser energy densities at diffe-rent laser powers
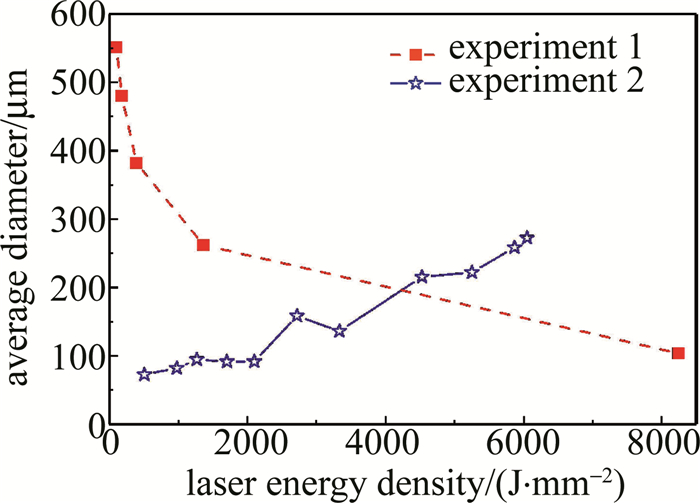
图 9中,将两次实验中不同激光能量辐照密度下铝膜表面烧蚀平均直径的变化进行了比较。可以看到,实验1中,在激光功率保持不变时,铝膜表面烧蚀区域随着激光能量密度的变大而变小;实验2中,在激光光斑尺寸保持不变时,铝膜表面烧蚀区域随着激光能量密度的变大而变大,但使用较高功率激光对铝膜表面进行离焦加工的烧蚀图样(实验1中能量密度约小于1000J/mm2)普遍比使用较低功率激光对铝膜表面进行对焦加工的烧蚀图样(实验2中能量密度约大于2000J/mm2)更加规则。此外,从两个实验结果也可以明显看到,在使用非线偏振激光对高反射金属膜进行加工时,不会出现线偏振激光加工时含有锐利斜线的烧蚀图样。从图 9可以看到,使用实验1和实验2中的不同方法虽然可以加工同样尺寸的铝膜孔穴,但是所得到的加工质量却相差很远。
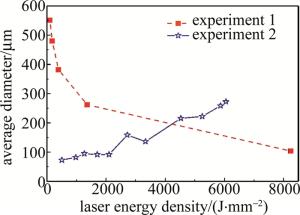
Figure 9. The processed Al-Film diameters at different laser energy densities for two experiments
尽管实验2中所采用的线偏振激光对锐利斜线以外的加工形状不会产生较大影响,但是仍需要对激光的线偏振因素对加工质量的负面影响进行较深入的探索。为了排除线偏振因素的影响,将镀有铝膜的基板放在实验1中的透镜焦点处,通过调整激光器的输出功率,就可以原则上研究铝膜在不同非偏光激光辐照平均功率时的加工效果。但是,由于一般的固体激光器在偏离最佳工作电流时,其光束质量会发生急速的恶化,激光辐照的光场分布也会发生较大变化。因此,正在考虑在未来使用光束质量不随输出功率发生较大变化的、短脉冲光纤激光器完成这一验证步骤。
上述实验结果表明,当激光功率较大而能量密度较低时(实验1中的离焦加工),其加工过程主要以熔化为主,在多脉冲烧蚀结束后其激光作用区域逐渐冷却凝固,铝膜表面的加工形貌较为规则且边缘部位几乎没有毛刺和喷溅物。当激光功率较小而能量密度较高时(实验2中的对焦加工)时,其加工过程主要以烧蚀为主,在激光能量到达铝膜表面后,激光能量迅速向周围扩散,铝膜表面的加工形貌多呈不规则分布且边缘部位的毛刺和喷溅物较多。
使用纳秒脉冲激光加工本实验中厚度薄至100nm的铝膜与加工厚度达几毫米的铝质基板,其激光与靶标的相互作用机理以及加工的动力学过程有很大的区别。当加工较薄的铝膜时,激光能量被金属表层所吸收,然后向内部逐渐传递,当吸收的能量达到一定程度后,表面开始熔化,激光能量穿透铝膜后到达几乎对激光能量不吸收的玻璃基底,此时在激光光轴方向上已基本不再吸收更多的激光能量,孔穴的直径随着激光能量的扩散而逐渐增大。而对于较厚的铝质基板加工,当激光能量密度较低时,加工过程中熔化占主导地位,铝材料融化并冷却凝固后,加工形貌一般不规则且边缘部位的毛刺和喷溅物较多;当激光能量密度较高时,加工过程中蒸发占主导地位,加工形貌相对规则且边缘部位的毛刺和喷溅物也较少。因此,使用纳秒脉冲激光加工厚度较薄的金属薄膜与加工较厚的金属基板的最佳激光参量有较大的不同。本文中的研究结果有助于提高基于纳秒激光的高反射率金属薄膜的加工质量。
-
作者使用Nd:YAG纳秒脉冲激光,在0.5s的总曝光时间内,对高反射率铝膜进行了加工尝试。实验结果表明,即使在铝膜的表面反射率高达96%时,依然能对其进行激光加工。在保持激光能量相同时,铝膜表面的烧蚀区域随着激光光斑的增大而增大,且形状接近于圆形。在保持激光光斑尺寸相同时,铝膜表面的烧蚀区域随着激光功率的增大而增大,但形状明显较为不规则。因此,在加工高反射金属膜表面时,使用较高功率激光进行离焦加工(能量密度约小于1000J/mm2)比使用较低功率激光进行对焦加工(能量密度约大于2000J/mm2)可得到更加规则的烧蚀图样。本文中的实验结果对目前应用越来越广泛的激光加工高反射率薄膜的方法选择和参量设定具有较好的参考作用。
纳秒脉冲激光加工高反射率铝膜
High reflectivity aluminum film processed by nanosecond pulse laser
-
摘要: 为了研究基于近红外纳秒脉冲激光的高反射率金属薄膜的加工可行性以及加工效果, 采用纳秒脉冲激光对高反射率铝膜进行激光加工, 分别测量了在不同激光光斑尺寸和不同激光能量的条件下, 铝膜表面所发生的烧蚀形态变化。结果表明, 即使铝膜表面反射率高达96%, 依然能对铝膜进行激光加工; 使用较高功率激光对铝膜表面进行离焦加工(能量密度约小于1000J/mm2)的烧蚀图样比使用较低功率激光对铝膜表面进行对焦加工(能量密度约大于2000J/mm2)的烧蚀图样更加规则。相关实验结果对激光加工高反射率材料时激光参量的选择可起到一定的指导作用。Abstract: In order to study the feasibility and effect of fabrication of metal films with high reflectivity based on near infrared nanosecond pulsed laser, high reflectivity aluminium films were fabricated by nanosecond pulsed laser. Under the conditions of different laser spot sizes and different laser energy, the change of ablation morphology on the surface of aluminium film was measured. The results show that, even if surface reflectivity of aluminium film is as high as 96%, the aluminum film can still be processed by laser. The ablation pattern of defocusing (energy density less than 1000J/mm2) on the surface of aluminium film by high power laser is more regular than that of focusing (energy density greater than 2000J/mm2) on the surface of aluminium film by low power laser. The relevant experimental results can play a guiding role in the selection of laser parameters in laser processing of high reflectivity material.
-
Key words:
- laser technique /
- laser processing /
- nanosecond pulse /
- high reflectivity /
- Al film
-
Figure 4. Ablative images of Al films at different positions and patterns of laser beam
a—position 1 b—position 2 c——position 3 d—position 4 e—position 5
Figure 6. Diameter of the processed Al film and the laser beam, and diameter ratio at different distances from focal point
Figure 7. Ablative images of Al films at different average laser powers and pa-ttern of laser beam
Figure 8. The processed Al-Film diameters and laser energy densities at diffe-rent laser powers
-
[1] JIANG Zh M, KIEFFER J C, XU Zh Zh. Intense ultrafast laser-ma-tter interaction and its application[J]. Chinese Journal of Lasers, 1996, 23(6): 513-519 (in Chinese). [2] JIANG L, LI L Sh, WANG S M, et al. Microscopic energy transport through photon-electron-phonon interactions during ultrashort laser ablation of wide bandgap materials Part 1: Photon absorption[J]. Ch-inese Journal of Lasers, 2009, 36(4): 1029-1036. [3] JIAO L G, ZHAO G M, YUAN L G. Effects of laser irradiation on aluminum alloy tank containing water[J]. High Power Laser and Particle Beams, 2011, 23(3): 627-631 (in Chinese). doi: 10.3788/HPLPB20112303.0627 [4] ZHAO Y, JIN G Y, LI M X, et al. Experimental study about CCD detectors damaged by millisecond pulsed laser[J]. Laser Technology, 2017, 41(5): 632-636(in Chinese). [5] YU J, HE Sh T, SONG H Y, et al. Metal nanostructured film generated by femtosecond laser induced forward transfer[J]. Chinese Journal of Lasers, 2017, 44(1): 0091(in Chinese). [6] ZHANG L, LI X H, LU J. Comparative experimental research of molt-en liquid ejection from soild targets induced by millsecond pulse laser[J]. Laser Technology, 2018, 42 (4): 446-450 (in Chinese). [7] HAN X H, DENG L M, WU B Y, et al. Process study on KDP crystal polished by picosecond laser[J]. Laser Technology, 2018, 42(2): 166-171 (in Chinese). [8] JIANG Sh Sh, CAI J X, JIN G Y, et al. Research of damage morphology of carbon fiber epoxy resin irradiated by millisecond/nanosecond pulsed laser[J]. Laser Technology, 2018, 42(6): 775-779 (in Chinese). [9] KOREN G, HO F, RITSKO J J. Excimer laser etching of Al metal films in chlorine environments[J]. Applied Physics Letters, 1985, 46(10):1006-1008. doi: 10.1063/1.95815 [10] WANG H, SALZBERG A P, WEINER B R. Laser ablation of aluminum at 193, 248, and 351nm[J]. Applied Physics Letters, 1991, 59(8):935-937. doi: 10.1063/1.106306 [11] NORTON M G, KOTULA P G, CARTER C B. Oriented aluminum nitride thin films deposited by pulsed-laser ablation[J]. Journal of Applied Physics, 1991, 70(5):2871-2873. doi: 10.1063/1.349352 [12] BOSTANJOGLO O, NIEDRIG R, WEDEL B. Ablation of metal films by picosecond laser pulses imaged with high-speed electron microscopy[J]. Journal of Applied Physics, 1994, 76(5): 3045-3048. doi: 10.1063/1.357484 [13] BULLOK A B, BOLTON P R. Laser-induced back-ablation of aluminum thin films using ultrashort laser pulses[J]. Journal of A-pplied Physics, 1999, 85(1): 460-465. [14] SABBAH A J, WINTERS B, ALLEN C G, et al. Optimization study of the femtosecond laser-induced forward-transfer process with thin aluminum films[J]. Applied Optics, 2007, 46(21): 4650-4659. doi: 10.1364/AO.46.004650 [15] MAZHUKIN A V, MAZHUKIN V I, DEMIN M M. Modeling of femtosecond ablation of aluminum film with single laser pulses[J]. Applied Surface Science, 2011, 257(12): 5443-5446. doi: 10.1016/j.apsusc.2010.11.154 [16] WANG Q, LUO S, CHEN Z, et al. Drilling of aluminum and co-pper films with femtosecond double-pulse laser[J]. Optics & Laser Technology, 2016, 80: 116-124. [17] WATSON S, FIELD J E. Integrity of thin, laser-driven flyer plates[J]. Journal of Applied Physics, 2000, 88(7):3859-3864. doi: 10.1063/1.1310186 [18] DROGOFF B L, VIDAL F, KAENEL Y V, et al. Ablation of aluminum thin films by ultrashort laser pulses[J]. Journal of Applied Physics, 2001, 89(12): 8247-8252. doi: 10.1063/1.1370361 [19] ZHANG P B, QIN Y, ZHAO J J, et al. Two-dimensional numerical simulation of laser-ablation of aluminum material by nanosecond laser pulse[J]. Acta Physica Sinica, 2010, 59(10): 7120-7128 (in Chinese). [20] LOU D Y, XIONG H, WU Y G, et al. Damage threshold and drilling mechanism of aluminum plate by nanosecond laser with different pulse width[J]. Laser Technology, 2017, 41(3): 427-432(in Ch-inese). -

 点击查看大图
点击查看大图
图(9)
计量
- 文章访问数: 7469
- HTML全文浏览量: 5432
- PDF下载量: 31
- 被引次数: 0
