 网站地图
网站地图




-
激光直接金属沉积技术[1-2](direct metal deposition, DMD)是一种基于激光熔化金属粉末的新型快速成形技术,能直接制造具有冶金结合良好、机械性能优良、组织致密的金属零件[3-4]。DMD的基本工作原理是基于分层制造理念(layered manufacturing concept,LMC)将3维实体零件切片成多个薄层, 然后输送粉末材料到沉积表面。同时,采用扫描激光束同步加热基板或前一覆层的表面形成吸收粉末粒子的熔池。激光束离开后熔池快速凝固成为新的薄层。逐层重复该沉积过程可构建3维实体零件[5-8]。相较于传统的先增材后减材工艺,DMD具有高材料利用率、自由制造、短制造流程及更少的加工时间等显著优势。DMD因适用于金属、合金和金属基复合材料等材料的快速制造,在生物医疗、航空航天、模具制造等多个领域得到了应用[9-12]。然而DMD技术存在着制造成本高、制造效率低、易产生裂纹与变形、表面粗糙及几何精度不高等瓶颈[13-15]。此外,表面粉末粘附现象也是制约DMD发展和应用的重要因素[16]。本文中主要针对DMD技术成形过程中粉末粘附导致表面粗糙的问题进行研究。为得到较好表面质量的直接金属沉积成形零件,对于表面质量要求不是很高的零件,可直接应用于工程应用;延长后续加工过程中刀具使用寿命;解决直接金属沉积成形流道被粘附在内表面的粉末堵塞流道问题,减小后续加工难度。
针对激光金属增材制造成形件的表面粉末粘附,国内外的研究学者已经针对降低成形件的表面粘粉程度做了一些研究。西北工业大学TAN等人讨论了单道单层熔覆层上表面粘附粒子的形成机理,研究了粉末颗粒大小、送粉气流量对粉末粘附的影响规律,得出了粉末颗粒入射速度和粉末颗粒大小对粉末粘附有重要影响,通过调整粉末颗粒大小、粉末喷射速度以及粉末的汇聚性能改善零件的表面质量[17]。法国GHARBI等人对DMD成形件表面光洁度进行了研究,增大粉末与激光作用的距离能改善DMD成形件表面光洁度,通过实验建立了周期性半月板高度与熔池几何形状之间的相关性,并进行了分析验证[18-19]。
作者对不同参量下高速摄像机采集的薄壁件侧表面图像进行了比较研究,分析总结了粉末粘附的两种粘附类型,同时详细讨论了不同加工工艺参量对薄壁件侧表面粉末粘附程度的影响规律,并对送粉速率、送粉气流量、激光功率、扫描速率等工艺参量对薄壁件侧表面粉末粘附程度的影响进行了分析。为研究增材制造工艺参量对粘粉程度的影响规律提供了实验依据。
-
实验粉末材料为气体雾化成形的球形316L不锈钢粉末,其粒径为60μm~125μm;基板为316L不锈钢,尺寸为120mm×120mm×10mm。载运气体和保护气体为纯度为99.999%的高纯氩气。
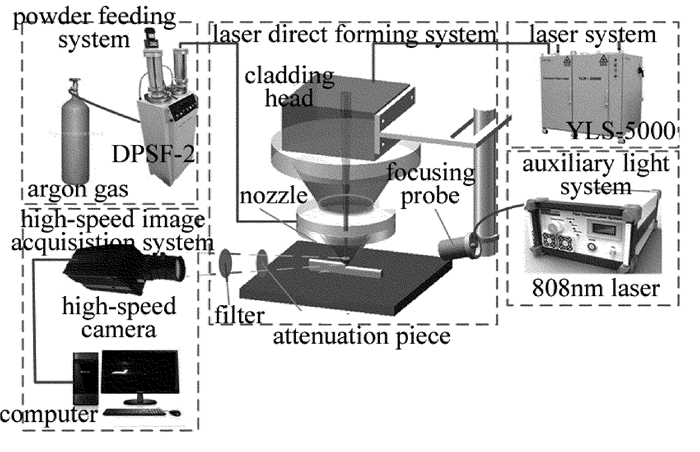
实验中,选用湖南大学与深圳大族激光科技股份有限公司联合研制的HCX60五轴激光复合制造中心。如图 1所示,直接金属沉积系统主要包括:光纤激光器、控制系统、机床主机、送粉器、熔覆头等几个部分组成[20]。直接金属沉积系统使用的激光器为IPG光电公司生产的YLS-5000-S4型掺镱光纤激光器,额定输出功率为5000W,连续输出波长为1.07μm。采用的传输光纤芯径为600μm。熔覆头内部的准直透镜和聚焦透镜的焦距分别为150mm和250mm。实验成形试样为薄壁件,工作原理如图 2所示,薄壁件为在不锈钢基板上沿x方向沉积40mm,沿y方向多层堆积形成的单道多层零件。

Figure 1. System diagram of direct metal deposition
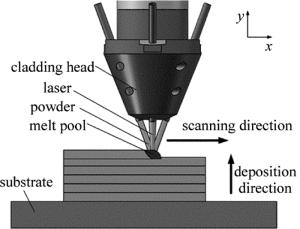
Figure 2. Schematic diagram of single and multiple stacking forming
-
研究薄壁件表面粉末粘附程度。进行单道多层成形实验,通过调整工艺参量获得一定沉积高度的薄壁件,对薄壁件侧面粉末粘附量的多少,分析工艺参量对薄壁件表面粘粉的影响。
粉末预先在真空干燥箱中干燥40min至120℃以上,以增加粉末颗粒的流动性;不锈钢基板经过锉刀除去氧化层后经酒精清洗表面除去油渍和污渍。为了抑制熔池扰动,将激光保护气流量控制在5L/min;在距薄壁件18cm的一侧水平架设高速摄像机,使摄像方向与沉积方向垂直;在高速摄像机镜头加装一片808nm波段的滤波片和若干光强衰减片,采用输出光束呈圆柱形的激光(柱形光)作为辅助光源,对柱形光束的照明方向与拍摄方向的角度无严格要求,且仅要求柱形光束能够照射到拍摄区域即可。
-
通过对高速摄像机采集得到的数据信息进行分析,将薄壁件侧表面粉末粘附方式归纳为两类:熔池熔液逸出和未熔粉末粘附。熔池熔液逸出沿薄壁件侧表面冷却凝固形成泪珠状粘粉是形成薄壁件侧表面粘粉的主要原因;未熔粉末与粘附在熔池后沿的泪珠状颗粒粘结,受熔池热传导,未熔粉末熔入泪珠状颗粒形成较大颗粒的泪珠状粘粉。
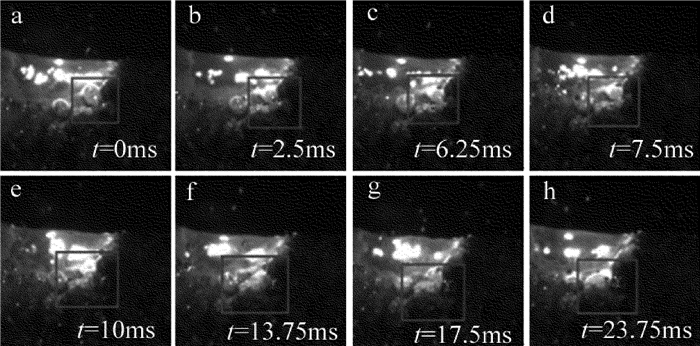
通过高速摄像机拍摄单道多层熔覆过程,分析薄壁件侧表面粉末粘附的形成过程。如图 3所示,当t=0ms时,方框内为前一段时间多层熔覆累积的粘附的泪珠状颗粒;随着熔池不断向前推进,该泪珠状颗粒温度逐渐上升,达到一定温度时完全液化,靠液体的表面张力维持着泪珠状,如图中t=0ms~t=6.25ms所示;随着熔池的进一步往前推进,完全液化的泪珠状颗粒和后续射入泪珠状颗粒表面的粉末颗粒一起熔化,融入熔池边界,如图中t=7.5ms~t=10ms所示;随着泪珠状颗粒熔入熔池边界,过多的粉末颗粒射入刚熔入熔池边界的泪珠状颗粒中,突然壮大的泪珠状颗粒突破熔池边界的表面张力,从熔池边界沿着下层熔覆层表面流下来,如图中t=10ms~t=23.75ms所示;从熔池流出泪珠状颗粒在下层熔覆层表面逐渐冷却凝固形成新的更大的泪珠状粘附颗粒。

Figure 3. The picture of the released and solidified solution in the molten pool
粘附在熔池前沿的泪珠状颗粒熔入熔池边缘后,由于更多的不锈钢金属粉末在这一区域熔化,使刚熔入熔池边缘的泪珠状颗粒沿着熔覆层侧壁流落并在侧壁凝固形成新的泪珠状颗粒。
薄壁件侧表面粉末粘附另一种形成过程如图 4所示。当t=0ms时,在熔池后沿有一颗多层熔覆累积的粘附的泪珠状液滴颗粒,并且有一颗不锈钢金属粉末正在飞向该泪珠状液滴颗粒;在该不锈钢金属粉末飞行的过程中受激光热辐射的影响,吸收了大量热量,最终粘附在泪珠状液滴颗粒表面,如图中t=0.25ms所示;随着激光头不停地给熔池输入能量,粘附在泪珠状液滴颗粒表面的不锈钢金属粉末受熔池热传导作用,逐渐熔化,熔入泪珠状液滴颗粒中,如图中t=0.375ms~t=2.75ms所示;随着同轴送粉的喷粉头不断将不锈钢粉末送入熔池区域,将有更多的不锈钢金属粉末粘附在泪珠状液滴颗粒中。熔入了大量不锈钢金属粉末的泪珠状液滴颗粒不断壮大,随着熔池不断远离该泪珠状液滴颗粒,熔化的液滴颗粒逐渐凝固成一个更大的泪珠状颗粒,在下一层熔覆时该泪珠状颗粒将进一步长大,变成一个粘粉程度更大的粉末颗粒。

Figure 4. Powder adhesion process in single-pass multilayer cladding process
粘着在熔池后边缘的泪珠状液滴颗粒由于熔池热传导不断熔化粘着的新的不锈钢金属粉末,这些新粘附的不锈钢金属粉末和泪珠状液滴颗粒熔为一体,形成一个较大的泪珠状液滴颗粒,随着熔池的逐渐远离,壮大的泪珠状液滴颗粒逐渐凝固。
-
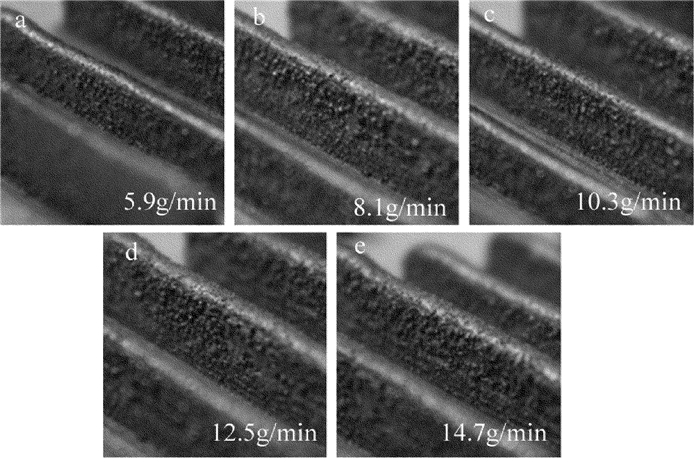
为了研究送粉量对表面粉末粘附的影响规律,试件在激光功率为700W、扫描速率为700mm/min、离焦量为+22mm、送粉气流量为10L/min下进行制备。由图 5可知,随着送粉速率的增加,粘附在薄壁件侧表面的粉末逐渐增加,粘粉的程度愈加严重,薄壁件表面愈粗糙。送粉速率越大,单位时间内送出的粉末越多,粉末在进入熔池前受激光辐照,吸收大量能量,由于激光功率没有发生变化,激光射入熔池的能量减少,每颗不锈钢粉末吸收的能量减少,会形成更多未完全熔化的不锈钢金属粉末颗粒粘附在熔池边缘,而熔池的吸收的能量无法将粘附在熔池边缘的不锈钢金属粉末通过热传导的方式熔化。

Figure 5. The influence law of powder feeding rate on the degree of adhesive powder of single-layer thin-walled parts
-
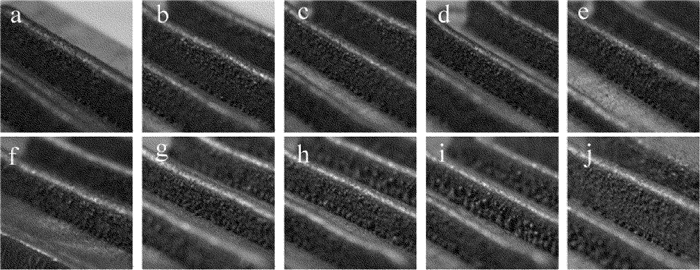
图 6所示是激光功率为700W、扫描速率为700mm/min、离焦量为+22mm、送粉速率为13.54g/min时,不同送粉气流量所对应零件侧表面的图片。
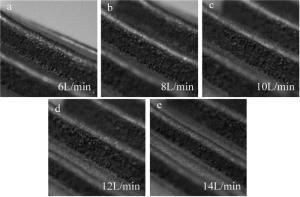
Figure 6. The influence law of feeding air flow on the degree of adhesive powder of single-layer thin-walled parts
由图 6可知,随着送粉气流量的增加,粘附在薄壁件侧表面的粉末逐渐减少,粘粉的程度有所改善,但单道多层的沉积高度有所下降。送粉气流量越大,从喷粉头喷射出的不锈钢金属粉末速度越快,由于送粉速率没有变,粉末在进入熔池前受激光辐照,吸收能量减少,激光射入熔池的能量增加,每颗不锈钢粉末吸收的能量减少,大部分未进入熔池中心的粉末不会形成似熔未熔状态,粘附在熔池附近的不锈钢金属粉末由于熔池热传导,将粘附的不锈钢金属粉末熔化。
-
在直接金属沉积过程中,单道多层的堆积与激光能量的输入大小是紧密相连的,在直接金属沉积技术中采用激光输入能量是用激光能量密度去衡量的,其计算公式为:
$ \mathit{E}{\rm{ = }}\mathit{P}{\rm{ /(}}\mathit{Dv}{\rm{)}} $
(1) 式中, E为激光能量密度, P为激光功率, D为激光光斑直径, v为扫描速率。E为单位面积上的熔覆层所受到的激光辐射能量, 在激光光斑直径一定时, 常用P/v值来反映激光能量密度,激光能量密度主要取决于激光功率与扫描速率的大小。
表 1及图 7分别是离焦量为+22mm、送粉气流量为10L/min、送粉速率为13.54g/min时加工薄壁件的工艺参量及不同激光功率、扫描速率所对应零件侧表面图片。通过表 1及图 7可知,随着扫描速率从500mm/min增加到1166mm/min,P/v值从1.4W·min-1·mm-1下降到0.6W·min-1·mm-1,粘附在薄壁件侧表面的粉末无明显变化,在本实验参量下粘粉的程度对扫描速率的变化不敏感;随着激光功率从980W下降到420W,P/v值从1.4W·min-1·mm-1下降到0.6W·min-1·mm-1,粘附在薄壁件侧表面的粉末无明显变化,仅在激光功率为560W时出现较多粘粉,在本实验参量下粘粉的程度对激光功率的变化不敏感;综合扫描速率、激光功率对薄壁件侧表面粉末粘附程度的影响,可以看出在一定工艺参量条件下薄壁件侧表面粉末粘附程度对线能量密度P/v值的变化不敏感。
Table 1. Direct metal deposition process parameters under different linear energy densities

Figure 7. The effect of linear energy density on the degree of adhesive powder of single-multilayer thin-walled parts
-
(1) 激光直接金属沉积表面粉末粘附的两种类型:熔池熔液逸出形成泪珠颗粒状粘粉和未熔粉末粘附。熔池扰动熔液逸出沿薄壁件侧表面冷却凝固形成泪珠状粘粉是形成薄壁件侧表面粘粉的主要原因;未熔粉末与粘附在熔池后沿的泪珠状颗粒粘结,受熔池热传导,未熔粉末熔入泪珠状颗粒形成较大颗粒的泪珠状粘粉。
(2) 送粉速率、送粉气流量是影响薄壁件表面粉末粘附主要因素,在一定范围内减少送粉速率,提高送粉气流量能得到较好表面质量的直接金属沉积工件。
(3) 薄壁件表面粉末粘附程度对激光线能量密度的变化不敏感。
激光直接金属沉积316L不锈钢表面粘粉工艺研究
Study on surface powder adhesion process of 316L stainless steel by laser direct metal deposition
-
摘要: 为了探究激光直接金属沉积316L不锈钢的表面粉末粘附工艺规律, 利用高速摄像机分析粉末粘附类型, 采用单因素试验的方法, 定量研究了单道多层沉积中的送粉速率、送粉气流量和线能量密度对粉末粘附的影响规律。结果表明, 粉末粘附主要包括熔池熔液逸出和未熔粉末粘附两种类型; 随着送粉速率的增加和送粉气流量的减小, 薄壁件侧表面粉末粘附程度增加, 而粉末粘附程度则对激光线能量密度的变化不敏感; 激光功率700W、扫描速率700mm/min、送粉量13.54g/min、送粉气流量14L/min、离焦量+22mm时, 激光直接金属沉积薄壁件表面粉末粘附较少。研究结果能够成为改善316L不锈钢增材制件表面质量的重要依据。Abstract: In order to investigate the surface powder adhesion process of 316L stainless steel by laser direct metal deposition, the type of powder adhesion was analyzed by high-speed camera. The influence of powder feeding rate, gas flow rate and linear energy density on powder adhesion in single-channel multilayer deposition was studied quantitatively by single factor test method. The results show that, adhesion powder mainly includes two types: molten solution escaping from molten pool and unmelted powder adhesion. With the increase of powder feeding rate and the decrease of powder feeding gas flow rate, the adhesion degree of powder on the side surface of thin-walled parts increases. However, the degree of powder adhesion is insensitive to the change of laser linear energy density. With laser power of 700W, scanning speed of 700mm/min, powder feeding rate of 13.54g/min, powder feeding gas flow rate of 14L/min and defocusing rate of +22mm, powder adhesion on the surface of thin-walled parts by laser direct metal deposition is less. The results can be used as an important basis for improving the surface quality of 316L stainless steel products.
-
Key words:
- laser technique /
- adhering powder /
- single factor test /
- direct metal deposition
-
Figure 5. The influence law of powder feeding rate on the degree of adhesive powder of single-layer thin-walled parts
Figure 6. The influence law of feeding air flow on the degree of adhesive powder of single-layer thin-walled parts
Figure 7. The effect of linear energy density on the degree of adhesive powder of single-multilayer thin-walled parts
Table 1. Direct metal deposition process parameters under different linear energy densities
 下载: 导出CSV
下载: 导出CSV
-
[1] KOCH J, MAZUMDER J. Rapid prototyping by laser cladding[J]. Proceedings of the SPIE, 1994, 2306: 556. [2] MURPHY M L, STEEN W M, LEE C A. Novel prototyping technique for the manufacture of metallic components[C]// Proceeding of ICALEO'1994. Orlanda, USA: Laser Institute of America, 1994: 31-40. [3] XIONG Y H, SMUGERESRY J E, AJDELSZTAJN L, et al. Fabrication of WC-Co cermets by 1aser engineered net shaping[J]. Materials Science and Engineering, 2008, A493(1/2):261-266. [4] QIU C L, RAVI G A, DANCE C, et al. Fabrication of large Ti-6AI-4V structures by direct laser deposition[J]. Journal of Alloys and Compounds, 2015, 629:35l-361. [5] ZHONG M L, NING G Q, LIN W J. Research and development on laser direct manufacturing metallic components[J]. Laser Technology, 2002, 26(5):388-391(in Chinese). [6] HUANG S H, LIU P, MOKASDAR A, et al. Additive manufacturing and its societal impact: A literature review[J]. International Journal of Advanced Manufacturing Technology, 2013, 67(5/8):1191-1203. [7] FRAZIER W E. Metal additive manufacturing: A review[J]. Journal of Materials Engineering & Performance, 2014, 23(6):1917-1928. [8] GUO N, LEU M C. Additive manufacturing: Technology, applications and research needs[J]. Frontiers of Mechanical Engineering, 2013, 8(3):215-243. [9] TABERNERO I, LAMIKIZ A, UKAR E, et al. Numerical simulation and experimental validation of powder flux distribution in coaxial laser cladding[J]. Journal of Materials Processing Technology, 2010, 210(15):2125-2134. doi: 10.1016/j.jmatprotec.2010.07.036 [10] KUMAR A, PAUL C P, PADIYAR A S, et al. Numerical simulation of laser rapid manufacturing of multi-layer thin wall using an improved mass addition approach[J]. Numerical Heat Transfer, 2014, A65(9):885-910. [11] GU D, MEINERS W, WISSENBACH K, et al. Laser additive manufacturing of metallic components: Materials[J]. Processes and Mechanisms, 2012, 57(3):133-164. [12] CONG W, NING F. A fundamental investigation on ultrasonic vibration-assisted laser engineered net shaping of stainless steel[J]. International Journal of Machine Tools & Manufacture, 2017, 121:61-69. [13] NARKHADE S S, RATHI M G. Additive manufacturing of metals: A review [J].Journal of Advances in Science and Technology, 2017, 13(1): 253-258. [14] DEBROY T, WEI H L, ZUBACK J S, et al. Additive manufacturing of metallic components—process, structure and properties [J]. Progress in Materials Science, 2018, 92:112-224. doi: 10.1016/j.pmatsci.2017.10.001 [15] HERZOG D, SEYDA V, WYCISK E, et al. Additive manufacturing of metals [J].Acta Materialia, 2016, 117:371-392. doi: 10.1016/j.actamat.2016.07.019 [16] LIU R Ch, YANG Y Q, WANG D. Research of upper surface roughness of metal parts fabricated by selective laser melting [J]. Laser Technology, 2013, 37(4):425-430(in Chinese). [17] TAN H, HU G, ZHANG F Y, et al. Formation mechanism of adhering powder and improvement of the surface quality during laser solid forming [J]. International Journal of Advanced Manufacturing, 2016, 86(5/8):1329-1338 [18] GHARBI M, PEYRE P, GORNY C, et al. Influence of various process conditions on surface finishes induced by the direct metal deposition laser technique on a Ti-6Al-4V alloy[J]. Journal of Materials Processing Technology, 2013, 213(5):791-800. doi: 10.1016/j.jmatprotec.2012.11.015 [19] GHARBI M, PEYRE P, GORNY C, et al. Influence of process conditions on surface finishes obtained with the direct metal deposition laser technique[J].Journal of Materials Processing Technology, 2013, 213(5):791-800. doi: 10.1016/j.jmatprotec.2012.11.015 [20] YUAN F B, WEI H Y, HUANG C, et al. The Taguchi experimental investigation on process energy efficiency of laser direct metal deposition [J]. Laser Technology, 2018, 42(1):24-29 (in Chinese). -

 点击查看大图
点击查看大图
图(7) / 表(1)
计量
- 文章访问数: 5914
- HTML全文浏览量: 4375
- PDF下载量: 30
- 被引次数: 0
